Figs. l and 2
Title: Hosiery Manufacture
Author: M.A. William Davis
Release date: April 24, 2016 [eBook #51850]
Most recently updated: October 23, 2024
Language: English
Credits: Produced by Richard Tonsing, deaurider and the Online
Distributed Proofreading Team at http://www.pgdp.net (This
file was produced from images generously made available
by The Internet Archive)
Transcriber's Note:
The cover image was created by the transcriber and is placed in the public domain.
This work is being issued at a period of unparalleled development in the industry of knitted fabrics, when our British manufacturers are straining every nerve towards attaining a dominating position in this vital branch of the production of textile goods. It is highly gratifying and full of promise to note the spirit of enterprise which animates our younger generation of manufacturers, and the keenness and alertness which permeate the industry at the present time. Increased concentration by our machine builders on the numerous mechanical improvements being brought out in rapid succession from time to time is certain to have a great influence on the further expansion of the industry, and has the effect of considerably extending the horizon to the maker of knitted goods. With so many new firms springing up in different parts of the country, there has arisen an increased demand for books dealing with the knitting industry, and this work is presented in the hope that it will do something towards satisfying this widespread desire. The study of looped fabric structure is wide in scope, and none the less difficult because, on a first view, it appears simple and elementary. The prospect of the maker of knitted goods of all kinds, is further enhanced by the enormous production possible on the present-day knitting machinery and on the fact that the garments are made ready-to-wear. In this work an effort is made to outline the principles underlying the technology of the industry, and endeavours have been made to clarify certain problems of fabric structure which require still greater attention from the students of technology before they can be regarded as solved. Emphasis has also been laid on the fundamentals of the knitting process as performed on various mechanisms, for, if these basic principles are clearly comprehended, the foundation is securely laid for a further grasp of the industry and its technology.
viSpecial attention is given to the structure and properties of knitting yarns, for in this texture it can be said with truth that the yarn is the fabric, seeing that the bulk of the productions are made from the single thread looped upon itself. Several problems relating to the weight of knitted fabric and similar questions are fully demonstrated, and the formulae explained from fundamental principles. A contribution is also made to the difficult subject of the setting of looped textures, generally so imperfectly understood in its theoretical significance.
That this volume may contribute towards a fuller knowledge of the technology of the knitting industry is the earnest wish of the Author,
| PAGE | |
|---|---|
| PREFACE | v |
| CHAPTER I | |
| DEVELOPMENT OF THE KNITTED FABRIC | 1-8 |
| Peculiarities of Knitted Structure-Knitting Trade Definitions-Hand Knitting and Crochet | |
| CHAPTER II | |
| KNITTING AND WEAVING COMPARED | 9-15 |
| Hand Knitting-The Knitting Process-The Cut-up Trade-The Full-fashioned Trade-The Seamless Branch | |
| CHAPTER III | |
| LATCH NEEDLE KNITTING | 16-26 |
| Loop Formation with the Latch Needle-The Flat Knitter-Working of Cam Boxes to Give the Various Stitches-Patterns Produced | |
| CHAPTER IV | |
| TYPES OF KNITTING YARNS | 27-36 |
| Lamb's Wool, Shetland, Natural, and Fingering Knitting Yarns-Worsted Spun Underwear Yarns | |
| CHAPTER V | |
| SYSTEMS OF NUMBERING HOSIERY YARNS | 37-45 |
| Yarn Testing for Counts-Conversion from one Count into Another-Formulae for Calculating the Weight of Knitted Fabric, allowing for varying Take-up of Yarn-Calculations for Width, Counts, and Courses per inch | |
| CHAPTER VI | |
| CALCULATIONS FOR FOLDED KNITTING YARNS | 46-56 |
| Explanation of Formulae-Estimations for Plated Goods and Weight Percentages for Mixed Garments | |
| CHAPTER VII | |
| BEARDED NEEDLE KNITTING | 57-66 |
| Stages of Loop Formation with the Bearded Needle-Hand-frame Knitting Process, and the System of Knitting on Cotton's Patent Machine | |
| viiiCHAPTER VIII | |
| SETTING OF KNITTED FABRICS | 67-75 |
| Texture Variation on individual Frames-Variation of Yarn and Effect of Yarn Quality-Variation in the Length of Loop-Comparison of Courses and Wales | |
| CHAPTER IX | |
| VARIOUS KNITTING YARNS | 76-89 |
| Cotton, Mercerised, and Various Silk Yarns-Silk-and-Wool and Cotton-and-Wool Mixture Yarns-Cashmere, Angora Rabbit, Camel Hair, and Alpaca-Nettle Fibre Yarn | |
| CHAPTER X | |
| WINDING OF HOSIERY YARNS | 90-98 |
| Description of a Modern Winding Machine, Bobbin Building and the Differential-Damping and Methods Adopted | |
| CHAPTER XI | |
| CIRCULAR KNITTING | 99-106 |
| Stocking Knitting Machine-Making of a Ribbed Sock-Full-fashioned Hosiery-English and French Foot | |
| CHAPTER XII | |
| COLOUR IN KNITTED GOODS | 107-116 |
| Naturals, Horizontal Stripes, Vertical Stripes, Tuck Work on Flat and Circular Frames-Check Designs and Spot Effects | |
| CHAPTER XIII | |
| COLOUR HARMONY AND CONTRAST | 117-126 |
| Attributes of Primary, Secondary, and Tertiary Colours-Application of Colour Principles to the Hosiery Trade | |
| CHAPTER XIV | |
| DEFECTS IN FABRICS | 127-134 |
| Sinker and Needle Lines-Slurgalling and Pinholes-Stitches of Variable Symmetry | |
| FIG. | PAGE | |
|---|---|---|
| 1. | RIGHT SIDE KNITTED FABRIC | 3 |
| 2. | WRONG SIDE KNITTED FABRIC | 3 |
| 3. | PHOTO-MICROGRAPH OF THE PLAIN KNITTED LOOP | 4 |
| 4 & 5. | KNITTING ON THE HAND PINS | 7 |
| 6 & 7. | WORKING OF CROCHET STITCH | 7 |
| 8. | THE LATCH NEEDLE | 17 |
| 9. | STITCH FORMATION ON THE LATCH NEEDLE | 17 |
| 10. | THE DOUBLE-HEADED NEEDLE | 17 |
| 11. | SIDE ELEVATION OF THE LAMB FLAT KNITTER | 20 |
| 12. | VIEW OF THE CAM BOX | 20 |
| 13, 14, 15. | DIFFERENT NEEDLE ARRANGEMENTS ON THE FLAT KNITTER | 20 |
| 16. | TWO-AND-TWO RIB FABRIC | 20 |
| 17-20. | ARRANGEMENT OF CAMS TO PRODUCE RIB, CIRCULAR, AND CARDIGAN STITCHES | 24 |
| 21. | MICRO-PHOTOGRAPH OF TWO-PLY WHEELING KNITTING YARN | 28 |
| 22. | MICRO-PHOTOGRAPH OF THREE-PLY WOOLLEN SPUN KNITTING THREAD | 29 |
| 23. | MICRO-PHOTOGRAPH OF HOSIERY LAMB'S WOOL YARN | 30 |
| 24. | MICRO-PHOTOGRAPH OF TWO-PLY NATURAL SHETLAND YARN | 31 |
| 25. | MICRO-PHOTOGRAPH OF THREE-PLY FINGERING YARN FOR HOSIERY | 33 |
| 26 & 27. | MICRO-PHOTOGRAPH OF TWO-PLY UNDERWEAR YARNS, CONTINENTAL SPUN | 33-35 |
| 28. | MICRO-PHOTOGRAPH OF THREE-PLY UNDERWEAR YARN | 35 |
| 29. | THE BEARDED NEEDLE | 58 |
| 30-33. | LOOP FORMATION ON THE BEARDED NEEDLE | 58 |
| 34. | STITCH FORMING PARTS OF THE OLD HAND-FRAME | 63 |
| 35. | STITCH FORMING PARTS OF THE COTTON'S PATENT FRAME | 63 |
| 36. | SHOWING EFFECT OF INCREASE OF YARN DIAMETER IN THE BEARDED NEEDLE FRAME | 69 |
| 37. | SHOWING EFFECT OF INCREASE IN LOOP LENGTH IN THE BEARDED NEEDLE FRAME | 71 |
| 38. | PHOTO-MICROGRAPH OF SINGLE COTTON HOSIERY YARN | 77 |
| 39. | PHOTO-MICROGRAPH OF SINGLE LOOSE TWISTED COTTON YARN FOR BACKING | 77 |
| 40. | PHOTO-MICROGRAPH OF MERCERISED COTTON KNITTING YARN | 79 |
| 41. | PHOTO-MICROGRAPH OF ARTIFICIAL SILK KNITTING YARN | 79 |
| 42. | PHOTO-MICROGRAPH OF TWO-FOLD SPUN SILK KNITTING YARN | 81 |
| 43. | PHOTO-MICROGRAPH OF TWO-FOLD SPUN SILK KNITTING YARN (GASSED) | 81 |
| 44. | PHOTO-MICROGRAPH OF TWO-FOLD SILK AND WOOL KNITTING YARN | 82 |
| x45. | PHOTO-MICROGRAPH OF SILK AND COTTON-AND-WOOL MERINO FOLDED YARN | 84 |
| 46. | PHOTO-MICROGRAPH OF TWO-PLY PURE CASHMERE KNITTING YARN | 85 |
| 47. | PHOTO-MICROGRAPH OF YARN SPUN FROM THE NETTLE FIBRE | 88 |
| 48. | THE MODERN HOSIERY WINDING MACHINE | 93 |
| 49. | THREAD CLEARING APPARATUS | 93 |
| 50. | THE GRISWOLD CIRCULAR STOCKING KNITTER | 101 |
| 51. | ACTION OF THE CAMS IN STITCH FORMATION | 101 |
| 52. | STANDARD RIBBED SOCK | 101 |
| 53. | ONE-AND-ONE TUCK PRESSER FOR FLAT FRAMES | 112 |
| 54. | TWO-AND-ONE TUCK PRESSER FOR FLAT FRAMES | 112 |
| 55. | ONE-AND-ONE TUCK PRESSER FOR CIRCULAR BEARDED NEEDLE FRAME | 113 |
| 56. | TWO-AND-ONE TUCK PRESSER FOR CIRCULAR BEARDED NEEDLE FRAME | 113 |
| 57. | ENLARGEMENT OF THE ONE-AND-ONE TUCK FABRIC | 114 |
| 58. | ENLARGEMENT OF A SINKER LINE IN KNITTED FABRIC | 128 |
| 59. | ENLARGEMENT OF "JACOB'S LADDER" IN KNITTED FABRIC | 130 |
| 60. | ENLARGEMENT OF SLUR GALLING IN KNITTED FABRIC | 131 |
| 61. | ENLARGEMENT OF "PINHOLES" IN KNITTED FABRIC | 132 |
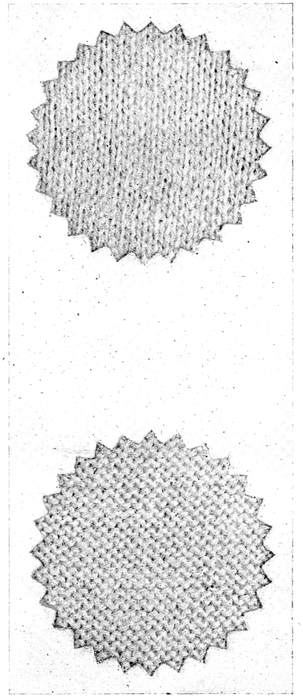
There has been in recent years an extraordinary development in the scope and application of the knitted fabric which may be traced to a variety of causes. The chief explanation of this growth is to be found in the structure of the knitted fabric itself, the qualities of which have made it pre-eminently suitable for special departments of textiles. In its most elementary form the knitted texture is composed of a series of loops hung in rows one upon the other and constructed from the curvings of a single thread which runs continuously through the fabric. One set of loops is formed on the preceding row and any particular stitch is dependent for its support on neighbouring stitches above, below, and on either side of it; if the thread becomes severed at any point the loops lose contact all round and a considerable opening is incurred. This is its chief defect, but also its outstanding advantage as a texture; it is a defect to have the structure destroyed with the severance of the single ground thread, but it is the mutual interdependence of loops which accounts for its valuable stretch and elasticity. By virtue of this elasticity it becomes eminently suitable for articles of underclothing which have to be worn in close proximity to the cuticle; the fabric is enabled to yield to the slightest movement of any part and thus prevents the wearer becoming uncomfortably conscious of the garment. An inherent yielding quality of the loops causes the article to stretch and adapt itself to minor irregularities of size and shape; if a garment is not exactly to dimensions, it contracts to a smaller or expands to a larger form. This property of stretch must not be unduly taken advantage of to cover up indifferent systems of manufacturing, but within certain limits 2the property is of great value for certain discrepancies. The knitted fabric is essentially a weft fabric, the thread being inserted crosswise into the texture after the manner of filling so that the entire structure presents a horizontal appearance which is most evident with ground-coloured stripes when the different colours show themselves crosswise. This proves a serious limitation to the scope of the plain knitted texture, for the clothing trades have small use for horizontal effects as compared with vertical coloured stripes. The knitted structure is quite different in property to woven cloth where one has two series of separate threads, one being termed the warp and running longitudinally in the fabric, whilst the other series is named the weft and is intersected with the warp in the process of weaving. The warp threads are pre-arranged to the correct length and in order of pattern on the warp beam whilst the threads of weft are inserted consecutively during the operation of weaving in the loom. This mode of intersecting separate series of yarns at right angles to each other causes the threads to exert a much firmer grip on each other and the resulting fabric is remarkable for its strength and rigidity. It is firm and durable in structure, and possessing comparatively little stretch, it does not yield to the ordinary strains to which it is subjected. It is pre-eminently the fabric to be used for garments of outer wear which have to stand the rough service of every-day life, where a combination of friction, bending and abrasion subject the fabric to a severe test of endurance. In the case of a knitted texture there is a right and a wrong side, or face and back, the face comprising the straight portions of the loops whilst on the back the curved loop portions predominate. Fig. 1 gives a view of a plain knitted fabric showing the right side or the face of the texture where the loops may be distinguished by a characteristic V-shape, these Vs fitting into each other in a vertical direction. This side of the fabric is always worn outermost, as it presents the most even surface whilst it is also the most perfect as all imperfections such as knots, etc., are drawn on to the back of the cloth. Fig. 2 shows the same fabric on the wrong side where it will be noted that the chief feature is a series of interlocking semi-circles which have a distinctly 3crosswise determination given to them. The appearance on the back is decidedly raw and uninteresting, the straightened V-shaped portions of the loops presenting a much more attractive aspect. On the other hand, most rotary frames work their fabrics with the back in full view of the worker, and in case of analysis it is the wrong side of the fabric which will yield the most definite results to the analyst, for by examination of the curved loops one can discern more easily the character of the pattern and the nature of the ornamentation.
Figs. l and 2
Peculiarities of Knitted Structure.—An examination of the photo-micrograph of the plain knitted fabric (back view) shown in Fig. 3 will demonstrate that the loops are intimately dependent on each other and that the slightest dislocation at any part will at once affect the adjacent area. The knitted fabric is extremely difficult to make absolutely perfect, because each stitch is worked on its own needle distinct from its neighbour, and the slightest irregularity of yarn delivery affects the whole stitch area concerned. If a loop is drawn tighter than the normal at any point, then it is curtailed in 4size and the adjacent loops have to enlarge themselves to fill out the allotted space. In the woven fabric a missing thread usually influences that portion of the fabric only, but if the main thread of a knitted structure be broken, the entire cloth may be disintegrated with the slightest pull. The interspaces between the loops shown in Fig. 3 are intimately connected with the elastic property, because if the spaces are closed up by tight knitting, the elasticity is considerably reduced, if, on the other hand, the spaces are too large, the fabric loses its equilibrium and a slight pull will cause it to lose its form. An exception to this may be found in the light-weight fabrics so much in demand in recent seasons for wearing in an intermediate position in winter whilst in summer they are worn outermost for lightness. These are purposely knitted flimsy in texture so as to economize material and for summer they are quite elegant and serviceable when manufactured in attractive colourings. For winter use they are possessed of a heat-retaining property which would not be expected from their bulk, but to attain the best results they must be worn under a fabric of stronger and more durable construction. The theory of these surprising results is that free interspaces act as so many air chambers which contribute to non-conductivity of heat by the garment. Face veils are usually very flimsy structures, but on account of the "still layer" of air retained in the vicinity of the face the heat is effectively retained just as if a fabric of much heavier construction were employed.

Fig. 3
5This property should be fully investigated in a scientific manner in the light of increased cost of raw materials which has now become vital to the manufacturer and his public. In many circles weight of cloth is synonymous with warmth, but experience has shown that this is not the case and that the warmest garments are not always the heaviest. The latest converts to the light-weight article are the clothing departments of the services where, as a result of war experience they have altered many specifications to include fabrics much lighter in weight; formerly no gauge or sett could be too coarse and thick for their requirements, but now the products of all gauges in the equipment of the hosiery manufacturer are utilized. Now the matter is being brought more fully to the notice of the manufacturer on account of the great rise in the price of raw materials when it is essential to extract the utmost farthing of utility from every ounce of material. If we can more fully requisition the services of the "still layer of air" in this regard it will prove an inexpensive medium of clothing.
Knitting Trade Definition.—The meaning of the term hosiery has undergone a great expansion during the past decade and its present meaning is an eloquent testimony to the enormous growth which the trade has recently experienced. Originally the term had reference chiefly to articles of footwear, it was in this regard that the utility of the knitted stitch was first recognized. The feet form a delicately susceptible part of our anatomy and require special care in fabric selection. In walking the muscles and tendons of the 6foot are in constant action and it is of vital importance to the comfort of the individual that the footwear should be worked in the most suitable fabric. To have footwear in the woven texture is unthinkable if from no other reason than the seams which would be necessary, and to have one of these located at the heel or along the sole of the foot would render the wearer unable to walk in a very short period. There is further the matter of perspiration which occurs so profusely at the pedal extremities, and the knitted texture above all others is adapted to that intimate sort of interaction between skin and fabric which is required for the absorption of perspiration. It laps it up and gives it back again gradually in the form of vapour. In a fabric of less absorbent qualities the article would soon fill with moisture and giving rise to wetness cause considerable discomfort to the wearer. The term hosiery has greatly outgrown its original significance as applied to footwear only and now embraces underwear, articles used for intermediate garments and an increasing range of garments suited for outer wear. There are now very few departments of clothing into which the knitted texture has not penetrated. For outer garments it is not always advisable to employ the knitted texture in its entirety because it obviously does not possess all the properties needed, but great progress has been made in the direction of giving greater stability by a judicious use of the more rigid woven texture at given points. For example, in the knitted vest trade the garment edges are often bound with tapes of woven stuff, whilst the linings are invariably made from these materials. Incidentally the colour of these reinforcing materials is so chosen as to harmonize with the ground so that the whole garment is enhanced in general appearance. Similarly it is found that the plain knitted loop is neither heavy nor close enough to give adequate comfort for an outer garment, which deficiency has been attended to by the hosiery machine builders who have made such improvements on the machines as will enable much more yarn to be inserted in a given space. This increases the sett of the loops and the weight and rigidity of texture, so that fabrics may now be obtained which are almost equal to the woven fabric in resistant properties. Such modifications of 7fabric structure usually result in a pattern with a prevailing one-sided effect, the wrong side being deficient in appearance and style. The ordinary plain knitted stitch per se has little scope for ornamentation unless special machines are employed and where embellishment is required on a plain garment it often takes the form of added pieces of crochet.
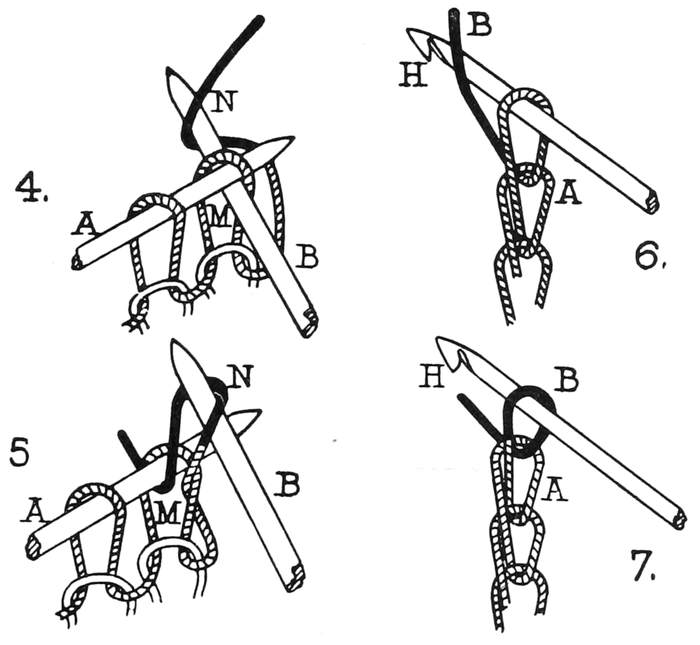
Figs. 4, 5, 6 and 7
Crochet Work.—This is particularly useful in the trade for children's garments where many factories employ crochet workers who ornament the edges by crochet patterns worked in the same yarn. For the very tiny articles of this class it is often found uneconomical to employ machines, and in certain districts large numbers of such garments are produced by the hand crochet workers where the greatest freedom of loop selection is possible. The operation of hand crochet is illustrated in Figs. 6 and 7 where the hook is marked H; in Fig. 6 the hook with loop A upon it is about to grip a portion of the new yarn B, and in Fig. 7 this has been drawn 8through the old loop to add a new one to the chain. In this way one can have on a garment effects which could only be produced by changing to several types of machines, and when articles are small this changing is not economically sound. There are still a considerable number of these crochet workers in various parts of the United Kingdom notably in rural districts of Ireland and in various districts of Scotland and England. Many large firms have a number of such hands attached as an outside staff and they are useful for scrutinizing fashion publications and producing stitches with hand pins which may with good results be adapted to machine-made goods. They have subsidiary departments where customers are supplied with articles of distinctly novel character and for which they are prepared to pay enhanced prices. The freest of all mediums of ornamentation in this class is undoubtedly the crochet, and articles are often ornamented with distinctly elegant results by the use of the crochet hook. By this means yarn same as the ground is employed so as to render it homogeneous and elegance of pattern is due to the fact that the worker can select any point of the fabric for a new move of the pattern. We may have one style being worked at this point and an inch farther up a distinctly different pattern can be evolved. In many rural districts the workers have attained remarkable skill in pattern origination due to their life-long devotion to the handicraft; from the art view-point it is hoped that they will continue to secure such an outlet for their work as will reward their skill and devotion. It is admitted that such products may not hold their own in fierce competition of the open market, but "Man does not live by bread alone," and it is hoped that public taste for such artistic productions may be maintained and developed in contrast to the strictly utilitarian; the aesthetic sense is one which the British as a nation sadly lack.
Compared with the weaving branch of textiles the knitting industry has several outstanding advantages which are now being widely recognized. In weaving it is necessary to have a considerable amount of tackle and supplementary attachments if the fancy pattern trade is to be conducted. The knitted texture is essentially a one-sided composition, but when effects such as lace work, tuck stitches, or coloured styles are introduced these are notable on account of their effectiveness. For any of the machines used in the fancy departments of the knitting trade such as the Jacquard flat knitter, the lace or pearl machines, designs are in every case extremely effective, for minor alterations of the patterning devices produce a result which is at once distinctive and fancy elements show almost their full quota on the face. In the case of woven fabrics the loom and a complicated set of cards and shafts are needed to produce a figure of the most moderate dimensions. Colours in the ordinary twills only show about 50 per cent. of their effectiveness and the surface of the texture remains for the most part uniform. The producer of woven goods has an advantage in that he can make most forms of texture on one loom which he can alter in setting and tackle so as to give any degree of fineness or variety of design. The maker of knitted goods requires a series of entirely different machines in order to produce a full range of patterns and individual machines show but small variation in texture and weight. For any particular type of machine he requires to instal a series varying in the sett or gauge of the needles if a representative range of textures suitable for the changing seasons has to be devised. The average maker of knitted goods has to produce garments ready for the wearer, which renders his task more complicated, for he has to produce garments in full ranges of size and shape, thus combining the functions of fabric and garment producer. 10This has the advantage of enabling him to establish a more direct relationship with the wearer of his garments and most firms are adopting the policy of going direct to the retail, one which has had a most stimulating effect on the trade. This personal contact with the shopkeeper who places the goods in the hands of the wearer brings the manufacturer into close contact with the trend of public demand.
Hand Knitting.—The war period witnessed a remarkable revival of hand knitting which arose from a desire to send comforts to soldier relatives, and the enormous quantities of articles produced in this way greatly helped our men to withstand the rigorous conditions of active service in winter. The usual articles were scarves, gloves, knitted helmets, but, above all, thick warm socks. Knitting was performed on all occasions and it proved a great comfort to many who had relatives in dangerous situations. Knitting acts as a soothing tonic, and there is the added satisfaction of producing something of direct usefulness whilst the skilful hand knitter may impart touches of elegance and distinction not possible by machine. If hand knitting is to be skilfully performed it is necessary to give attention to the size of the knitting pins and that of the yarn in relation. The gauges of knitting pins or needles are recognized in this country by a series of numbers quoted by all instruction books dealing with the subject, Walker's bell-shaped knitting gauge being largely used by those who make hand knitting an occupation of leisure. This is cut bell-shaped in bright polished metal, the various numbers corresponding to the size of the openings in the gauge. The full range of gauges runs from 1 to 24 and the needles are named after these according as they fit the various apertures. The coarsest knitting-needle in general use is termed 1 and is of such a thickness that it will pass through the space marked 1; knitting-needle number 2 will exactly fit opening number 2 and so on till gauge 5 is reached. The apertures gradually decrease in size till the smallest recognized hand knitting-needle is termed 24 gauge. Thickness of needle must correspond to the size of yarn or, in other words, the yarn must suit the thickness of needle. It is the needle which determines the interspaces in the fabric, for a certain proportion must be 11allowed if the fabric is to possess the required elasticity and stretch. This property is essential to good wearing service, for if loops are stiff and stodgy in construction, due to over-tight knitting or meagre allowance of space, the fabric will not yield to the movements which occur in wear and will more rapidly give way under strain. The thicker the yarn the larger the space required and vice versâ, so that the needle determines the space which is to be allowed for any particular set of loops and should bear a definite relation to the thickness of yarn.
The Knitting Process.—The elementary operation of knitting by hand may be followed by referring to Figs. 4 and 5, which illustrate the stages and show the method in which the loops hang on the hand knitting pins. In this case flat work is being produced, the needle A being shown with the row of loops upon it whilst the needle B is being used to form a new row. The thread N is seen to continue from the loops already made and the pin B is being pushed through the end loop M so that it may catch a piece of the thread N and form a new loop similar to M. This is in the act of completion in Fig. 5 where a new piece of thread N has been drawn through and the old loop M is about to be discharged from needle A, this being replaced by a new loop N now hanging on needle B. This operation is continued stitch by stitch until all the loops spread on needle A are replaced by new loops transferred to needle B. When this is complete needle A is stripped of its stitches, and then is used to re-transfer the stitches from B back again to itself. By this operation it will be seen that the knitting operation as performed by hand on two pins is an alternate process; you transfer stitches from a needle working from right to left as in Fig. 4, and at the next course you work from left to right transferring the stitches back again. In this we do not obtain perfectly plain fabric but what is known as the garter pattern or one and one pearl-stitch. If it is desired to make plain work on two hand pins, the worker in turning the direction of knitting must push the needle into the old stitch in the reverse direction so as to effect a cast-off same as in the previous course. For the making of hose and half-hose on hand knitting-needles at least three 12pins are necessary to enable us to knit in circular form so as to produce the article to fit the foot. A more convenient method of knitting in a circle is to use four pins with the idle stitches evenly distributed over three of these pins and using the fourth to transfer in the manner already described. In this way each needle in turn is released and is used as the operating pin to form and transfer the loops in knitting. Even if the pins are correct in gauge in relation to the size of the yarn it is easy to make defective material or texture should the loops not be worked at a proper tension. Slack knitters and tight knitters are known according as they work with the thread slack or tight; in this it is well to strike the happy medium, too slack tension makes working to correct size very difficult, whilst too tight work reduces the speed of knitting and the wearing qualities of the article. Correct tension is generally in the region of that which gives reasonable freedom of motion to the knitter.
Branches of the Knitting Industry.—The Cut-up Trade.—The manufacturer of knitted goods has not only to produce the fabric but in most cases completes the garments ready for wear and has thus to act as manufacturer and tailor combined. By the cut-up trade is meant that branch where the garments are made by cutting the component pieces from a roll or web of cloth similar to the manner of a tailor of outer garments. This branch is usually associated with the cheaper grades of the knitted industry because the cutting can be done in standard sizes, many plies at one and the same time using automatic cutting devices such as the circular electric machine. Similarly the making-up and trimming of the garments is performed on the principle of mass production where output is based on a large number of articles being produced in exactly the same manner and to a standard type. In recent years the relative advantages of the cut method of manufacture as compared with other systems have undergone some modification. In the first place we have the waste which is a heavy item in the cut branch, for no matter how skilfully the pieces may be carved from the plies of fabric there is always a considerable number of waste pieces at corners, etc., which it is not possible to utilize. The problem of waste has become 13more serious since materials have risen so much in value and has tended to augment the price of such goods on the market. On the other hand, one of the great objections to the cut method of manufacture lies in the kind of seam or join used to piece the various sections together because owing to the frayed edges of severed loops, the seamer has to secure a hold several stitches from each edge and this gives rise to a bulky portion at the join which in underwear particularly proved a serious obstacle to comfort. The activities of machine makers have, however, in recent years been concentrated on devising methods of seaming which will minimize these deficiencies, and there are now several machines such as the flat-lock, which in place of taking the stitches so far from each edge introduce a number of threads to form a kind of bridge of texture of their own with the edge loops. This makes a secure join and at the same time gives a seam of little more than normal bulk.
The Full-Fashioned Trade.—As the term indicates, this section applies to articles made to the shape of the body these pieces being complete units with perfect selvedges which are afterwards united to form a garment where the edges are joined with comparatively little bulk of seam. The best examples of the full-fashioned trade are the garments produced on the Cotton's Patent Rotary frame which is built to work as many as twelve full width articles at the same time. This capacity of multi-production proves one of the strong points of the fashioned trade because the articles being worked identically effects a considerable reduction on the cost of making. Also the seam or join is made with selvedge loops which are perfect in formation so that the worker can use the end two loops as supports for the seaming thread which is of the same material as the garment and is thus inconspicuous and at the same time gives the correct elasticity. With the cut-up seam as at present practised clean-surfaced yarns have to be employed to the number of eight or more, and these are usually in white cotton which on a coloured garment at once proclaims its origin. In seaming fashioned goods each selvedge loop is joined to a corresponding stitch on the other side by the method termed "point-to-point" seaming, and under 14present conditions the slowness of this method and its greater cost has led many manufacturers of full-fashioned to reconsider seriously their position. The cup seamer can in many cases give a three-fold production and this is now being employed with success in such branches as the fashioned-hose trade. For high-class underwear, however, the point-to-point system still holds its own as being the best adapted for the work, and efforts are being made to have this type of machine accelerated to give increased production.
In the novelty trade such as that of knitted coats the articles are so varied in style and shape that they have to be fashioned singly on a hand machine, and it is being recognized that the full-fashioned system is too expensive if the firm is to do trade on a large scale. To increase production in such goods, therefore, the articles are often cut from knitted web separately to the style and shape desired and seamed on one or other of the mechanisms now being improved to give a suitable join for such goods. The distinct difference lies in the method of cutting which is individualistic so that full expression can be given to shape and modifications of fashion. To work the full-fashioned branch of the hosiery trade requires an enormous outlay for equipment, as these multi-garment machines run to a high figure and have to be installed in a series of gauges so as to present a sufficiently large assortment of textures to the market. For the cut-up trade, on the other hand, we can obtain a large quantity of fabric from a few circular frames; what remains is to cut the material to shape and trim and finish the garments.
The Seamless Branch.—This embraces another very important class of knitted fabrics which are produced for the most part without joins or seams and ready to fit the wearer. As most garments are circular in form this requires a plant of circular frames, or the flat knitter may be adapted for the making of circular fabric. The best example of this section is that of the hose and half-hose, or stockings and socks, which are required circular in form. Also large quantities of seamless gloves are placed on the market each season, these being worked with the fingers in the form of small circular bags to accommodate the fingers. Seamless fabric for hose and half-hose 15is of special value because any irregularities of texture instantly make themselves uncomfortably evident in footwear. The seamless hose trade is done on machines of small diameter with the needles arranged in circular form, and where suitable provision is made for the addition of pockets to accommodate the heel and toes. From machines of larger diameter are made garments such as nightdresses where the fabric is produced in the form of a large circular sack, a length of which is taken to form the body whilst similar circular pieces are produced on machines of smaller diameter for the sleeves. The practice of making garments of the sweater or "Jumper" class on circular frames is on the increase especially since machine types have been evolved which can make rib, plain, pearl and striped fabrics on one and the same machine with a suitable arrangement for narrowing. It stands to reason, however, that this method of making body garments does not allow of great accuracy of fit and that the greatest scope lies in garments which by their nature are of a loosely fitting description. At the same time the advent of the rib stitch in such machines enables the fabric to be given a latent amount of elasticity which can be utilized to fit the form of a slender person, whilst it can be stretched to accommodate an individual of more portly build.
The latch needle is one of the indispensable instruments of the knitting industry, as was abundantly proved during the war period when shortage of needles threw large numbers of useful knitting machines into disuse, whilst inferior needles accounted for a great drop in efficiency. There is a great variety in form of the latch needle, but they are similar in essential features. A sketch of a normal type is given in Fig. 8 where the various parts are lettered thus: H = hook at the left extremity of the needle, L = latch, S = stem or shank of the needle, B = needle butt or heel, as it is often termed. The latch moves on a pivot from the dotted position when it shuts the hook to the normal position when the hook is open. The stem or shank varies in proportion of length according to the class of machine in which it is employed, whilst there is also a large diversity of forms of the needle heel or butt usually in the direction of strengthening by adding extra metal to withstand friction for large scale knitting.
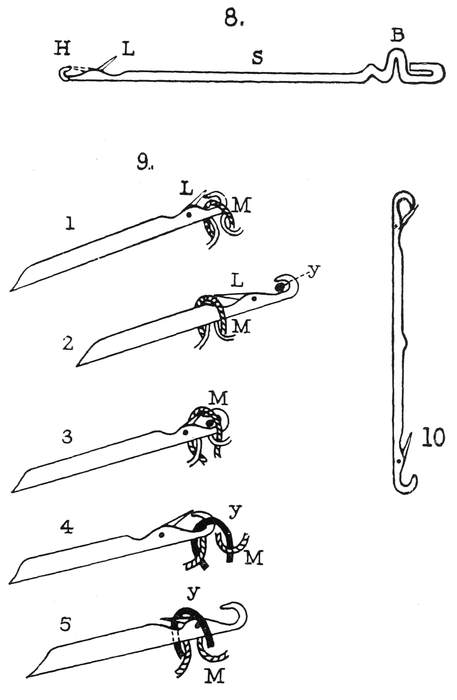
Figs. 8, 9 and 10
18Loop Formation with Latch Needles.—The matter of loop formation is of the greatest interest and importance in any study of knitting and is shown in detail by means of a series of sketches, 1 to 5 in Fig. 9, illustrating the operation at the various stages. This will be useful in studying any knitting frame, for an apparently complex piece of machinery may be quickly reduced to intelligible dimensions if the observer has a grasp of the process of loop formation. All machines using the latch needle, and they are many and varied, form their stitch on exactly the same principle, and when this is understood considerable progress has been made towards a thorough comprehension of the whole. Sections 1 to 5 of Fig. 9 represent the successive stages in stitch making, the needles being shown at the angle usually found in the flat knitting machine of the Lamb type. In Diagram 1 of the series the needle is shown in its normal non-operative position with the latch closed and the loop M inside it. In all knitting a division must be maintained between the old loop and the new yarn. In Diagram 2 the needle rises, and in so doing the old stitch M opens the latch L and passes on to the stem and the new yarn marked Y is in the act of being seized by the hook of the needle. In Diagram 3 the needle is noted to have sunk lower in position so that the old loop M closes the latch with the yarn Y inside, and the old loop covers the latch as shown. This stage is termed the "landing of the stitch" and in Diagram 4 the needle is noted to have dropped still farther, so that the old loop is pushed over the needle extremity and the new yarn drawn through the old loop M to form a complete stitch. Precautions have to be taken in the machine mechanism to have the old loop properly discharged over the needle end and the new yarn completely drawn through. When this is complete the needle again rises in its position as in Diagram 5, and in so doing the yarn inside the hook moves downwards and opens the latch preparatory to a new course of stitches.
Diagram 10 illustrates another important form of the latch needle known as the double-headed needle as it has a hook at each extremity. This instrument forms the basis of utility of a series of different machines such as the rib hose frame and the pearl knitter. In these cases the needle moves from one knitting stage into another discharging its loop from the upper or lower hook according to the pattern of the rib or pearl fabric.
The Flat Knitter.—One of the best known machines using the latch needle for its loop formation is the flat knitter which has an extensive use in the knitting industry. The scope of work produced on the flat knitter is truly wonderful and its great versatility of application accounts for its immense popularity. In addition to plain fabric it can make a large variety of fancy and reinforced stitches, which provide great extension to the textural scope of the knitted fabric, allowing it to be employed for a wider diversity of uses. Various colours can be introduced in stripe formation, and with attachments of Jacquard character or by the use of the double-headed 19needle the range of patterns is further diversified. In regard to making full-fashioned goods almost every form of garment can be made on it-pants, shirts, hose and half-hose, coats, vestings, caps and gloves, are only a few of the garments procurable. These can be fashioned by the worker to the required form and an interpretation can be given to symmetry and style of the human form. It has found an extensive application as a hand machine to the making of seamless gloves being used by the most progressive firms in the trade, and with the application of power it can be adapted with considerable success to the making of goods in the bulk. Hand machines are moderately priced so that to start a knitting factory with such a plant is not a really formidable proposition, quite a respectable equipment being procurable for a few hundred pounds; many a prosperous firm owes its initial successes to the adoption of the flat knitter and from this they have been able to launch larger schemes of development in the knitting business. With new starters in this trade to-day the flat knitting machine nearly always figures prominently when there is lack of capital, and on this basis quite a sound foundation may be laid.
A diagrammatic side view of the Lamb flat knitting machine is shown in Fig. 11 where the foundation of the machine consists of two needle beds or stages marked NB which are cut with tricks or grooves into which the needles are placed as shown, each side being a duplicate of the other. The needle is marked N and on it will be recognized such essentials as the latch L, the hook H, the butt or heel B working inside the cam-box CB. The thread T passes from its bobbin through the eye of the thread-carrier TC and the needle is pushed into its position in the cam-box by the spring marked S shown at the extremity of the needle beds. The fabric is marked F and is noted to pass down through the centre of the machine whilst at its extremity is attached a set of weights which act as a means of drawing the fabric from the needle ends as they are formed and if the needles are not being sufficiently well cleared the amount of weight is increased. The weights have to be raised from time to time to a higher position in contact with the fabric as it is being worked.

Figs. 11, 12, 13, 14, 15 and 16
21Interior of Cam-box.—In this machine the principal functional part is the cam-box CB, and from this the knitting action is imparted to the needles. On this account a full view is given in Fig. 12 of the set of cams used in the knitting machine made by Messrs. W. and J. Foster of Preston. This set of cams is placed on each bed right and left and the constituent parts are indicated as follows. Parts A and B are termed the knitting cams, whilst the parts C, D and E combine to form what is known as the knock-up cam. The part E is a fixture, whilst the needle path is indicated curved, and through this the needle butts N are seen to be passing. From the previously-given description of the making of loops on the latch needle it should not be difficult to note that the cams working on the needle butts in the needle path combine to raise the needles to secure the yarn from the thread-carrier and, having received the yarn, the needles are pulled down again to complete the loop by drawing the new yarn through the old loop. The cams have a side-to-side motion and pass over the needle bed from right to left and again from left to right. In so doing they operate as follows: when the cam-box is passing from right to left the needle heels are made to ascend the left side of C and D and are drawn down again by the inside of cam B; when the action is reversed and the cam-box is drawn from left to right, the needle heels pass up the right side of cam D and are drawn down again by passing along the inside of cam A, this alternate action being repeated during the process of making plain work on the flat knitting machine.
The Rib Stitch.—One of the outstanding advantages of the flat knitter is the facility with which all kinds of rib stitches can be made, and this is due to the arrangement of the needle beds, where the needles of one side make their stitches in a direction contrary to those in the opposite side. In making rib work both sets of needles in back and front beds are in action at the same time; when the thread is supplied to the needles those on the back rise equally with those on the front and receive their share of yarn to form their own loops. Now it is clear that the knitting action on the right-hand needle is opposite in effect to that of a left-hand needle, this being 22expressed by the form of the knock-over of the stitch; the right-hand needles discharge their stitches to the left, whilst the left-hand needles discharge their stitches towards the right. It is this combination of stitches discharged in opposite directions which gives rise to the rib stitch which is such a valued adjunct to all forms of knitted texture. This difference in the direction of loop discharge causes one set of needles to form back-fabric stitches whilst the opposite needles knit right-side fabric stitches. The normal flat knitter has its two needle beds cut one-and-one, as shown in Fig. 13, each bed has accommodation for the same number of needles, these being set so as to pass up the centre between the opposite series. This is termed a one-and-one arrangement and the resulting fabric is known as the 1-and-1 rib stitch, one row of loops in a vertical direction appears as wrong-side fabric stitches, whilst the alternate rows work out as right-side fabric loops. This explains the great increase of elasticity found in rib texture as compared with plain because back-fabric stitches are always seeking the back. In their normal position they virtually pass to the back, only being visible on the face when stretch is applied in the width. The yarn in crossing from face to back and vice versâ undergoes a greatly increased amount of intersection which contracts the whole fabric in the width. This property is of the greatest practical value in garment manufacture, because the extremities are usually finished with a few inches of rib which enables the article to secure a firmer hold on the limb or part of the body and thus serves to keep it in position. The rib stitch is also an indispensable foundation of a number of textures which weigh much heavier than the plain, as it enables a greater weight of yarn to be inserted and the fabric is thereby increased greatly in bulk.
Tension and Weight.—The texture of a fabric on any given knitting machine can be varied according to a number of factors and of these quite an important one is the length of loop drawn by the needle. An examination of Fig. 11 will show that the needle beds on the flat knitting machine are stationary and that the needles during stitch formation draw the yarn over the top ends of the beds and obviously the 23length of the loop will depend on the distance which the needle is drawn below the edge of the needle bed, this distance being determined by the adjustment of the knitting cams A and B shown in Fig. 12.
Cam B is shown in a dotted position raised so as to draw a shorter loop and the length of the loop can be varied according to the height of either knitting cams A or B within certain limits. If the loop is drawn too long, that is, if the knitting cam is set too deep, the yarn may not stand the strain and breakage will result; on the other hand, if the loop is too short the fabric will appear stodgy in character.
Patterns Produced.—This type of knitting machine has an extensive range of patterns and textures which can be obtained and amongst the first variations possible are those which result from an alteration of the needle arrangement. The normal setting is to have one needle in the front stage for one in the back stage, and these being arranged alternately give the ordinary 1-and-1 rib stitch. This is shown in Fig. 13, where the upper row of small circles represents the needles in the back bed or stage whilst the lower row gives those in the front stage. The next, Fig. 14, shows the needles in exactly the same sett except that the needles have been arranged to give the 2-and-2 rib pattern, this being shown in diagrammatic enlargement in Fig. 16 at the side. The third sett of needles given in Fig. 15 represents the arrangement for a 3-and-1 rib pattern where every third needle only is allowed to remain in the front stage whilst the back stage retains its full complement. From these examples it will be clear that by altering needles in this way to any scheme a large variety of rib effects may be produced, nor need the arrangement be uniform throughout the width, for the borders may be in one pattern and the ground or interior in another. Novel effects in imitation of lace work may also be produced by leaving a needle out of one or other of the beds which makes an opening in the fabric which can be manipulated to give an effect of a lace-like character.
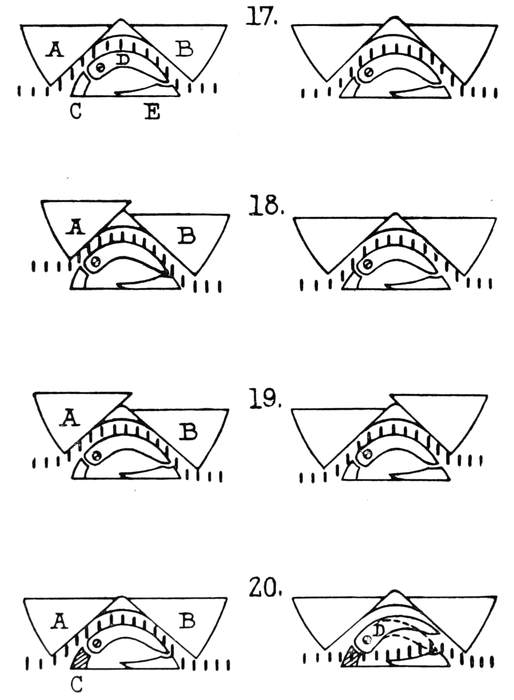
Figs. 17, 18, 19 and 20
25Manipulation of Knitting Cams.—Figs. 17 to 20 have been prepared to illustrate the manner in which the cams are altered to give certain well-known stitches in the flat knitting machine, and the construction is the same as Diagram 12, with corresponding letters for the various parts. On the left of the plate are arranged the cams as in the front bed whilst the right-hand arrangement gives the set of the cams in the back. In Fig. 17 the two beds are shown arranged for plain rib work where both back and front needles are in action at the same time. Fig. 18 shows the cam setting in front and back beds for making the well-known half-cardigan or royal rib which has played such an important part as the stitch for cardigan jackets supplied to the troops during the war period. It will be seen that on the front bed cam A is raised into what is termed a tucking position, that is, the needles are pushed up by D to receive the thread but are not drawn down far enough to have their loops discharged over the needle ends. At the same time the cams in the back bed are set for plain work and the needles there knit as usual at every course. The real stitch, however, does not appear until the direction of knitting is reversed, because the needles on the front bed are again pushed up to receive a second thread and on this occasion are drawn down the full distance by B to knock off the stitches. This means that on the front bed stitches are formed in double threads after every two courses whilst the back discharges its loops at every course, which enables a much greater weight of yarn to be inserted into the texture, making it more rigid and stable. The cams in Fig. 19 are arranged in front and back beds to produce the polka or full cardigan stitch, where double courses are worked on both front and back. This may be clear if we consider the cam arrangements as illustrated moving first to the right when the stitches on the front bed are "tucked" whilst those on the back bed knit to the position of cam A. In reversing the knitting to proceed to left, two yarns are drawn through in the front needles whilst no discharge takes place on the back. In this way the knitting occurs on the cardigan rib plan on both front and back needle beds and the resulting fabric is much heavier in weight than half-cardigan and when taken from the machine shows a strong tendency to expand in width owing to the yarn seeking to take up a more expanded position. The full cardigan stitch tends to be loose in 26character, the weight of material is greatly increased over plain 1-and-1 rib, but there is a lack of structural firmness and cohesion. In Fig. 20 the part C of the cam comes into the picture as being necessary to give circular work on the flat knitting machine. This can be drawn up out of action in both front and back beds by a small finger lever, and an examination of this arrangement will show that in going to the right the needles of the front bed will knit as usual, but in reversing, as shown on the right of Fig. 20, the needles pass completely under part D owing to the absence of part C and knitting is not performed; the cam portion D is raised by a spring to allow the needles to pass over the dotted position. It will thus be seen that to make circular work we arrange the cams on the front bed so that they will knit in going to right but miss in going to left, whilst in the opposite bed the reverse holds good. Thus a course of loops is made on the front with the back not knitting, alternated by a course made on the back with the front not knitting. The fabric's being worked from one yarn causes the loops to be joined at the edges and so a continuous length of circular webbing is produced.
The qualities necessary for knitted goods have already been outlined as applied to the fabric, but if ideal results are to be secured, the yarns require to possess certain specific features of their own, for the most efficient textures can only be got by combining the qualities of yarn and fabric. The range of yarns covers a wide variety of material and systems of manufacture and the type selected depends entirely on the use to which it has to be applied; price is its primary consideration, and whether required for outer, intermediate or under garments is also important. Speaking generally, the knitting yarn should be open in texture, full in handle, and the material should be soft and comfortable to the touch. Except for some classes of outer wear the thread should have a plentiful proportion of surface-projecting fibres which are of value in covering raw loop formation.
Woollen Spun Yarns.—Yarns spun in the woollen system are still used to a considerable extent in the knitting trade, such having large scope in the more moderate priced qualities. The yarn is produced by the ordinary methods of woollen yarn spinning, the wool being teased, scribbled, carded, condensed and spun into threads on the woollen mule. The combined effect of these operations is to give a yarn which has its constituent fibres crossing and re-crossing at every angle so as to give a melange of fibres, confused at first sight only because these are arranged in a yarn regular in diameter and compact in structure. Carding and spinning are done in the grease so that goods made from them require a more liberal scouring and fulling. The best known type in the coarse variety of woollen-spun yarns is, perhaps, the wheeling, which is illustrated by means of photo-micrograph, Fig. 21, and given in the form of two-ply, but large numbers are used in three or more ply for goods of the coarsest gauge. The name Wheeling is probably derived from the early days 28of hand spinning on the wheel when the wool grown on the farm was dealt with by the farmer's daughter by means of the distaff and spindle. In this type of yarn the wool fibres were spun as they hung on the distaff, and the chief care of the spinster was to draw them out so as to present as even a strand as possible to the torsion of the whorl. The single yarns were therefore rather irregular, but these deficiencies were to a large extent overcome subsequently by folding two or three plies according to the weight desired. In the days of hand spinning it was deemed most easy to specialize in one uniform thickness of ground thread and obtain the thicker counts by twisting these threads two or more ply. The wheeling yarns as made to-day partake very much of the same character; they are spun from the coarser grades of wool where long and short fibres are used promiscuously, all of which features may be noted by an examination of photo-micrograph 21 which gives the thread original magnified forty-fold. Fig. 22 gives a similar enlargement under the microscope of a yarn of the same class as used for utility wear at a moderate price, this yarn is three-fold and is spun on the woollen system with fibres showing in every variety of angle. The three-ply yarn shows very dense and gives a garment in a coarse gauge with considerable weight and of most serviceable character; it is found very adaptable for thick woollen socks for artisan wear.
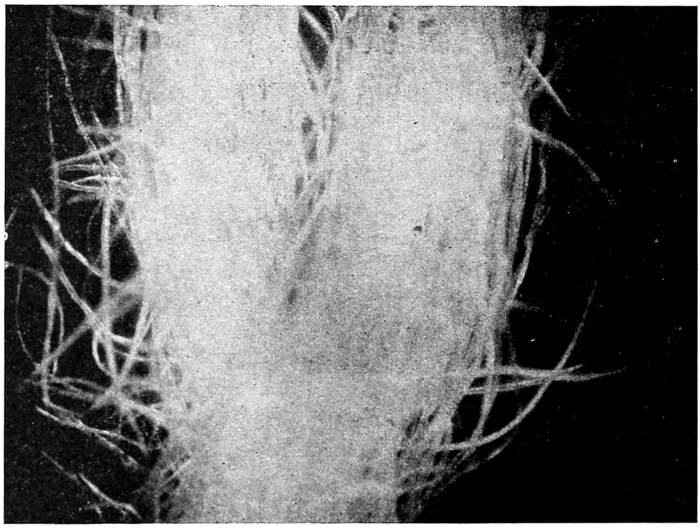
Fig. 21
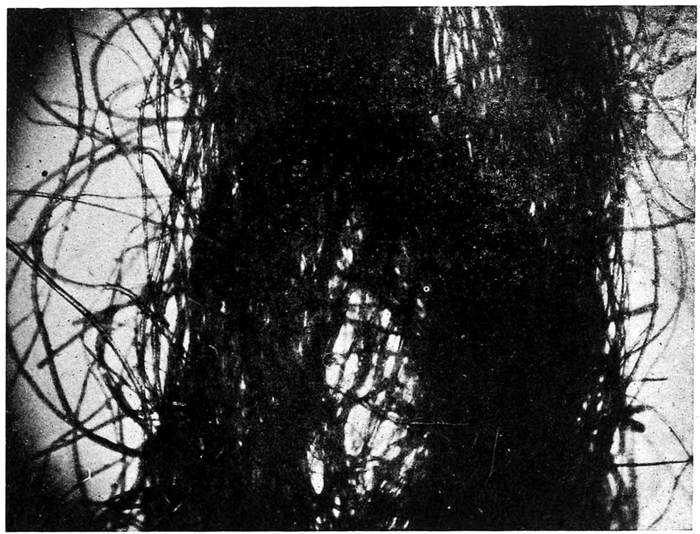
Fig. 22
Lamb's Wool Yarns.—The term lamb's wool as used in the knitting industry does not confine its connotation to the product of the lamb during its first six months of growth, although such yarns would naturally be included in the first scope of the term. Naturally the growth on the lamb during the first half-year is of the softest description and greatly esteemed for many classes of knitted goods where a kindly feel is of the utmost value. The term has to-day a much wider definition, and includes yarns spun from the shorter staples on the woollen system, so that such goods are well covered with surface material and further offer a good basis 30for brushing on the teasles or gig, thus increasing the softness considerably. Fig. 23 gives a photo-micrograph of one of the finer classes of lamb's wool yarns where the crossing and re-crossing amongst the constituent fibres is very well displayed along with the loose open form of the thread. The openness of texture proclaims this variety as being eminently suitable for the underwear branch of the business and these made into garments of moderate price give excellent service. In this sample the fibres are very regular in diameter, the thread is well constructed and will be sound in respect of absorbent quality.
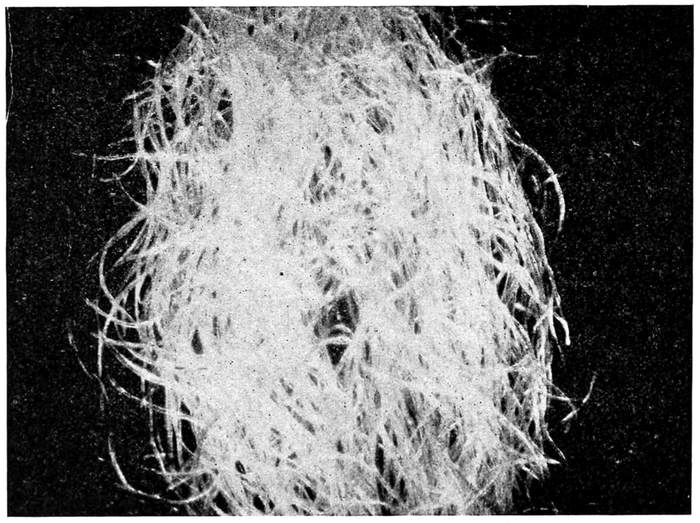
Fig. 23
Shetland Yarns.—This is another example of a designation employed in the knitting trade which has wandered far from its original meaning. The name has primary reference to yarns and fabrics produced from the material taken from the Shetland breed of sheep which give wool of excellent soft handling properties. These wools occur in natural colours, brown, grey and black being found in addition to the 31predominating white. The fibre is soft, exceedingly agreeable to handle, and has been largely used for the industry from the pioneer days of the hand knitting. The word Shetland as now known in the trade has shown a distinct tendency to deteriorate in connotation and most generally means yarns of coarse character, carded and spun on the woollen system with a certain proportion of fibre of nondescript character mixed. These fibres are usually dark in colour and mixed along with the white wool give a tint known as "Natural"; the tints are most serviceable for utility undergarments in regular wear as they obscure soiling and allow of longer inter-laundry periods. Pure white articles are quickly soiled, the "Natural" garments can give a longer period of usefulness without sacrificing real cleanliness. In times of scarcity of material and in absence of laundry facilities, these natural coloured garments prove distinct aids to economy. Formerly the natural tint in a garment was at once a sign of inferiority and low grade, but now wools of expensive character are mixed with 5 to 10 per cent. of freshly-dyed fibre of pleasing effect to give better service. There has latterly been a tendency to increase the proportion of dark-coloured fibres and give a wider colour expression; in place of the ordinary brown, fawn and grey, other varieties bolder in aspect are utilized.
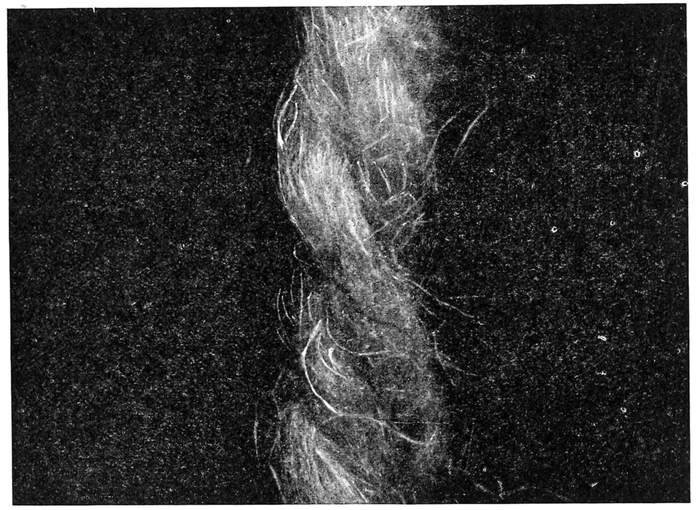
Fig. 24
2-PLY SHETLAND NATURAL YARN SHOWING DARK FIBRES INTERMIXED
32Fingering Yarns.—The term fingering is widely known in the trade and is a clear reference to the era of hand spinning on the wheel when the fibres were drawn through the fingers preparatory to the addition of torsion, this "fingering" being a domestic attempt to establish a certain amount of parallelism amongst the fibres. Wools of longer staple were employed for these productions which may be regarded as the prototype of the modern worsted thread. The attempt to render the fibres parallel by hand cannot be completely successful, but the worker rejected the shorter material which was not incorporated in the thread, whilst the longer residual fibres were spun with rather more twist than was usual with pure woollen yarns. The fingering yarn as now known is spun from the better classes of medium-stapled wool and is usually found in three or four-ply for the better class woollen hose trade. It gives a good quality article which felts less than the woollen spun and has increased durable qualities, the three-ply giving a considerably augmented strength to the article. The principle of worsted spinning as practised in the Bradford district for weaving yarns is not suitable for the knitting industry. As a rule the twist is too hard, and even with slack twist the structure is scarcely suitable, not being open enough and having too little surface fibre. A fingering yarn largely used for the footwear trade is given in photo-micrograph at Fig. 25, where the thread is noted to be three-fold; the single strands show a firm twist, but at the same time there is visible a fair percentage of surface material which makes the yarn suitable for covering the interstices and contributing to fabric consistency. The qualities of this particular yarn have been tested by long experience in use and have proved ideal when the right kind of wool is used as foundation.
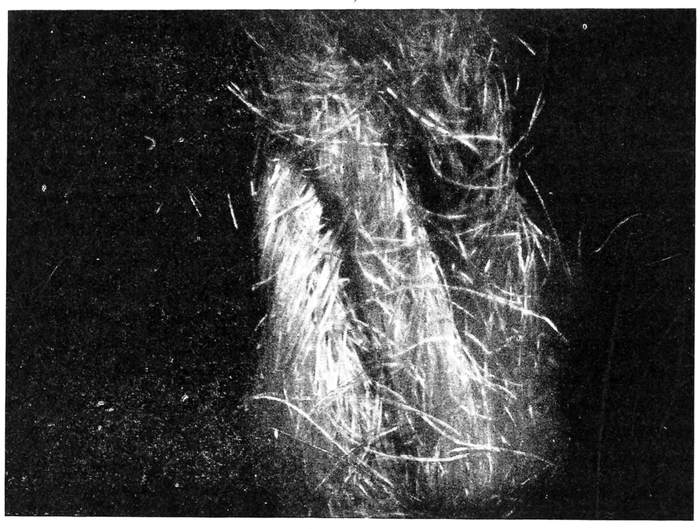
Fig. 25
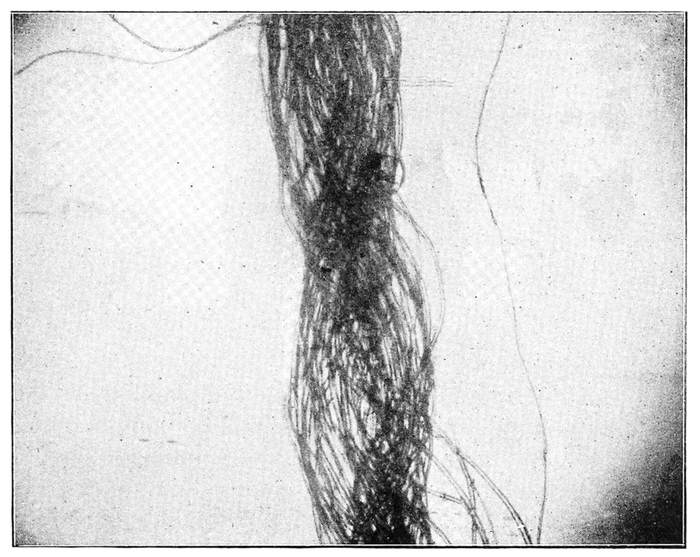
Fig. 26
34Worsted Underwear Yarns.—A view of a typical yarn as used for the light-weight underwear branch of the knitting business is given in Fig. 26, which represents a two-fold hosiery yarn used for light-weight shirts and pants, but more particularly for ladies' garments. Extreme fibre parallelism is the chief feature of this yarn structure, the fibres being meticulously pulled into line with each other by the teeth of the comber. The next points important to observe are the spaces shown between the individual fibres which ensure adequate ventilation and absorbency, along with the requisite elasticity. The twist in the single is very slight and the strength is obtained by folding the two single strands together. At the same time a sufficiency of surface material is present to insure correct cover for the loops so as to remove rawness of structure and impart a "skin" to the cloth.
The yarns illustrated in micro-photos 27 and 28 may be regarded as typical structures employed for the great bulk of the trade in underwear, these being samples of the widely-known dry-spun yarns on the French system. As compared with the method of producing worsted yarns in the weaving trade, this system of dry spinning is so called because no oil is added to the sliver in preparation; the system of combing adopted deals with shorter and less valuable wools and moderately priced yarns are feasible. Openness of character is best secured by imparting twist on the ordinary woollen mule, where the thread is torsioned intermittently in long lengths, during which operation a certain proportion of the fibres are thrown to the surface, as clearly shown in Fig. 27. The yarn is two-ply with a fair twist in the two-fold, whilst the singles have quite a small amount of torsion. The extraneous material prominent in this sample 27 is a valuable feature in the success of the yarn for the knitting trade. Fig. 28 gives a view of a thread of the same character but rendered denser in form on account of its three-fold character. This is an excellent sample of a yarn giving splendid service in wear and the production of which has caused a most flourishing spinning industry to be established in continental countries.
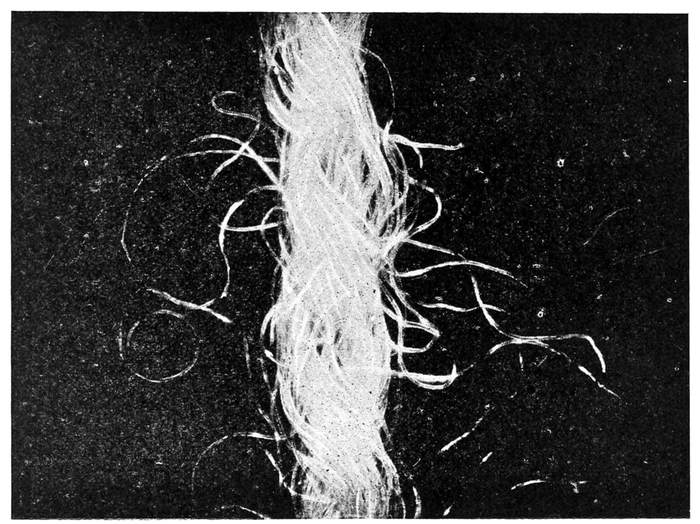
Fig. 27
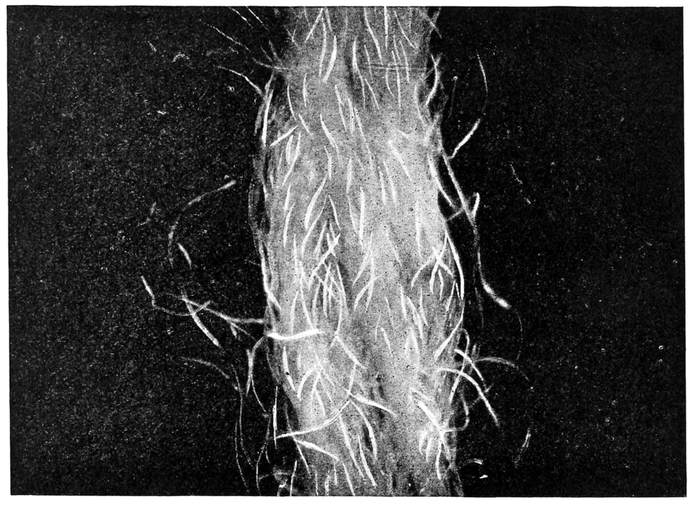
Fig. 28
36In this prosperity it is hoped the British spinner will participate more fully in the future, because it is a branch which lends itself to enormous production on a large scale, the usual way of doing the trade being for one mill to concentrate on few counts so as to have a minimum alteration in the setting of machinery. In addition the spinner requires to instal the right kind of combing plant which, it is satisfactory to learn, can be made very efficiently in this country; the British machine builder has risen to the occasion, and it is to be hoped that the spinner will follow quickly in his wake and prove equal to the enormous call for this class of yarn. These yarns are often referred to in the trade variously as botany yarns, or cashmere yarns, although the latter is in reality a misnomer, having original reference to the product of the Cashmere goat indigenous to the Himalaya Mountains in Northern India.
Within recent years a great improvement has been effected in the matter of yarn numbering for the hosiery trade. Formerly a number of systems were in vogue which were distinctly local in their character and application, but these now tend to confine themselves to the standards common to other branches of textiles. Most yarns can be classed under the worsted, cotton or silk systems; woollen yarns spun on the Borders of Scotland are based on the Galashiels counts, whilst those from Yorkshire are counted on the skein system. Artificial silk yarns are numbered on the denier system which has come into greater prominence recently in connection with the growth of artificial silk goods on the market. The more irrational and arbitrary methods of numbering yarns are rapidly declining in use and the great majority of yarns now supplied are given in one or other of the systems named.
Worsted Yarns, including those coming under the term cashmere, botany and mohair are numbered on the worsted system which has its basis in the number of 560-yd. hanks which weigh 1 lb. of 16 oz.
Cotton Yarns, including those spun from a mixture of cotton and wool under the term merino, and spun silk are estimated on the number of 840-yd. hanks which weigh 1 lb. of 16 oz. There is a reservation in the case of two-fold silk yarns, the counts giving the exact number whether single, two-fold, or three-fold.
Woollen Yarns.—Alloa is an important centre of hosiery yarns spinning, and a system used in this locality is based on the equivalent of the number of 240-yd. hanks which weigh 1 lb.
Woollen yarns spun on the Scottish Borders are calculated on the Galashiels method which is equivalent to the number of 200-yd. hanks in 1 lb. The Yorkshire woollen skein system 38is based on the number of yards per oz. which, brought into line with others, gives a basis of the number of 256-yd. hanks which weigh 1 lb. Leicester lamb's wool system is equivalent to the number of hanks of 176 yd. each in 1 lb.
Silk Yarns.—In addition to the spun silk yarns mentioned as being counted on the basis of the cotton hank of 840 yd., what is known as the Organzine silk system is given by the number of yards per oz.
Tram silk is calculated on the weight in drams of 1,000 yd., and in the case of artificial silk yarns the counts are gauged by the weight in deniers of 520 yd. There are 1,600⁄3 or 533⅓ deniers in 1 oz.
Yarn Testing for Counts.—This subject has been taken up with greater interest by hosiery manufacturers, who are now installing suitable apparatus for conducting the important test as to whether a yarn is up to standard in regard to counts. Variation in the yarn size at once reflects itself in the weight per dozen garments, the usual trade basis, and with increased prices of yarns these tests are likely to become more prevalent in the future. Compared with the weaving trade the question of gauging the size of a yarn by the method of inspection and handling is by no means effective on account of the loose nature of many knitting yarns; in general they appear to have much less weight than their diameter would lead the observer to suppose. In weaving yarns the twist is much more decided in effect, but in hosiery materials accurate estimation can only be performed by making a calculation based on the weight of a given length of the sample. A number of simple devices are on the market whereby the counts of yarn can be accurately determined by weighing a given number of threads cut to a certain template according to the yarn system, and these instruments are being largely employed in cases where the overseer is too busy to give the matter personal attention. An intelligent yarn foreman, however, prefers the method of weighing off a given length of the thread and finding the counts by direct calculation or by the aid of an assimilating table. He can also devise short ways of making the calculation of counts adapted to the class of yarns being handled in 39greatest numbers, and these do not depend for their accuracy on any accidental mechanical factors.
Let it be supposed that the custom in a factory is to test a yarn by unravelling a length of 20 yd. and finding the weight of this in grains. In each calculation the proportion will be repeated of finding the number of yards in 1 lb. or 7,000 grains. Again, if the prevailing counts be worsted, then this will involve 560 in each calculation as in the following example.
Example 1.—On unreeling a yarn it is found that a length of 20 yd. weighs 10 grains, find the counts in worsted.
By proportion, if there are 20 yd. in 10 grains, the yards in 1 lb. or 7,000 grains will give the yards per lb. This obtained, we divide by 560 the length of the worsted hank to obtain the counts thus—
| 20 × 7,000 | |
| = 25's worsted counts of yarn. | |
| 10 × 560 |
Example 2.—A worsted hosiery yarn is tested and 20 yd. are found to weigh 35 grains, find the counts.
| 20 × 7,000 | |
| = 7⅐ worsted counts. | |
| 35 × 560 |
If these two examples be observed it will be noted that for
every calculation of this type such as a yarnman might be
expected to make frequently, the common numbers are
20 × 7,000
560
= 250. These will occur in every calculation of
this kind and this gives a short method of getting the result,
for in place of using these three factors we take the resultant
250 as shown and divide the weight of grains into it.
Example 3.—Find the counts of a cashmere hosiery yarn, 20 yd. of which weigh 24 grains.
Following the method indicated we can obtain this result at once by dividing 250 by 24 = 10·4 counts cashmere.
The other counts met with frequently is the cotton or merino system where the hank number is 840 and the value in all such calculations is given by the numbers—
| 20 × 7,000 | 500 | ||
| = | or 166⅔. | ||
| 840 | 3 |
40Example 4.—Find the counts of a merino yarn of which 20 yd. weigh 14 grains.
Taking the value 500⁄3 divide it by 14, thus—
| 500 | |
| = 11·9 counts. | |
| 3 × 14 |
Similarly, if working with dram weights and a standard length of 20 yd. we should devise a value for the figures constantly recurring and this would greatly simplify the calculation of the counts.
Example 5.—Find the counts in Galashiels or Scotch woollen system of a yarn, 20 yd. of which weigh 2 drams.
The first step is to find the yards in 1 lb. = 16 × 16 = 256 drams, and then divide by the hank length of 200 yd.—
| 20 × 256 | |
| = 12·8 cut Scotch woollen. | |
| 2 × 200 |
In all calculations of this character the numbers
20 × 256
200
will occur and these reduced give a value of 25·6 which is
taken as the constant and for all similar calculations the
weight in drams is simply divided into this value to obtain
the result.
Example 6.—Find the counts in Scotch woollen of a yarn, 20 yd. of which weigh 1·25 grains.
Taking the value as 25·6, this is divided by 1·25 = 20·4 cut woollen.
Sufficient has been given to show that it is comparatively easy to calculate counts of yarns regularly coming into the yarn store where we have a few standard hank lengths to consider along with the values obtained for each type of calculation met with in practice. Tables in each can be constructed from which the counts of yarn may be seen at a glance, the only work being to find the weight of the test length.
Yarn Conversion.—When two or more yarn classes are used in the same garment it is necessary for purposes of calculation to translate the counts into one or other of the systems, the most common system for choice. Thus, in cotton and wool, 41or silk and wool twist yarns, it may be necessary to make a calculation for counts and this cannot be affected unless both yarns are in the same denomination. The rule is to multiply the given counts by its own hank length and divide by the hank length of the yarn required.
Example 7.—Change 2/40's merino counts into worsted and Yorkshire skeins. 2/40's merino = 20's single, and by the rule—
| 20 × 840 | |
| = 30's worsted. | |
| 560 |
To convert into skeins counts the hank length is 256, and the formula is given by—
| 20 × 840 | |
| = 65·6 skeins. | |
| 256 |
Example 8.—Change 24/24 Scotch woollen into Alloa and skein systems. 24/24 = 12 cut single.
| 12 × 200 | |
| = 10's counts Alloa. | |
| 240 | |
| 12 × 200 | |
| = 9·4 skeins counts. | |
| 256 |
Example 9.—Find the equivalent of 40/2 spun silk in worsted and skeins counts. In silk the number is always the exact counts whether it be folded two or more ply. Thus, we have it stated as—
| 40 × 840 | |
| = 60's counts in worsted. | |
| 560 | |
| 40 × 840 | |
| = 131·25 counts skeins. | |
| 256 |
Example 10.—Find the yards of yarn in 3 lb. of 2/48's worsted and ¼ oz. of 60/2 spun silk respectively.
In 2/48's worsted 24 × 560 = yards in 1 lb., ∴ 24 × 560 × 3 = 40,320 yd. in 3 lb. 60/2 spun silk = 60 × 840 = yards in 1 lb. or 16 oz., and to obtain the length in ¼ oz. divide by 4 × 16—
| 60 × 860 | |
| = 787·5 yd. | |
| 4 × 16 |
Weight of Knitted Fabrics.—These calculations lead to examples where the weight of knitted fabric has to be found. 42The ordinary plain knitted loop in which the bulk of textures is worked consists really of a weft structure, that is, the yarns run predominantly crosswise, and are intersected with the preceding loops in the manner already described. In determining the weight of a given length of plain knitted fabric we require various factors, these being taken as they are on the frame. It is essential in the first place to know the counts of yarn employed, and the number of courses inserted per inch into the fabric, and again it is essential to know the width at which the fabric is being worked on the machine. Finally, it is necessary to estimate what is known as the "take-up," for the yarn is pushed into curved formation which "takes up" yarn about twice the width of the fabric by the intersecting of the yarn over the needles and this has a very definite influence on the weight.
Example 11.—Find the weight of 10 yd. of knitted fabric made from 2/20's worsted yarn with 18 courses per inch at a width of 32 in. on the needles. The take-up is 2, that is, to form one course of loops, a length of yarn equal to twice the width is required.
If the question of take-up be ignored for the moment, let
the yarns be inserted as weft threads crosswise in the fabric
and we shall have in 1 in. of cloth 18 courses or threads each
32 in. wide. This gives
18 × 32
36
= yards of yarn in 1 in. of cloth or
18 × 32 × 36
36
yards of yarn in 1 yd. of cloth × 10
for 10 yd., but from the yarn counts we know that the size
is such that 2/20's worsted = 10 × 60 = yards in 1 lb., so
that dividing the latter by this number of yards will give the
weight of the fabric in pounds, thus—
| 18 × 32 × 36 × 10 | |
| = 1·03 lb. as the weight of 10 yd. of fabric. | |
| 36 × 10 × 560 |
But this is the weight if the yarns are straight in the fabric, which they are not, for there is a take-up of 2, that is, the weight has to be doubled—
From this concrete example may be derived a formula which 43can be applied to all cases where the sufficient particulars are given, and following the above example we obtain—
Example 12.—
| Courses per in. × width × length × take-up | |
| = weight in lb. | |
| counts × basis |
In this statement let the courses per inch or the sett be represented by S, the width by w, and the weight by W, counts = C, basis = B, length = L, from which we obtain the following equation—
Example 13.—
| S × w × L × T | |
| = W, | |
| C × B |
or-
From this it follows that given any six of the seven factors we may obtain the seventh by substitution of values. Some of these possibilities are of academic interest only and are seldom required in practice, but a few examples may be given of the use of this formula.
Example 14.—Find the weight of 200 yd. of knitted webbing worked from 2/40's cashmere yarn with 28 courses per inch to a width of 48 in. with a take-up of 1·75.
Substituting as in formula 12—
| 28 × 48 × 200 × 1·75 | |
| = 42 lb. weight. | |
| 20 × 560 |
Example 15.—Calculate the weight of fleecy fabric worked one thread 2/30's worsted yarn on face with 12 skeins yarn on back; the worsted has a take-up of 1·75, whilst the back yarn take-up is 2. There are 24 courses per inch of each thread, the length is 150 yd. and the width equivalent to 60 in.
For this example it is most expeditious to work out each yarn separately according to formula 12. For the face yarn the items will be stated thus—
| 24 × 60 × 150 × 1·75 | |
| = 45 lb. weight, | |
| 15 × 560 |
for the woollen—
| 24 × 60 × 150 × 2 | |
| = 140·6 lb. woollen. | |
| 12 × 256 |
44These added give 45 + 140·6 = 185·6 for the total weight in pounds.
Example 16.—Find the weight of a fabric plated as follows—
Length 320 yd., 24 courses per inch, 60 in. wide.
For the silk the counts 40/2 are taken as 40's single—
| 24 × 60 × 320 × 1·75 | |
| = 24 lb. | |
| 40 × 840 |
For merino—
| 24 × 60 × 320 × 2·25 | |
| = 77·14 lb. Total 101·14 lb. | |
| 16 × 840 |
Example 17.—Find the merino counts of yarn to produce 72 yd. of fabric 56 in. wide, 18 courses per inch, 24 lb. of material with a take-up in knitting of 2½.
The formula for this type of calculation can be derived from that given for finding the weight, all items being the same except that the weight is substituted for the counts.
Following formula 12—
| 18 × 56 × 72 × 2½ | |
| = 9's counts single or 2/18's. | |
| 24 × 840 |
Example 18.—Calculate the yarn counts in the Alloa system for a fabric 180 yd. long with 14 courses per inch, 66 in. wide, the take-up is 2 and the weight 24 lb.
| 14 × 66 × 180 × 2 | |
| = 57¾ Alloa. | |
| 24 × 240 |
Example 19.—Estimate the skein counts for a fabric 200 yd. long, 80 lb. in weight, 60 in. wide, 12 courses per inch, with a take-up of 2·25.
| 12 × 60 × 200 × 2·25 | |
| = 15·8 skeins counts. | |
| 80 × 256 |
Example 20.—Give the worsted counts to reduce the weight to 60 lb. for example 19.
| 12 × 60 × 200 × 2·25 | |
| = 9·6 worsted or 2/19's approx. | |
| 60 × 560 |
Example 21.—Calculate the length of knitted fabric which 45can be secured from 30 lb. of 2/42's cashmere, 22 courses per inch, 63 in. wide, take-up 1½.
This is obtained from formula 13 and may be stated thus—
| weight × counts × basis | |
| = length. | |
| courses × width × take-up | |
| 30 × 21 × 560 | |
| = 170 yd. approx. | |
| 22 × 63 × 1½ |
Example 22.—Find the length per 100 lb. obtained in 2/30's merino, take-up 1·75, 21 courses per inch, 64 in. wide.
| 100 × 15 × 840 | |
| = 535·7 yd. | |
| 21 × 64 × 1·75 |
Example 23.—Find the length of rib fabric with a take-up of 3 obtained from 100 lb. of 20/20 Scotch woollen counts, 15 courses per inch, 60 in. wide.
| 100 × 10 × 200 | |
| = 74 yd. | |
| 15 × 60 × 3 |
Example 24.—Find the width at which a fabric will require to be worked to use 80 lb. of 2/16's worsted counts, take-up 2½, length 240 yd., 18 courses per inch.
This formula is identical to that used to find the length, except that the length is substituted for the width—
| weight × counts × basis | |
| = width. | |
| courses × length × take-up |
| 80 × 8 × 560 | |
| = 33·19 in. wide. | |
| 18 × 240 × 2½ |
Example 25.—Find the width for a cotton fabric weighing 40 lb., 120 yd., 2/32's counts, 21 courses per inch, take-up is 2½.
| 40 × 16 × 840 | |
| = 85·3 in. wide. | |
| 21 × 120 × 2½ |
Example 26.—Find the courses per inch required for a fabric worked in 18 skeins, 60 in. wide, take-up 175, 120 yd., 50 lb. weight. This is obtained from the same formula as Examples 24 and 25 except that the width is substituted for courses per inch.
| 50 × 18 × 256 | |
| = 18·3 courses per inch. | |
| 60 × 120 × 1·75 |
An interesting series of calculations useful to the knitting industry can be built up in connection with the methods of finding the resultant single counts of two or more yarns folded together. The counts of twist yarns is in the first instance of special application to the spinner, but there are many circumstances in which they may be useful in the yarn store of a hosiery factory. When two yarns of the same counts are twisted, the resultant equivalent single counts is obtained by dividing by 2, but when the yarns vary in size the proceeding is rather different. A common fault is to add the two counts together and divide by 2, but this gives a result which is entirely wrong. For purposes of comparison it is useful to have the equivalent single counts when two or more yarns are folded together, but the special interest to this branch lies in using two single yarns to take the place of one, in cases where supplies of the first material have run short. It is then of practical importance to have the two substitute yarns chosen from those in stock so that they approach as nearly as possible the size of the original.
Example 27.—Find the counts of 60's and 40's folded together. This example can be used to build up the formula from first principles. Take for convenience 60 hanks of the highest counts and twist this with an equal length of 60 hanks of the second counts stated thus—
| 60 hanks of 60's counts weigh | 1 | lb. |
| 60 hanks of 40's counts weigh | 1½ | lb. |
| 60 hanks of folded thread = | 2½ | lb. |
therefore, 60 divided by 2½ gives 24 hanks of folded yarn in 1 lb. which is the counts 24's.
To find out a shorter rule for estimating the counts of a two-fold thread, let the first counts be represented by A, and the second counts by B, and let R be the resultant counts of 47yarns A and B folded together. Following the concrete example 27, it may be stated generally thus—
Example 28.—
| A hanks of A counts | = | 1 | lb. |
| A hanks of B counts | = | A⁄B | lb. |
| A hanks of folded yarn | = | 1 + A⁄B | lb. |
The resultant counts R is obtained thus—
| A | |
| 1 + A⁄B | = R, |
but
| A | A + B | ||
| 1 + | = | ||
| B | B |
and making the fraction proper we obtain the rule—
| AB | |
| = R. | |
| A + B |
Stated in words the rule is "To find the resultant counts of two threads folded together, multiply the two counts together and divide by their sum."
It often happens that a counts of a given size is required from two single yarns as in the frequent case of yarns running down before the contract for goods has been delivered. In such instances the resultant counts required is known and given one of the constituent singles, the other can be obtained by the rule: "Multiply the two counts together and divide by the difference." This can be proved in a general way from the last-found formula—
Example 29.—
| A × B | |
| = R | |
| A + B |
in this equation the following also holds good
| AB = | R (A + B) |
| AB = | AR + BR |
| A B - BR = | AR |
| B (A - R) = | AR |
| AR | |
| B = | |
| A - R |
48Similarly, if A is the missing counts of the two-fold yarn, the rule for A can be proved thus—
| AB = | R (A + B) |
| AB = | AR + BR |
| AB - AR = | BR |
| A (B - R) = | BR |
| BR | |
| A = | |
| B - R |
Examples in folded yarns.
Example 30.—Find the counts of 64's, 48's and 32's yarns folded together, and also give average when they are used separately one thread of each size in a garment. From the formula proved in Example 28 we have the following, taking the highest counts as starting-point—
| 64 hanks of 64's counts weigh | 1 | lb. |
| 64 hanks of 48's counts weigh | 1⅓ | lb. |
| 64 hanks of 32's counts weigh | 2 | lb. |
| 64 hanks folded yarn weigh | 4⅓ | lb. |
therefore—
| 64 | |
| = 1410⁄13 × 3 = 444⁄13 counts. | |
| 4⅓ |
In the hosiery trade such yarns are more often used separately than folded together, when the more useful problem is to find the average counts of the three threads which is obtained by multiplying this result by the number of threads in the set, in this case 3.
Example 31.—Give the resultant equivalent single counts of a silk and wool yarn composed of one thread of 2/40's worsted folded with a thread of 60/2 spun silk, also give the weight of each material in 110 lb. of garments and state the price ratios of worsted and silk respectively, taking the silk at 12s. 6d. per lb. and the worsted at 5s.
For the counts calculations both yarns have to be expressed in the same denomination and let the worsted system be 49taken. Transferring 60/2 silk, the counts is 60's as it stands and the transfer is made thus—
| 60 × 840 | |
| = 90's. | |
| 560 |
To find the counts formula 28 can be used, that is, multiply the two counts together and divide by their sum—
| 90 × 20 | 90 × 20 | 180 | |||
| = | = | = 164⁄11. | |||
| 90 + 20 | 110 | 11 |
To obtain the weight ratio the calculation had better be worked thus—
| 90 hanks of 90's | = 1 | lb. |
| 90 hanks of 20's | = 4½ | lb. |
| 90 hanks twist | = 5½ | lb. |
For the weight proportion the total is given as 110 lb., which has to be divided in the ratio of the weight column, that is, of a total of 5½ lb., 1 lb. is silk and the remainder worsted—
| 1 | |
| × 110 = 20 lb. silk. | |
| 5½ | |
| 4½ | |
| × 110 = 90 lb. worsted. | |
| 5½ |
For the price let the weight column be again used—
| 1 | lb. silk @ 12/6 | = 12/6 |
| 4½ | lb. wor. @ 5/- | = 22/6 |
| 5½ | lb. twist | = 35/- |
also 5⁄14 of cost is due to silk and 9⁄14 due to worsted.
It is quite evident that this method of procedure yields results of the utmost interest and value to the maker of knitted goods.
Example 32.—Find the counts of 48's cashmere folded with 30's merino. Answer in merino system.
Change 48's cashmere into merino—
| 48 × 560 | |
| = 32's. | |
| 840 |
50Using the rule as in (28)—
| 32 × 30 | 32 × 30 | ||
| = | = 1515⁄31. | ||
| 32 + 30 | 62 |
Example 33.—Find the resultant counts of 2/32's cashmere or worsted folded with 21's skeins counts. State answer in skeins system.
Transfer worsted to skeins—
| 16 × 560 | |
| = 35 skeins. | |
| 256 |
By one method the counts is given by—
| 35 × 21 | 35 × 21 | ||
| = | = 13⅛ counts skeins. | ||
| 35 + 21 | 56 |
In this connection it might be useful to have the weight proportion of each, also the average counts if the two threads are not folded but placed side by side. Let the price of the 2/32's be 7/6 per lb., and that of the 21's skeins, 3/-per lb., when the cost per lb. of the combination is obtained as follows—
| 35 hanks of 35's | = 1 | lb. @ 7/6 | = | 7/6 |
| 35 hanks of 21's | = 1⅔ | lb. @ 3/- | = | 5/- |
| 35 hanks of folded | = 2⅔ | lb. | = | 12/6 |
For the counts 35⁄2⅔ = 13⅛ if folded, but if separate, number × 2 will give the average counts 13⅛ × 2 = 26¼ average counts.
The weight percentage of each constituent in the garment is stated thus—
| 1 | 1⅔ | ||
| × 100 = 37½ % worsted. | = 62½ % skeins. | ||
| 2⅔ | 2⅔ |
For the average price 2⅔ lb. = 12/6 = 4/8¼ per lb.
Example 34.—Find in Scotch system the resultant and average counts of 36/36 Scotch with 2/40's cotton.
Bringing the cotton to Scotch counts—
| 20 × 840 | |
| = 84 cut, | |
| 200 |
51by the rule—
| 84 × 18 | |
| = 14·82 counts, or × 2 = 29·6 average counts. | |
| 84 + 18 |
This rule can be applied twice in succession to find the counts of a three-fold yarn.
Example 35.—Find the counts of 80's, 40's and 20's folded together and give the average counts if they are used separately in a garment, one thread of each.
Taking 80's and 40's the resultant counts of these two is secured by the usual method—
| 80 × 40 | 80 × 40 | 80 | |||
| = | = | or 26⅔ counts. | |||
| 80 + 40 | 120 | 3 |
This is now folded with the remaining counts 20, in a similar operation—
| 26⅔ × 20 | |
| = 113⁄7 resultant counts or × 3 = 342⁄7 average counts. | |
| 26⅔ + 20 |
This result can be verified by the original method—
| 80 ÷ 80 | = 1 |
| 80 ÷ 40 | = 2 |
| 80 ÷ 20 | = 4 |
| 80 hanks | = 7 lb. |
Example 36.—Give all useful particulars for the following combination of yarns in a garment—
| 1 - 2/42 wor. | @ | 5/6 | per lb. |
| 1 - 12's cotton | @ | 3/6 | per lb. |
| 1 - 80/2 silk | @ | 15/- | per lb. |
Bring the worsted to cotton counts and the three yarns will then be in a like denomination—
| 21 × 560 | |
| = 14's cotton. | |
| 840 |
Arranging these for the resultant counts, price and weight relationships—
| 80 ÷ 80 | = | 1 | lb. @ | 15/- | = 15/- |
| 80 ÷ 14 | = | 5·7 | lb. @ | 5/6 | = 31/4 |
| 80 ÷ 12 | = | 6·6 | lb. @ | 3/6 | = 23/1 |
| 80 hanks | = | 13·3 | lb. | = 69/5 |
5280 ÷ 13·3 = 6·1 counts if twisted, and × 3 = 18·3 counts average.
By computation from the table of prices it is found that
For the weight percentage the proportions are taken from the weight column—
| 1 | 5·7 | |||
| × 100 = 7·52 % silk. | × 100 = 42·8 % worsted. | |||
| 13·3 | 13·3 |
The remaining figure 49·68 % cotton is obtained by subtraction.
Example 37.—Find the useful particulars for a plated fabric composed of 2/20's worsted @ 8/6 per lb., 10's cotton @ 4/- per lb. The cotton yarn appears on the back and has 50 per cent. more take-up than the face.
| 10 × 840 | |
| = 15's worsted. | |
| 560 |
| 15 plus 50 % of 15 | = 22½ | ÷ 15 | = | 1½ | lb. @ 4/- | = 6/- |
| 15 plus 0 | = 15 | ÷ 10 | = | 1½ | lb. @ 8/6 | = 12/9 |
| 3 | lb. | = 18/9 |
From the column of weights it is seen that this is divided equally between the two yarns; although the cotton is finer in diameter, yet the weights are made equal by extra take-up in loop formation.
Example 38.—A garment order is being executed from 2/42's yarn which runs short, 2/60's is in sufficient stock, and it is required to find what counts used with this will give the same weight of garment on the frame. Applying the difference rule—
| 2/60's | = 30's | 30 × 21 | 30 × 21 | |||
| = | = 70's. | |||||
| 2/42's | = 21's | 30 - 21 | 9 |
Example 39.—Given two counts 48's and 24's in stock, find the third yarn needed to twist with these to obtain a 53counts equivalent to 10's single. The first step is to fold the two yarns together by the addition rule—
| 48 × 24 | |
| = 16's. | |
| 48 + 24 |
Then by the difference rule—
| 16 × 10 | 160 | ||
| = | = 26⅔ Ans. | ||
| 16 - 10 | 6 |
Example 40.—40's and 30's worsted are yarns in stock, find a third thread to fold with these to make a three-fold counts = 10's.
| 40 × 30 | 40 × 30 | ||
| = | = 17⅐ counts of the two yarns folded. | ||
| 40 + 30 | 70 |
Using the difference rule—
| 17⅐ × 10 | |
| = 24's Ans. | |
| 17⅐ - 10 |
To provide proof use the ordinary method of folding—
| 40 ÷ 40 | = 1 | lb. |
| 40 ÷ 30 | = 1⅓ | lb. |
| 40 ÷ 24 | = 1⅔ | lb. |
| 40 hanks | = 4 | lb. |
If the third thread were wanted in another quality such as cotton, the answer would be secured by transfer—
| 24 × 560 | |
| = 16's cotton | |
| 840 |
or-
| 24 × 560 | |
| = 52½ skeins. | |
| 256 |
Example 41.—Find the particulars for a fabric containing three yarns used, one of each in succession, where the take-up of each thread varies in the fabric as shown. This take-up of different yarns in knitting is frequently neglected in 54calculations, but obviously should be carefully taken into account for it has a very direct influence on the weight.
We proceed by stating the length of hank in the ratio of the various take-ups thus—
| 225 hanks of 12's | = | 18·75 | lb. |
| 150 hanks of 30's | = | 5 | lb. |
| 125 hanks of 40's | = | 3·12 | lb. |
| 125 hanks normal | = | 26·87 | lb. |
Working out percentages in the usual way from the column of weights we find that—
| 40's yarn = 11·4 | % of weight. |
| 30's yarn = 18·6 | % of weight. |
| 12's yarn = 70 | % of weight. |
Example 42.—2/24's worsted yarn has been used for an order and runs out before completion of the weight required; sufficient weight of 16's is in stock, find the nearest counts which must be used along with this to give a fabric of the same weight as the original; 2/24's = 12's.
Using the rule of differences—
| 16 × 12 | |
| = 48's. | |
| 16 - 12 |
The ratio of weights can be found thus, 48's and 16's—
| 48 hanks of 48's = | 1 lb. |
| 48 hanks of 16's = | 3 lb. |
| 4 lb. |
That is, out of a total of 4 lb. one-quarter is of the finer counts 48, whilst the remaining three-quarters is of the second counts 16's. By making this calculation it will be seen whether there is a sufficient weight of each yarn to complete the order.
Example 43.—As a substitute for solid 2/22's yarn in a garment it is proposed to use one thread of 18's and a second yarn of suitable size to give the same weight. Find this 55yarn and state the ratio in which the two will occur in the garment.
By the rule of differences—
| 18 × 11 | 18 × 11 | ||
| = | = 282⁄7 counts. | ||
| 18 - 11 | 7 |
For the weight of each, this can be done quite simply by adding the two counts and taking the relative proportions inversely—
| 18 | + 282⁄7 | = 462⁄7. |
| 18 | ||
| × 100 | = 388⁄9 % of 282⁄7 counts. | |
| 462⁄7 | ||
| 282⁄7 | ||
| × 100 | = 61⅑ % of 18's counts. | |
| 462⁄7 |
This last example shows clearly that the weight of the constituents varies inversely according to the yarn counts, the higher the counts the lower the weight and vice versâ. The matter is more prominent in problems where a resultant counts is given with two weight ratios, the counts to produce these being sought by calculation.
Example 44.—A garment is required equal to 12's counts composed of two yarns where one-third of weight is on the face and two-thirds on the back. Find two counts which will fulfil these conditions.
The counts are inverse to the weights; if the proportion had been direct we should have stated: ⅓ of 12's, but seeing that the ratio is inverse we state: 3⁄1 of 12's = 36's for one yarn.
The other thread is ⅔ of 12, which inversely gives 3⁄2 of 12 = 18. For proof—
| 36 × 18 | |
| = 12's counts. | |
| 54 |
Example 45.—Find two yarns one having one-fifth of the weight and the other four-fifths to give a resultant counts = 12's.
| ⅕ of 12, inverse | = 5⁄1 × 12 | = 60's counts. |
| ⅘ of 12, inverse | = 5⁄4 × 12 | = 15's counts. |
These counts are 60's and 15's and they together produce a thread = 12's.
56Example 46.—A three-fold yarn is equal to a counts of 8's, the first thread gives one-seventh of the weight, the next three-sevenths and the next four-sevenths, find each counts in the folded thread.
Example 47.—A fabric with an average counts of 20's is required in two materials, one giving two-fifths of weight and the other three-fifths, find the counts of each.
The type of knitting instrument employed is responsible for a convenient division of the industry according as the machines are fitted with the latch or the bearded needle. The latch needle has already been described when it was observed to be independent in action. Each needle is free to prepare and complete its own loop, this being done in rapid succession as the cams traverse the heels or butts. In bearded needle knitting the process is quite different, and a number of separate parts require to co-operate with the needle for stitch formation. Fig. 29 gives a clear view of the construction of the bearded needle, also known as the spring needle, consisting of a piece of steel wire specially tempered with one end bent over into the form of a spring or beard. The stem of the needle is marked S, the beard is indicated by B, and the stem has a groove D into which the beard is pressed during loop formation. It is satisfactory to learn that this branch of needle manufacture has always been efficiently carried on by the British maker. The needle is usually fixed in what is termed a lead into which it is cast in a molten condition, each such frame having its corresponding mould according to gauge. The lead is used as the basis of gauge for the frame and each lead as a rule has two needles cast in it for the great majority of machines of this character. These leads are fixed together in a bar which lifts in sections, and to replace any needle the clamp is unscrewed, the lead lifted out, and a new one inserted in its place.
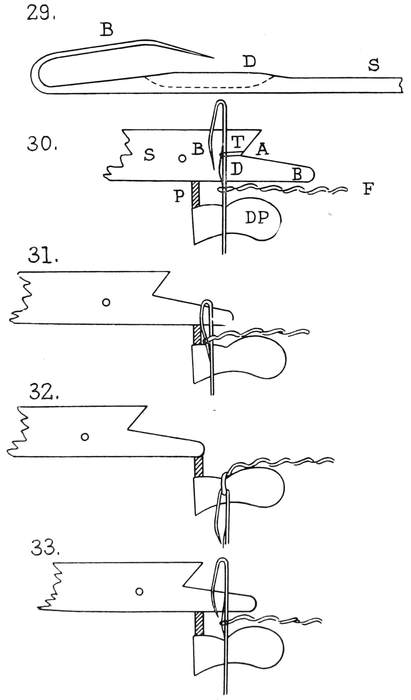
Figs. 29, 30, 31, 32, 33
59Stitch Formation on Bearded Needles.—The process of stitch formation by means of the bearded needle is indicated in the series of diagrams 30 to 33, which represent the operation as performed on a modern rotary frame of the Cotton's Patent type. The needle is much less independent in action than the latch variety, and to complete the making of the loop several auxiliaries are indispensable. Of these the most important are the presser P which in this system is stationary, and the sinker S with its throat A and its nose B. For the knock-over of the loop is required the aid of the discharging piece DP which is also stationary. In Fig. 30 the needle is seen in the act of descending, having just received the thread T from the yarn-carrier and which thread has entered under the open beard B of the needle. At this stage the loops of the fabric F are seen hanging on the needles down on the stem and under the nose B of the sinker. Fig. 31 shows the next operation where the needle drops still farther and moving towards the left has its beard pressed into the groove D, just after which the needle descends still farther and receives the old loop from the needle stem on to its closed beard or spring. The stage shown in Fig. 32 is known as knocking over or discharging where the needle is noted to have moved to the right away from the presser, whilst it has also sunk still farther between the discharging pieces DP. These latter perform their function solely by reason of their position, and act as supports or rests for the stitches as they are drawn down between the pieces as indicated. In this it is very important that the needle should draw the new stitch properly through the old one as any defect in knocking-over results in faulty fabric. In Fig. 33 the needle is seen to be rising once more into the normal position ready to receive another supply of yarn from the thread carrier. The stitch-forming process is so important that it may be well to summarize the whole operation under various headings.
Laying the Yarn.—This operation is performed by the thread-carrier in the usual manner and it draws its thread across the sinker throats from one side of the frame to the other, regular delivery of thread being most important at this stage.
Sinking the Loops.—This operation is illustrated in Fig. 30 where the sinker is noted to have pushed the thread already supplied and is sinking it over the stems, every second needle being dealt with in this way.
Dividing the Loops.—The sinking of the loops in the normal frame takes place on every second needle only, and the yarn thus supplied is distributed equally over all the needles in the process of dividing. In this what are termed the dividing 60sinkers are brought forward in a body and spread the yarn equally over all the needles. In the operation of sinking and dividing the part of the sinker most in use is the throat, marked A, and this is the point where wear most rapidly occurs due to the friction of the yarn. Wearing is accelerated in the case of stiff yarns being worked on the machine and sinkers have to be specially tempered or hardened to give adequate service.
Pressing and Landing.—These two operations are performed in close succession and are illustrated in Fig. 31. At this stage the presser comes largely into the picture, and in itself is simply a piece of steel fixed in front of the bar in which the sinkers work. The needles tilt somewhat to the left and push their beards against the presser, so that the beards enter the grooves marked D in Fig. 29, and at almost the same instant the old loops pass on to the beards or are landed. Obviously the timing of the pressing and the landing of the loop is of the closest description; the spring is pressed into the groove and in an infinitesimal space of time the needle moves downwards and the old loop slips on to the pressed beard. Immediately this is completed the needle leaves the presser and the beard springs back to its former position once again. In pressing a great strain is thrown on the beards of the needles, and if the metal is soft or devoid of elasticity defective knitting at once results.
Knocking-over or Discharging.—This operation is shown in Fig. 32, and consists in drawing the new yarn through the old loop and throwing off the latter to take its place in the fabric. The new yarn is pulled through the former stitch and the main factor in discharging is the downward sweep of the sinker in relation to the position of the knocking-over bit DP. These are arranged in a kind of stationary comb and act as a rest to the loops whilst the needle is making its descent. Again, it is seen that correct drawing through of the loop is of the utmost importance for successful stitch formation, and knitting is impeded if stitches which should be thrown into the fabric remain on the needle stems undischarged.
It will be seen that the loop-forming process with the 61bearded needle as agent is carried through in a series of operations, all of which must be perfectly co-ordinated and timed in relation to each other. When it is essential to secure the highest results in regard to fabric texture, the bearded needle machine is chosen in preference to the ordinary form of latch needle machine. The method of using sinkers for loop formation induces greater uniformity of stitch as the thread is accurately served out to the needles, and kept under perfect control from start to finish of the operation. One great difference between this and latch needle knitting is that the course of loops is made as a whole, and after sinking they are divided, pressed, and discharged at the same time across the entire width.
Knitting on the Hand-frame.—Hand-knitted fabrics may have two meanings attached to them, they may be worked entirely by hand on the knitting pins where each stitch in the article is formed by hand. Again, hand goods may be worked on the hand-frame, the earliest form of knitting machine, where the actual operations of sinking, knocking-over, etc., are performed mechanically by a series of movements performed by the hands and feet. Fig. 34 gives a view of the functional parts of a hand-frame directly connected with the elementary operation of knitting. This is a side elevation showing a complete jack, sinker, etc. The action of stitch formation is identical whether made on the hand-frame or power machine, the sequence being sinking, dividing, pressing, landing, and discharging of the loops. In the Fig. 34 the various parts are marked as follows: N = needle, NB = needle bar, NL = needle lead, B = needle beard, P = presser, T = thread, TC = thread-carrier, S = sinker, FB = falling bar, J = jack, JW = hole for jack wire, SC = slurcock, V = spring; on the sinker S the following parts may be distinguished: 1 = small nose or neb, 2 = large nose, 3 = sinker throat, K = sinker belly.
Working of the Parts.—To form a course of loops the parts mentioned combine their action in the knitting operation, and some further explanation may be given of the manner in which this is executed on the hand-frame. The thread T proceeds from a bobbin at the side of the frame and passes 62through the eye of the thread-carrier TC, as shown by the dotted line. The thread-carrier has an alternate motion from left to right and from right to left and at the same time the slurcock has its side-to-side movement in the wake of the thread-carrier, being timed to run just a little behind. The action of the slurcock SC is to strike the tails of the jacks J and tilt them up so that the sinker drops on to the yarn which has just been placed over the stems of the needles and pushes the yarn a short distance between them. The part of the sinker acting at this stage is the small nose 1, whilst the fabric marked F and its stitches hang in the sinker throats 3. The sinkers are then drawn forward in a body by handle bars in which the sinker tails are placed, and this action pushes the sinker loops under the beards B of the needles N. When this is completed the presser marked P is drawn firmly down on to the beards of the needles and the sinker with a further movement to the right pushes the old loops so that they cover the beards. When the old stitches have been completely and securely landed in this fashion, the presser releases its hold on the beards or springs; the sinkers are drawn still further to the right and, with an upward sweep of their bellies marked K, the old loops are thrown over the needle ends and the new loops drawn through. The sinkers are then pulled well down in front of the machine to secure the loops in their throats 3, and with a push are again replaced on the stems of the needles previous to re-commencing all over again. The jack is fulcrummed at the point marked JW which is a hole through which a wire is passed, called the jack wire; the spring V is important in fixing the position of the jack when in its non-operative position and keeps all sinkers in line until the sidewise action of the slurcock releases them and causes the fall of the jacks. The slurcock SC is drawn from side to side by what is termed the slur wheel, which oscillates, and a separate cord on this wheel makes the thread-carrier perform a similar motion from side to side. The falling bar FB is rather important in that it determines the size of the loop sunk on the frame. Obviously when the jacks are released they are free to fall a certain distance, and this distance determines the length of loop sunk between the needles of the machine. The longer the loops, the lower are the jacks allowed to fall, whilst a higher adjustment of the falling bar FB produces a shorter loop. The needle N is shown to be fixed in the needle lead NL, which in turn is fixed in the needle bar NB. These are arranged along the bar with a given number clamped under a metal piece, and when a needle breaks this clamp is removed at that region only which obviates needles being uncovered for the whole width. Other points in the mechanism arrangement to note are that the needles are horizontal and fixed, whilst the sinkers are vertical and jacks horizontal. The presser is moveable and the fabric proceeds downwards, there being a winding roller to take up the fabric.
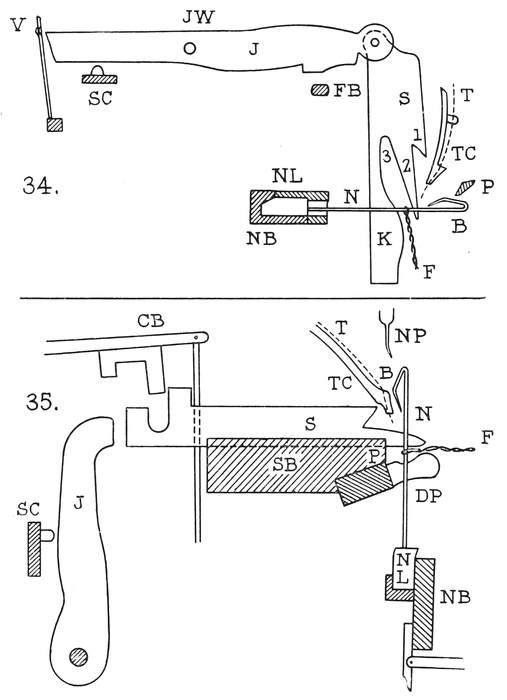
Figs. 34 and 35
64The hand-frame is rapidly disappearing from our knitting establishments, although this is rather due to a decline of apprentices willing to learn the business than lack of work. Some firms of good standing in the trade still experience an insistent demand for real hand-frame goods, as they are unrivalled in point of quality and wearing properties. It is not strictly true that the hand-frame makes fabrics of so much better quality than the power machine, but owing to the higher cost of working on the hand-frame as compared with the power machine, it is futile to make inferior or low-grade materials by hand. Experts declare that no fabric is equal in textural excellence to that produced on the hand-frame. The old stocking-maker was a skilled craftsman, who in the course of years established a close sympathy between himself and the machine he was working; he could interpret its moods of facile operation. Certainly he learned how to humour the machine according to the nature of the material and in the great subtleties of "meeting the presser" and consequent knocking-over of the loops he acquired the skill of imparting to the article a "skin," which the connoisseur declares to be absent from the automatic machine-made product. The hand-frame worker was a skilled artist in the respect of shaping articles to the fit of the individual and his pride was that any person, however far removed from the normal, could be provided with a garment exactly suitable to his form.
65The Power Frame.—It is outside the scope of this work to give in detail all the various knitting mechanisms, but it is important for the reader to have a clear idea of how the knitting process is conducted on several standard machines, for when these basic principles have been mastered they can be applied quickly to elucidate the method of operation of almost any variety of machine in the whole wide range of the hosiery machine builder. The hand-frame as invented by Lee held its own in the forefront of the industry for many decades and was undoubtedly a work of genius, for it was practically perfect from the start, as succeeding efforts at improvement produced little change in the hand-frame as such. Even after automatic machine knitting was introduced, the machine followed closely upon the hand-frame type, all the leading features such as sinkers, jacks and needles being placed exactly as in the hand machine, except that the motions were produced by a series of shafts, cams and belts.
The first big advance in knitting with the bearded needle on an automatic machine was made possible by the invention of William Cotton of Loughborough, which in its present-day form is one of the most efficient means of knitting. It is the system universally adopted for the full-fashioned trade where the garments are worked correct to size and shape, twelve full-sized garments being possible on one machine. The chief functional parts of this machine operated during loop formation are given in detail in Fig. 35 where, for purposes of comparison, the corresponding parts have been lettered similar to the parts in the hand-frame sketch. Briefly stated these are: N = needle, B = needle beard, NL = needle lead, NB = needle bar, S = sinker, P = presser, SB = sinker bar, J = jack, SC = slurcock, T = thread, TC = thread-carrier, DP = discharging piece, CB = catch bar, NP = narrowing points.
It will be noted that this machine presents a great difference in arrangement as compared with the hand-frame, the needles being vertical, whilst in the hand-frame they are horizontal. Hand-frame needles are stationary in every respect whilst the needle bar of the power frame has a finely graduated series of movements in vertical and horizontal directions compounded to give a series of delicate sweeps in 66stitch-forming. The sinker is horizontal and not attached to the jack, the presser is rigid, whilst the fashioning points marked NP are placed above the machine and can be brought down over the needle beards for loop transference.
Knitting Operations.—The general principles of loop formation on this machine have already been described in reference to Figs. 30 to 33. The central feature of the frame is the main shaft on which is located the cams for giving the needle bars, catch bars, etc., their various motions. In stitch-making the thread-carrier and slurcock move across the frame from left to right and back again alternately, the carrier proceeding a little distance in front of the slurcock. The slurcock has the effect of pressing against the ends of the jacks to push forward the sinkers which in turn press into the yarn just laid over the needles to form a series of loops over the needle stems. The jack sinkers are arranged alternately in the machine so that the dividing sinkers are pushed forward in a body and the loops equally divided over the needle stems. At this stage the needle bar cam operates and the needles descend in a body so as to allow of the sinker loops passing under their beards, the needles then immediately move to the left to push their beards against the presser P placed in front of the sinker bar SB. Beneath the sinkers on the right are placed the knocking-over bits or the discharging pieces DP, and on the comb formed by these blades the fabric F rests with the loops of the last course down on the needle stems. When the needles have been pressed and the stitches landed on to the needle beards, a further downward movement of the needle bar is made to allow the stitches to be discharged at the needle extremities, with the arms of the new stitches resting on the edges of the knocking-over bits. When this is done the needles rise again to their former position as was described in detail in connection with Figs. 30 to 33. An important feature of this mechanism is the catch bar marked CB which has the work of controlling the action of the sinkers and dividers during loop formation. The catch bar, as is noted by the shape, fits into the groove at the sinker ends and when it assumes this position it is able to work the sinkers as desired for loop formation.
By the setting of a fabric is meant the closeness in which the loops are knitted in the fabric, and this question also bears reference to the weight of the fabric and its density. The first item which affects the setting is the gauge of the frame, that is, the closeness with which the needles are set in the machine and a firm producing a full range of knitted goods requires to instal a range of machines from fine to coarse. In machines of the Cotton's Patent type the gauge is given by the number of leads which occupy 3 in., there being as a rule two needles cast in the lead. Twice the gauge number gives the needles on 3 in., and to obtain the needles per inch we divide by 3. In other words, the needles per inch are equivalent to two-thirds of the gauge number of the machine. From 8 to 12 gauge is considered coarse, from 14 to 20 gauge is medium, whilst the fine numbers range from 20 to 40 gauge. At the one end of the scale we have gauges on which the coarsest kinds of military articles are worked, whilst at the other are numbers suitable for the finest silk-knitted hosiery. Thus the work produced from a 16-gauge frame is termed 16-gauge fabric, that from the 30-gauge is termed 30-gauge texture. Between these extremes, however, there is a certain variation of texture possible on each frame according as the yarn is heavy, medium or light, and within certain limits fabrics of different weights may be forthcoming from one and the same machine.
Texture Variation on Individual Frames.—Fig. 36 gives a series of diagrams which, if examined, will throw light on the interesting question of variation of set on any one gauge of machine. The diagram represents the conditions on a frame of the Cotton's Patent type where the needles are shown in shaded circles marked N and given in end section, whilst the sinkers are noted to pass between these and are marked S. The rope-like structure which envelops these indicates the 68thread and is marked by T, the whole diagram representing the action of sinking the loops on any spring needle machine where the sinkers are pushing the thread between the needles to provide the material for loops. In all the diagrams marked A to E the dimensions of the stitch-forming parts such as the sinkers and needles are constant in size and the variation occurs entirely in the thickness of the yarn. In diagram A it will be noted that each needle space, that is, from one needle to the next, is divided thus: needle, space for yarn; sinker, space for yarn. Between each needle, therefore, we have needle, yarn, sinker, yarn in sequence, and this order persists throughout the frame. It will thus be seen that we have various factors of variation, the first being in the relative spacing of sinkers and needles, this proportion being determined by the machine builders. Strange to say all machines of the same type do not have the spacing arranged in the same proportion, different makers adopting a somewhat varying practice in this regard. From the point of view of the machine constructor he has to decide on relative measurements which give the greatest strength to the parts, the sinkers have to be of the size which will make them sufficiently stable in working and make wear and tear the lowest possible.
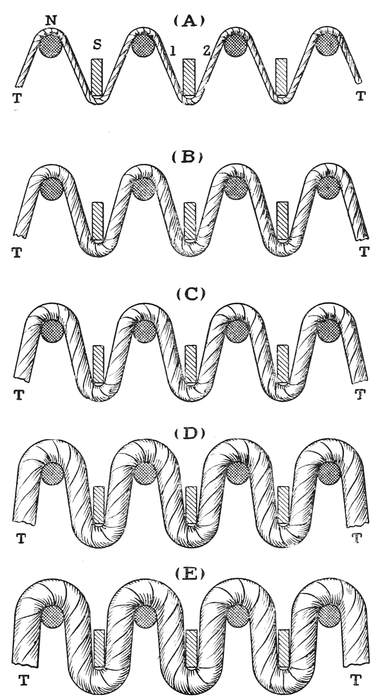
Fig. 36
70Yarn Variation.—The real foundation of this problem lies in the way in which the yarn can be increased in size for any given frame gauge, and the counts can be varied within certain limits to give widely-differing results. If the spaces marked 1 and 2 of Diagram A in Fig. 36 be noted, it will be seen that the whole matter depends on the way in which these are filled by the yarn. If the spaces are but sparsely occupied, then the setting of the loops will of necessity be slack, and the texture will suffer owing to the yarn not being bulky enough to fill up the interspaces. The interspaces are in the first instance created by the presence of the parts, and for a normally good texture the yarn closes up to a considerable extent after the fabric has left the needles. If the space exceeds a certain ratio, the resulting texture is loose and open in appearance and of little value for ordinary clothing purposes. True, such texture may be useful in what are termed gauze varieties, where the thickness of the yarn is diminished out of all proportion to the gauge, and the fabric has an appearance which is so loose that the loops cannot be supported in their usual symmetrical form. Diagram B of Fig. 36 shows a further stage in the yarn thickness where the relationship between the yarn size and the gauge is approaching normal and under certain circumstances would give quite satisfactory results in summer or light-weight goods. The succeeding three diagrams C, D and E show a graduated thickening of the yarn where the thickness is increased from normal condition to that in which the yarn is too thick for the gauge. Diagrams C, D, and E mark the transition from light-weight to normal and from normal to heavy-weight textures. In Diagram E the yarn is already occupying all the available space, and to extend the thickness further in relation to the gauge would give rise to unsatisfactory results in the texture. Even in Diagram D the yarn is approaching the stage where it is uncomfortable to work, for if a certain amount of free space be not allowed, the loops are stiff and crowded together in too little space. The weight of the fabric is undoubtedly increased, but owing to the congested state of the loops little or no interaction is possible amongst them and the cloth becomes stodgy in character. It may happen that the thickness of yarn is increased to make stouter fabrics and more durable, but when the thickness of yarn has exceeded a certain proportion of space, we have increased weight with a great reduction in elasticity. The net result is to lower the wearing value of the texture, for what is gained in dead weight is lost in elasticity. In the wearing properties of the knitted fabric elasticity is a most important item, and unless there is a modicum of this property the fabric is seriously reduced in durability. In addition to this, grave injury is done to the working parts of the machine by making "full" fabrics, because the extra strain imposed on sinkers and needles augments the depreciation of the mechanism.
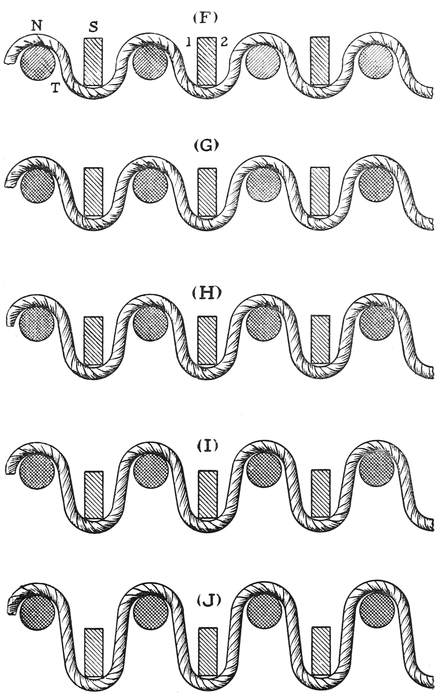
Fig. 37
72Effect of Yarn Quality.—In studying the correct size of yarn suitable for any particular gauge of frame, the nature of the yarn and its quality and structure have to be taken into consideration. In regard to material a great point is whether the yarn is made from wool, cotton or silk. Woollen yarns have a considerable proportion of material of open character which adheres but loosely to the core, and are eminently suited for knitted goods, but their character makes it difficult to determine what the exact diameter is. Silk yarns, on the other hand, appear at the opposite end of the scale, for these are fine in diameter and comparatively dense in body and clear in surface, so that they are best accommodated in very fine gauges. Cotton yarns may be said to have intermediate properties in this regard, they are dense in structure and even in diameter with a comparatively small amount of surface material. Woollen textures are usually set more openly and at increased width in the frame to allow of a thickening of the fabric in scouring and milling, but as cotton does not exhibit this tendency to felt in anything like the same degree, it is set much more tightly on the frame, for it requires to receive its necessary consistency when it leaves the machine without depending on augmentation of thickness in the scouring and milling process. All knitted fabrics worked in the plain stitch contract at once on leaving the needles, the rib stitch contracts most. In the case of the tuck varieties there may sometimes be an increase in width if the yarns are heavily worked on the frame, heavy working upsets the equilibrium of the knitted stitch, and this pressure it seeks to relieve by spreading out in the width. In determining the yarns suitable for any gauge, allowance has to be made for the nature of the material and the structure of the yarn. For instance, a woollen yarn spun on a tight principle might appear too thin for a given gauge, whilst another yarn of similar weight but fuller in handle would appear to fill the gauge exactly. It will be seen from these points that it is extremely difficult to lay down rules for setting yarn on any particular gauge of machine, but with practical experience in any branch of manufacture we may arrive at a rule which may be applied with confidence for any particular class of goods. We can also say with fair definiteness what size of yarn will be too light to give a good structure on any particular gauge whilst we may also determine the counts which is too heavy. The frame-worker is a good judge of its suitability by noting the way it works on the needles.
73Variation in Loop Length.—In describing the structure of various systems of loop formation it was mentioned that the texture of the fabric worked on any particular gauge of frame could be regulated according to the length of loop drawn on the needles of the machine. This is performed on the flat knitting machine by raising the cams for a shorter loop, and lowering them so as to draw a larger loop. When the loop is shortened it means that a larger number of courses can be inserted per inch and so the weight is increased. When the loop is lengthened it makes the fabric looser in texture, and although the yarn drawn by a course of loops is longer than for any individual course of short loops, the take-up of yarn for the tight fabric is amply compensated for by the increased number of courses per inch which can be inserted. It is a mathematical problem of considerable interest as to what the difference actually is; if we lengthen the loop a greater weight of yarn is necessary to provide a course of stitches, in making the work stiffer we reduce the weight of yarn required for any particular course but increase the number of courses per inch. Variation of yarn tension for making slack or stiff work can only be done to a limited extent in any particular gauge, but it is a very useful method of varying fabric texture. If the tension is not correct, the fabric is lacking in character and this deficiency is at once reflected in the quality.
The point may be better understood by a reference to the diagram given in Fig. 37 where the set of the needles and sinkers with their relative thicknesses is the same as in Fig. 36. In Fig. 36 the yarn varies in thickness according to the various stages illustrated, in Fig. 37 the thickness of yarn remains the same throughout but with a difference in the length of loop drawn. The process is illustrated in five stages beginning with F, where the tension is stiffest and the loop shortest, and culminating at J where the tension is slackest and the loop longest. At first sight these would appear to be reversed in their effect, and Diagram J would seem to give the heaviest fabric seeing that it has a greater length of take-up per course drawn. It must, however, be clearly understood that this shorter take-up enables a greater number of individual 74courses to be inserted per inch, so that the apparent loss is amply compensated for by the increase in the courses.
In Fig. F the loop drawn is the shortest possible and the sinkers S push the yarn T below the needles N. In Fig. G a slight lengthening of the loop is observable and this stage may be regarded as intermediate between stiff and medium setting of the courses. In stage H the loop is further extended between the needles and may be considered a normal form of loop sinking. In Fig. I a corresponding lengthening takes place, marking the intermediate stage between normal and slack texture, whilst in J the loops are formed for a slack fabric which will give a texture known in the trade under the name of gauze often used for light-weight goods.
Courses and Wales.—A woven fabric consists of two series of threads, one termed the warp runs lengthwise in the cloth, whilst the second series called the weft runs crosswise. The knitted fabric cannot be so exactly described because the plain stitch is in reality a weft fabric having its threads inserted crosswise in the texture and termed courses. At the same time the horizontal courses have vertical features known under the name of wales; the stitches are formed on needles, and from one needle to the next comprises a wale. Wales are measured in the width generally by the number per inch, whilst the courses are similarly measured in the length. In woven goods a normal well-balanced structure known as a square cloth has the number of warp threads per inch equal to the number of weft threads per inch, but this relationship does not hold good for the knitted structure. In the hand-frame times statements were always made out on the assumption that fabrics were worked "to the gauge," that is, a 12-gauge frame Cotton's type would have 12 courses per inch, and an 18-gauge would have 18 courses per inch. If this be analyzed it will be found equivalent to a 50 per cent. increase of the courses per inch over the wales, because the wales per inch are equivalent to needles per inch and, as was mentioned previously, the needles per inch = two-thirds of the gauge. In a fabric worked to the gauge we have 50 per cent. more courses than wales per inch, that is, a fabric with 12 wales per inch would have 18 courses per inch and so on. Present-day 75practice does not bear out this setting, for the courses per inch usually fall short of a 50 per cent. increase over the stitches per inch. Thus for a normal texture in 18-gauge there are 12 needles per inch, or equivalent to 12 wales per inch. If this were worked to the gauge we should have 18 courses per inch, but in general present-day practice about 15 to 16 is more usual. A 24-gauge fabric has 16 needles or wales per inch, and this worked to the gauge would give 24 courses per inch, but in general practice 20 to 22 would be nearer the figure. This is a point which has to be carefully considered in regard to making out designs for knitted fabrics which have to be ornamented, because if the effect has to be represented on squared paper the horizontal squares should exceed the vertical squares by about 50 per cent., so that the figure may present a true picture of the actual size of design.
Yarns Suitable for Gauge.—The matter of evolving a general rule for finding the yarn which will be suitable for a certain gauge of machine is full of difficulty as will be understood when the elusive elements of the knitted texture are fully realized. In the woollen underwear trade a rule followed in practical working is that for the Cotton's Patent frame, the yarn suitable for any gauge is the worsted yarn number two-ply the same as the gauge. Thus for a 16-gauge 2/16's yarn would be considered suitable, for 2/20's yarn we should select a 20-gauge frame and so on. As has been pointed out, however, each frame has a short series of yarn sizes which can be worked on it, each giving a result which will be suitable for specific purposes. This rule whilst a useful guide for medium gauge machines goes wrong in the extremes, that is, in the extremely coarse and the extremely fine. For example, on 40-gauge it is usual to work yarns much finer than 2/40's worsted, whilst on the 12-gauge frame, 3/12's worsted for stiff military fabrics is often worked.
A large variety of yarns other than pure woollens are employed for knitted goods and there is no branch of the textile industry where such free use is made of materials of different type and character. For the plain knitted stitch in particular "the yarn is the fabric" and the qualities of touch and handle as well as colour form the chief features sought after in the yarn.
Cotton Yarns.—Yarns spun from cotton are utilized for a large selection of the trade in knitted articles which perform an indispensable function in clothing. When examined with the naked eye cotton yarns can be distinguished by their dense structure, the fibre is soft when in fibre form, but when spun into yarns takes a firm structure. Cotton yarns used for knitting are usually spun with as slack a twist as is consistent with strength, and an effort is made to throw a considerable portion of fibre to the surface of the thread. When examined under a low-power microscope much useful information may be gained by scrutiny of the lie of the fibres and of the way in which they dispose themselves. A photo-micrograph of a fine counts of cotton yarn used in knitting is given in Fig. 38 where the fibres are noted to be densely packed in the yarn with copious material round the surface to enable the thread to cover up the loop interspaces. From this sample also may be noted the twisted appearance common to all cotton fibres; the single fibres have an irregular twist like a twisted ribbon. This distorted aspect of the fibre is one of the best means of distinguishing this material, and when the feature is noted, it is a sure sign that cotton is present. Another evidence which confirms this is the peculiar manner in which the fibres dispose of themselves, they appear disjointed, form sharp corners and shoot away at steep angles. Wool fibres in a yarn appear curved and dispose of themselves in elegant waves, whilst cotton strands strike out in divergent directions. Fig. 39 gives another view of a type often employed for cotton knitted goods, this being a single thread of long stapled cotton loosely twisted so as to give a soft full handle. This character of thread is often employed for the so-called fleecy underwear where the soft yarn is raised or brushed on the teasles to give an effect extremely pleasant to the touch. In this example the fibres are shown freely scattered from the core of the yarn, and a closer examination of them will show that they have the sharp angles and the spiral twists just referred to as being indicative of the cotton fibre.
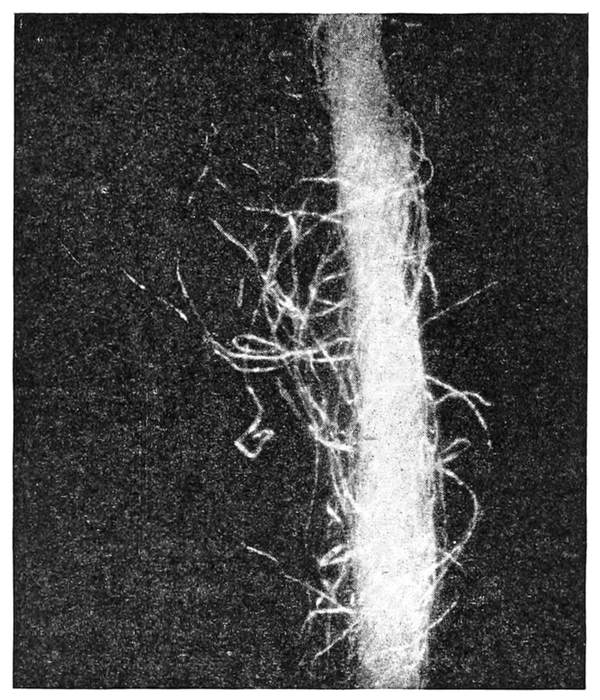
Fig. 38
TYPE OF SINGLE COTTON YARN OF FINE COUNTS USED FOR HOSIERY

Fig. 39
SINGLE LOOSE TWISTED COTTON YARN USED FOR BACKING
78Mercerized Cotton Yarn.—Mercerized cotton is largely employed in knitted goods of the fancy class where the great lustre of the material imparts effectiveness to the fabric. The usual type of mercerized thread used in knitting is two-ply and hard twisted, with the surface fibre singed off so as to give an uninterrupted reflection of light. The yarn is mercerized usually in the hank when the hanks of yarn are stretched tightly over poles and then immersed in a strong solution of caustic soda. In a short time the cotton swells and becomes lustrous, approaching silk in general appearance, and this effect is augmented by the evenness of the surface of the thread. This type of yarn lends itself to the production of brilliant colours and is admirably adapted to such articles as knitted coats, scarves and other types of the fancy trade in knitted goods, being best suited for summer wear on account of their coolness.
Artificial Silk.—The application of artificial silk or wood pulp to the manufacture of knitted goods has been extensively made and gives results in every way brilliant in character. The structure of this type is shown in photo-micrograph 40 which is a view of a single thread of artificial silk, where it will be noted that the fibres are exactly parallel to one another and there are no straggling members whatever, each and all of them taking their place in the thread in a perfectly parallel and orderly fashion. The substance from which these yarns is produced is at first in a fluid condition and is pressed through tubes in a container in very fine strands, a certain number of which are run together to constitute thread. This material is usually supplied two-fold for knitting purposes and has been in great demand for the scarf and knitted coat trade, where brilliance of shade and elegance of appearance are outstanding features. Care must be taken that the goods are correctly described, as the Silk Association of Great Britain maintains a continuous campaign to have these goods distinct in description from those of real silk. One famous case hinged on the term art silk. If the word art is written art. with a full-stop it is recognized as a contraction for the word artificial, but without this period the term art is misleading as indicating a variety of real silk and as such constitutes a mis-description for which penalties are provided.
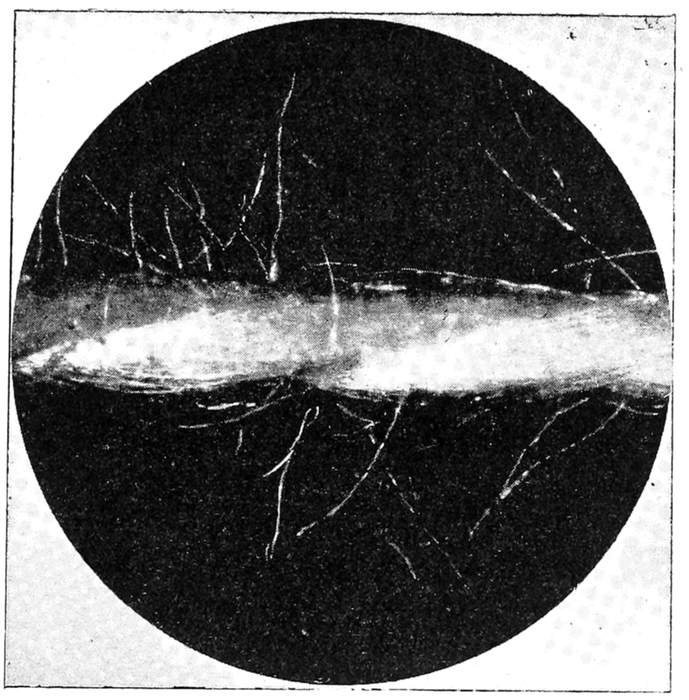
Fig. 40
2-FOLD MERCERISED COTTON YARN USED IN KNITTING
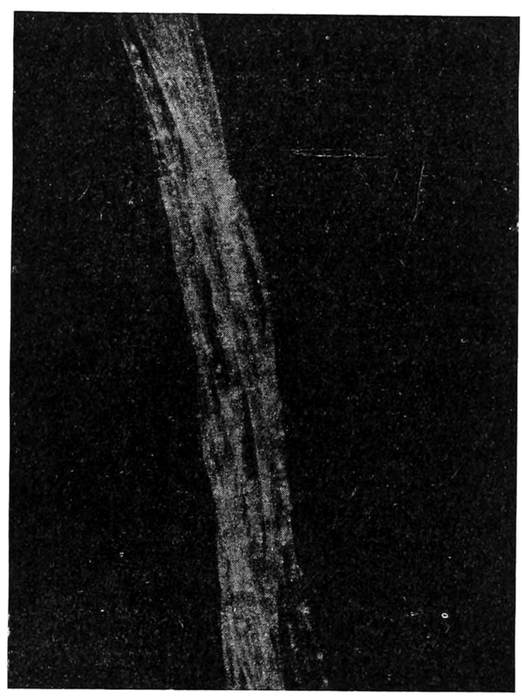
Fig. 41
SINGLE THREAD OF ARTIFICIAL SILK YARN
80Spun Silk Yarns.—These yarns are produced in silk manufacture from the cocoons which have been damaged so as to cause the silk to be broken or torn. Such have to be prepared and combed like other short materials and the resultant yarns are in great demand for knitted goods. The perfect cocoons have their fibres unravelled in continuous lengths, a certain number of these being run together to form a single thread of commerce. Artificial silk thread is similar in appearance except that it is not possible to approach the real organzine in fineness of fibre. The spun silk thread is elastic and extremely useful in knitted articles, although its use is restricted to specialities on account of the high price of the product. Illustration 42 gives a photo-micrograph of a common form of spun silk yarn which is two-fold in character, with abundant surface material projecting at all angles. To attain greater lustre and a cleaner yarn, these varieties are often put through the process of gassing, that is, the yarns are passed through a gas flame to have their loose projecting filaments burned off. Fig. 43 gives a view of this same thread where the surface fibre has been singed off and the yarn made much more definite in effect. In the two illustrations the surpassing sheen of the extremely fine filaments is clearly visible; when examined still more closely they give the appearance of lustrous glass rods with very little variation in their structure, absolute plainness being the characteristic.

Fig. 42
2-FOLD SPUN SILK KNITTING YARN
Fig. 43
GASSED SPUN SILK THREAD
Silk and Wool Knitted Articles.—The free use of pure silk yarns is rendered prohibitive in many branches of the trade on account of the enormous price of the yarns, and generally for knitted goods it is not possible to produce a garment of sufficient weight for normal use. If silk is employed for the entire fabric, much of it is lost by intersecting on the back, only a tithe of the material being visible on the face. There is no real advantage in having silk on the back of the texture, and fuller effectiveness and greater comfort and weight are attained by bringing a heavier material on to the back, preferably a woollen thread with the silk showing on the face only. The back woollen thread by its bulk gives greater proportional weight and at the same time pushes the silk yarn prominently on to the surface and enables it to exhibit its full lustre. This is certainly the most effective way of obtaining the utmost utility from the silk material in the texture. The silk and wool hosiery folded yarn is also employed largely for these goods, one yarn of silk being folded in a loose twist 82with one thread of woollen. In some cases the silk yarn is organzine, in others it is two-fold spun silk, but as a general rule the woollen constituent is composed of wool in the single yarn only, and this loosely spun to give an open effect. This type of silk and wool yarn forms the basis of an important branch of knitted underwear and such garments present an intermediate position between the plain variety of woollen garment and the more costly pure silk article. Fig. 44 gives a view of a typical sample of this class of yarn, being a single thread of organzine silk folded with a single pure woollen yarn. The dense member of the twist is clearly seen to be the silk thread of the organzine variety, because the constituent fibres are continuous and run parallel with each other. Contrasted with this the woollen yarn is free and open in structure, the most suitable type of wool being medium to long staple. In this yarn the lustre and neatness of the silk imparts an elegant appearance to the fabric, whilst the open structure of the woollen thread removes the baldness of the yarn and adds the essential fullness to the handle as well as softness and warmth. In many cases the organzine silk thread is replaced by the ordinary type of two-fold spun silk yarn and the thickness of the woollen neighbour greatly increased over what is here noticeable. In almost every case for such fabrics the silk yarn constituent is pure white and very attractive results accrue if the woollen thread is folded dyed in some bright shade, such as blue, red or green. The lustrous silk yarn with its whiteness tones down the strong colours in a highly pleasing manner and the entire production is of the most elegant description and deservedly a favourite with many classes of wearers.
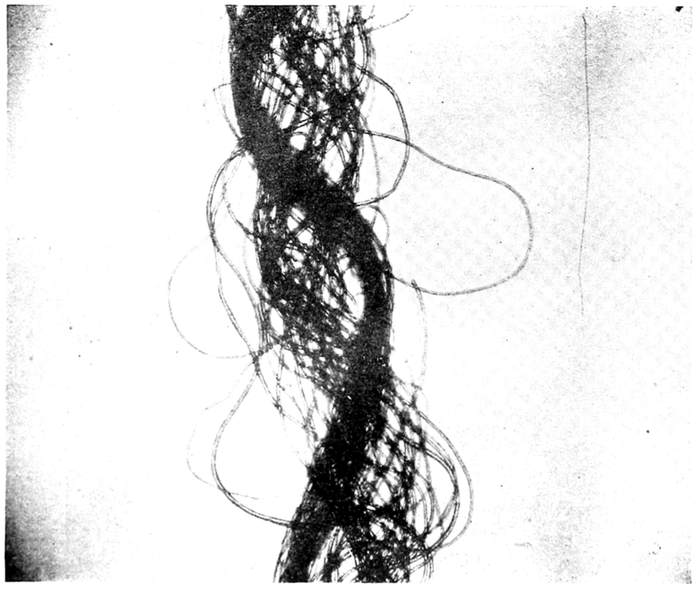
Fig. 44
SILK AND WOOL KNITTING YARN
83Cotton and Wool Mixtures.—Just as we obtain articles of intermediate qualities by adding silk and wool together, so by combining cotton and wool results are obtained which blend the peculiarities of each material. For many wearers pure wool underwear proves rather an irritant to the skin, the crispness making itself felt on a tender cuticle. On the other hand, garments worked entirely from cotton do not possess anything like the power of heat retention as is the case with the pure wool article, and in the important matter of elasticity and absorbency cotton as much inferior to the wool. When the two materials are blended, the resultant is warmer than pure cotton and not so warm as wool, whilst the blended article stands mid-way in absorbency and does not produce the same irritation to the skin as some varieties of pure wool. In regard to whiteness the cotton and wool blend is more satisfactory than many types of wool which have to be bleached in a rather expensive method in order to give similar whiteness. The addition of the cotton improves the colour and obviates bleaching of the garment. Finally, the blended article from cotton and wool is much more moderate in price than the pure woollen garment. For winter its chief drawback is a much lower clothing or heating power, and for the summer its disadvantage is that it quickly fills with moisture and renders the wearer uncomfortable until this moisture has been radiated back again.
Merino.—The great bulk of fabrics of this class are embraced 84under the term merino, which denotes cotton and wool articles where the materials have been blended in the fibre in a given proportion. The normal yarn is composed of 50 per cent. of each, but the range includes as much as 90 per cent. cotton, with 10 per cent. wool, with 90 per cent. wool and 10 per cent. cotton at the other end of the scale.
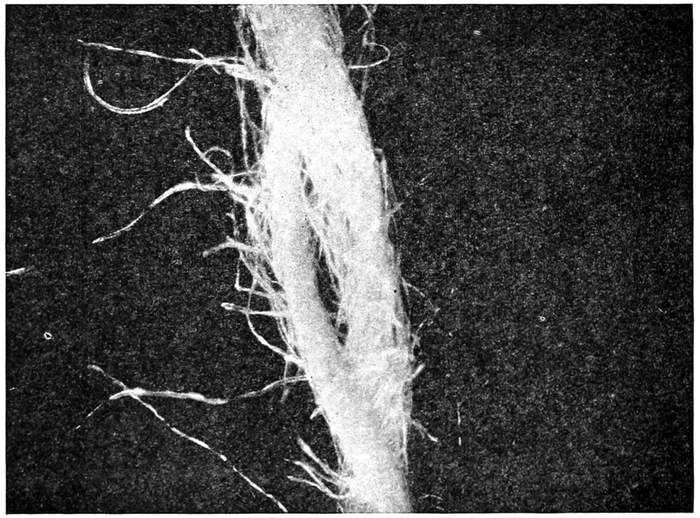
Fig. 45
SILK SINGLE AND COTTON AND WOOL MERINO FOLDED 2-PLY
If Fig. 45 be examined it will be noticed that it is in the form of two-ply, one thread being composed of pure silk as shown by its density and fineness, whilst the thicker yarn is merino, that is, cotton and wool mixed in the fibre. The presence of the cotton and the wool may both be detected by an examination of the straggling fibres, the wool curving and bending in its usual characteristic manner, whilst the cotton fibres show their twisted convolutions and their furtive breaks into angles. The usual kinds of merino yarns used for underwear are folded two-ply, with a slack twist which 85seldom exceeds more than a few turns per inch. In spinning such yarns it is sought to throw the wool to the thread surface as far as possible so as to increase the comfort to the wearer and give improved handle.
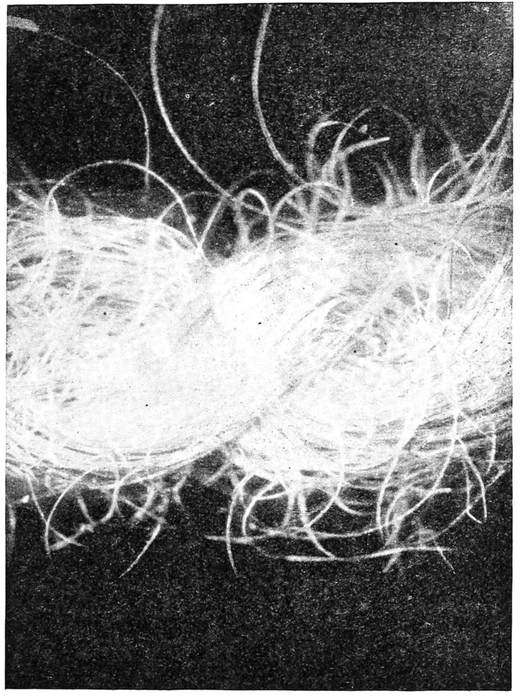
Fig. 46
SHOWING GRACEFUL CURLING PROPENSITIES OF A CASHMERE THREAD
Cashmere.—The general use of this term includes open spun worsted yarns, used in underwear, but the original signification is the product of the Cashmere goat which inhabits the Himalayas. This material is natural coloured, the softest kinds are of a sandy fawn shade and are largely employed 86in the knitting industry for scarves, gloves and vests. In respect of soft, delicate handle real cashmere is without an equal amongst textile materials, and this property alone makes it eminently suitable for these branches in particular.
Angora Rabbit Fur.—The fur of the rabbit has recently come into prominence for the knitting industry and many new uses have been found for these materials. The product of the Angora rabbit reared in large numbers in France has been extensively used for knitted articles, notably gloves and vests, where its surpassing qualities of delicacy of handle have been greatly appreciated. One disadvantage of this fur is that it readily contracts when steeped in water, where the least scouring makes it almost vanish out of view. It is extremely difficult to spin into yarns which will bear the strains of knitting and of ordinary wear, the length of the fibres is rather variable and large portions of the rabbit coat consist of fibre of the most flimsy description, being perceptibly swayed by the ordinary air currents of a room. It will thus be seen that in employing this material the kind of article to which it has to be applied must be kept carefully in mind, and every effort should be made to utilize it where it will be protected from contact with excessive moisture. The article selected should not be one which encounters much friction during its period of wear because one of the troubles is that the loose floating fibres easily separate themselves from the parent fabric. This sort of material taken from the common rabbit is often vended in the shops in balls of thick, loose spun thread which can rapidly be made into plain stitch gloves, not very shapely but certainly having qualities of novelty and comfort.
Camel Hair.—As the name indicates this material is secured from the camel, large tufts of good quality fibre growing on its chest and of a predominantly sandy tint, natural in hue. This is used in its life shade for a large number of varieties of knitted articles, perhaps its best-known use in knitting is in connection with the scarf trade, whilst it is also found in the knitted glove and cap industry.
Alpaca.—This is the product of the goat of the same name which inhabits the Andes of South America and is very useful 87because of the large variety of colours in which it grows on the fleece. These are sorted out into tones of approximately the same depth and used for numerous other articles in the knitting industry. The material in itself often appears rather hard and cold for knitted goods, but the handle can be improved by steaming which has the effect of permanently softening the cell walls of the fibre. Very successful effects are produced by folding a thread of one shade with a single thread of another, and when these are brushed in finishing they give melanged effects which are most attractive and pleasing.
Peculiarities of Goat and Camel Hairs.—Materials such as camel hair, alpaca and cashmere all have certain properties in common. They have each two growths of material, one on the surface consisting of long, strong beard hairs which are rough in the extreme and quite unsuitable for manufacturing purposes. Under this overgrowth and protected by it is the variety which as a rule is much softer to touch and shorter in staple; the long hairs are a great nuisance to the manufacturer, but are in reality indispensable as they afford much needed protection to the soft undergrowth during the turbulent life of the goat. If they are not too coarse they may be employed as the dark colouring element in natural hosiery yarns, the browns and greys of alpaca being most useful in this regard. These materials belong to the most dirty class of materials used in knitting yarns, and it is very necessary that they should be thoroughly cleaned before use. Owing to the fact, however, that they are not dyed but generally employed as they stand, they may not be scoured so thoroughly as ordinary wool. The deadly germs of anthrax are often present on these materials, this disease being frequently transmitted to a worker handling the fleeces where clots of blood produced by careless clipping are a grave source of danger. There is also further evidence of uncleanness in the specks of dandruff-like matter which are often found sticking on the fibres of the yarn.
Like other branches of the textile industry, hosiery manufacture has been the subject of numerous attempts at introducing new and novel fibres heralded on to the market with 88much blowing of trumpets and exaggerated prospectuses. This industry can absorb a greater variety of yarns, different classes of materials than almost any other branch of textiles. What has often been suggested as a sound commercial proposition is that yarn made from the nettle plant should be more extensively utilized. A thread made from fibre extracted from the stem of the ordinary stinging variety is given in Fig. 47 which gives a thread quite suitable for many classes of woven fabrics. The material, however, is not of suitably agreeable handle for knitted goods and would only be employed for this purpose in times of dire scarcity.

Fig. 47
YARN SPUN FROM NETTLE FIBRE
Requirements of the Fancy Trade.—In the chapter on woollen underwear yarns the characteristics of material and structure were discussed in relation to the trade in underwear. In this chapter a number of materials have been referred to which take their place in the what is known as the fancy trade for outer and intermediate garments. If it is a question of the 89fancy stitches, it is required to bring out the features of these with yarns clear in surface and neat in structure so that the eye may follow the intersections of the yarns in the fabric. The silk and artificial silk productions belong to the most highly valued of the ornamental branches of the knitting industry, and these may be utilized to bring out in the clearest effect stitches such as shogged patterns, rib varieties and lace designs where definiteness of stitch and brilliance of colour combine to give results of a high value for elegant garments. In the case of materials of camel hair, Angora fur or pure cashmere class, the stitch as a rule is subsidiary, being usually of the plainest description so as to allow of the fullest display of the natural properties of the material. In the fancy trade it is futile to employ features which compete with each other for the attention of the observer. In a fancy-stitch article the mono-colour should prevail; where the stitch is simple the best ground is afforded for the display of several colours in the goods.
In former chapters it has been pointed out that the knitted stitch is apparently a simple structure, but on closer examination a number of elements are discovered which together form a complex whole. In the knitting operation the chief essential is accuracy of loop formation and regularity of stitch right along the entire width of loops in the course. If at any point the thread is drawn slightly tighter than the normal, this tightening is at once apparent in the formation of the loops and a grave defect occurs which on account of its minuteness is impossible to remedy in after operations. In the knitting operation correct tension of thread is indispensable to good quality fabric, and this again depends on an absolutely uniform feed of yarn to the needles of the machine. In this yarn supply one of the first essentials is a proper package for the yarn and one which will insure that the thread unwinds with absolutely even tension throughout. It is a very serious matter indeed to the hosiery manufacturer if even slight obstacles occur on the bobbin for these at once injure the fabric quality. Another frequent cause of defects occurs by what is termed the ballooning of the thread as it comes from the bobbin, that is, the swing which the thread makes in unwinding itself when it encounters the resistance of the air, a matter which depends on the bulk of the thread and the amount and nature of its surface fibre. It also varies according as the bobbin is full or nearly empty with intermediate stages of differential variation. So important is this matter of uniform yarn feed recognized to be for first-class fabric, that the Americans in particular have given the utmost attention to yarn supply devices, by which the yarn is measured into the needles by an arrangement which deadens all the minor variations of tension before the yarn approaches the sinkers and needles, and the amount fed into the needles is measured absolutely level for each stitch. There is also a 91growing disinclination amongst manufacturers to undertake the winding of yarn owing to the loss incurred by imperfect work, and this branch is being more and more relegated to the spinner who delivers the material in a form ready to work on the frame. Of course in a varied class trade it will be found impossible to eliminate the winding operation entirely, for we have the problem of the conservation of small quantities of yarn and their subsequent working into fabric. One of the chief difficulties of the winding department is the correct piecing of the ends with a minimum of waste and this department has been largely left to young workers as their first job in entering the factory. With the enormous rise in the prices of yarns manufacturers are now recognizing that the operation has developed from a subsidiary to a primary one, and better results are being obtained by having the winding performed by older and more experienced workers who have a correct idea of the value of the material and are properly schooled in the avoidance of waste. With inexperienced workers much weekly loss is caused not only by the waste incurred in piecing the ends but also because these knots are not properly secured or are ragged in appearance. Very often they are quite firm, but on account of their size are unable to pass through the eye of the thread-carrier or if they do emerge successfully from this ordeal the chances are that the sinkers will refuse to take them in, and the needles bend or breakage of the springs result. If the knot does get safely into the fabric, the trouble is by no means finished, for if it is untidy in appearance it lowers the quality of the fabric and reduces the saleability. A frequent point of danger is the eye of the thread-carrier which is fine in aperture, and unless the knot is of reasonable size, it stands a strong chance of causing a press-off on the machine, with loss of time in having the fabric picked on again added to the loss due to stoppage of the other machine sections. What is probably worse in effect is the momentary tightening of the loops due to the knot being caught in the eye of the thread-carrier which usually takes the form of several inches of stitches attenuated in length compared with the rest of the fabric and which constitutes an instant blemish on the fabric texture quality. The chief 92waste in winding is made when piecing the two ends together when it requires skill to perform the operation of knotting with the finger tips so as to employ less material. The primitive mode is to bring hands, wrists, and even the elbows into play with a considerable amount of waste incidental to the process. With yarns at 12/-per lb. a careless worker can soon dissipate a considerable amount of money in waste and it is advisable to have some form of checking the waste made by any particular worker so as to form a proper estimate of their individual efficiency.
The Winding Operation.—Sufficient has been stated to indicate that the winding of yarn usually regarded as subsidiary in other branches of textiles is a first essential in the knitting business. An evenly-wound package is of great importance, and in regard to the size of bobbin conditions are quite different to those prevailing in the weaving trade. In weaving the weight of the package is restricted to the capacity of the shuttle, this being limited in size so that the weight may be kept at the minimum required for throwing across the lay of the loom. In knitting the position is more favourable, for the bobbin or yarn package is usually stationary and the thread is drawn from it to be fed into the needles of the frame. For this it is naturally an advantage to have the package as large as possible so as to reduce to the lowest minimum the time required for changing from an empty bobbin to a full one. To insure uniformity of yarn delivery to the needles and sinkers it is essential to have a perfectly built bobbin, and for the older types of winding frames, the usual shape was a bobbin with a high centre where the yarn got frequently caught in the grooves or on the bottom end. This primitive system of yarn winding was not unsuitable for the coarser types of knitting yarns in the stout gauges, and for this work the older form of winder is found in many of our factories even to-day. This machine has the advantage of being simply constructed and easily manipulated by an unskilled worker, and it is also rapid in action.
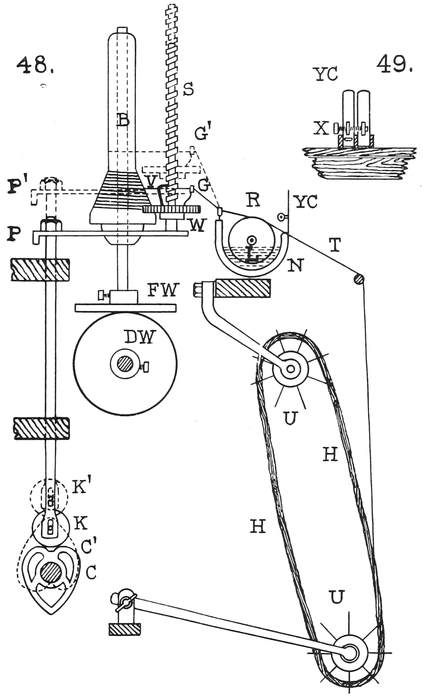
Figs. 48 and 49
94The Modern Hosiery Winder.—In the hosiery trade there is practical unanimity as regards the type of machine most suitable for the general purposes of a knitting factory, and herewith in Fig. 48 is given a side view of a section of the chief functional parts of a machine which enjoys a large popularity with manufacturers as having proved itself immensely suitable for general purposes. It is somewhat vaguely known as the Foster winder, made with variations by a number of firms, and through each the leading principles of construction are the same. The bobbin is marked B, and is of the type invariably employed in the underwear trade, this being placed on a spindle where it is kept in position by a groove which fits the shape of the metal part on which it rests. Further down in the machine the friction wheel FW is attached, this being in the form of a circular disc rotated by the driving wheel marked DW. This wheel has its rim covered with rough leather so that it can turn the wheel or disc FW and so cause the bobbin B to revolve. In front of the bobbin is a finger operated by the worker which has the effect of raising the friction disc FW away from the driving wheel DW, thus bringing the bobbin to a standstill. The yarn is indicated by T which is seen to pass upwards from the hank H which is stretched over the racers U. On the way to the bobbin the thread passes successively between the plates of the yarn-clearing apparatus YC, over the roller R, and then through the eye of the guide G direct to the bobbin.
Bobbin Building.—The outstanding advantage of this machine is the efficient manner in which the bobbin is built, and in this process several factors have to be considered. The thread guide G has a regular up-and-down motion for the traverse, this upward and downward sweep being brought about by the heart-shaped cam C which, by its revolving action, causes the whole stage P to rise and fall, thus giving a similar motion to the thread guide. Partaking in this traverse is the spiral S with the wheel W, which has a ribbed surface to preserve contact with the yarn level. The wheel W has a finger V attached, which in turn works into the spiral of rod S, and whenever the yarn rises to a certain level on the bobbin, it comes into frictional contact with the ribbed wheel which receives a turn sufficient to cause the wheel and guide to rise higher on the spiral and with it the thread guide also assumes a more elevated position. In this way the 95wheel W and the thread guide G travel from the lower end of the spiral S to the other upper end during the operation of filling a single bobbin. Up to this stage the action may be detailed thus: the thread guide receives its traverse over a certain distance of the bobbin by the action of the heart-shaped cam C, this being denoted by the dotted positions C1 for cam, K1 for stud, P1 for the stage, G1 for the guide, and this motion proceeds regularly during the winding operation. There is next the gradual rising of the guide on the spiral rod caused by the turning of the bobbin B, the high part of the bobbin B having friction with the ribbed wheel W causing it to rise gradually on the spiral.
The Differential.—The final element in successful bobbin building is the differential and the means of securing this are ingenious in the highest degree. The driving wheel DW with its rough leather rim works on the disc FW and causes it to rotate, but the speed of rotation must vary according as the upper or the lower part of the bobbin is being filled. When the yarn is passing on to the bare part of the bobbin as it does at the upper sweep of the traverse, one revolution coils a very much smaller length of thread than it does at its lowest position when the bobbin is full. The rate of winding varies differentially according to the intermediate positions of the thread, in the upward sweep of the traverse the speed of the bobbin accelerates as the bare part is approached, whilst on the downward sweep the speed of the bobbin decreases, reaching its slowest when the full part of the bobbin is attained. This differential is produced by a side-to-side movement of the driving wheel DW over the rim of the disc FW, from the outer rim and slowly towards the inner rim and vice versâ. When the wheel is driving at its extreme position on the outer rim the bobbin is running at its slowest, because the driving wheel has a longer distance to traverse in order to effect one bobbin revolution. When the driving wheel is acting at its furthest position inwards the bobbin is at its highest speed, and this takes place with graduated differences in the intermediate stages of the process.
Yarn Clearing.—On most winding machines for the hosiery trade are placed in front of each spindle for winding a pair 96of upright plates which comprise the yarn clearers YC, which are regulated in their distance from each other by means of a small screw. The thread clearer is shown in front section in Fig. 49 where the plates are marked YC, their distance apart being regulated to a nicety by the small screw marked X operated by the two fingers. These thread clearers are fixed there so that by passing the yarn through between them on its way to the bobbin B, thick places, burrs, slubs, etc., may be removed from the yarns and extra large knots caught between them. In other words, the function of the thread clearer may be stated as a qualifying of the thread for its passage through the thread-carriers into the needles and sinkers of the knitting frame, and by removing these obstructions in winding, subsequent trouble in knitting is avoided and loss of time averted. In many hosiery factories, however, it is noted that these clearers are by no means in general use, and certainly if the yarn is in anything like clean condition, it should be permitted to pass on to the bobbin in an unruffled condition.
Damping.—Damping is one of the subsidiary operations of hosiery manufacture which, apparently of little account, may yet have serious consequences if neglected or improperly performed. Manufacturers are divided as to the merits of damping or lubricating as it is often called, and in many progressive factories it is seldom if ever performed. The object of damping is to soften those classes of woollen, silk and cotton yarns which are deficient in pliability and do not allow themselves to be formed into symmetrical loops. In the case of woollen yarns some varieties are hard and unyielding, and when knitted in loops they display small irregularities of stitch which are known popularly under the term of pinholes. These occur irregularly all over the texture and seriously impair its quality and lubrication or damping is found to have a beneficial effect by giving greater elasticity and bending power to the thread. The lubricating or damping agent varies according to the type of yarn, woollen yarns are damped with an emulsion of oil and soap, lard is often used for silk materials, whilst cottons are passed through cakes of paraffin wax. For woollen yarns the lubricating is performed 97on the winding machine by passing the yarn through a lubricating trough marked N, Fig. 48, the trough being half filled with liquor marked L and in which the roller R is made to revolve. The ideal emulsion for the damping agent is olive oil and soft soap heated and mixed together to form an emulsion, but the high cost of these commodities have placed them out of the reach of practical work and now various substitutes are employed. The roller R is made to revolve in the damping solution by means of a band connected with the side drive of the machine, and this brings a fresh supply of liquor into persistent contact with the thread. The yarn should be worked on the frame as soon as possible after winding, for when the bobbin has stood for twelve hours or so the liquor begins to lose its effect due to evaporation, and if left standing overnight the effect of the damping may to a considerable extent be lost on a yarn.
Evils of Damping.—The beneficial effects of damping dry and hard woollen yarn is at once evident in the improved nature of the fabric, but there are serious drawbacks to the indiscriminate adoption of the process. Woollen yarn has considerable hygroscopic capacity and it laps up this moisture very greedily, altering its physical properties considerably in so doing. One effect of damping is to considerably augment the elasticity and stretch of the yarn and this induces variation in the dimensions of garments, introducing an unstable element which is very difficult to gauge accurately. The sizes of garments tend to vary considerably, and difficulty is experienced in seaming or joining them together to have each side terminate equally. There are also differences in the weight of the garments owing to the capacity which the woollen fibre has of absorbing moisture far in excess of what is recognized as essential, and the effect is to vitiate size measurements. This gives rise to pants longer in one leg than another, and one side of a seam going to a greater length than the neighbouring one to which it has to be attached. The lubricating materials supplied as substitutes have not always proved suitable, for in many instances they fail to emulsify, and if the oil is left to go on to the yarn by itself it causes stickiness if the brand proves to be inferior or contains 98resinous substitutes. In the coarser varieties of hosiery yarn which are spun in the grease, lubrication is not so essential, as the yarn is quite pliable, but in the varieties known as dry-spun where little or no oil is inserted in the sliver during preparation, damping greatly improves the loop-forming propensities. It would seem that a certain amount of fat is essential to the fullest possession of the wool fibre of all its important properties; in wool scouring the natural fat or yolk of the material is extracted, and if this be not replaced at a subsequent stage of spinning or knitting, the resilient properties are seriously diminished. In dry spinning we have greater cleanliness of yarn, but what is gained in cleanness is lost in resilience and pliability, and to restore these physical properties the natural oil or fat present in the cells of the fibre is artificially replaced by a soap-oil emulsion. In the case of silk it is often found that the crispness of fibre and the frictional resistance cause the fibres to resist the curves of looping and a form of electricity is generated during the contact of the silk material with the needles of the frame. In such cases when the quality of stitch is seriously impaired the yarns are passed through cakes of lard on their way to the winding bobbin which has the effect of greatly improving the knitting qualities of the yarn, the loops being at once transformed from half-made and rugged structures into perfectly-arched specimens.
Knitting machines are divided into two classes according as they produce fabric in flat portions or in circular shape. In the methods of stitch formation already described the courses of loops are constructed in a flat piece, whilst the circular machine makes its fabric in circular form. This system of fabric production has many advantages over the plain width fabric and is indispensable for various branches of the hosiery trade. In seamless articles such as hose and half-hose it is an advantage to have them worked circular as this fits the shape of the body part where they have to be worn. Also large quantities of fabric are expeditiously worked on the circular frame with big diameter head, these lengths being often suitable for making into articles such as nightdresses where the circle of fabric may be used for the body part. The great bulk of fabrics made on large diameter circulars are intended for the cut-up trade, and they are so made because of the great advantages possessed by such frames in point of speed. In flat rotary frames where the work is made by an alternating motion of the thread-carrier from side to side a principle of motion is utilized which has a certain jerkiness as characteristic. With the circular principle of motion there is an entire absence of jars and jerks in working, the movement being steady and accurate, whilst the addition of eight or more feeds to a machine makes an enormous production possible. One of the most easily understood forms of this type of motion is incorporated in the well-known Griswold type of circular knitting machine used still in considerable numbers in one or other of its modifications for the footwear trade. An illustration of this class of knitting machine is shown in section in Fig. 50, which is so arranged as to give a side view of the cylinder which makes the plain work and the dial as used for rib work. The machine is constructed in a circle which for men's half-hose is about 1004¼ in. in diameter for a normal size, and the upright cylinder marked C is fitted with grooves cut according to the set of the article as it is fine or coarse. An average set of machine is 84 needles in the 4¼ in. diameter, but there are as few as 64 in the cylinder for the coarse varieties, and up to 144 for fine gauges of footwear. A section of the dial or ribber, as it is often called, is shown crosswise at D with the cams at CB1. The cylinder needles are indicated by CN whilst the dial or ribber needles are marked DN. The thread-carrier is shown on the right by TC, whilst the thread is recognized by the letter T.
Movement of the Parts.—The upright cylinder receives its rotatory movement by means of a handle at the side which operates the bevel gearing to drive the thread-carrier and the set of cams. The action of the cams is to give the needles their up-and-down motion in loop formation, they move round to work on the needle butts in succession, pushing them up so that the hooks receive the thread from the carrier, and drawing them down again so as to discharge and knock over the loops. The thread-carrier and the cams are made to revolve together by the turning of the machine handle, or in the case of power machines this motion proceeds from the drive of the frame. The machine may be worked without the dial, using the cylinder needles only for knitting, in which case plain stitch fabric is produced as would be required for a plain hose article. When ribbed work is needed the dial or ribber needles are set in connection with the upright cylinder needles and are made to rotate with the cylinder so that the dial needles share the thread with the cylinder needles. The process of feeding the thread to both sets of needles is clearly illustrated at the right-hand corner of Fig. 50, where the thread T is seen to be proceeding through the eye of the thread-carrier TC, when part of the thread is taken by the cross needle issuing from the dial and part taken by the upright needles working in the cylinder. The dial needles discharge their stitches towards the right, whilst the cylinder needles throw their stitches over to the left, and this alternation in direction of the stitch discharge is responsible for the ribbed effect in the fabric. The ribber needles radiate from the centre of the dial outwards, whilst the cylinder needles all stand parallel to each other in an upright circle. The fabric F proceeds down the centre of the machine, as shown, and is maintained at the correct tension by suspension of weights in the hand machine, whilst for the power frame we have an automatic motion for winding up the fabric as it is produced.
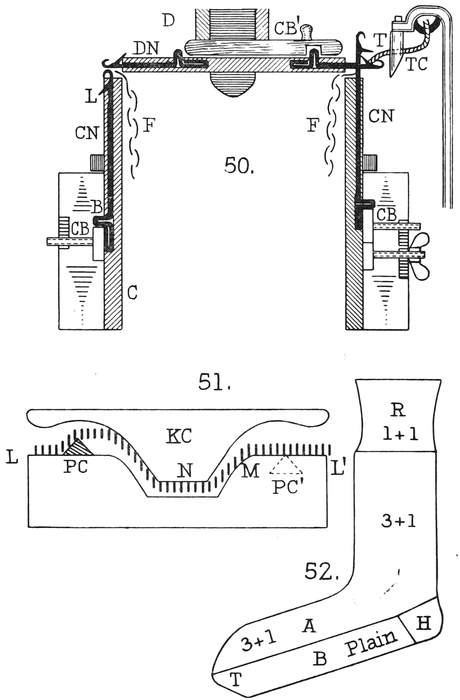
Figs. 50, 51 and 52
102Stitch Formation.—The principle of stitch formation may be understood from an examination of Fig. 51, which gives a view of the type of cams found inside the cam box of the hand machine. Except where it is required to knit the needle rests on what may be termed the normal ledge, and it is only moved from this position when the cams reach it to make it knit. The normal ledge is indicated by L and L1, and whilst the needle is resting on this part of the platform no motion can result. To form the stitch the first stage is to have the needle knocked above the general level of the needle hooks to catch its share of the thread as it is being fed into the needles, and this push-up is given by the small triangular-shaped cam marked PC which raises the needles just sufficiently above the normal height to receive their share of the thread from the carrier. This done, the needle is at once operated upon by the knitting cam KC, which is of the shape shown so as to draw down the needle for the discharge of the loop. The butts of the needles N are depressed by the knitting cam KC, and when they have reached their lowest extremity N they have discharged their loops completely. The part M of the cam causes the needles to rise once more into their normal inoperative position, where they remain until the cams swing round to them again to resume the knitting operation. On the right of Fig. 51 will be noted a push-up cam in a dotted position PC1, and it should be explained that this is for the case of reciprocal knitting such as is required in making the heel or the toe of an article of hose. In this we operate only one-half of the needles in the cylinder, and in so doing cause the cams to move from side to side in an oscillatory fashion. When the cams are rotating in one direction push-up cam PC1 operates the needles, and when the direction of knitting is reversed PC gives the needles 103their upward thrust to receive the yarn. From Fig. 51 it will be clear that the depth of stitch drawn by the needle depends on the adjustment of the knitting cam KC, and the lower this is set the longer will be the loop drawn through. If the loop is required shorter so as to accommodate a larger number of courses per inch, the knitting cam is raised in its adjustment so that a shorter stitch is the result. The dial needles have a corresponding arrangement by which the needles are drawn farther in to make a longer loop and for a shorter loop are not pulled inwards to the same degree.
Making of a Ribbed Sock.—Fig. 52 gives a view of an ordinary type of sock where the various sections are marked as they are produced on the machine. A start is made with the rib top marked R which in this case is 1 and 1 rib, that is, one upright needle in the cylinder for every needle in the dial or ribber, and when all these are in operation at the same time 1 and 1 rib work is formed on the power stocking-knitter. Before beginning the rib top proper it is usual to make what is termed a welt which consists in working a number of courses in the upright needles only and letting the ribbed stitches draw round so as to give a finished appearance to the edge. On reaching the end of the rib top it is necessary to change the needle arrangement for making 3 and 1 rib, and in the case of the power-rib stocking-knitter every second needle in the upper ribber cylinder which is in the same plane as the lower one is made to slide into the lower cylinder, that is, we have three needles in the lower cylinder for every needle in the upper one. The 3 and 1 rib continues for the leg portion, as shown by Fig. 52, when arrangements require to be made for the heel-which has to be in the plain stitch and continued for the sole of the foot and round the toe. To effect the plain stitch for the heel, the front half of the dial needles are made to slide into the lower cylinder and fashioning for the heel is soon commenced. This is brought about by reducing the needles in work at each side one at a time until only about twelve needles are left in operation, when the process is reversed and the needles again brought into knitting position at each successive course until the full complement is available. This action gives a nicely-rounded pocket for 104the accommodation of the heel, and at the same time it is usual to introduce some form of reinforcing thread known as splicing, which has the effect of considerably increasing the period of wear of such articles. The plain stitch introduced for the heel is continued for the sole, where the top of the foot A is worked in rib stitch and the under portion B plain, as indicated in the diagram. When the foot has been worked in this manner to its full length, the reciprocating motion is repeated for the making of the toe exactly as for the heel, and several extra courses are inserted so that one article may be kept separate from another, and the next sock is worked exactly as the last. On the modern automatic rib sock machine about seven dozen pairs of men's socks can be produced by a single machine in a working day of eight hours, and as one girl can mind a set of half a dozen machines, it will be seen that the cost of production is infinitesimal when compared with hand-driven machines or with the hand stocking-knitter. One heavier item in the upkeep is the outlay required for a skilled mechanic, who is most essential if the machines are to be maintained in thorough working order, and this expense is proportionately the greater if the manufacturer has only a few machines in this department. It is essential to instal a series of machines of adequate scope of gauge and fineness to warrant the employment of a skilled mechanic who can repair and keep them in constant working order.
Full-fashioned Hosiery.—In addition to the large and important branch of the footwear trade which is devoted to the making of plain and ribbed articles devoid of seams and which comprise a large and important section of the knitting industry, we have other systems such as the full-fashioned hosiery trade which produce varied types of footwear. For full hose the length is greater, and as it has to cover the leg of the wearer right over the knee, it requires to be shaped to the fit of the individual. In the cheaper classes of hosiery an effort is made to introduce a diminution in the width of the leg towards the ankle by means of boarding, that is, the stockings are made uniform in width till nearly the ankle except for any small contraction which it is possible to effect 105by tightening the tensions. The woollen articles are stretched on boards carved to the shape of the leg and when dried in a heated chamber the natural plasticity of the wool enables the articles to take up the shape they have been stretched into, the wide portion of the leg stretches, whilst at the narrow portion the width contracts. Obviously this device cannot long stand the exigencies of wear, and after a short period of service the lower leg portion begins to widen and the result is most untidy. When one comes to consider the great trouble involved in making an article true to shape, it will be realized that such stratagems of quick manufacture mean a considerable saving of time.
As the name implies, full-fashioned hosiery is worked on the knitting frame in flat pieces which are afterwards seamed or joined together to form the article as required. For a full-fashioned hose in plain stitch, a rotary frame of the Cotton's Patent type is employed, and they are made with two articles in one normal division of the frame, that is, in a 12-at-once machine, for garment size we should be able to make twenty-four articles of hose at one and the same time. The leg is made uniform in width right down to the calf when narrowings are performed according to the rate of diminution required, but it is when the heel is reached that greatest labour is expended. It is necessary to work the heel in two sections at each side, and the foot sole is worked on to these pieces for the lower portion, the upper part of the foot being a continuation of the leg and the whole is secured by a seam along each side of the foot. By this system of manufacture it becomes possible to make a much more roomy and capacious heel than is general on the automatic seamless machine, for it can be made square-shaped and of any convenient size by enlarging or contracting the heel portions.
This method of manufacture is termed the English heel, but there is another system known as the French heel which is also largely adopted for certain classes of goods. The real test of these articles is to note the seam, which in the English foot always occurs along each side of the foot and down the back of the heel. In the case of the French foot the seam occurs along the centre of the sole of the foot which is obviously 106an awkward arrangement from point of view of comfort. The French style of foot is often employed for articles which have clocking or embroidered patterns on them, whilst there is also a saving of time in the process of making. The upper and lower portions of the foot are made in one width and afterwards folded over with only one seam along the middle of the sole of the foot, whilst in the case of the English foot the seam is double and occurs along each side of the foot. It is interesting to be able to distinguish between these various methods of making hosiery; for the article in which no effort is made to fashion the leg on the frame the marking indicative of narrowings for the leg will be entirely absent, and in their place will be the temporary local thickening of the fabric due to the increase in the number of stitches at that point. In the case of the full-fashioned article, the shape will be gradual and symmetrical, for the French foot only one seam will be found along the centre of the foot, whilst in the English variety a seam will occur at each side.
The part played by colour in knitted goods depends largely on the use to which they have to be put and the variety of garment in which they are employed. For undergarments which are seldom noted in wear for general purposes, the rôle of colour is slight and the prevailing tints are white, cream or mixture varieties of the natural or tinted class. The nature of the tint for undergarments is important, and a connoisseur will be able to distinguish quite a number of qualities in a white garment. The tint of a white article depends on a number of factors, one of the chief being the class of wool used in its production. Some wool classes are in themselves whiter than others according to the place from which the wool is obtained. Most types of merino wools give materials of a splendid whiteness, whilst the majority of home wools give a result which is more or less of a yellowish nature; if sand particles are adhering in any quantity, the result is to impart a reddy tint which is difficult to eradicate in bleaching or scouring. The yellow tint, common to most classes of wool, is not evident at first sight, and it is only by comparison with bleached goods that the observer may be able to tell the difference. For many purposes of ordinary wear yellowish tinted goods are quite serviceable and are sold under the designation of cream. This tint is the result of a colouring pigment present in the medullary cells of the material and can be removed by one or other of the various methods of bleaching, but the yellow tinge may be greatly increased by scouring in too hot liquor or using cleansing agents which exercise drastic action on the wool fibre. Similarly when the goods are in the hands of the wearer, the yellow tint may be considerably increased in intensity if care be not exercised in washing and if agents of the proper strength be not employed. To preserve the whiteness of bleached articles certain precautions have to be observed in scouring 108and these may be summarized as follows. The temperature of the scouring liquor or the washing solution should not be raised beyond what is absolutely necessary to effect a removal of the dirt, for a high temperature produces a kind of melting action on the goods which causes the internal scales of the fibre to fuse to some extent, with the result that a permanently yellow tinge is imparted. Next to the temperature, which should be as close to the "lieu warm" as possible, is the question of the nature and composition of detergents. Launderers know that an application of a certain amount of soda or alkali accelerates the scouring action and gives to the liquor a certain softness which is rather misleading. The softening experienced really constitutes a dissolving action on the wool fibre which settles on the material when dry a feeling of pronounced hardness. These two factors combined with a high temperature of scouring liquor and an excess of alkali or soda will destroy the quality of the purest white and impart a permanently discoloured or faded yellow appearance to the finest goods.
Natural Tinted Goods.—The simplest departure from pure white undergarments is to be found in the well-known natural coloured members of the knitting industry, which are usually pants, shirts and combination garments. This is obtained by an admixture with white of about 10 per cent. of coloured fibre, and has the effect of increasing the serviceability of the garments by allowing more extended intervals between the washes. In their usual forms these blends or tinted shades do not possess an aspect of attractiveness, the general run being in dull brown, drab or cold bluish tint, but recently there has been a tendency to brighten up the blends somewhat and introduce an element of greater attractiveness to the garments. There is not, however, great scope for colour effect in such goods; little colour is wanted, as they seldom come into vision.
Horizontal Stripes.—Unfortunately the knitted fabric as such does not give great scope for the production of coloured effects in the plain stitch because of its peculiar structure as an essentially weft fabric. The thread is inserted crosswise in the fabric, both vertical and horizontal elements of the 109structure being formed from one and the same yarn, and this limitation must be carefully kept in mind when considering the capacity of the fabric for showing colour. From the inherent horizontal character of the fabric it is evident that cross effects such as horizontal stripes of colour can be much more expeditiously produced than effects of the vertical variety. There is something jarring about a predominantly horizontal series of colour stripes, for when these are made into garments they show crosswise, whilst the prevailing cast of the human figure is vertical. For the great bulk of goods, therefore, cross stripes are quite unserviceable except, perhaps, for the sporting jersey, where the object is to arrest the attention of the observers and enable them to trace the movement of individual players in the field. In most types of knitting mechanism the cross colour effect is much more easily produced than the vertical, because we have simply to provide a colour for each thread-carrier and these are brought into operation in succession according to the pattern required. To overcome the inherent defect of the horizontal direction, fabrics are often turned round a right-angle so that a horizontal colour stripe becomes a vertical one, but this has the disadvantage of turning the stitches on their side. The stretch in length is greatly increased over the width, and such garments show a tendency to elongate considerably during their period of wear, whilst the elasticity in the width is much reduced from the normal. In wearing such a garment the tendency is for the fabric to go to length by reason of its own weight combined with the action of the wearer in walking.
In considering patterns for horizontal striped goods, it should be borne in mind that the average rotary frame has a side-to-side movement of the thread-carrier, and that the full extent of the motion requires two courses to complete, once to the right and another to the left. If single courses are inserted it means that one of the thread-carriers has to be kept on the off side of the frame and special tackle requires to be used to work odd courses on these machines. In making out patterns for horizontal striped goods, the patterns should be built as far as possible on evenly numbered courses, 2, 4, 6, etc., for in this way the thread-carrier for any particular 110colour can be brought back to the starting-point. The usual way of indicating horizontal striped patterns is to detail each colour and the number of courses in succession until the whole pattern is complete. Thus we might have a pattern as follows: 12 black, 6 white, 2 grey, 4 black, 12 white, 6 grey, 6 white. When colour patterns are written in this fashion it may become a rather lengthy process in the case of complicated arrangements such as are often required for fine gauge goods, and for these it is a saving of time and labour to arrange the colour scheme in the following manner—
| Black | 12 | . | 4 | . | . |
| White | 6 | . | 12 | . | 6 |
| Grey | 2 | . | 6 | . | . |
In this case the colours present in the effect are set down one below the other as shown, and the pattern is indicated by the figures in the columns beginning at the left-hand side and reading downwards from top to bottom for each row, when completed a start is made with the next row and so on till the pattern is finished. The following gives another example of a horizontal striped arrangement which embodies several fancy colours—
| Brown | 16 | 8 | 16 | . | 12 | . | . | . |
| Green | 8 | 4 | . | 8 | . | 8 | . | . |
| Yellow | . | 2 | 6 | . | 4 | . | 4 | . |
| Black | . | . | . | . | . | 2 | . | 2 |
In this pattern there are 100 courses in one complete repeat of the pattern, and to produce this a pattern chain would require to be drawn out which by its projections would cause connecting fingers to swing into the carrier as indicated by the colours of the pattern. In all such patterns the colours introduced are part and parcel of the fabric and in direction run crosswise in the texture. Outer wear fabrics made predominantly of cross stripe are not popular because of the reasons already shown, but they are often used for trimming garments, for borders of coats, cuffs and collars, and for fancy shirts they are often quite effective. One point must be borne in mind in selecting fancy colours in fine materials such as silk, etc.; the size of the fancy yarn chosen has to be approximately equal to that of the ground texture, or the 111fancy threads will cause a space more or less open to appear in the fabric so as to spoil its amenity.
Vertical Stripes.—For most kinds of knitted articles the vertical stripe is extremely difficult to produce without extra tackle on the machine, and most examples of vertical lines are produced by means of yarn inserted in addition to the ground of the fabric, notably in the case of clocking introduced in hosiery articles and vertical striped effects so popular in the men's shirting trade. In both these cases the effect is introduced as a form of embroidery worked as an addition to the fabric, where the fancy yarn is made to exhibit itself prominently on the face of the goods and only comes to the back for purposes of intersection. The materials employed for such colour effects are usually of the lustrous variety, silk or mercerized cotton, and they are forced into prominence on the face by the upward thrust of the ground yarn which they cover. A feature of the vertical stripe effects produced on Cotton's Patent frame is the variety of colours which it is feasible to insert, for every extra thread introduced can be of a different colour if necessary, as each yarn proceeds independently from its own bobbin. In regard to the scope of design, this is generally restricted to solid vertical stripes, and very interesting and effective variations are produced by a zig-zag motion given to the thread guides in knitting.
Tuck Work.—The term tuck is employed to indicate a class of fabric where certain stitches are tucked in the cloth, that is, they are not permitted to form their stitches in the ordinary way but are retained on the needles to be worked in along with the following stitch. This tucking of a yarn into another stitch is performed by means of tuck pressers on bearded needle machines, these pressers being cut so that during the knitting operation the needles affected are left unpressed, that is, they are not permitted to discharge their thread in the normal manner but are held up on the stem of the needle to be discharged as part of a second course of loops. Naturally the omission of the pressing operation cannot be allowed for long, because this would cause a conglomeration of unworked yarn on the needle stems which would in a few courses lead to disaster in the fabric; an essential of the pattern arrangement 112is to insure that the tucked stitches are cleared from the needle stems after every two courses or so. On the hand frame and the patent rotary machine tuck pressers are of the form shown in Figs. 53 and 54, being the ordinary kind of presser cut with spaces so that the needles which come under the spaces of the presser are not pressed but have their yarn retained on the needle stems. These stitch portions are pushed back on the needles, and when the next yarn is fed into them, the presser is moved along so that needles left unpressed at the last course are now pressed and two yarns are discharged in place of one. In the figures the points marked N represent the needles, and in Fig. 53 the spaces are noted to be over every second needle, 2, 4, 6, etc., whilst the remaining needles, 1, 3, 5, etc., are pressed by the projecting pieces. The odd numbered needles are being pressed in Fig. 53 whilst the even needles are left unpressed. At the next course the presser is moved one needle sidewise, so that the even needles are pressed to discharge their double loops whilst the odd numbered needles remain unpressed. The third course sees further reversal of the presser back to start again when the operation is repeated as before. In Fig. 54 is given another design for a tuck presser, this being termed a 2 and 1 pattern, and every third needle is left unpressed whilst the remaining two-thirds of the needles are pressed as usual. This presser is also given a sidewise movement to insure that the needles are cleared of their stitches every two courses or so. The 2 and 1 presser and the 3 and 3 presser are often used in conjunction with other patterns such as the 1 and 1 or 2 and 2 to form patterns more fancy in style and character. Very effective patterns can be produced in colour by working the 3 and 3 tuck presser in co-operation with the 1 and 1, whilst very effective designs may be made with 2 and 2 tuck presser and a plain presser alternately.

Fig. 53

Fig. 54
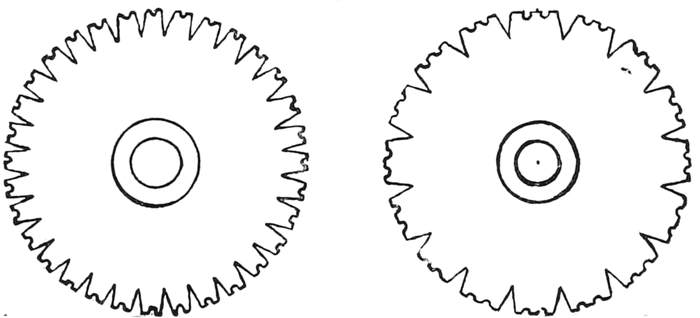
Figs. 55 & 56
Tuck Work on Circular Frames.—In frames employing the spring or bearded needle arranged in circular machines which are largely employed for the making of fabric in the roll, tuck patterns can be produced by cutting the pressers in circular form as illustrated in Figs. 55 and 56. In the French circular frame, the presser consists of a plain circular disc which, by reason of its adjustment, presses the beards or springs of the needles as they revolve. Figs. 55 and 56 are the circular tuck pressers which correspond to Figs. 53 and 54, that is, 1 and 1 and 2 and 1 pressers. In Fig. 55 the circumference of the wheel is cut alternately in small spaces which come over the beards and press them, and larger spaces which by the depth of their incisions fit over the beards of the machine but do not press them. The wheel receives its motion by the revolving action of the needles in the circle, and the teeth have therefore to be cut to the gauge required, that is, the setting of the machine needles and the teeth in the wheel circumference require to coincide. In Fig. 56 every third space is cut large so as to grip the needle but not press it, whilst the remaining two spaces are cut with small indentations so that the needle will be pressed in the ordinary way. In 114circular frames there are several feeds, that is, the stitch-forming apparatus is repeated two or more times round the circumference of the machine which allows of a more convenient arrangement being made for the discharge of the unpressed loops. One way is to have a tuck presser and a plain presser arranged alternately in the machine so that there is a tucked pattern where the double stitches are discharged every second course. If, in addition, there is a different colour in each feed, we have an interesting colour effect which is different with every type of pattern wheel employed, whilst wheels can be cut with the greatest freedom right round the edge according to a predetermined design. What actually happens in the fabric with the use of tuck pressers may be better understood by a reference to Fig. 57, which is a diagrammatic enlargement of the pattern produced by the 1 and 1 tuck presser illustrated in Figs. 53 and 55. For the first course where needles 1, 3, 5, etc., are pressed to knit the odd numbered needles are worked, and this state of matters is represented in Fig. 57, where the needles are numbered 1 to 4 to correspond from left to right. Stitch 1 and stitch 3 are pressed as usual and form their ordinary stitches as given by the shape of the presser in Fig. 53, stitches 2 and 4 are left unpressed, and the yarn is noted to have fallen to the lower position marked a1, whilst the knitted loops are retained in their higher position a a. At the second course b, b1, the position is reversed, the stitches on needles 1 and 3 being tucked or left unpressed whilst those on needles 2 and 4 are knitted as usual. This effect may be traced by following the course of the thread marked b, b1, b, b1. From this diagram it will be evident that the whole structure of the texture is altered by the tuck presser, and that this will enable us to insert a greater weight of yarn into the fabric because the threads are not subjected to such a high degree of intersection, and the result is to give a cloth of greater weight and consistency suitable for a large variety of outer garments. Again, it is evident that when two or more colours are employed, novel and characteristic colour effects will result because of the way in which it is possible to pass one colour to the back at certain points and allow the other to show on the face and vice versâ.
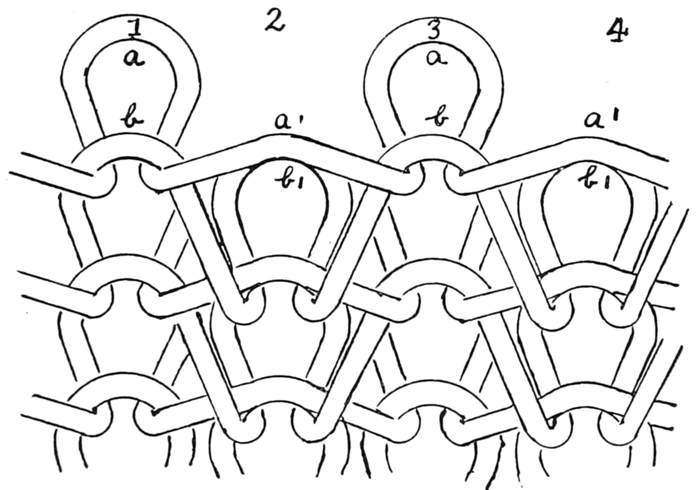
Fig. 57
115Check Designs.—By the structure of ordinary tuck work illustrated in Fig. 57 it is clear that the threads have a considerable mingling together, and the result will to a considerable extent be a melange colour effect. In what is termed check or press-off work in knitting a clear-cut colour effect of reversible character is often desired, that is, when a block of one colour is knitting on the face, the second colour is made to float loosely on the back, and this arrangement can be made to work with each colour in turn. To make such designs on the circular frame we have two pressers, one cut the reverse of the other, and these are used in succeeding feeds of the machine, so that the needles pressed at one feed have their stitches tucked at the next and vice versâ. The whole matter of tuck check designs belongs to the higher branches of designing of knitted fabrics. The term check in the ordinary way consists of a vertical colour scheme combined with a horizontal scheme of the same character, and whilst these are possible in the knitted fabric their production is somewhat difficult. Tartan hosiery can be produced in a number of colours having the vertical elements working on the embroidery system and with the corresponding cross colour scheme working in the ordinary horizontal stripe, but 116these effects require great skill in manipulation owing to the fact that the extra embroidery yarn is inserted over and above the ground, and this tends to show more prominently than the cross effects, and these require special treatment at the hands of the colorist if the balance of the colour scheme has to be preserved.
Spot Effects.—This type of colour effect is best produced on the Jacquard flat knitting machine which is the ordinary flat knitter with an attachment for making patterns of a raised character. These raised or knop effects are produced on the basis of the rib stitch where one needle bed is made to stop knitting for a few courses during which time the opposite side is making its loops as usual. The needle bed which does not knit has its stitches drawn tight and this causes the loops of the other bed to curve round and form an arched effect which can be made the basis of a most interesting pattern scheme. These raised or knop designs have the result of causing an uneven reflection of light, the ridges give a full reflection, whilst the light which falls into the hollows is dispersed and broken so as to cause an interesting play of light and shade. This is used to form novel designs on the flat knitter with the aid of the Jacquard selective mechanism, and when several colours are employed by means of the extra thread-carriers, these can be made to form spot effects with considerable facility. Here again the effects are very pronounced and produced by quite minor alterations in the machine mechanism.
It should be stated that there is a great need for a fuller knowledge of the basic principles of colour harmony and contrast in the knitting industry if the artistic qualities of the knitted product are to be enhanced. Colours are too often employed together without due regard being paid to their suitability, and many knitted productions offend the aesthetic sense in a very marked degree. This is easy to explain, because for a long time the knitted industry was chiefly confined to the manufacture of articles used for underwear and as such did not require to be specially suitable in regard to colour selection, the tints were of the most ordinary character such as drabs, greys, naturals and whites. As the scope of the knitted texture became enlarged and outer garments produced, colour became more important, and those who had previously handled the dull shades extended their activities to the more highly-coloured varieties. The use of these garments has now come to assume such an important rôle that specialists in colour are required if the productions are to take their proper place on the market. The chief defect of these knitted productions has been their incongruous combinations of bright, strong colours with tints delicate in hue; there has also been too little appreciation of the relative weight of colour, strong contrasting colours being used in too great proportion to the more delicate variety.
Colour Theory.—Some useful hints regarding the use of colour in knitted goods may be gleaned by a study of the colour theory if the operator possesses the instinct to extend the theories to cases which do not come strictly under the technical definitions. According to the pigment theory of colour, which is generally recognized as having the closest application to textiles, three primary colours are given, namely, red, yellow and blue. These are taken as basic or elementary colours, which means that by combining these colours with 118each other in varying proportions and tinting with white or shading with black, all other colours can be produced. The general attributes of these colours may be given as follows—
Red is strong and vivid in its nature and at once arrests attention by its power and striking effect on the retina of the eye. It is symbolical of all the attributes of warmth, heat and agitation of the senses, the red cloth incenses the bull, whilst the red flag has also its associations of stirring character. It is used as a signal for danger, and at the same time is found in colour combinations where it is intended to produce an influence of comfort and warmth, the reds and their derivatives are found largely in articles intended for winter wear as the prevailing aspect is that of warmth.
Yellow.—Yellow as a colour calls up visions of a rather conflicting nature which are sometimes difficult to reconcile. At its worst it is regarded as a symbol of the past and indicates a glory that is faded and gone. When white deteriorates in hue, its place is usually taken by a dirty tone of yellow, whilst the yellow discoloured tinge of wool is the bane of many departments of textile manufacture, necessitating expensive bleaching operations. It is likewise the colour of the fading leaf and denotes decaying life in the vegetable world. In its sense as a primary colour, yellow has an entirely different meaning and denotes brightness and gaiety as prevailing characteristics, it is outstanding in the property of luminosity, it is bright and attractive, and its use on gala days greatly contributes to the festive spirit. Yellow by itself cannot be said to occupy a prominent place in the knitting industry except for the purposes of brightening up otherwise sombre blends, when it is used in a limited quantity according to the character of the ground. The colour in its modified form such as salmon and canary shades prove very attractive for the summer knitted coat and scarf trade; the most brilliant derivatives of yellow have an enormous success in certain years for the height of the summer season, these colours being of a brilliance and gaiety which could never be permitted in other departments of the textile industry. When toned down to make tan shades, it has an extensive use in all branches of the knitting industry.
119Blue.—Blue may be considered the great corrective of the other two primary colours, and although inherently useful by itself it is in combination with others that its full value comes to be recognized. It stands in direct antithesis to the two primary colours red and yellow, and in its primary form is indicative of coldness and gloom combined with a certain strength and harshness. On the other hand, when enlivened by a tinting agent such as white, it becomes extremely bright and stands out distinct from all other colours. When toned with black its sombre qualities are intensified, particularly that coldness and aloofness which makes it the recognized official colour for formality and duty. It is by no means a sociable member, and care has to be exercised in bringing it into combination with other colours in a fabric, special regard having to be given to its strength and intensity which in many cases give rise to hardness of colour effect and displeasing results in colour harmony.
Secondary Colours.—To produce the whole range of colours from these three primaries in combination requires attention to certain well-defined principles, and in dealing with the possible combinations of a given number of colours, the total number of permutations should be considered seriatim. If they are selected in a haphazard manner, many of the best colour effects may be overlooked. In regard to the primary colours, only three permutations are possible, and each of these combinations of the ordinary colours are two at a time, namely, red with blue giving purple, red with yellow yielding orange, and blue with yellow giving green. These combinations hold good in various ways when adopted for blending colours in yarns and fabrics. In the case of dyes the primary yellow is blended with the primary blue to give the secondary green, the result being quite clearly defined. When wool dyed with primary red is blended fibre with fibre with wool dyed primary blue, a melange of coloured fibres is obtained which gives a green mixture effect, but there is a decided difference in the quality of the green so produced in comparison with dyes mixed in the dye bath. The general quality of colour resulting is of a less defined character, if the melange be examined at close range, the individual green and yellow 120fibres may be quite well distinguished, but a little way off the predominant effect is green due to the mixing of the yellow and blue in the eye. The third manner of blending is less satisfactory in result although more readily performed, and that is the twining of two coloured yarns together. A yellow thread folded with a blue will produce a yellow and blue beaded effect in the yarn, but when worked into the knitted fabric the general result is green, provided the twist is not too slack nor the gauge too coarse. The best example of this form of colour blending is to be found in the basses of intermediate colour found in the patterns of clan hosiery used by officers and men of Highland regiments. If, for instance, the ground-coloured basses are yellow and blue, there would appear solid diamond squares of these colours with squares of melanged colour intervening. The two ground colours are given a slight twist on the winding frame by spooling the two yarns together, the twist going on to the yarn when the threads are issuing from the bobbin. The two solid colours twisted together in this way make a result which is predominantly green in aspect, although the marl character is not entirely concealed. This system of colouring provides an explanation of the fundamental harmony of such productions, for the yellow element of the melange answers to the solid yellow diamond and preserves contact with it, whilst the blue element of the ground preserves liaison with the solid blue diamond squares of the patterns. Although these patterns are built with colours of primary or secondary character in strong contrast, the groundwork of marl produced by twining the two bright colours together preserves harmony between the strong ground colours. These Highland patterns are very striking in hue, but the basic harmony of colour here outlined has much to do with their never-failing popularity for military as well as civilian wear.
Qualities of Secondary Colours.—Yellow and red primary colours mixed, blended or marled together give an orange secondary, and it will be seen that a secondary unites the qualities of the two primaries of which it is composed. Orange is a most brilliant colour because it combines the strong and arresting characteristics of red with the luminosity and brilliance 121of yellow. Orange and a number of its near relations in the colour scale have an important rôle to perform in knitted goods. Owing to its strength and intensity it has not a large use for the ground of a garment, but employed as a fancy in minute quantities it is distinctly effective. Thus it is employed in collars, rosettes for belts, where the smallest tip of the colour is often sufficient to give brightness and charm to a composition which might otherwise be dull and feeble. With suitable ground shades it may be found in certain seasons as a covering for buttons where the small colour circle in harmonious surroundings gives a very elegant result.
When red and blue are blended together the result is purple, and this is a secondary colour which in many respects possesses an individuality absolutely unique. Recalling the strong and bright qualities of the red and the coldness and strength of the blue, these qualities are effectively fused and blended in the resulting purple. Real secondary purple has a depth, richness, saturation and bloom which cannot be approached by any other colour, the aggressive qualities of the red are effectively subdued by the retiring qualities of the blue, whilst in both is a strength of character which is the basis of the undoubted handsomeness of the purple. There is an air of quiet dignity about purple, qualities are held in reserve which do not strike the eye at first sight, and these undoubtedly form the basis of its use for ceremonial robes, where it is desired to give the fullest expression to dignity, pomp and power. Purple can be used with great effect as a ground colour, but as such is difficult to blend with other colours for good results, it is socially "stand-offish," and its companions have to be carefully selected if harmonious and helpful results are to follow. Purple and its near relations heliotrope, mauve, etc., quickly respond to the brightening effects of a pure white when combined in a garment, and white edging greatly enhances the richness and gives it increased brightness. Used with black it provides an effective mourning combination as the black tones down the whole colour aspect.
Green is also a secondary of considerable utility in the knitted goods trade, and has qualities distinctly suitable for 122use in an extended capacity. The primal components are yellow with blue, that is, the brightest primary blends its qualities with those of the darkest primary colour and the resultant is distinctly different from either of its components. In examining a purple or an orange secondary, for instance, the component primaries can always be distinguished, but in green it is not always possible to detect the primary components at a glance. The brightness and luminosity of the yellow tone into the strength and coolness of the blue with the result that the secondary green is cool and refreshing in aspect and proves what has been termed a sociable blending colour, it is not difficult to harmonize and is not too fastidious as to its associates. Green is a colour which has to be used very carefully because in itself it is not always suitable for a ground, and is improved in association with other colours. All secondary colours can be varied in quality according as either of the two primary constituents is made to predominate in the blend, and this quality is more marked in the case of green than any other. The quality of the green can be varied from yellowish green which has only a modicum of blue in it, to a blue green where the yellow can only be traced with difficulty. This range of greens is very extensive and undergoes a great change in quality according as one or other of the primary constituents is made to rule.
Colour Harmony.—The question of colour harmony is one which requires a long experience to be efficient in, and rules of theory can never replace the skill in blending colours, which comes as the result of highly-trained natural talent. When one examines the crude combinations of colour which are so often placed on the market by the makers of knitted articles, it is obvious that knowledge of the principles of colour harmony as they are set forth in any book on colour would be instrumental in avoiding many of the glaring defects which have characterized certain branches of the knitting industry in the past. These productions often violate every law of colour harmony and are a grave menace to the prosperity of the industry. The more progressive manufacturers are now becoming fully alive to the importance of this subject, and are taking trouble to engage the services of managers who 123have received a long and careful training in the blending of colour and the art of garment production. In any branch of the textile industry there is a large and important section of colour effects which depend on the principle of colour analogy, that is, the colours employed are of the same nature in regard to quality and hue, but they differ in strength or intensity, they are lighter or darker in hue. The best-known examples of colour analogy are, of course, the greys, and colour effects are produced by dark grey used along with mid grey, or mid grey employed with light grey and so on. At the upper end of the series the light grey can be graduated into white, whilst at the lower end the dark greys can be graduated into black. These colour combinations are always in favour, and no matter what the prevailing shade may be there is always a certain proportion of trade done in the neutral tints. In the knitted coat trade are found grounds of grey and variety introduced by having the garment bound round the edges with white to brighten or with black to tone down the ground. Another effective method is to have the binding done in black and white striped fabric worked two courses white with two courses black on the ordinary flat knitting machine in a horizontal stripe, and these impart an appearance of considerable smartness to the garment. A large number of pleasing and serviceable articles are made by folding white with black, or light grey with dark grey, and working these together in the knitting machine. If the yarns lend themselves to raising on the teasles of the gig, the individuality of the separate threads is covered up and the final effect is a pleasing grey. In addition to the folding of greys with each other in a twist yarn, suitable contrasts may be obtained by using various tints of lavender for the garments as these harmonize with grey and black and white combinations. What applies to the grey colour blends of analogous effects also applies to the shades and tints of other self colours. Very useful designs are obtained by having various shades of brown in one and the same garment, the edging often being of fawn to brighten up the articles, whilst a garment of fawn ground may be effectively toned down by a dark-brown scheme of colouring for the edges, tops of pockets, 124belts and cuffs. Greens are not great favourites for analogous colourings, because if an article is too decidedly green it tends to nauseate the wearer in a way which would not happen with brown. A blue garment may be effectively designed with trimmings of darker or lighter blue as the case may be; also mauves, purples and heliotropes may be made the foundation of pleasing colour schemes of analogy.
Colour Contrast.—Most foremen have a fairly good idea of the methods of using colours in articles where the scheme is mono-chromatic or one-coloured, but when it is a matter of blending colours which are entirely different in character and hue the difficulties begin. The most usual faults are combining colours which can never harmonize so as to give results agreeable to the aesthetic sense; colours are combined which vary greatly in relative depth of hue, that is, light, delicate shades are employed indiscriminately with colours which are strong and decided in nature. In regard to colours which should harmonize in a poly-chromatic or a multicoloured combination, the basic principles of harmony as enunciated by the colour theory may be of service in many cases. In this connection it is necessary to define the complimentary pairs of colours to be found in the range of primaries and secondaries which have been already discussed. Whenever two colours are placed together so as to fulfil the condition of complementariness, all three primaries must be present in the combination. Thus we have purple and yellow as a complementary pair, the purple being composed of red and blue with yellow as the remaining primary. When these two colours are employed together the idea is that the harmonic triad is complete and the result is pleasing, because the eye perceives all the chief elements in a perfect colour circle. In the same way red and green are regarded as complementary because green being composed of yellow with blue, the remaining primary is red which is found by combining these two complementary colours together. The remaining complementary pair are orange and blue.
Colour Separation.—The colour theory shows that complementary colours produce an effect pleasing to the eye, and this simple principle may be found quite a useful guide if the 125worker exercises discrimination in employing colours which are as nearly as possible of the same depth of hue or of the same weight of colour. Heavy, strong colours cannot be employed successfully with colours which are delicate and light in effect, or at least the quantity of the strong vivid colours has to be reduced in proportion to the strength of the light colour. If the relative weight of colour be carefully considered, colours of varying intensity and weight may be employed together with quite good results, but there are members of the colour circle which can never harmonize when placed in juxtaposition. In such cases a harsh and displeasing result may be avoided by a judicious use of black or white as separating agents, and the maker of knitted articles has not sufficiently appreciated the saving grace of these toning and tinting agents. They can be introduced quite simply on the knitting machine by about two courses of black or two courses of white inserted between the offending colours and these have the influence of considerably modifying the harsh effect to the eye of the observer. The result of two colours placed in juxtaposition depends to some extent on the nature of the stitch, colours which show indifferently when appearing in continuous stripes may prove quite attractive when employed in a fancy stitch where the colours intersect in fragments.
Weight of Colour.—The weight of any colour is based on its position in the colour scale as has already been mentioned, any colour may be modified by the addition of white or of black which is carried out either in the dyeing operation or in blending of coloured wools. For any colour a scale of weights may be determined according as it is a tint or a shade of the colour. The tints can be so thin that they almost approximate to white for delicate effects, whilst the shades may be so dark that very little of the ground colour may be discernible, the effect being almost black. When blending colours, whether of the same quality or of different hue, regard must be had to its position in this scale of tints or tones, for fabrics where two colours are combined in equal quantities the best results will be attained by employing them as nearly as possible of the same weight, if one colour predominates 126over the other in strength or brightness, it should be used in relatively less proportion to prove effective. If colours differ greatly in intensity the more heavily toned colour should, as a rule, be employed in relatively less proportion to the lighter shade.
In a former chapter the intricately delicate structure of the knitted loops was described, and the causes of some of the minor defects of stitch were outlined when the utmost importance of a regular feed of yarn to the needles was emphasized. Another important series of defects in knitted articles are directly traceable to faults in the stitch-forming parts of the machine, such as the sinkers and needles, and many imperfections spring from faulty condition or adjustment of these parts. The needle is perhaps the most delicate part of the frame and constant attention has to be given to these if perfect knitting has to be produced. Large firms find it to their advantage to engage an operative for this special work alone, he inspects all frames and his trained eye can soon detect the slightest fault of needle alignment and he replaces faulty needles by casting new ones. The pliaring of needles, as it is called, is an important part of the work of a modern knitting factory, and care to these machine parts is at once reflected in the quality of the fabric produced on the frames. A constant source of trouble in knitting is the beard or spring of the needle, and if these are not properly hardened or tempered their period of service is much shortened, because the beard soon develops faulty action and refuses to spring back into its former position after the removal of the presser. If the beard has lost its spring the new yarn cannot be pushed properly underneath, a common defect being for the stitch to be halved, one portion of the thread going under and the other half over the spring of the needle. These split stitches cause small puckerings in the texture which seriously affect its market value, and when the yarn is split in this fashion the stitch at this point has only half its strength, the thread gets broken and a hole is caused in the fabric. Another defect in the needle occurs when the beard is working out of its true position in a vertical direction, the beard in place of 128going straight into the groove lands a little to the right or the left when it catches the yarn as it is drawn forward.
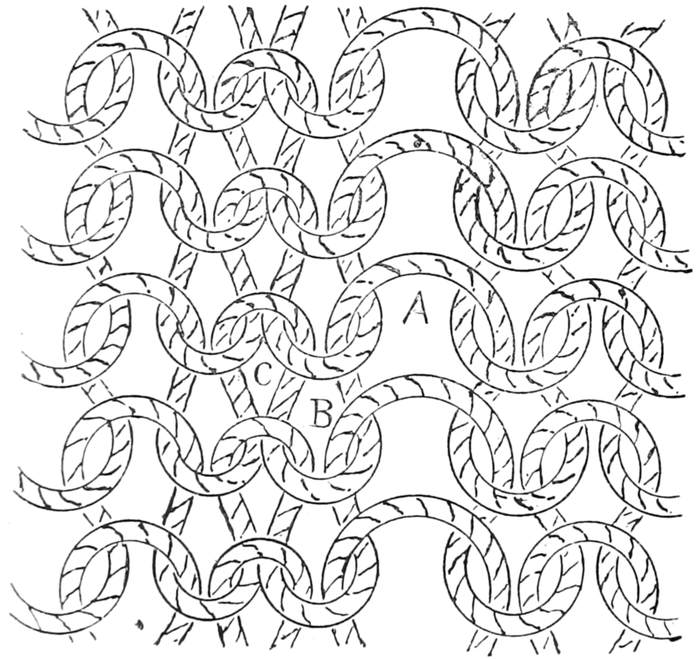
Fig. 58
Sinker and Needle Lines.—Sinker and needle lines are formed vertically in the fabric and are due to needles and sinkers being out of alignment in relation to their neighbours. If the needle is raised above or depressed below the normal level of the needle line, or if it is not in the exact central position in relation to the needle at each side a defect will be formed, which will show vertically in the fabric. A diagrammatic view of this kind of fabric blemish is given in Fig. 58 where the line is marked A and is formed by a vertical series of loops of larger curves than those around. The sinker line and the needle line are alike in general appearance except that the sinker line affects the sinker wales and the needle lines the needle rows. The needle at A has been pushed a little to the left so that more than normal spacing occurs, and this causes an extra length of yarn to be served to the stitch at this point. It might be more correct to say that this extra length is supplied at the expense of the neighbouring loops 129at B and C which are seen to be smaller than the normal. The needle in moving to the left out of the true central position between its neighbours enlarges the draw at one point, but makes a corresponding contraction of the stitch at B where the needle has to be content with a shorter piece of the yarn. This is the basic reason why these lines are so conspicuous, the regular spacing of the needles is departed from and there is always a large-size loop side by side with a shorter and more contracted stitch. The sinker line may also be caused the same way and has the same general appearance; if the sinker is not working in its true central position between two needles there is a variation in the length of loop which shows a line as before. In the case of the sinker, the lines may be produced from another cause, and that is the wearing of the sinker at its throat, the part employed for pushing the yarn between the frame needles. This wearing of the sinker throat will tend to reduce the size of the loop at that point, because it will not be able to take a sufficient length of loop when pushed forward. Similar defects are caused if the sinker is rough, and another blemish is known as "cutting," where the yarn is totally or partially cut through as the sinkers push the yarn between the needles. Cutting may be due to the push of the sinker being too great, or it may be caused by yarn which is not strong enough to stand the strain of loop sinking.
Other Defects.—A very common defect which will prove disastrous if not remedied is given at Fig. 59, known popularly as a "Jacob's Ladder." This will be noted to be due to a stitch running down in a vertical direction and caused in the first place by a breaking of the thread. Once this severance has taken place the stitch loses its supports and unravels as long as the least strain is imposed upon it. The method of repairing this is to take the last perfect stitch in the run and link it up with the slack thread of the course immediately above until the whole fabric has been restored, the top stitch being secured suitably to prevent a repetition of the unravelling. This linking of the stitch can be done very rapidly by an experienced hand with the aid of a turning hook which is indispensable for repairing all defects in the knitted texture. 130If the loops get severed by a cross cut the process of repairing the break is much more complicated and requires greater skill to rehabilitate. The cut loops have to be unravelled to give a perfect row of stitches on which to base the repair, and the missing courses have to be entirely rebuilt by the needle of the operative. In reconstructing those missing stitches, they have to be formed as nearly as possible of the same size as will correspond to the fabric gauge, and it requires years of experience for a worker to acquire the ability to reconstruct the fabric in such a way that the rent will be imperceptible. In some hosiery districts the saleable quality of their products is much reduced owing to faulty repairing of cross imperfections, in many cases the practice prevails of simply drawing the stitches tightly together and securing them. To repair a large hole in a knitted structure the usual way is to patch by cutting the broken part out in the form of a square running directly crosswise with the loops and directly vertical with the wales of the fabric. The patch is made from a piece of fabric identical in gauge and texture with the ground fabric, and the stitches are knitted to each other crosswise at the top and bottom of the square, a perfect union being possible; vertically the patch is seamed and joined to the ground fabric by a row of ordinary sewing which is drawn round to the back of the garment and which, if skilfully performed, gives but little indication of the blemish. A worker skilled in this branch of repairing knitted fabrics proves of the greatest value to any knitting mill, and her efforts result in the salving of large numbers of expensive garments which might otherwise have to be disposed of at sacrificial prices.
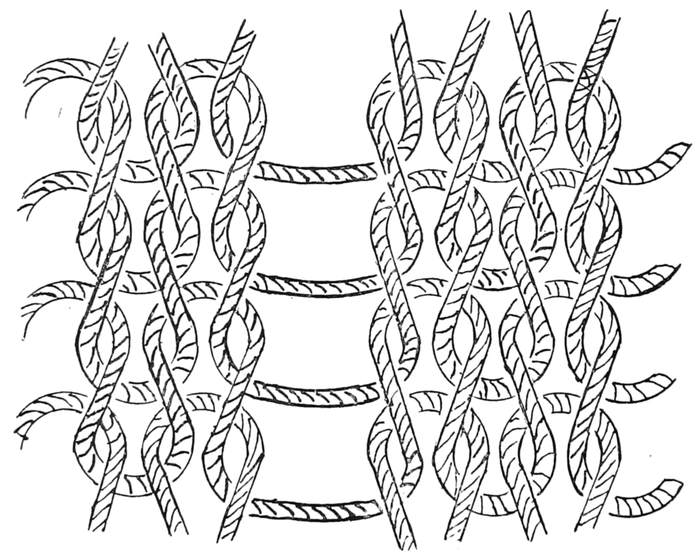
Fig. 59
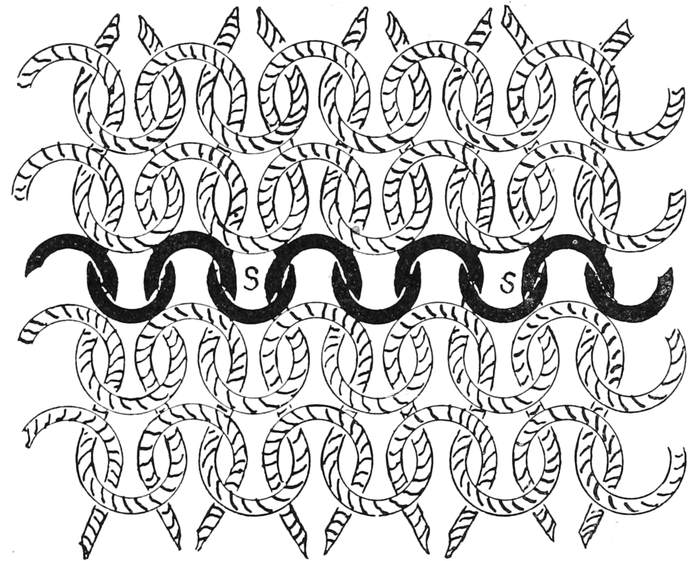
Fig. 60
Slurgalling.—This term is applied to several defects in knitted fabrics which are the bane of hosiery manufacturing and belong to the type of imperfections which it is extremely difficult to repair, whilst in many cases it is not a practical possibility. A few stitches of this kind of imperfection are given herewith in Fig. 60, which is a diagrammatic enlargement of the wrong side of the plain knitted loop where the defect is shown plainly by means of the black coloured stitches appearing crosswise in the fabric. It consists of a tightening 132of the loops due to a momentary increase of the tension of the thread during knitting; the stitches become constricted and at once injure the general amenity of the fabric. Even minor variations in yarn tension will cause these crosswise defects in the cloth, and they are so minute in their formation that it is almost impossible to repair them. If any irregularity creeps into the tensioning of the thread as the carrier is moving from right to left as compared with its motion from left to right, then the variation in the size of the loops may be perceptible at alternate courses and occur right across the fabric. Small obstructions on the yarn surface such as knots, burrs or slubs, will produce a momentary catch on the aperture of the thread-carrier and cause this cross constriction of loops; a rough carrier nose is a fruitful source of trouble if any grooves are being worn in the instrument. In some machines a worn slurcock may be the cause of such irregularities.
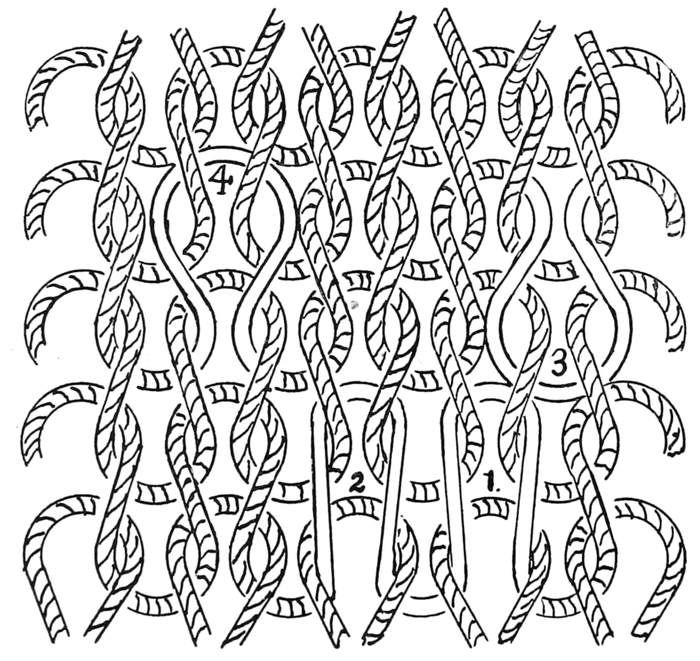
Fig. 61
133Stitches of Variable Symmetry.—These defects are illustrated in various forms in Fig. 61, which gives a diagrammatic view of the chief variations which are met with in single stitch formation in the knitted texture. During knitting the yarn usually forms itself into curved loops, but various conditions have to be met if this curving has to be perfect. Should the knitting yarn be lacking in yielding property curves will not eventuate, but will be replaced by various distorted formations. Very often the mechanical structure of the yarn makes it impossible for the thread to fall out in nicely-shaped curves, this taking place when the constituent fibres are tightly arranged in the yarn or when they are composed of long fibres drawn with meticulous precision in parallel order side by side. A much more suitable thread is worked from shorter materials which gives a freer scope of direction. This renders the thread less rigid and makes it more amenable to loop formation, whilst the beneficial effects of lubrication or damping of dry yarn have already been referred to. Several typical examples of these deficiencies are illustrated in Fig. 61 by means of the stitches marked 1 to 4. Stitches 1 and 2 show a mal-formation of loop due to a straightening of the yarn, the fibres are too long and do not yield in loop formation. With hard yarns which are thick for the gauge of the frame, these straightened loops may occur six or eight together and have the effect of tightening the fabric at that point, at other times they take up a direction leaning to the right or the left which greatly impoverishes the goods. The more usual type of mal-formation is given in loops 3 and 4 where the stitch, unable to content itself with the length of yarn allotted to it, takes up an enlarged area. These are termed "pinholes," and when scattered all over a fabric seriously undermine its value.
Manufacturers are often baffled by a plain fabric issuing from the frame of the rotary type using bearded needles which shows an effect like 2 and 1 rib, that is, there is a minute opening after every second stitch which, by its general appearance, resembles 2 and 1 rib, the space giving the impression of the open part formed by the vertical row of loops which go to the back of the texture. Wherever this is detected 134attention should be given to the dividing of the loops in the machine. In stitch formation for an average bearded needle machine the loops are first sunk over alternate needles, and thereafter equalized or divided over all the needles. When the equalization is not accurately performed, as is the case when the divider sinkers are not pushed sufficiently between the needle or are pushed too far, then the ribbed effect will be produced. Another common defect occurs at the selvedge consisting of a variable tension of the end loops, some being large and others constricted. This may be due to the yarn having too much play at the edge, so that the end two sinkers are permitted to draw more than their quota of yarn for stitch formation, which makes the edge raw and unsightly and gives trouble in seaming when the quality of the seam is variable owing to the different size of loop. The remedy for this imperfection lies in an adjustment of the snappers which exercise a drag on the thread just when the end sinkers show a tendency to take more than their share of yarn.