
Title: The modern packing house
A complete treatise on the design, construction, equipment and operation of meat packing houses, according to present American praactice, including methods of converting by-products into commercial articles
Author: F. W. Wilder
Editor: David I. Davis
Release date: April 7, 2024 [eBook #73350]
Language: English
Original publication: Chicago: Nickerson & Collins, 1903
Credits: deaurider, Harry Lamé and the Online Distributed Proofreading Team at https://www.pgdp.net (This file was produced from images generously made available by The Internet Archive)
Please see the Transcriber’s Notes at the end of this text.
New original cover art included with this eBook is granted to the public domain.
Most illustrations may be enlarged by clicking them or opening them in a new window or tab.
A COMPLETE TREATISE ON THE DESIGN, CONSTRUCTION,
EQUIPMENT AND OPERATION OF MEAT PACKING
HOUSES, ACCORDING TO PRESENT AMERICAN
PRACTICE, INCLUDING METHODS OF
CONVERTING BY-PRODUCTS INTO
COMMERCIAL ARTICLES.
New Edition
Revised, Amplified and Enlarged by
DAVID I. DAVIS
First Edition by the Late
F. W. WILDER
For Many Years General Superintendent Swift & Co.

PUBLISHERS
NICKERSON & COLLINS CO.
CHICAGO
Copyright, 1905 and 1921,
By NICKERSON & COLLINS CO., Chicago
All Rights Reserved
Press of
Ice and Refrigeration
Chicago.
[iii]
In the preparation of the revised edition of this work, the first complete treatise upon the subject of the meat packing house business published, the original scheme has been followed. First, presenting in a convenient and simple form, practical suggestions, tables and formula that are needed in the operation of the packing house business according to modern practice. Second, describing operations in the various ramifications of the business, from the unloading of the animals at the pens to the production of the finished product and the disposition of it, in the order in which the different operations are conducted.
The various operations described and subjects treated upon have been indexed so that any matter upon which it is desired to obtain instant information may be readily found. The author arranged the chapters in the order of the various operations in the packing house, together with descriptions of the machinery and appliances required. The established packer, as well as the beginner, if he carefully digest the contents of this work, will find he has valuable information, the knowledge of which will aid him in conducting his business.
The chapters on proper construction and arrangement contain information in which the author has given the reader the benefit of his experience in the construction and operation of packing plants.
[iv]
A portion of the contents of this work is devoted to tests showing the value and yields of the various products of a modern packing house, based on prices and conditions existing at the time they were made, in which the percentages and comparisons are reliable and are available to the reader by using the weights and percentage shown, computed on present commercial prices.
The numerous formulas given for the manufacture and preservation of the various products of the packing house are those which have been proven to be the best after years of experience. In every instance they have been put in the simplest form possible, so that no mistake can be made in applying them.
In revising this work, it is recognized that the use of some of the ingredients are now prohibited by regulation in the United States, but in some instances, it has been seen fit to not change the original formulas. In some instances, however, the omission of the objectionable ingredient has been made, though otherwise the formula remains the same as in the first edition. Many formulas rendered obsolete are omitted on account of conflicting with pure food laws.
The information furnished in these pages is based upon the author’s experience, there being very little theorizing upon the possibilities of what may be accomplished by adopting certain prescribed methods. For this reason, the book will be found of practical value to those interested in the meat packing business.
The present necessity of a work on packing house operation is more evident than when the first edition was published. The original work has been entirely revised where considered necessary, amplified in places and much new information added.
The chapters relative to construction, refrigeration and mechanical operation have been revised to conform to advanced practice.
Acknowledgment is made of the use of engravings, photographs and original data, and ideas developed and used by the reviser in his engineering practice. That the volume[v] will be well received and fill the needs as a hand book and reference work is the hope of the authors and publishers.
The assimilation of the contents as a foundation, together with power of observation and application will greatly assist beginners in packing house work, the methods of which are progressing—although the fundamentals remain the same.
The reviser hopes assistance will be given in this way, which he in turn received by oral advice from the two outstanding superintendents in their day (the days of the business growth), Messrs. F. W. Wilder and C. O. Young.
D. I. Davis.
Chicago, July 1, 1921.
[vi]
| CHAPTER I. | |
| Modern Packing Houses | 1 |
| Introduction and Growth—Concentration — Early Methods — Yankee Ingenuity — Chicago Yards — Movement Westward — Economic Factors — Saving By-Products — Pioneer’s Troubles — Using Box Cars — Using Refrigerator Cars — Chilling Rooms — Mechanical Refrigeration — Freezing Meats — Overseas Shipments. | |
| CHAPTER II. | |
| Location and Construction | 9 |
| Location — Water Supply — Sewage — Odors and Prevailing Winds — Cleanliness — Designs and Errors — Character of Business — Requirements — Principles of Design. | |
| CHAPTER III. | |
| Plant Design | 14 |
| Description of Plants — Plant No. 1 — Plant No. 2 — Plant No. 3 — Plant No. 4 — Type of Plant — Loading Facilities — Producing Department — Abbatoir Building — Rendering Building — Live Stock — Icing Department — Cooler Building — Pork House — Manufacturing Building — Salt Spaces — Power Department — Gravity System — How to Build — Fireproof Design — Advantages — Slow Burning Construction — Approval of Plans. | |
| CHAPTER IV.[vii] | |
| Refrigeration Equipment | 29 |
| Ammonia Machines — Ammonia — Compressor — Condenser — Receiver — Cooler — Condensing Water — Unit Basis — Computing from Unit Basis — How Rated — Freezer Requirements — Freezers in Small Plants — Cylinder Arrangement — Why Brine Circulation — Air Circulating — Force Draft — Coil Room Systems — Brine Chilling — Brine Methods — Types of Brine Coolers — Balanced Brine System — Direct Expansion — Two Stage Compressors. | |
| CHAPTER V. | |
| Refrigeration Requirements | 45 |
| Refrigeration — Necessities — Ice Plants — Natural Ice — Chilling — Quantity Refrigeration to Provide — Space Per Ton Machine — Machinery Per Head — For Cooled Meats — Ice Computation — Compressor Capacity — Chilling Lard — Summary Computations — Low Temperature Brine System. | |
| CHAPTER VI. | |
| Power Plant Requirement | 52 |
| Steam Making Equipment — Uses of Pumps — Types of Pumps — Pumps for Brine — Water Supply — Pumps for Wells — Water Distribution Systems — Pumps for Boiler Feeding — Heating Boiler Feed Water — Wells — Cooling Towers — Economizers — Superheaters — Steam Engines — Exhaust Steam — Advice as to Exhaust Steam — Boilers — Conclusion. | |
| CHAPTER VII. | |
| Coolers | 60 |
| Meat Chilling — Dividing Beef Coolers — Regular Temperatures — Main Cooler — Handling Beef — Fore-Cooler — Heavy Cattle — Domestic Beef — Trimming of Beef — Skirt Trimming — Ribbing Beef — Freezing Beef — Loading Beef — Weighing and Tagging — Care of Coolers — Mutton and Veal — Chilling Hogs — Cellars — Freezing Meat. | |
| CHAPTER VIII.[viii] | |
| Warehouses | 70 |
| Warehouse Design — Floor Area — Fire Proof Buildings — Floor Construction — Coolers — Fan and Ventilation — Spray System — Galvanized Sheet Iron Pipes — Coil Rooms — Quantity of Pipe — Method of Erecting — Life of Pipe — Cellar Ceiling Suspension — Ratio of Piping — Defrosting — Gardner Curtain System — Direct Expansion Piping — Chill-Room Bunkers — Low Temperature Brine System — Freezer and Storage Buildings. | |
| CHAPTER IX. | |
| Slaughtering Cattle | 92 |
| Receiving Live Stock — Watering — Driving Cattle — Knocking Cattle — Sticking — Heading — Pritch Sticks — Foot Skinning — Ripping and Leg Breaking — Flooring Cattle — Breast Sawing — Fell Cutting — Rumping — Beef Spreaders — Fell Beating — Gutting — Backing — Tail Sawing — Splitting — Splitting Cleavers — Clearing Out and Hide Dropping — Neck Splitting — Bruise Trimming — Skirt Trimming — Washing Cattle — Fountain Brushes — Dressing Cattle — Conveyors. | |
| CHAPTER X. | |
| Dressing Yields and Cattle Cutting | 106 |
| Yields of Cattle — Yield from Twenty-two Native Cattle — Yield from Fifty-nine Texas Cattle — Yield from Twenty Heavy Cattle — Yield from Thirty-four Cattle — Percentage of Various Cuts — Beef Cuts — Diagram of Cutting — Grading — Loins — Ribs — Rounds — Chucks — Plates, Shanks and Flanks — Barreled Beef. | |
| CHAPTER XI. | |
| Hides and Pelts | 126 |
| Green Hides — Condition — Scores — Prod Pole Damage — Clean Floors — Leather Yields — Pattern — Proper Storage for Hides — Grading — Grubs in Hides — Salt to Be Used — Building of Packs of Hides — Trimming of Green Hides — Switches — Shrinkage of Hides — Sheep Pelts. | |
| CHAPTER XII.[ix] | |
| Oleo Oil and Stearine | 136 |
| Fats — Origin of Butterine — Oleo Oil — Oleo Fats — Selection and Care — Cleanliness and Collection — Chilling Fat — Cooling Water — Melting — Settling the Oil — Clarifiers — Scrap Vat — Seeding or Graining Oil — Press Room — Collecting Oil — Oil Receivers — Temperature of Oil Drawn to Tierce — Stearine — Oil House Yields — Grading Fats — Tests on Oil Fats — Butcher Fats — Mutton Fat — Oil Selection — Oil House Operation. | |
| CHAPTER XIII. | |
| Bone Department | 159 |
| Bone Department — Hard Bone — Glue Bone — Bone Products — Horns — Manufactured Articles — Skulls — Test Yield from Skulls and Feet — Buttocks and Thighs — Blades and Ribs — Drying — Crushed Bone — Grinding Bone — Neats Foot Oil Storage — Neats Foot Oil Purifier — Yield Tests. | |
| CHAPTER XIV. | |
| Tank House Department | 170 |
| Tank House Design — Isolation and Ventilation — Separation of Press Room — Digesters — Rendering Tank — Surface Box — Press and Pump — Cooking Killing Stock — Operating Tank Blow Off — Pressing Tankage — Treatment of Lard and Tallow — Titer in Tallow and Lard — Steam for Cooking — Cooking Tests — Operating Odorless — Tests — Catch Basin. | |
| CHAPTER XV. | |
| Tank Water | 189 |
| Soil Fertility — Animal Feeding — Tank Water — Separation of Solids — Collecting Grease — Testing Tank Water — Evaporating Tank Water — Description of Apparatus — Cleaning Evaporators — Table of Boiling Points — Testing Stick — Copperas in Water to Evaporate — Solids in Water — Drying Stick — Value of Tankage — Quantity of Tank Water — Cost of Evaporating. | |
| CHAPTER XVI.[x] | |
| Fertilizer | 201 |
| Fertilizer — Blood — Receiving Tank — Cooking — Pressing — Purity — Storing — Quick Handling — Tankage — Quotations and Value — Grease — Influence of Stick — Digester Tankage — Slime — Dryers — Drying — Expense for Drying — Commercial Fertilizer — State Regulations — Mixing Materials — Conversion Factors. | |
| CHAPTER XVII. | |
| Casings | 208 |
| Description of Beef Casings — Round Casings, How Made — Selection of Round Casings — Export Casings — Domestic Rounds — Beef Middles — Turning and Sliming — Inspection and Measuring — Beef Bungs — Bung Gut Skins — Beef Bladders — Beef Weasands — Packages — Salt — Cleanliness — Water Temperature — Machines for Casings — Hog Casings — Small Casings. | |
| CHAPTER XVIII. | |
| Beef Miscellany | 217 |
| Beef Miscellaneous — Livers — Sweetbreads — Beef Hearts — Tails — Weasand Meat — Beef Tongues — Washing — Hanging — Trimming — Curing — Freezing — Surplus Rounds — Stripping Beef Hams — Formulas for Curing — Smoking — Tests — Glass Jar Beef — Beef Trimmings — Barrel Beef — Tripe — Cleaning Tripe — Pickling — Cost of Production. | |
| CHAPTER XIX. | |
| Sheep and Calves | 229 |
| Increased Production of Sheep — Penning — Dressing by Piece Method — String Gang — Sheep Ring — Sheep Dressing — Legging — Pelting — Methods of Finishing — Washing and Its Effect — Chilling — Lamb Tongues — Pickled Lamb Tongues — Lamb Tongue Tests — Slaughtering Calves — Heads and Feet. | |
| CHAPTER XX.[xi] | |
| Hog Slaughtering | 251 |
| Historical — Investment — Hog Yarding — Hog Dressing — Hoisting — Sticking — Neck Washing — Scalding — Scraping Machines — Hand Scraping — Cleaning Bodies — Ham Facing and Cutting — Leaf Lard — Splitting — Washing — Drying — Care in Chill Rooms — Open Air Hanging — Chilling Necessities — Shrinkage in Chill Room — Hog By-Products — Heads — Plucks — Paunches — Entrail Fat. | |
| CHAPTER XXI. | |
| Pork Cuttings | 266 |
| Hog Cutting — Variety and Classes of Hogs — Cutting Floor — Pork Cuts — Hams — Side Meats — Bellies — Backs — Loins — Shoulders — Butts and Plates — Percentage of Yield — Change Cuts One Side — Test on Five Sides — Complete Cutting Test. | |
| CHAPTER XXII. | |
| Curing Meats | 311 |
| Curing Cellars — Hams and Their Treatment — Wilder Hams — Shoulder Meats — Bellies — Overhauling Meats — Fancy Bacon — Shipping Ages — Second Pickle — Dry Salt Meats — Curing Dry Salt Meats — Smoking Dry Salt Meats — Barreled Pork — Curing Barreled Pork — English Meats — Pigs Feet — Pigs Tongues — Pigs Snouts. | |
| CHAPTER XXIII. | |
| Lard, Compound and Greases | 340 |
| Historical — Quantity and Quality — Neutral Lard — Kettle Rendered Lard — Prime Steam Lard — Refined Lard — Bleaching Lard — Filter Press — Lard Roll — Lard Packing — Compound Lard — Cottonseed Oil — Refining Crude Oil — Deodorizing Cottonseed Oil — Pressing Temperatures — Lard Oil — Treatment for Lard Grease. | |
| CHAPTER XXIV.[xii] | |
| Smoke House | 364 |
| Smoking Meats — Nomenclature — Soaking — Smoking — Gas Smoking — Temperatures — Treatment After Smoking — Trolley System — Canvassed Meats — Shrinkage — Wrapping — White Wash — Dried Beef — Packages — Skipper Fly. | |
| CHAPTER XXV. | |
| Domestic Sausage | 372 |
| Meats and Handling — Arrangement of Department — Curing Meats — Cooler for Ground Meats — Grinding and Stuffing Room — Smoke House — Cook Room — Dry Hanging Room — Cooler — Smoking Temperature — Cooking Time — Shrinkages — Pickle-Cured Products — Dry-Cured Meats — Packing — Casings and Spices — Sausage Cereals — Sausage Formulas — Bologna Varnish — Boiled Ham. | |
| CHAPTER XXVI. | |
| Dried Sausage | 399 |
| Summer Sausage — Preservatives — Cooling Room — Stuffing — Hanging Room — Smoke House — Dry Room Treatment — Dry Room Caution — Shipping Ages — Storage — Preparation of Casings — Trimming Meats — Formulas for Sausage. | |
| CHAPTER XXVII. | |
| Butterine | 420 |
| Ingredients — Colors — Equipment — Rooms — Arrangement — Testing Milk — Acidity — Milk in Butterine — Reasons for Culture — Cream Ripeness — Water vs. Brine — Milk Not Pasteurized — Preparatory Culture — Starters — Cultivating the Milk — Low Grade Butterine — Graining — Working the Butterine — Butterine Packing — High-Grade Butterine — Cleanliness — Use of Color — Formulas — Costs of Butterine. | |
| CHAPTER XXVIII.[xiii] | |
| Boxes and Cooperage | 440 |
| Specifications for Boxes — Cooperage Specifications — Government Specifications for Packages — Refrigerator Boxes. | |
| CHAPTER XXIX. | |
| Departmental Accounting | 453 |
| Departmental Accounting — Expense Accounts — Departments — Purchases — Inventories — Store Accounts — Labor Charged to Departments and Sub-Divisions — General Principles. | |
[xiv]
VIEW OF UNION STOCK YARDS, CHICAGO, SHOWING HORSE MARKET AT LEFT AND EXCHANGE BUILDING AT RIGHT.
[xv]
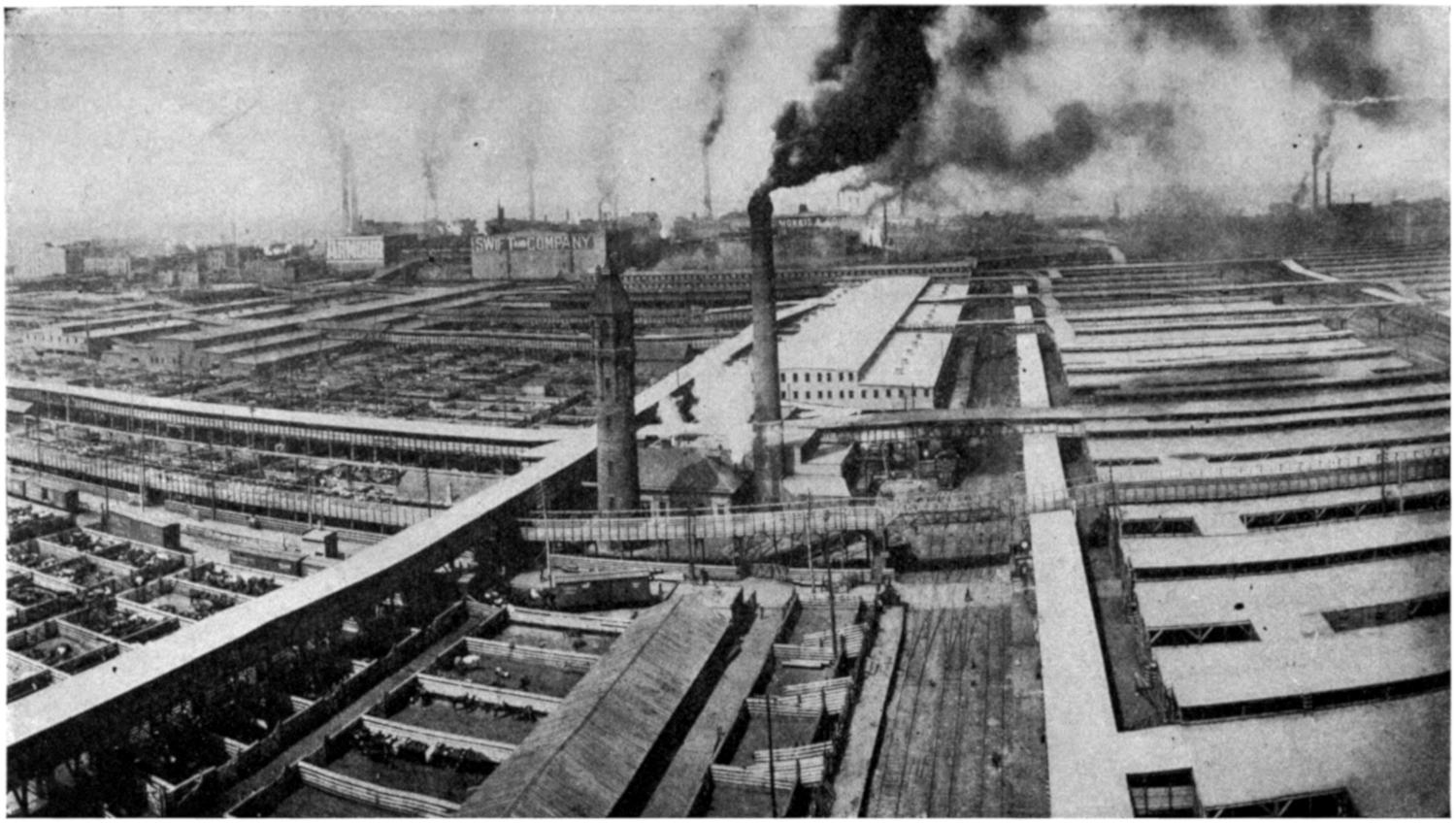
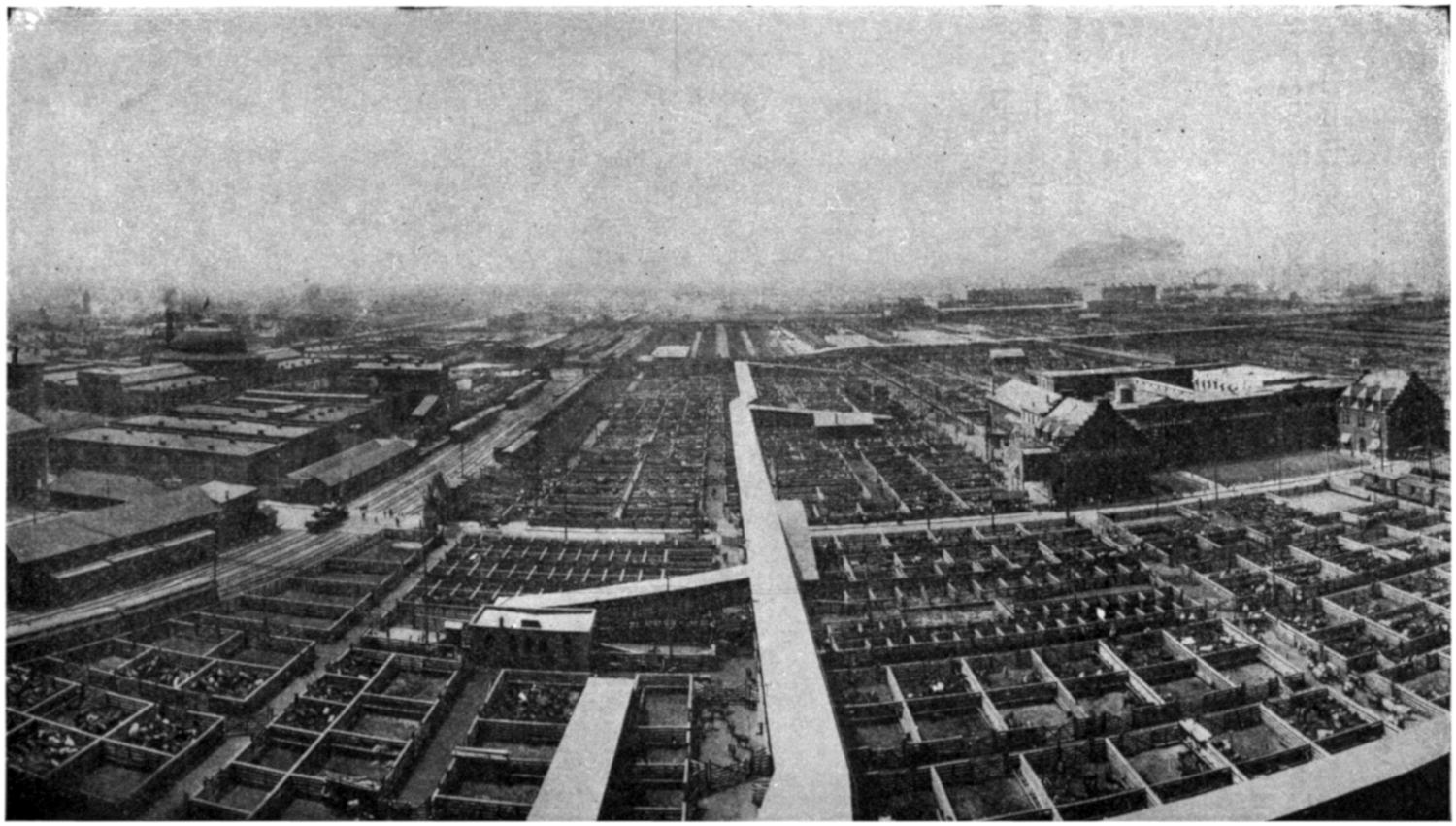
GENERAL VIEW OF UNION STOCK YARDS, CHICAGO, SHOWING PACKING HOUSES IN THE DISTANCE.
[xvi]
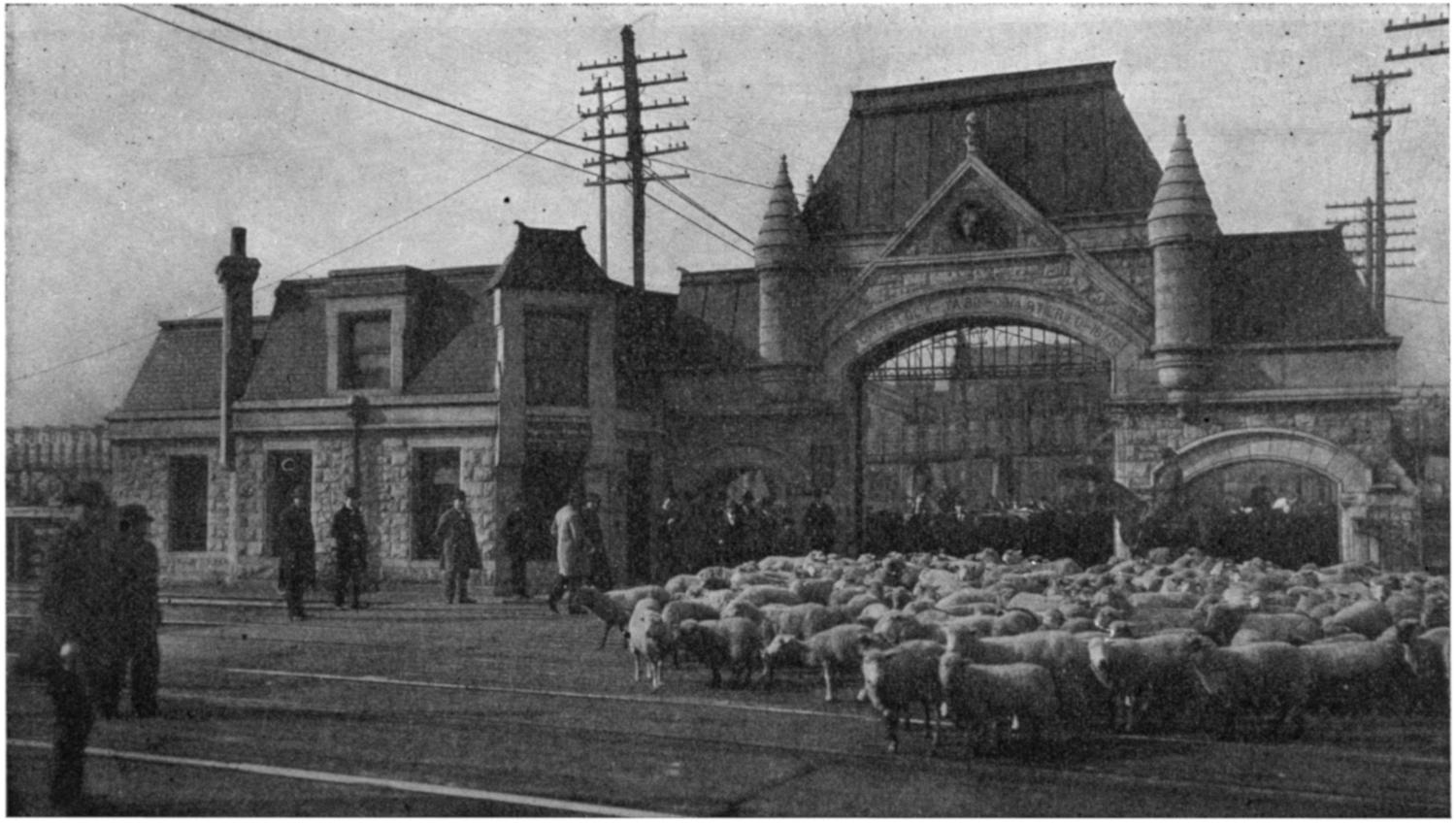
ENTRANCE TO THE UNION STOCK YARDS, CHICAGO, U. S. A.
[1]
Introduction and Growth — Concentration — Early Methods — Yankee Ingenuity — Chicago Yards — Movement Westward — Economic Factors — Saving By-Products — Pioneer’s Troubles — Using Box Cars — Using Refrigerator Cars — Chilling Rooms — Mechanical Refrigeration — Freezing Meats — Overseas Shipments.
—Few industries in the United States have shown such rapid growth as has the packing house business. The modern packing house, as it exists today, may be said to be less than forty years old since its inception. One naturally inquires the causes which led to the growth of this industry to its present proportions in so short a time, ranking practically fifth in importance among the industries of the United States. The main factor which has been instrumental in the consummation of this immense growth is concentration—coupled with—conservation.
—Concentration permits the manipulation of by-products, creating useful and valuable materials saleable in themselves and tending to reduce the commercial cost of the edible portion of the animal. Conservation in the saving of all parts of the animal to their best uses.
—Before the modern packing house was established the method in vogue was to either ship by car or drive live stock to the point of consumption, where it was slaughtered and put on the market in a crude and expensive way compared with the methods of to-day. In the evolution of the business the first step toward making the modern packing house was the concentration of live stock at a few markets where it was offered for sale. Prior to that time it would have[2] been impossible for any one point to obtain sufficient stock to much more than supply its local demands, and surely not enough to supply a modern establishment.
—In the United States during the early days of the live stock market, buyers purchased their supplies where they best could, and shipped them alive to the places where the animals were to be consumed. At this point “Yankee” ingenuity interceded and devised the opposite plan, viz: that of shipping the live stock to a few central points and there changing it to dressed meats, which were shipped to the consuming markets. The development of this plan inaugurated a new line of business now recognized as one of the most important of modern industries—central stock yards and packing house centers.
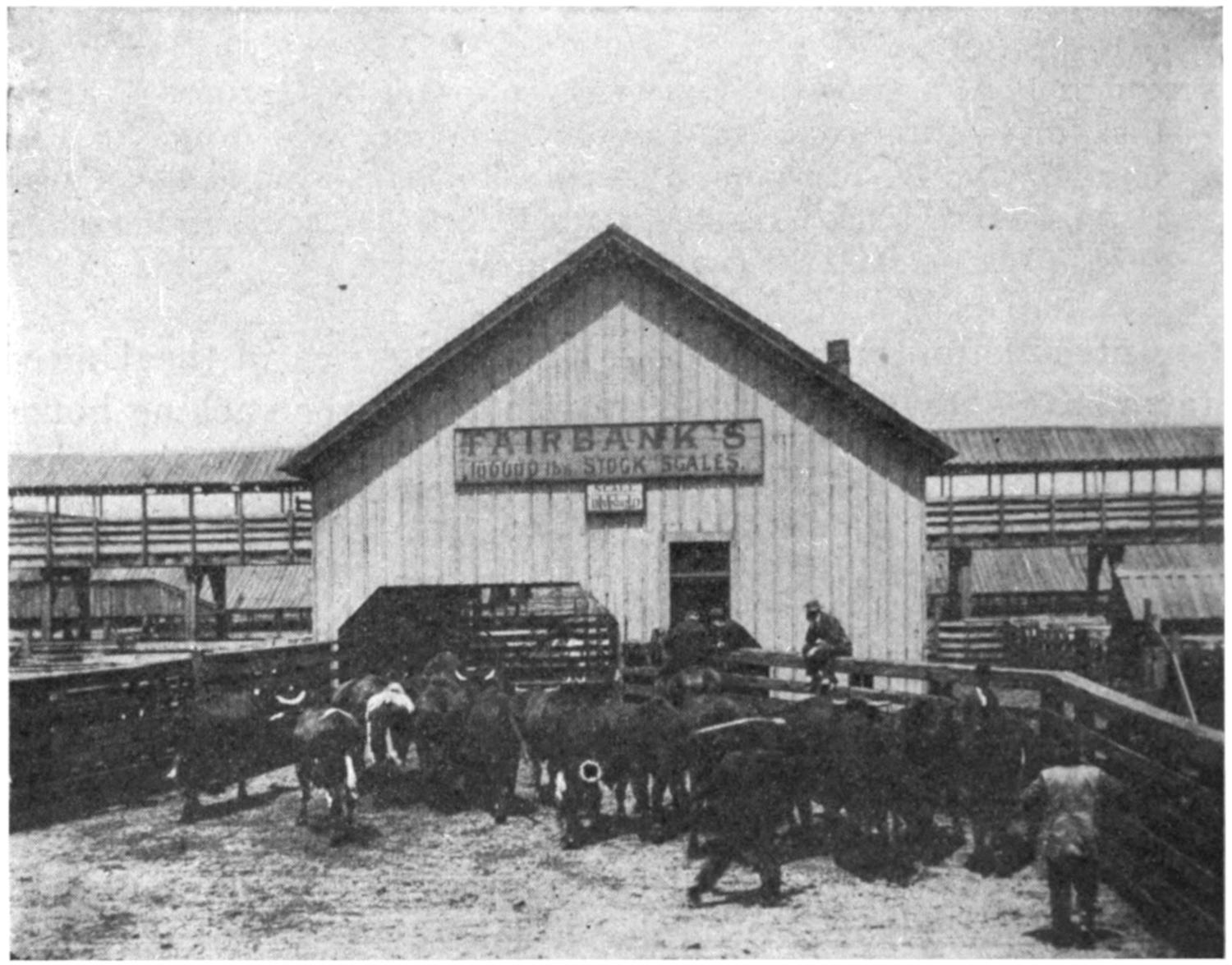
FIG. 1.—LIVE STOCK GOING TO SCALE, UNION STOCK YARDS, CHICAGO.
—One of the first and largest of these central live stock depots to be established was the Union Stock Yards, Chicago, Ill., U. S. A., where are located the largest slaughter houses. Views of these great yards are[3] shown. Fig. 1 shows one of the places where live stock is passed to the scales and weighed prior to delivery to the purchaser; Fig. 2, a view of the live stock pens and an alleyway on a busy day; Fig. 3, a view of a pen containing choice yearling cattle, and Fig. 4, one containing a bunch of choice Polled-Angus cattle. These views are typical of many markets now established throughout the United States and where the business is conducted upon a parallel basis.
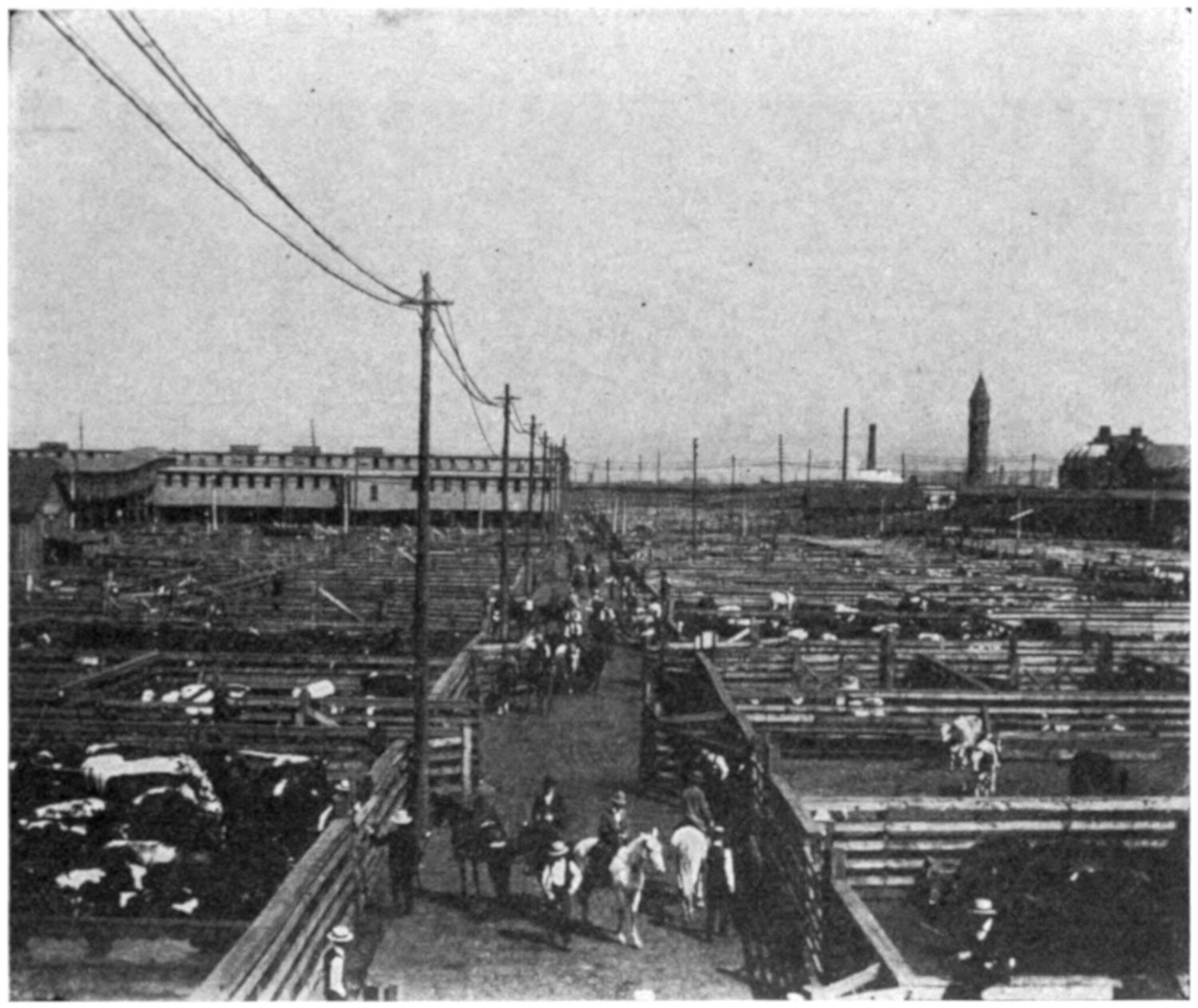
FIG. 2.—A BUSY ALLEY, UNION STOCK YARDS, CHICAGO.
—Many factors and conditions contributed to the possibility of the modern packing plant. The feature of slaughtering the cattle near to the point of growth lessened the shrinkage and abuse of the animal and its resulting food product. There are many of the conditions that might be gone into in detail but which are now of no consequence. However, among the conditions that made the business possible was the fact that on the vast plains of the west, innumerable cattle were being raised at a minimum cost,[4] with but little local sale, whereas in the thickly settled east, in the manufacturing districts, a ready market was found for the beef.
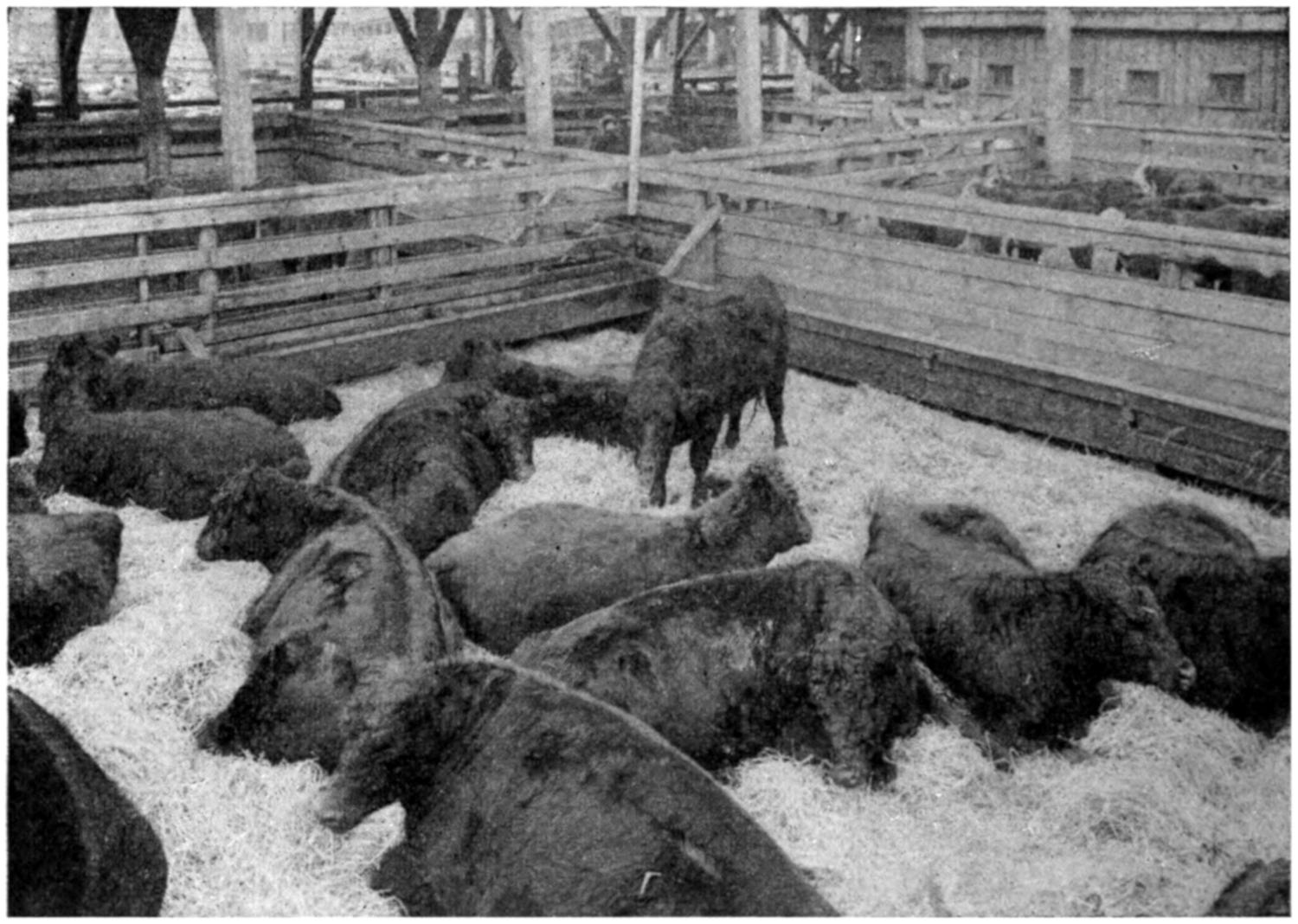
FIG. 3.—PEN CONTAINING CHOICE YEARLING CATTLE.
—Economic conditions make the raising of live stock, in juxtaposition to the production of grain, a fixed fact. And apparently the nearer to the source of supply the animal is slaughtered the less deterioration in the product, animal and meat considered together. The packing business of this country would practically be impossible in older countries that are thickly settled, as the cost of raising live stock would be actually about the same in all parts, and the cost of shipping from one point to another would only add to the original cost. With the lower cost of raising the animal on low value land, the eastern farmer with his high priced land was unable to compete, hence the practice of raising live stock in the west and consuming it in the east; and the concentration of live stock at the large markets, with the improved devices, has made the business a possibility, and[5] the money and energy expended in adopting the best methods has caused its growth to its present magnitude.
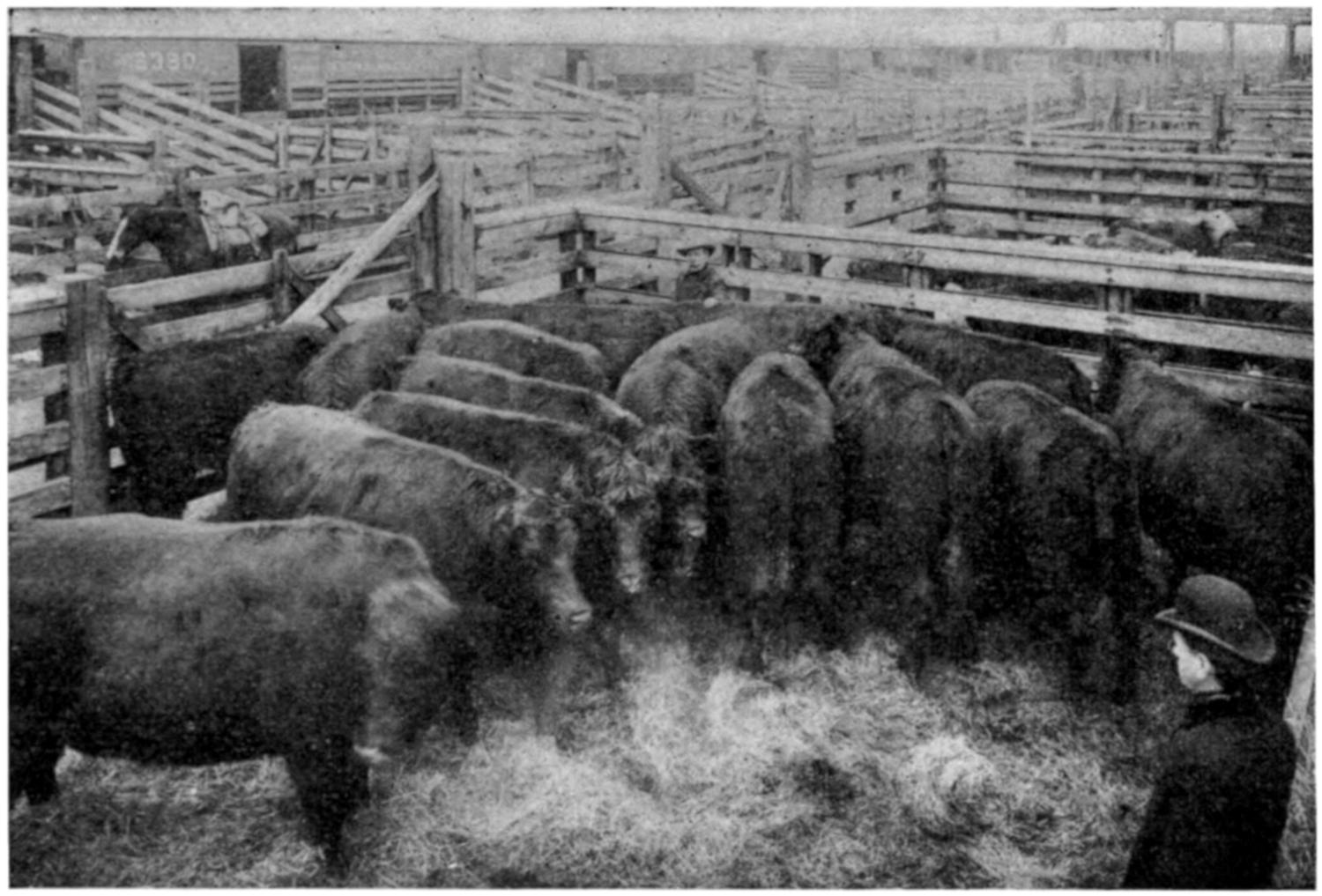
FIG. 4.—PEN CONTAINING CHOICE POLLED-ANGUS CATTLE.
—Another important feature adding to the growth of this industry, is the saving effected by utilizing the by-products. When animals were killed promiscuously throughout the country this was impossible, for a man killing a few at some local point could not save the by-products, consequently they were lost. Neither could the small killer afford the necessary appliances with which to turn the material out economically and compete with business on a large scale, any more than the ancient cobbler sitting at his bench, could afford the labor-saving machines and devices which are seen in modern shoe factories. The general health of the public has been served by having their meats properly inspected and delivered in a much better condition than they could be at the time when the animal was killed and the meat consumed without it being properly chilled. That the meat is delivered to the consumer in a more palatable condition than it was formerly is generally conceded by all. Foreigners who visit this country are invariably impressed with the superior meats[6] with which they are served, due to the process in chilling, and the age at the time of consumption.
The by-products which are saved in modern plants, which, under the older methods were almost entirely lost, have a good value. Heads and feet, for example, which were ordinarily thrown away, are to-day made up into various products, all of which have a value. The blood, fats and refuse, are turned into commercial commodities, and the saving of these different parts creates a profit in the business, a profit heretofore lost. Further details on this subject will be given in the chapters treating on by-products.
—When the pioneers of the business first broached the idea of killing cattle in Chicago and selling the dressed beef in the east it was considered wholly impracticable, and the people who started the business were looked upon as a “little queer.” There were many bitter experiences, in the way of financial losses before it was accomplished. Shipping perishable products long distances caused the loss of many thousands of dollars before the proper methods were discovered, but the beginners felt they were working along the right lines. Obstacles were overcome and to-day meats are delivered in eastern markets in a far better and a more healthful condition than they were ever offered to the public under the old methods from local abattoirs.
—In the early days of the concentrated cattle markets, fresh meat products were only shipped during the winter months and in a common or what is now known as a “box” car, as differentiated from a “refrigerator” car.
—The next step was the use of ice in the car and from this to the “refrigerator” car. This type of car with the improved dispatch service offered by the railways, made the business of shipping freshly dressed beef to any part of the country feasible.
—Notably and most essential was the development of a chilling department in which the slaughtered animal could be properly chilled. This is now a matter of such common occurrence that but little consideration is given the subject. However, in the days when ice was used, and before the introduction of mechanical refrigeration it was a matter of large consequence.
[7]
—Mechanical refrigeration, and this alone, has made it possible to properly cool meats for shipment to remote points as fresh meats, or to properly prepare them for curing, and to preserve them after curing beyond a comparatively limited time. Mechanical refrigeration made possible the equipping of ships for the transportation of meats under refrigeration from any point to any market on the globe.
—The freezing of meats such as beef and poultry, and holding them to a desirable season has rapidly become an important factor in packing house work. Not only beef, poultry, butter and other food products are accumulated, but pork cuts, such as hams, shoulders, bellies, etc., are frozen and carried indefinitely or until it appears desirable to thaw and cure them.
—A contributing feature to the development of the packing house business, was the overseas shipment of meats. In the early part of the decade 1900-1910 a very large business in fresh beef was conducted between the United States and England. At the outset it was considered an impossibility, but by the most careful and detailed attention and the utilization of modern methods, it was found possible to kill cattle or sheep in the hottest months of the year at interior points in the United States, ship the meats in refrigerator cars to the seaboard, transfer into refrigerated rooms on the steamers and thence to England, the meat being sometimes four or five weeks en route from the abattoir where the animal was killed, to the place where the meat finally reached the consumer. Even though the English authorities gave it the most critical examination, it was found in proper state for consumption. In the same manner vast quantities of meat is finding its way from South America to the European markets, most of it shipped “chilled,” not frozen. For a time the United States furnished the largest part of the fresh meat consumed in England. It is true that for many years we have supplied foreign markets with cured and canned meats, but the fresh meat trade in England is a business developed within a comparatively few years and it grew to magnitude. However, owing to our growth, increasing home[8] demands, and the changed economic conditions, this business dwindled in the last decade so that on beef it was practically gone, except that during the European war owing to prevailing conditions, it was revived for a time at least. The pre-eminence of the United States pork products, however, is everywhere recognized and until new corn producing lands are developed and utilized, the corn and the pig supply for the world will be that part of the United States west of the Alleghany mountains and east of the Rocky mountains.
[9]
Location — Water Supply — Sewage — Odors and Prevailing Winds — Cleanliness — Designs and Errors — Character of Business — Requirements — Principles of Design.
—Location is a moderate sized word with a vast meaning. It has two definitions as applied to meat packing houses.
—Location as to a live stock supply. Pioneers in foreign lands looking for a cheap supply must take into consideration the quantity immediately available, the probabilities based upon feeding, climate, natural enemies—beast and bug—and the ambition of the people to produce as well as their ability to produce.
Sometimes an apparent supply is at hand but a searching investigation will show that it is an accumulated surplus, soon exhausted, with a resultant dearth. In the case of cattle, a supply cannot be created in a day but by persistent effort and in several generations of human life.
Transportation by trooping and by train, or the ability of the cattle to withstand the first or the ability of the railways to handle for want of facilities, are at times matters of much consequence.
—Location as applied to a position for operating, applicable to domestic or foreign works. There are several items of prime importance to be considered in selecting a location from this standpoint. In many instances a plant is established near a locality producing a sufficient quality of live stock suitable for a certain purpose, for example pigs suitable for export trade. In some instances the selection of a location is made for trade reasons, or to be adjacent to a stock yards; and in instances[10] because property is owned in a certain locality. Where situation can be of choice, the matters for most serious consideration are sewage disposal, water supply, prevailing winds and transportation facilities.
—This is of great consequence. The quantity to be used for condensing purposes, refrigerating machinery operation, for cleansing, and in the regular course of business, is a very large amount, and if purchased from water supply corporations or municipalities, at prevailing rates, become a burdensome item of expense. The principal use for water can be classified under three headings:
—This naturally will be selected from available sources based upon fitness, irrespective of cost.
—First, for refrigerating machinery ammonia condensing and for steam engine condensing, in conjunction with the production of power and operating steam engines on refrigerating equipment. For this purpose cold water is desirable. If it can be obtained from wells it is the best practice, owing to such water usually being of low temperature. However, the cost of production must be considered, and that calls for engineering knowledge as to relative conditions. Usually, unless the surface water be in large quantity and available from a stream, the wells prove economical unless the water must be raised from great depths involving air lift pumping. There are instances, however, where turbidity makes water from streams undesirable and where well water is unobtainable, and in instances of this kind use of settling basins, reservoirs and cooling towers is resorted to.
—The water for cleansing purposes, for food products, fats and premises, should be clean and free from contamination that render it unfit for potable uses.
—The question of sewage disposal from a packing house is of more consequence than the water supply, which is usually determined by the relative cost. The former is a matter of disposition. No matter how carefully the refuse from the slaughtered animal is collected for passing through the rendering department, or how carefully the waters from cooking are collected for evaporation, quite large quantities[11] of nitrogenous particles and many substances which are more cheaply disposed of by the way of the sewers, ultimately reach them. If the refuse finds its way to a rapidly flowing stream, it is taken care of by bacterial action, but if discharged into a dry stream or pool, or to a sewage disposal plant, it becomes a serious burden that sooner or later reverts to the packer.
—Naturally to minimize the distance of transport to stations for shipping or delivery to the consumer, or to be near to a supply of labor, every manufacturer is desirous of locating his works near to a city or on its outskirts, if not at a commercial stock yards. Where the latter are of comparatively large consequence to a community, the odors arising are usually considered a “necessary evil” and the packing plant as a part of that.
No matter how carefully the plant may be operated, if the full commercial value is taken out of all products there are some departments in which it is difficult to abate the smells, and if the prevailing winds are towards a residence district, it is likely to cause disturbance. This statement can be qualified, however, because it is a fact that plants can be designed and can be operated so as to be kept within proper bounds and be of no more nuisance than the handling of the live animals, but it will always be well for the prospective packer to recognize that he would not care to live on the premises, nor will his neighbor appreciate his works any more than he. A packing house properly belongs to a district at a reasonable distance from residence property, and where the prevailing winds are not toward the residence district.
—The features contributing most to the operation of a plant so as to avoid it becoming noisome is that of cleanliness, first, last and always; ample equipment to promptly dispose of all by-products, and to do it promptly.
—The location disposed of, the design and construction is a problem that cannot have too careful consideration. There are two grievous errors that may creep in; overbuilding and under building. Overbuilding recognizes the construction of a plant too large for present needs, thereby making the capital investment too large for the business to be done, and sometimes resulting in the handicap of insufficient[12] monies for plant operation with all the difficulties entailed. Under building, failing to recognize the growth that might occur and failing to so arrange that the growth can be made in a way that keeps the plant in balance and makes for economical operation. Either condition may lead to regrets.
—At this point comes the consideration of the character of the business to be conducted and the proportioning of departments one to another suitably. For instance, in a beef shipping plant for fresh beef the coolers may have a hanging capacity equal to at least three times the daily slaughtering capacity, while at some market points the ratio may be ten times. Whereas, at a freezing plant it becomes a question of room to accumulate a cargo dependent upon transport facilities.
—The requirements in the various localities, as to arrangement of departments; to comply with sanitary necessities as to light and ventilation, and the classes of materials required in construction, are changing from time to time and no set rule can be made, but these are axiomatic:
(1) Products prepared for food purposes must be quickly and thoroughly isolated from non-edible products.
(2) All departments should, so far as possible, be maintained in separate buildings.
(3) Building materials should, so far as possible, be non-absorbent.
(4) Light and air should be arranged for in plenty.
(5) The question of movement of product to minimize labor should be given proper attention. In the building of a packing house it is only within the last few years that this matter has been studied from the standpoint of obtaining the best results at the least expenditure for operating.
(6) Formerly it was considered proper to build the killing house and coolers on the ground level, excavating a cellar for the storage of some of the products; the power house, tank rooms and other buildings for the disposition of by-products were placed without reference to economy in operation. Experience has proven that it is economical to slaughter animals on the upper floor of a building, and instead of spreading out on the ground and covering a large area as[13] formerly, to build higher over a smaller area. With a proper incline the animals will walk to an elevation of 50 or 60 feet without detriment to their condition, and it is much cheaper to do this than to kill them on the ground level and elevate the products, or to convey or transport them to distant buildings on the same level.
(7) The use of gravity is recognized as a proper procedure in all departments from a low labor cost standpoint. The locating of the buildings, one to another; to minimize the transferring of products; and the grouping of products as to convenience in shipping by wagon, by car or by boat, as the case may require, are also important.
(8) Very important is the question of grouping cold storage departments so as to minimize the wall space and exposure from radiation; likewise the concentration of buildings requiring heat to avoid the loss of fuel by reason of long steam lines, and radiation which can not be prevented.
—The crux of the plant appears to be the slaughtering department for it is here the work begins and from this source radiates the various parts for disposal. One well-known and successful designer works with the idea of beginning at the rendering department, and establishing the tops of the rendering tanks, or digestors, on a level with the viscera separating floor, from which the refuse is readily transported without the use of elevator or lift service.
The slaughtering floor is naturally above this level, and all other departments disposed to meet the various needs. Obviously there being so many controlling factors, no examples can be set out to meet all conditions. There follows however, a ground plan and sectional view of several plants of varying sizes with descriptive data.
[14]
Description of Plants — Plant No. 1 — Plant No. 2 — Plant No. 3 — Plant No. 4 — Type of Plant — Loading Facilities — Producing Department — Abbatoir Building — Rendering Building — Live Stock — Icing Department — Cooler Building — Pork House — Manufacturing Building — Salt Spaces — Power Department — Gravity System — How to Build — Fireproof Design — Advantages — Slow Burning Construction — Approval of Plans.
—This chapter is devoted to a description of several types of plants.
—A moderate sized beef, mutton, and pork producing plant capable of slaughtering six hundred cattle, fifteen hundred sheep and fifteen hundred hogs daily, and taking care of the products of manufacture resulting therefrom. This design was developed upon the principle of gravity for movement of products with as little use of elevators as possible; the avoidance of excessive use of mechanical conveyors and contrivances; the grouping of buildings intended for hot or cold temperatures; economy of operation, and for minimum car movement.
—The general arrangement provides for wagon and dray loading facilities fronting the main thoroughfare. The garage and office are at the left and right sides of the court. Three tracks are situated between the two groups of buildings to take care of the car loading. Usually the refrigerated products are loaded upon the east track, and non-refrigerated products, such as hides and bones, and the oleo department products, upon the west track. The intermediate track is used for the storing of cars. By use of the connecting[15] platform at the south end either kind of cars can be loaded on either track. A separate non-interfering railroad spur is provided for unloading coal, and cotton seed oil, and for loading tallow, while a distinct track is provided for loading cars of dry salt meats from the pork warehouse.
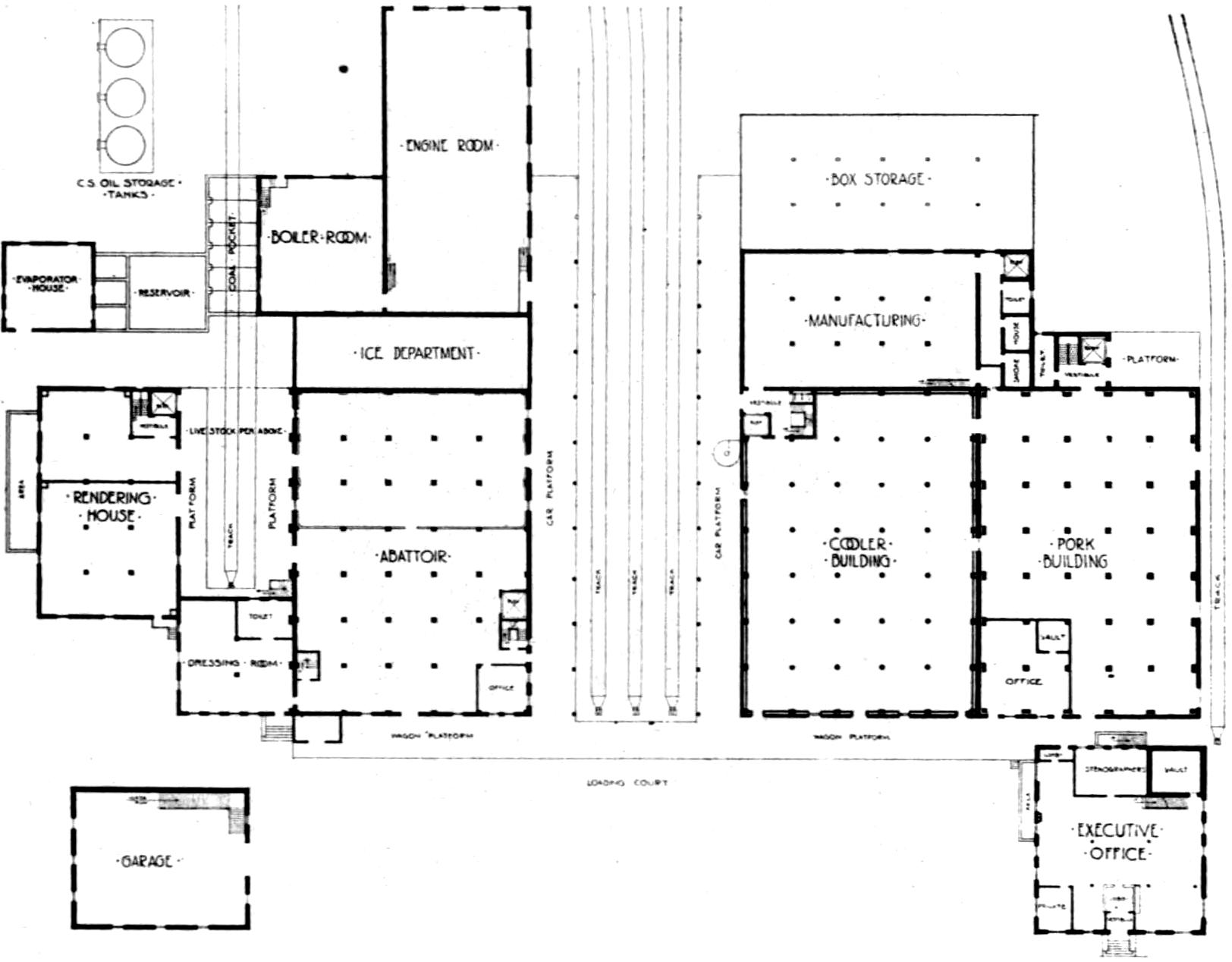
FIG. 5.—PLANT NO. 1, MODERATE SIZE PACKING HOUSE.
—The abattoir is made the center of distribution, with the refrigerated buildings and departments directly communicative, situated nearby. The rendering and manufacturing departments—users of steam and power—are grouped near to the abattoir and to the power plant, while the buildings requiring refrigeration are grouped together and isolated from the manufacturing buildings. The stock pens connected with the plant are to the left of the manufacturing groups, but are not shown on the plan.
—This building, six stories high, is given over to the following uses: Fourth floor, slaughtering; third floor, treatment, separation and cooking of by-products and manufacture of casings; second floor, oleo oil manufacturing; first floor, oleo oil storage, and shipping purposes; basement and sub-basement, storage of tallow and curing of hides.
[16]
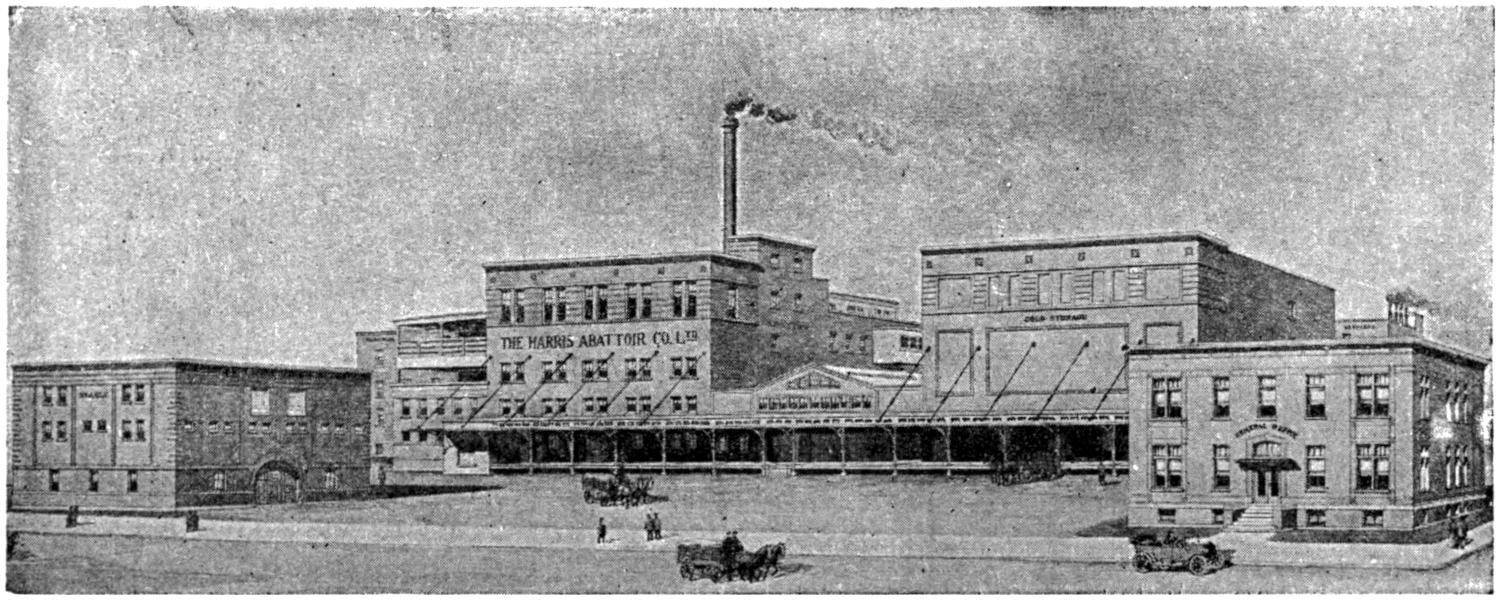
FIG. 6.—EXTERIOR VIEW BEEF, SHEEP AND PORK PLANT.
[17]
—Divided into two sections and separated by partitions, one side is used for the refining of cotton seed oil and the manufacture of edible tallows; the other side for cooking blood and rendering inedible tallows. The floors are used as follows: Second floor, level with viscera separating floor in abattoir, from whence raw stock is trucked to the filling floor without requiring use of elevators for filling of tanks; first floor, tank bodies and receptacles for collection of tallow. The skimming vats to which the tank residue, after drawing off the tallows, is passed, are level with this floor, enabling the separation and floating of the tallow and its collection; basement for press room, and sub-basement for drying tankage. The tank water to be evaporated is collected and passed to a separate building for treatment and evaporation.
—The live stock pens are situated to the left of the rendering department extending north of the oil storage tanks from which position leads an incline, delivering the live stock into an elevated storage pen covering the area between the rendering house and the abattoir, and over the dressing room.
—Facilities for manufacturing ice for cooling cars are provided in the space directly north of the abattoir building. The three railroad tracks between the two groups of buildings are covered with a protecting shed, and from the bottom member of the trusses are suspended trolley rails for handling buckets of ice to be dumped into the tanks of the refrigerator cars.
—The dressed beef, mutton and pork is transferred via bridge with chain conveyors, carrying the carcasses from the slaughtering house floor to the cooling rooms situated upon the third floor of the cooler building. From this floor the carcasses are conveyed for storage purposes to the second and first floor, and from there they are passed to the cutting room, city sales department, or cars. The basement and sub-basement are used for curing beef and pork joints. The fourth floor of this building is set aside for freezing products which, after being frozen, are shipped for storage to other premises owned by the same company.
[18]
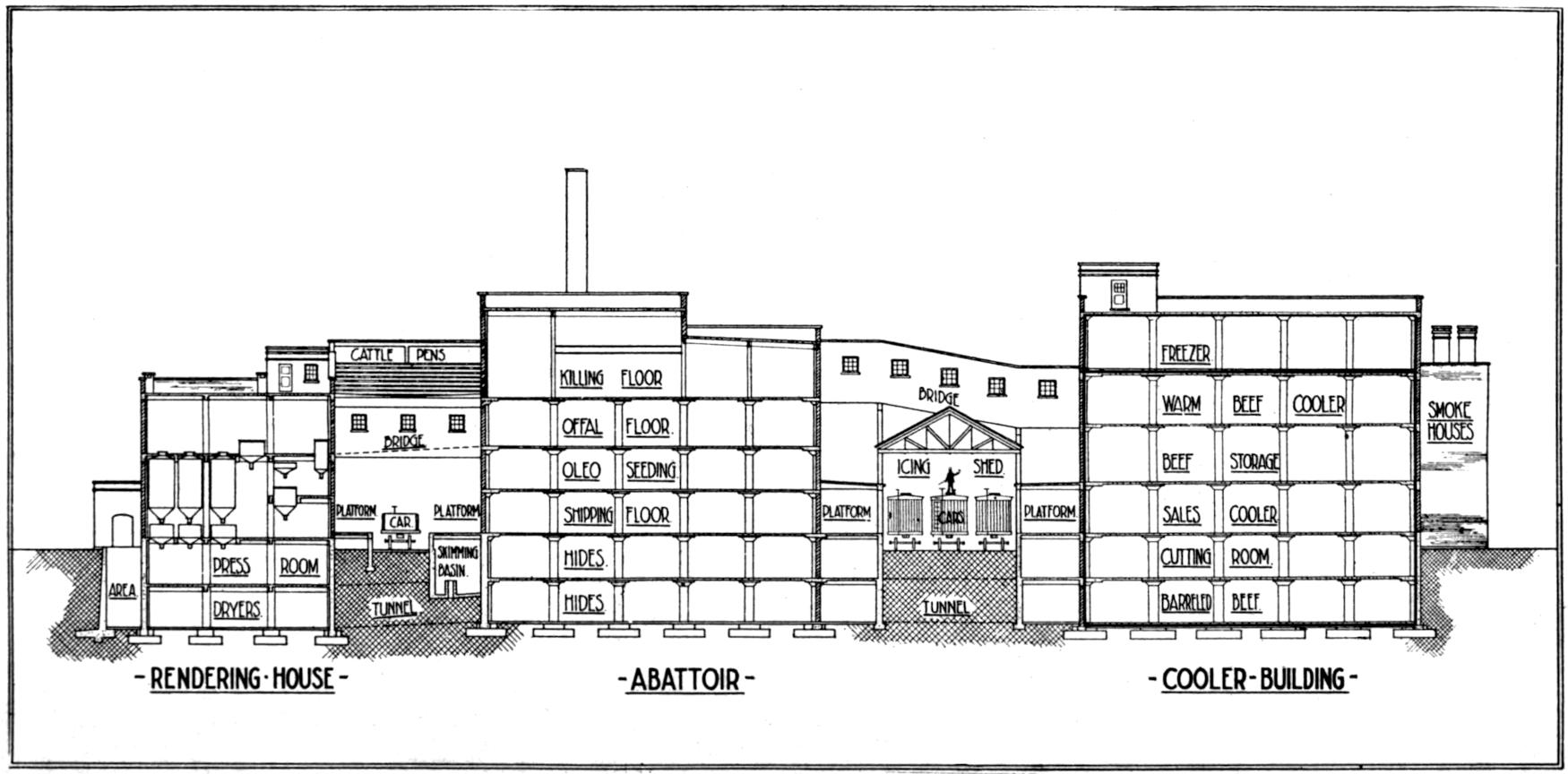
FIG. 7.—SECTIONAL VIEW INDICATING LEVELS AND COMPARATIVE LEVELS OF DEPARTMENT FLOORS.
[19]
—The fourth floor of the pork house is utilized for chilling hogs; the third for cutting them, and all floors below for curing purposes. Note, the arrangement whereby the pork house and the cooler building are each connected with the team-loading platform and also closely arranged for car loading.
—A manufacturing building given over to the production of sausage, smoked meats, lard and the packing and shipping of same is immediately north of the cooler and pork buildings, and connected thereto at all floors where necessary. The city shipping department has its allotted space on the ground floor of the cooler building and the products finished in the manufacturing building move south toward the team loading platforms.
—In this instance, but which rarely occurs, the city’s main sewer system is located at a deep level, which affords proper drainage and permitted the construction of two cellars. There are, therefore, two stories practically under ground. This is a decided advantage from the standpoint of radiation exposure, and it also affords an opportunity to provide salt storage and cooperage stowing spaces on two levels adjacent to the railroad tracks. It further provides a means for securing a connecting tunnel below the track level, thus providing facilities for a perfect interchange from all cellar departments. Of equal consequence is the opportunity to pass all pipes for water, steam and refrigeration, power and lighting wires, as well as products, from one department to another. This makes for a low upkeep cost, little exposure, less radiation and greatly reduces the annual upkeep.
—The boilers were placed on a floor level with the basement. The coal pocket into which coal is dropped extends to the sub-basement level, providing a comparatively large coal storage. At the sub-basement level are the ash collecting bins. From this level are provided elevators of the continuous bucket type for raising the coal and ashes to tanks provided for storage, from which the coal and ashes gravitate to the furnaces and disposal cars respectively.
The engine foundations extend to the sub-basement level, with the main engine situated upon the basement level. The pumps are located in part on the lower level. All pipes and wires leading to[20] the operating department are carried through the sub-basement, permitting the arrangement of all exhaust and steam piping beneath the engine room floor.
—Attention is called to the fact that in the rendering department, for example, the products in their steps of manufacture are handled by gravity entirely until the finished dried fertilizer is produced, which has to be elevated to the ground level for car shipment, or for wagon delivery. The same features are true of the abattoir, hides and tallow in casks only, requiring the use of elevators for shipment.
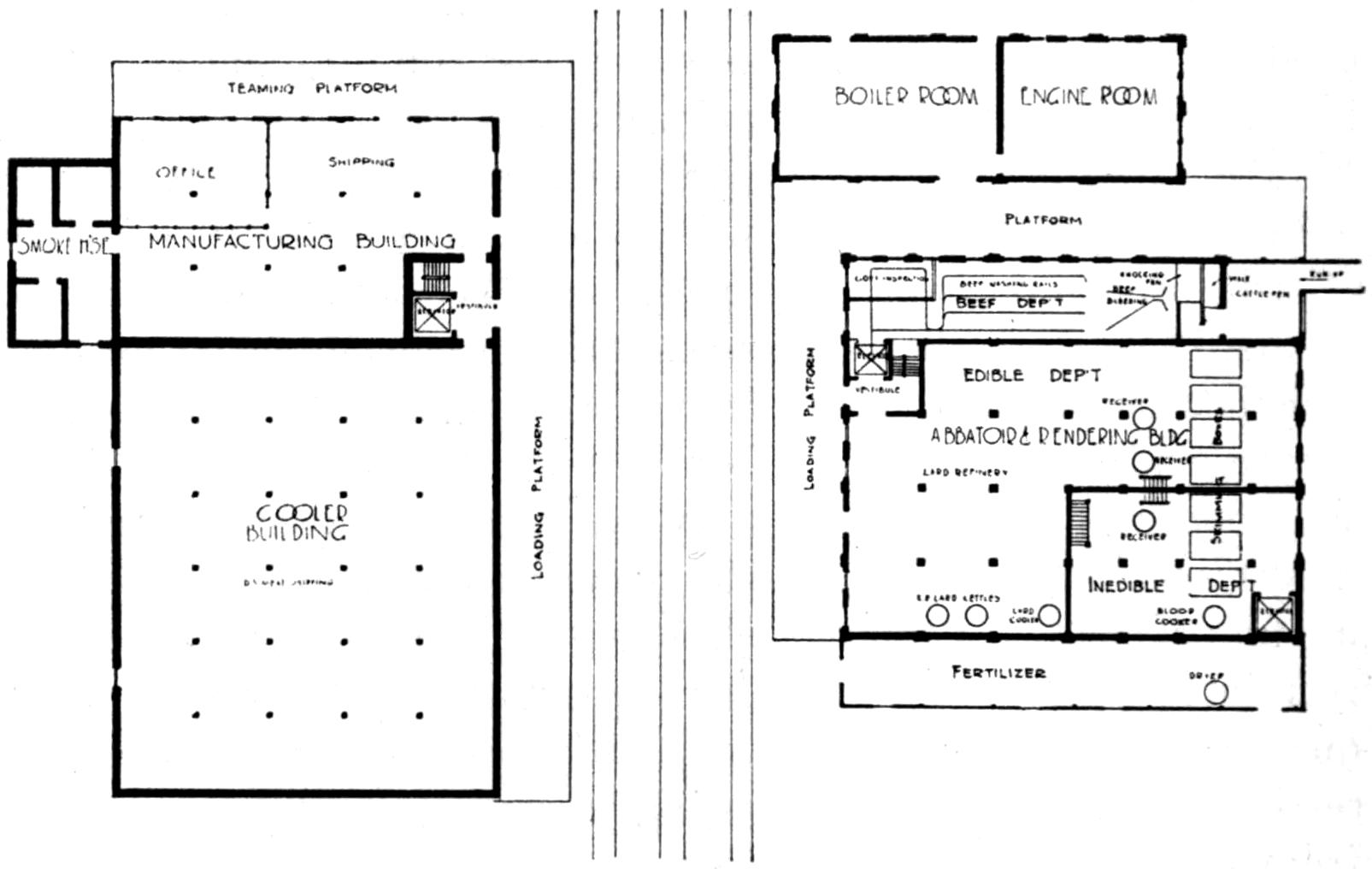
FIG. 8.—PLANT NO. 2, GROUND PLAN FOR COUNTRY PACKING HOUSE.
—This plant was designed for a country point where the shipping by local freight cars or the city delivery was quite limited; where the major part of the product would be shipped by car, and where provision was made for quite an extensive growth. The capacity as designed being four hundred hogs and fifty cattle daily, with a complementary quantity of calves and sheep.
—Again the three railways are provided for convenience in loading and for facilitating switching and icing.
[21]
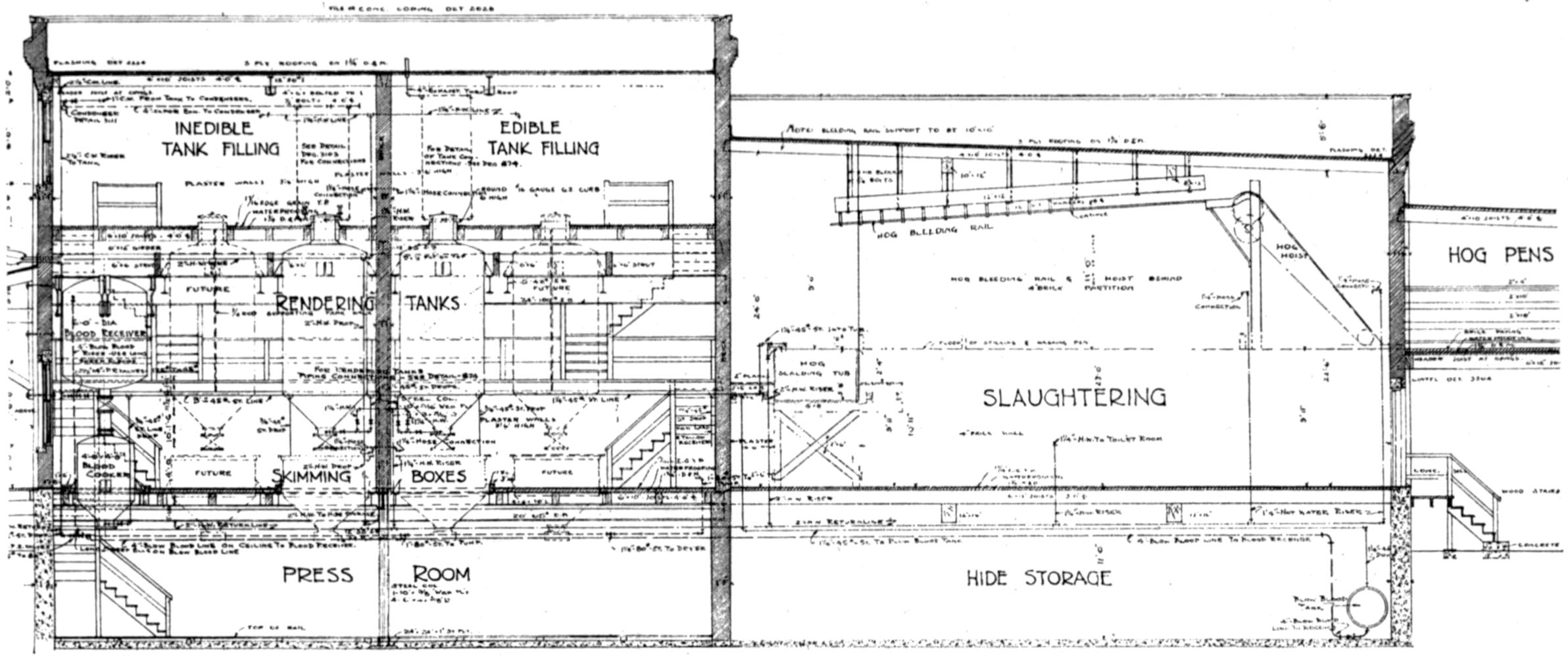
FIG. 9.—PLANT NO. 2, SECTION THROUGH SLAUGHTERING AND RENDERING BUILDING.
[22]
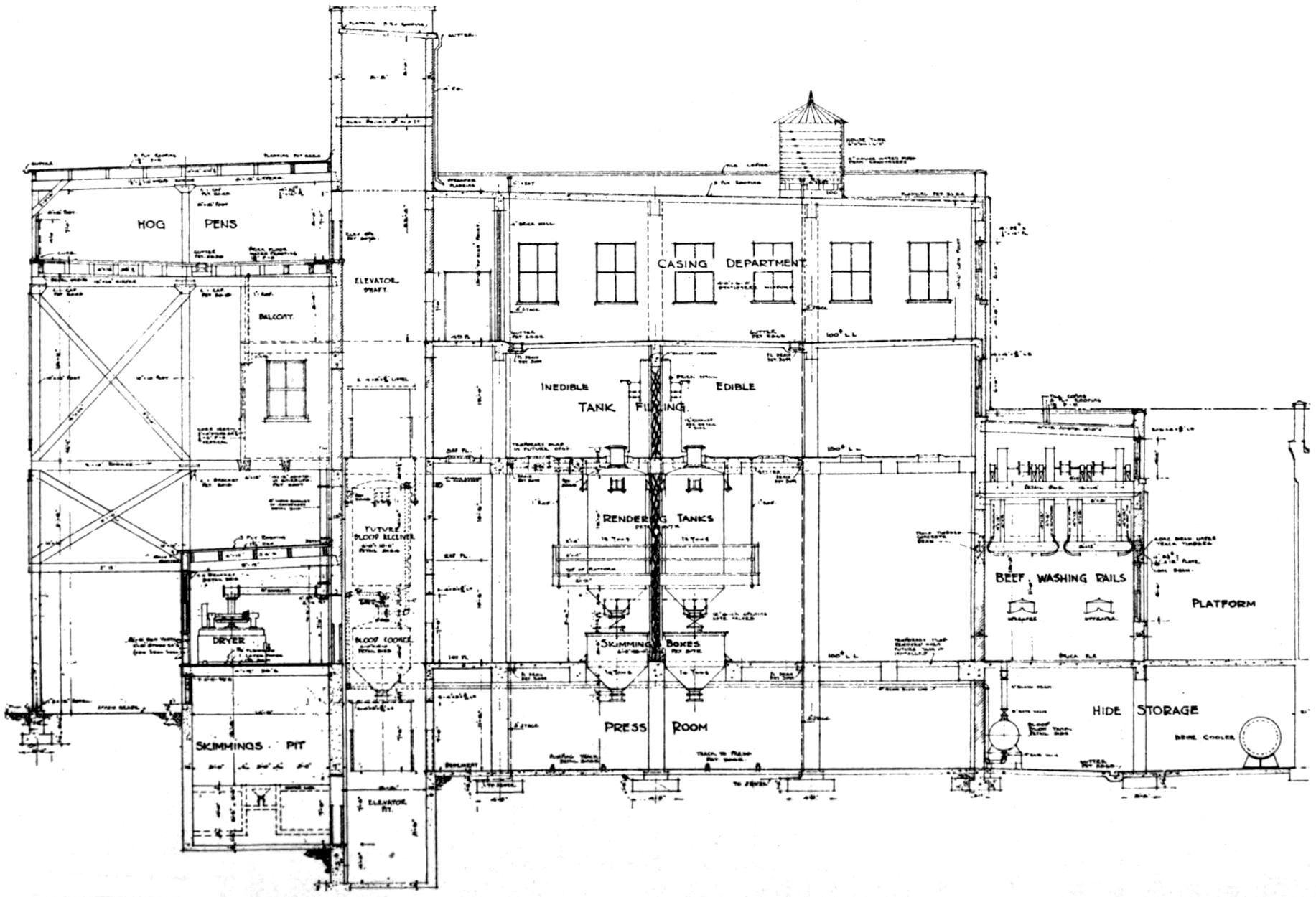
FIG. 10.—PLANT NO. 2, SECTION THROUGH MANUFACTURING BUILDING.
[23]
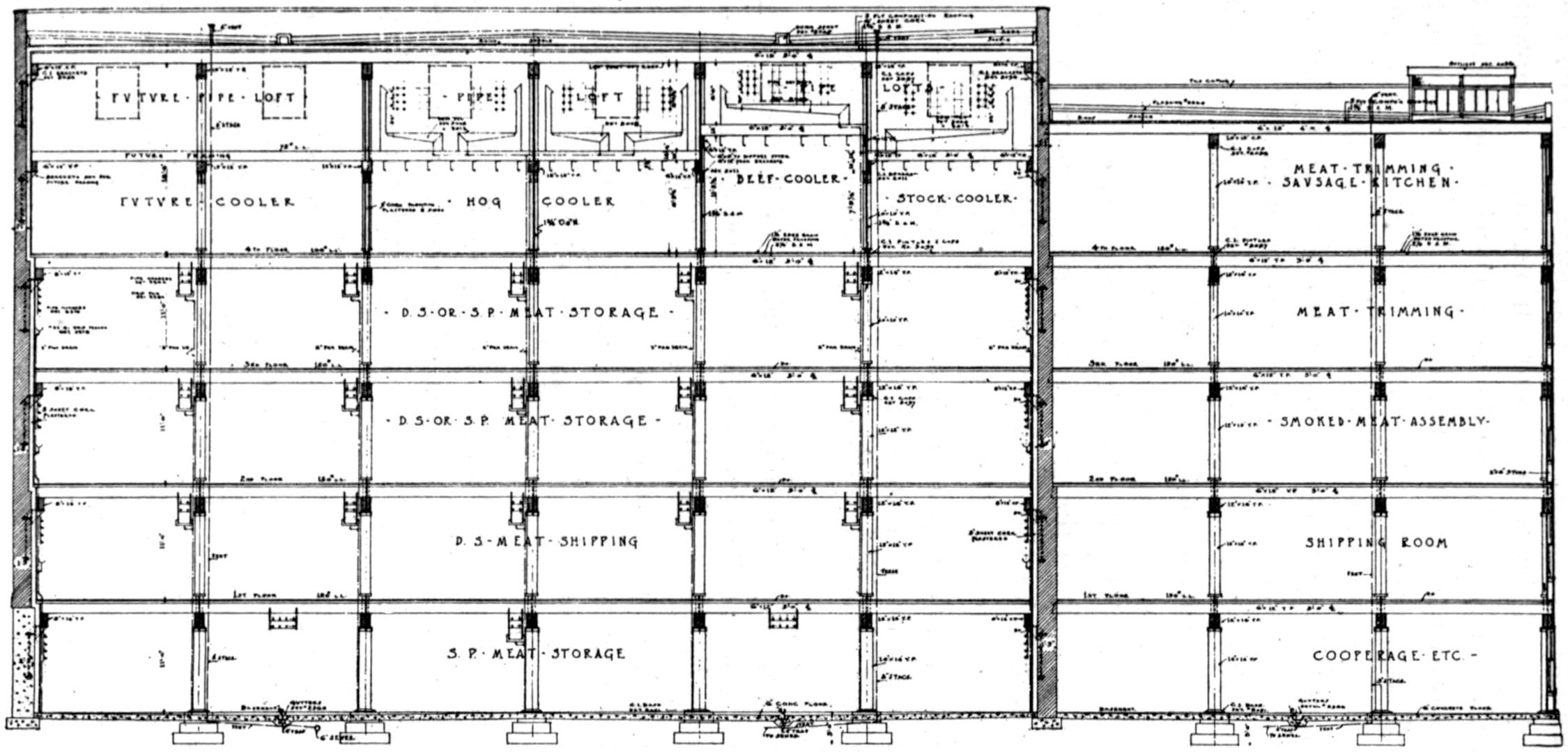
FIG. 11.—PLANT NO. 2, SECTION THROUGH COOLER BUILDING.
[24]
—In this plant the slaughter of hogs is the predominant business. The hog killing department was consequently designed amply large and for a growth to upwards of fifteen hundred hogs daily, while the rendering department provides for additional tanking facilities to be added as required. In this building, near to the source of production is placed a small air blast type of meat and leaf lard cooling space.
—Owing to abattoir being isolated it was possible to set aside a portion of the building for the rendering department, and make the construction comply with the sanitary requirements as to light, air and ventilation. These features are illustrated by the sectional views.
—The live stock receiving pens for cars and wagons are located on the ground as shown on plans, and a long ramp is arranged for the slow driving of hogs. Again, all products are passed downward in the process of manufacture.
—Facilities are provided for harvesting ice from a stream situated north of the premises. The railroad tracks extend to the ice storage houses where facilities are provided for icing cars.
—Advantage was taken of the relative grouping and the space available to provide an open air hanging or drying room for hogs at a level of the killing floor and hog chill rooms. The hogs pass through this space on their way to the cooler. The pork building is arranged with chilling rooms on the upper floor and curing rooms beneath on all floors to and including the basement.
—Adjacent to the cooler building, space is provided for the making of sausage, cutting hogs, and trimming of sausage meat, processing of meats for smoking, packing and shipping.
—This is a minor matter since the electric current is purchased from a municipal lighting corporation, and the plant being in a cold climate, advantage is taken of these conditions.
Note that in this plant every department except the killing department, which was made as large a unit as appeared to be necessary, may be extended without in any manner disturbing the relative situation of the departments. The uses of the several floors are shown in the sectional drawings.
[25]
—Type of plant. The diagram (Fig. 12) is illustrative of a small local plant situated in a southwestern city, and built principally for a local mixed business. The plant will properly take care of one hundred hogs and fifty cattle daily, the necessary by-products and the manufacturing departments, therefor. An ice business is operated in conjunction with this plant. The buildings are chiefly two stories in height. The plan and sectional drawings are sufficiently explicit to require no description.
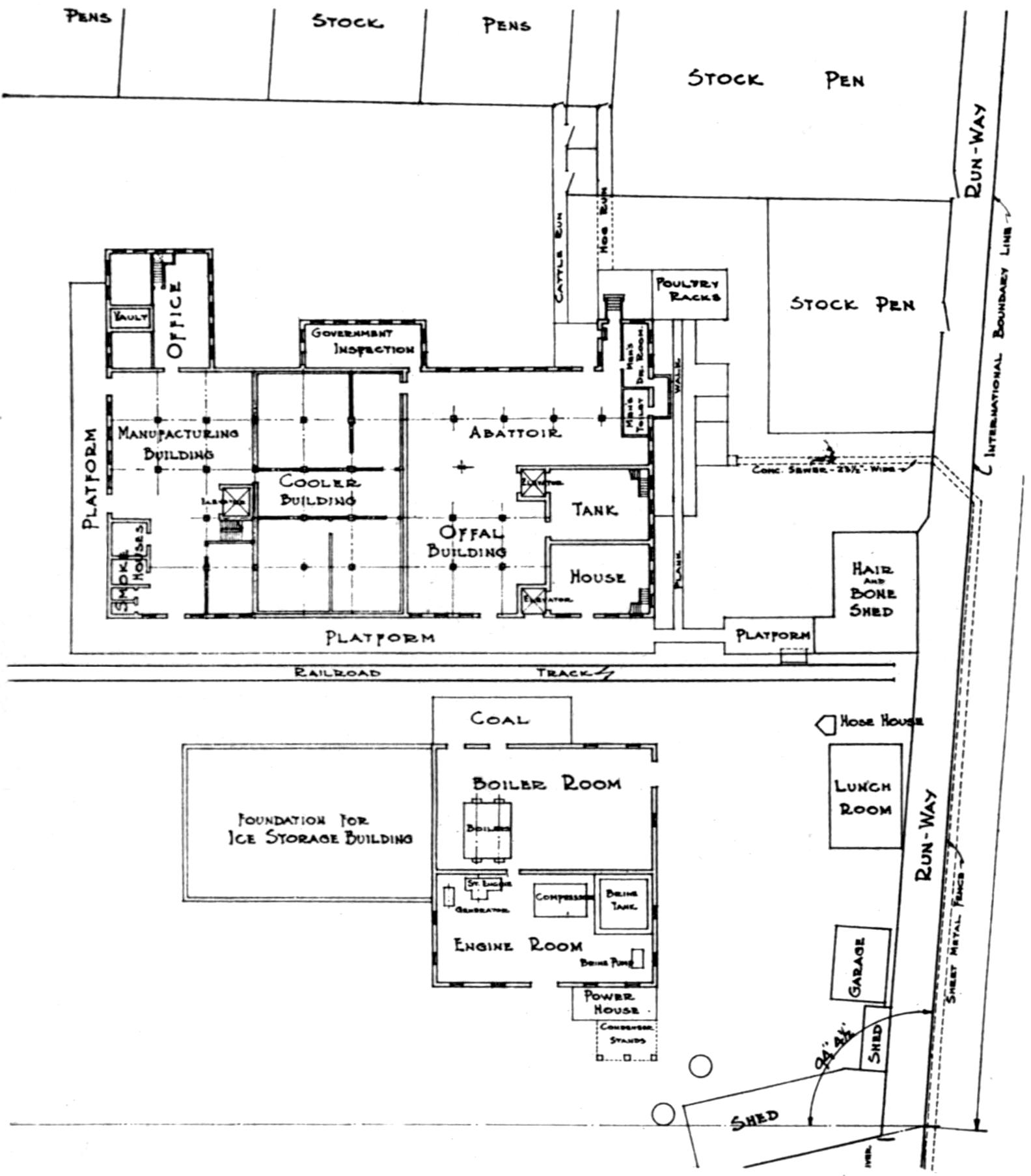
FIG. 12.—PLANT NO. 3, GROUND PLAN OF SMALL LOCAL PACKING HOUSE.
[26]
—The accompanying vignette and ground plan are illustrative of an alongside deep water export plant. The photograph of front view illustrates the loading facilities which show ramps or inclines upon which conveyors are operated. These endless chains convey beef in quarter to the wharf at right angles thereto, where it is picked off the rail by ship’s tackle and lowered into the ship’s chambers.
Discussing the plant arrangement, note the position of the slaughter house with relation to the coolers and trace the movement of the products to the coolers, rendering, wool house. Also the further movement of the products to shipment. Particular attention is called to the arrows indicating the direction of growth of every department without disarranging the first intention as to movement, and minimizing the labor on the extended plant.
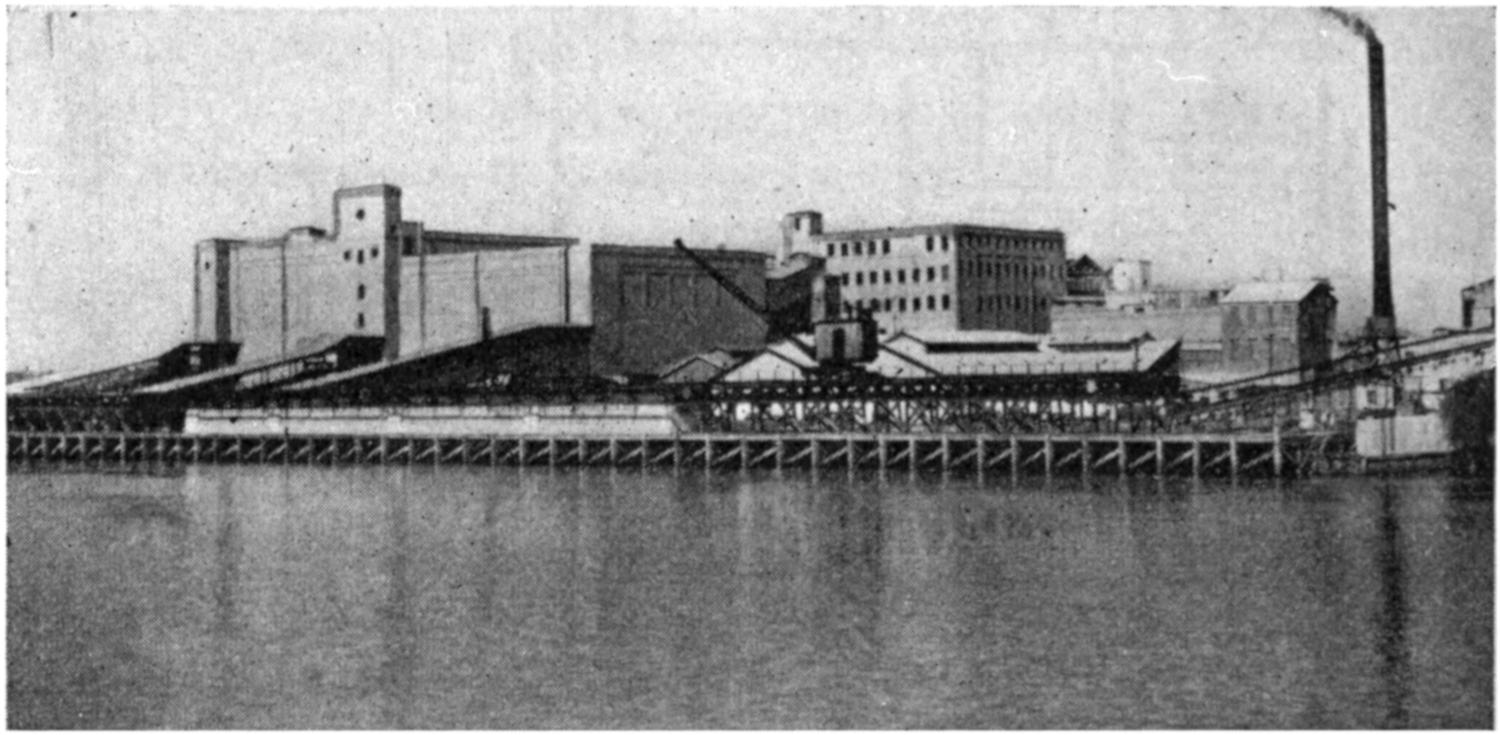
FIG. 13.—PLANT NO. 4, SHOWING DEEP WATER EXPORT PLANT.
The steam producing department is in close proximity to the steam using buildings, viz: Power Department, Rendering House, Fertilizer and Slaughter House. Preference being given over electricity or refrigeration which can be transmitted longer distances at less loss.
—The question of design being settled the next matter of importance is the one involving the materials to be used in construction. That becomes a matter of investment and permanent size or location of the buildings. Fireproof[27] buildings are desirable on account of low cost of upkeep and a lower insurance rate. They are permanent in every way, but the difficult question is that of modifying, provided changes become necessary.
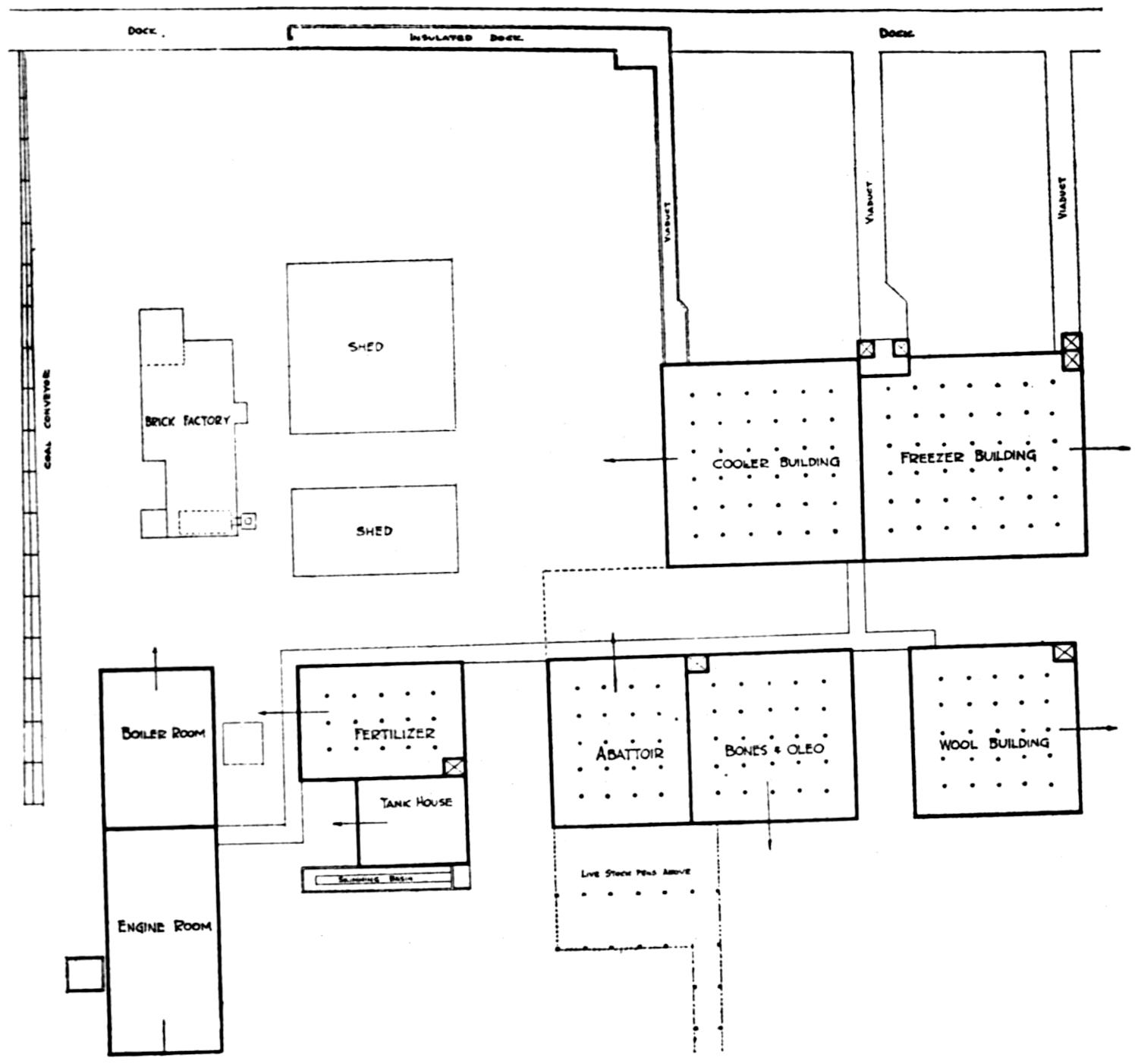
FIG. 14.—PLANT NO. 4, GROUND PLAN FOR EXPORT PACKING HOUSE.
—If decision is made for a fireproof building, re-inforced concrete is the first suggestion owing to its universal use as a building material, but there are several points to be given serious consideration before reaching a decision. One of these points being how to insulate so as to prevent losses. This matter will be taken up in a subsequent chapter describing a cold storage warehouse of eminent design. It is one of great importance.
[28]
—The fireproof buildings have naturally a very great advantage in permanence from a standpoint of cost of upkeep and insurance charges, and from the greater loss of a cessation of business incident to destruction by fire. In most plants there are sufficient departments of such staple character so unlikely to be changed that it appears judicious to make them fireproof.
—Many people are quite content with buildings of moderate height of slow burning construction; otherwise, a modified type of “mill construction” and with the use of sprinkler systems which minimize the insurance costs.
—There are many points in building construction to take care of in the matter of design, to meet the requirements of the insurance interests and local city building department regulations, which in the main coincide. Before entering into a contract to construct, it is well to have the drawings approved by the insurance boards and the city inspection bureau. It obviates expensive changes and additions. To build in such a manner as to bring the insurance rates to a minimum is certainly desirable. It is an advantage, too, to have the plant divided so that in case of fire the spread of the flames can be retarded and the fire confined to the building where it originated, or if some of the buildings are burned the balance can be saved. Fires invariably represent, to a well managed business, a far greater loss than is collectible on the insurance policies.
[29]
Ammonia Machines — Ammonia — Compressor — Condenser — Receiver — Cooler — Condensing Water — Unit Basis — Computing From Unit Basis — How Rated — Freezer Requirements — Freezers in Small Plants — Cylinder Arrangement — Why Brine Circulation — Air Circulating — Force Draft — Coil Room Systems — Brine Chilling — Brine Methods — Types of Brine Coolers — Balanced Brine System — Direct Expansion — Two-Stage Compressors.
—This agent is of great consequence in the operation of packing houses, and, therefore, it is deemed essential to explain the principles briefly; as well as to describe the uses.
—The use of ammonia refrigeration equipment either absorption or compression has so generally displaced all others for stationary or land use, and particularly in meat plants and cold storage houses, that for the present purpose it is unnecessary to go into a discussion of others. The compression system being so predominant in its use, a description of same is given.
The diagram indicates a compression system in elementary form consisting of:
(1) A pump or compressor which withdraws the gas from the cooler or expansion tank, prepares and passes it to the condenser.
(2) The condenser or liquifier which gives to the water flowing over it the heat carried to it by the gas from the cooler.
(3) The cooler or expansion tank in which the heat extracted from the carcasses, the building walls or elsewhere,[30] is passed to the ammonia gas for conveyance to the condenser.
—Leaving for a moment the description of the apparatus to acquaint the reader with ammonia: In the form used in a compression refrigerating machine, it bears the name “liquid anhydrous ammonia” meaning in a “dry liquid” form differentiating from the common household ammonia which is a water solution containing ammonia gas in variable quantity. The distinction between these two is that “anhydrous ammonia” will evaporate to naught; from household ammonia the gas will evaporate but the water will remain.
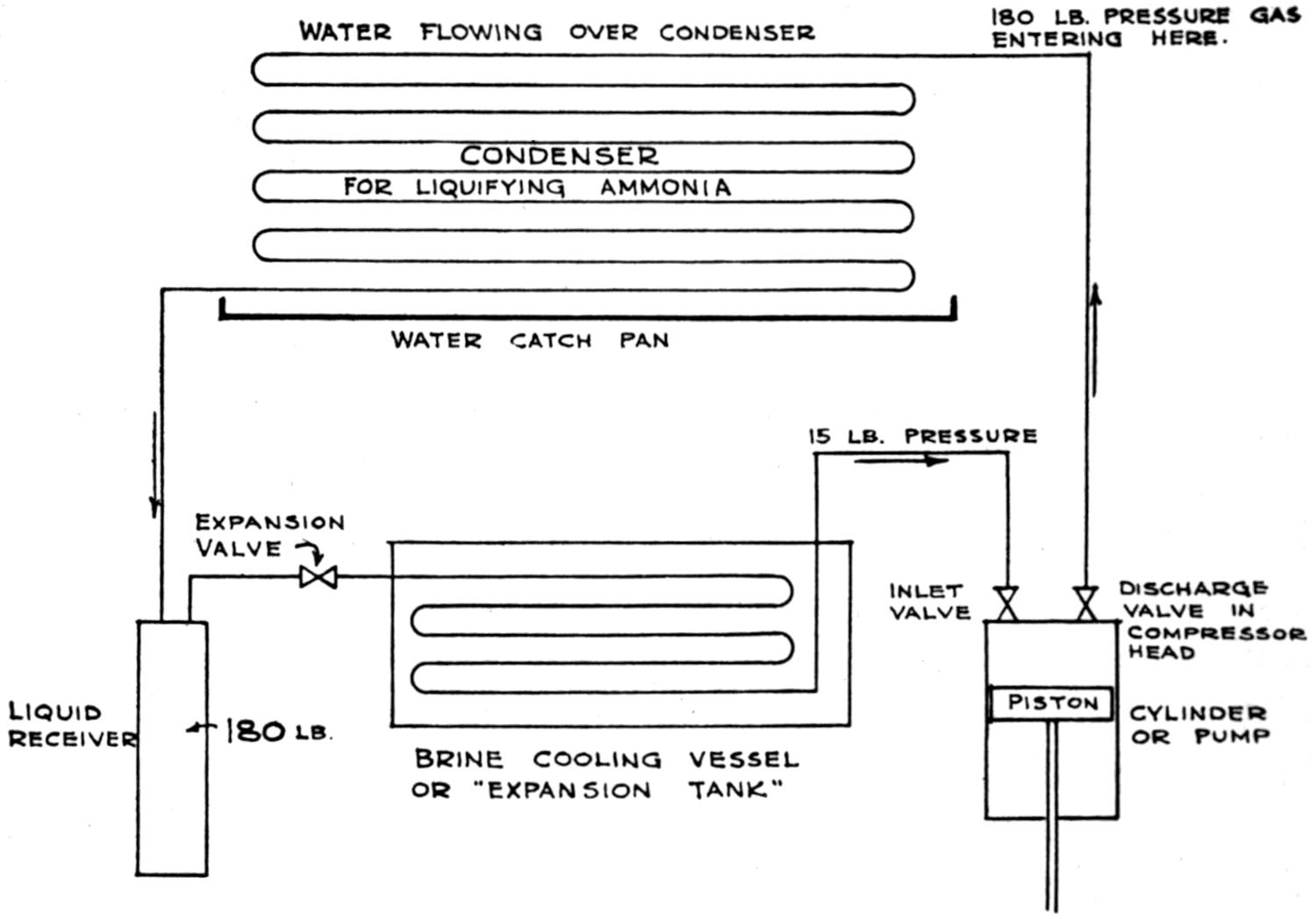
FIG. 15.—DIAGRAM SHOWING AMMONIA COMPRESSION SYSTEM.
Ammonia is a chemical compound made up of one part nitrogen and three parts hydrogen and is expressed by the chemical symbol NH₃. It has some peculiar characteristics being analogous to water. It will assume a solid, liquid and gaseous form, at -115° F. and -28¹⁄₂° F. for solid and liquid respectively and will modify to a gaseous form at any temperature above -28¹⁄₂° F. under “atmospheric” or conditions of no pressure.
Water, as is known, changes from a liquid to a solid at[31] 32° F. and changes to a vaporous form at 212° F. but here the analogy ceases.
Ammonia has further peculiar advantages for use in refrigerating production that it becomes a liquid at variable pressures and temperatures; for example, when the temperature is reduced to 60° F. under a pressure of 92 pounds, when reduced to 80° under a pressure of 139 pounds and at 100°, under a pressure of 200 pounds; with variables above, between and below these conditions. Ammonia, as will be seen, has variable forms and capacities under the conditions imposed upon it. Substances passing from a liquid to a gaseous form require heat to make this change and consequently absorb it; the complement to the giving up of heat when the process is reversed and the substance changed from a gaseous to a liquid form. The adoption or harnessing of these principles is the nucleus upon which mechanical refrigerating effect is built. A pound of water passing to steam will absorb about one thousand degrees of heat, ammonia has the same characteristic to a different degree. They both return the heat when the process is reversed.
—The diagram illustrates a single acting pump showing its piston, a liquifier or condenser where the ammonia is modified in form from a gas as received therein to a liquid; a receiver to which it flows and a cooler in which it is expanded and where the heat brought to it by the returning brine is picked up by the ammonia and carried to the condenser. The arrows indicate the direction of flow.
—The “Compressor” is a pump, a cylinder fitted with a piston which withdraws the ammonia from the tank in which it is expanded. The piston is tightly fitted and when it travels in one direction, the gas flows in, filling the space, like any ordinary pump whether it be a water or gas pump. Upon the return stroke, the gas is compressed in the cylinder until the pressure in the piston is sufficient to equal or overcome that exerted against it accumulated in the condenser, when it is discharged thereto. There are spring actuated valves interposed in the line of gas travel which close and retain in the condenser that gas which has been discharged, allowing the piston and compressor to repeat the just described performance many times per minute.
[32]
—The use of this element is to liquify the ammonia, really to extract the heat absorbed by the ammonia in the cooler and the heat generated in the compression. This condensing operation changes the form of the substance from gaseous to liquid. The most simple style of condenser is a series of pipes stacked together with ammonia on the inside of the several pipes, and water flowing over the outside. The gas on leaving the compressor is hot and at a high temperature, frequently as high as 250° F. or more, and the pressure from 140 to 220 lbs., depending upon the water supply, its temperature and quantity, and the area of the surface of the condenser.
The water flowing over the condenser absorbs the heat from within, the ammonia becoming cooled by contact with the comparatively cool walls of the pipe while flowing from one end to the other of the condensing coil, gradually changing from a gaseous to a liquid form.
—From the condenser the liquid ammonia is collected in the receiver so as to have a quantity stored for use and in reserve for the fluctuating requirements.
—A small but important item in the system is the expansion valve which is a valve with a controllable opening and comparatively small. This is interposed in the line between the liquid receiver and the cooler or expansion tank.
—The next element is the cooler in whatever form it may exist, whether it be ammonia coils submerged in brine tank, shell and tube cooler built like a boiler in which the ammonia surrounds the tube through which the brine solution is pumped, or ammonia “direct” expansion coils in the air within a room, it matters not. At this point the heat given off by the substance to be cooled is absorbed by the ammonia and taken up for discharge to the water flowing over the condenser.
No substance will change from a liquid to a gaseous form unless heat be supplied to perform the work of making this change. At the outset it was stated ammonia will boil or evaporate at 28¹⁄₂° below zero Fahr. when under no pressure or in the open air. Further, if ammonia be contained in a vessel[33] and the pressure be reduced below atmosphere, the boiling point is lowered still further. For example at 10.6 vacuum gauge pressure the boiling point will be 40° below zero.
Imagine a brine cooler such as a tank with coil submerged and surrounded by a brine solution: This brine is circulated through the building and by common knowledge we know it absorbs heat and is returned warmer than it was sent out. It is supplying the heat for boiling the ammonia gas.
Reverting to the expansion valves: Assume there is a pressure of 180 pounds in the condenser and a liquid temperature of perhaps 85 to 90 degrees; the same conditions existing in the receiver; also assume a pressure of 15 pounds on the ammonia coils which will produce a temperature condition of zero. In the diagram, the coil in the tank is attached to the expansion valve while on the other end of the coil is made the connection to the pump or compressor. This by its action is withdrawing the ammonia gas as rapidly as it is generated, due to the tightness of the piston, which if it is properly fitted will pump a vacuum upwards of 22 to 25 inches upon the system attached to it, unless gas be supplied to fill the space. In operation, the expansion valve is opened slightly, the liquid is freed into a space where the pressure is lowered, a condition created for expanding the ammonia to a gas and the heat contributed by the surrounding brine is absorbed by the ammonia changing from a liquid to a gaseous form.
—The cycle, therefore, is a gas in the expansion tank at low pressure and temperature, admitted to the pump or compressor under this condition, compressed to a small volume and increased in pressure, discharged in this condition to the condenser where it becomes a liquid and in a condensed form at a lowered temperature and ready to return to the expansion tank to be used over again.
Ammonia gas is the heat carrier. If it be used in packing house service, either it absorbs the heat directly from the rooms in which the animals are suspended or the brine in the tank is circulated through the rooms to absorb the heat and carry it back to the cooler or expansion tank.
—In Chapter II reference was made to the condensing water for refrigerating system. This is important[34] because the lower its temperature, the less the pressure will be created which means the less the power must be exerted in the production of the mechanical refrigerating effect. The water flowing over the condenser carries the heat to the sewer. Thus the heat from the carcasses, the sun heat on the walls of the building, the actinic rays through the windows, the heat from the men employed within, that from the electric lights within, and that absorbed from the earth upon which the building stands must all be collected and eventually passed into the sewer.
—Absorption refrigeration equipment is used to some extent in packing house work, but its complexity makes unnecessary an attempt of its description in this work.
—The unit basis of refrigeration commonly used in expressing quantity is tons of refrigeration, meaning the tons of refrigerating duty that can be performed per day of twenty-four hours. The standard measurement per ton as adopted by the American Society of Refrigerating Engineers, is a cooling effect equal to 288,000 B.t.u., being equivalent to the extraction of this quantity of heat from any substance.
It has been established by the Bureau of Standards that in freezing one pound of water at 32° F., to ice at 32° F., 143.5 British thermal units of heat must be withdrawn from the water. For convenience in practice the fractional part is ignored, and 144 B.t.u. per pound of water is accepted as standard in calculations.
—If 144 B.t.u. are withdrawn from each pound of water at 32° F. to convert the water into ice at the same temperature, the melting of the pound of ice at the same temperature must re-absorb an equal heat in the process of freezing, consequently the melting of one ton (2,000 pounds) of ice to water at the same temperature would absorb 2,000 × 144 B.t.u., or 288,000 B.t.u., the accepted standard for computing the heat absorbed in the performance of one ton of refrigeration duty. In ice melting this absorption of heat is latent, not sensible to the thermometer, as no change is apparent by thermometer test in the temperature of the ice and[35] the water, nevertheless an appreciable cooling of surrounding is measurable by thermometer wherever ice melting takes place; for example, in an air-tight room, or in contact with solid substances, or with liquids, having a higher temperature than 32° F.
—The rating of refrigerating compressors as usually stated by manufacturers is expressed in tons. This refers to the tons of duty that a machine will develop in a period of twenty-four hours continuous operation under assumed conditions of about fifteen pounds gauge, back or suction pressure, and 185 pounds head pressure. To perform this duty the compressor should be of sufficient size to displace or pump a volume of gas equal to 4¹⁄₄ cubic feet per minute. This rating of the machine is proper when you are producing temperatures of about 32° F. or over, and presupposes the plant to be properly balanced as to condensers, and to be properly provided with liquid receivers, oil extractors and other complementary equipment.
—The growing demand for freezer space in and about packing houses, however, is so important that special means and methods must be provided to meet the conditions. It is impossible to produce freezer temperatures and conditions under the same back pressure as described above; the back pressures must be lowered and in doing so the capacity of the compressor is reduced very rapidly. The same compressor producing one hundred tons refrigeration duty at fifteen pounds back pressure and 185 pounds head pressure will only perform half the work when operating under a back pressure of five pounds, the head pressure remaining the same.
The purchaser must never lose sight of the fact that in cooling freezer spaces the compressor capacity is reduced practically by half and that this is applicable to all portions of the system working under these conditions.
—No hard and fast rule can be adopted regarding the system of refrigeration to be adopted, whether by use of brine circulation or direct expansion. The case in hand and the nature of the business to be done seems to govern. For example, if the plant in which the business is[36] mixed, wherein hogs, cattle and sheep are killed, curing performed, and lard made, with a limited amount of freezing, brine circulation for general use would seem the better. The excellent results obtained by the use of spray coolers, later described, seem to point to its use in chilling coolers, with brine circulated through ceiling or wall coils for cooling storage rooms.
—If the plant be quite moderate in size and only sufficient to justify the installation of one compressor the amount of space required for freezing purposes is thus limited, and if commercial freezer space is available it is a question as to whether the operator can afford to deplete his small equipment capacity by installing freezers.
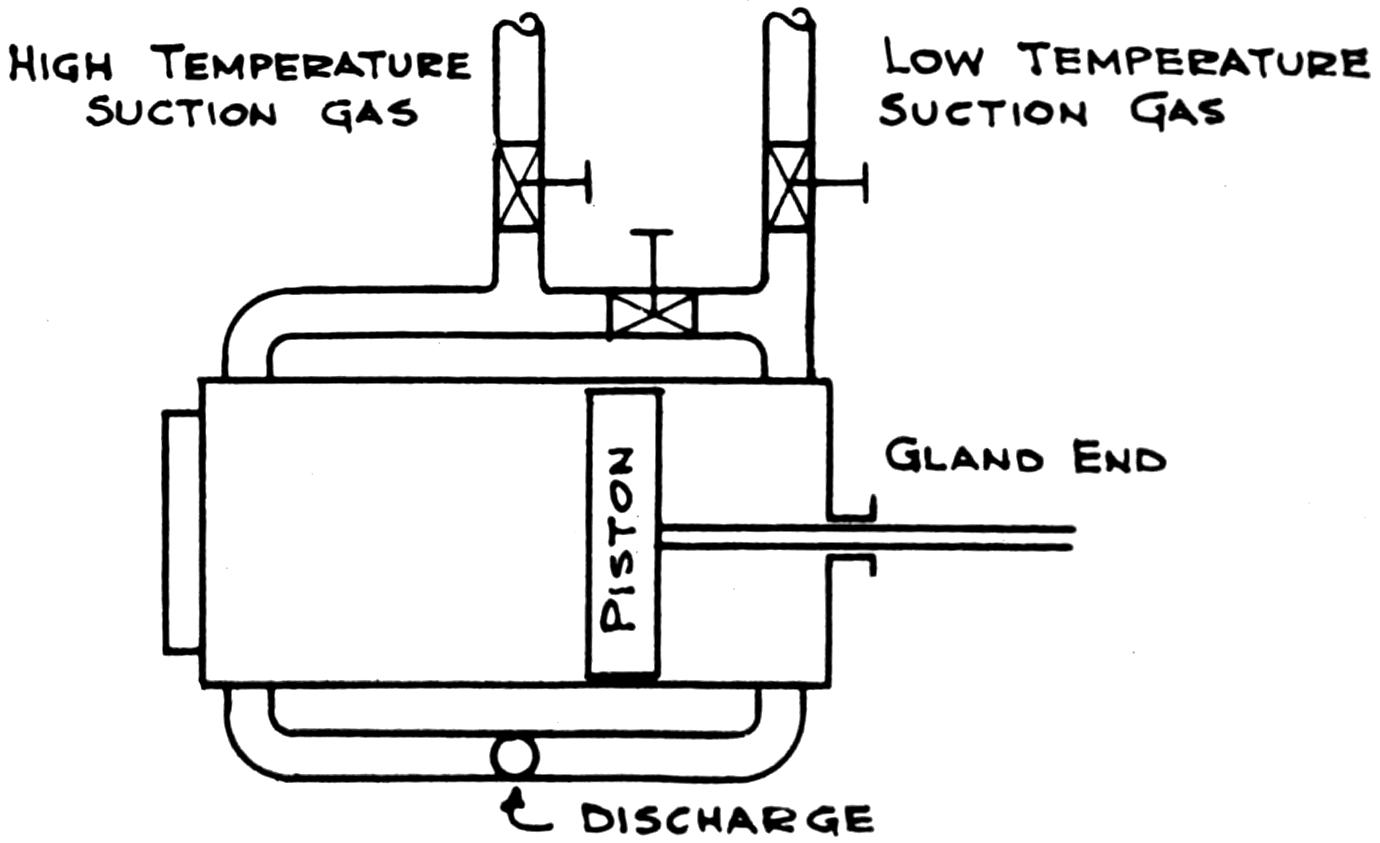
FIG. 16.—SUCTION CONNECTION FOR DUO-PURPOSE COMPRESSOR.
—If the plant be sufficiently large so that the machine equipment can be afforded in two units then it would be proper to install freezers. Supposing then that the plant justifies this arrangement the compressors would be connected to the brine tank for chilling purposes, and to the closed cooler for circulating purposes. The gland end of the compressors would be arranged so that they could be operated independently upon the freezer space at will.
—The chief reason for using brine in the moderate sized plant is that with a reasonably large brine capacity there is a reserve cold (so to speak) stored in the brine which will permit of stopping the compressor, the[37] brine continuing in circulation by pumping, and there is less likelihood of changes in temperature. Direct expansion chilling requires an almost constant machine operation.
—The chilling of packing houses and methods involved are various, each with its advocates. In Europe and where English methods are followed the system is chiefly forced draft. This system has been used to some extent in the United States, but the majority of the coolers are handled with lofts, and circulation therefrom is of natural sequence. The cellars and freezers are handled by pipes hung in the rooms.
—The force draft or indirect cooling system consists of forcing chilled air, cooled by passing through batteries of expansion coils operated dry, or over which brine is passed, through a series of ducts, and withdrawing it; thence passing it through the coils and repeating. It is not favored among American packers owing to a belief that it increases shrinkage, and tends to darken beef; that large quantities of cold air are lost through open doors; because of the expense of operating fans, as well as the room taken up by ducts and the interference occasioned with meat rails.
—The overhead bunker system as described under “Construction” in this work details the application of the United States practice.
Accepting the use of the coil room system and of still storage the question arises as to the application. A visit of inspection to the various packing plants throughout America will impress one with the fact of the existence of a wide variation of opinion and practice with regard to the methods of applying refrigeration for packing house purposes. There are two principal applications—direct expansion, wherein the ammonia gas is circulated through the coils throughout the premises, and brine circulation, open or closed, where chilled brine is circulated throughout the works.
—The two types of brine chilling, open and closed, produce the same result, except as to the actual brine cooler, of which there are several, namely:
(1) Brine tank in which are submerged ammonia expansion coils.
[38]
(2) Double or triple pipe coolers in which brine and ammonia are circulated in annular spaces between pipes.
(3) Shell type coolers in which the brine is passed through tubes within a shell similar to an ordinary flue boiler.
For a close brine system, which is the term applied to a system where brine is circulated through pipes and not exposed to the atmosphere so as to absorb moisture, the shell type cooler is a convenient and economical means of chilling brine. It is so readily applicable to the use of a balanced system, thereby lessening the power requirement for pumping.
Double pipe coolers can be used in the same method, but are not quite so favorably considered owing to the aggregate quantity of joints.
Either the shell type cooler or the double pipe cooler can be safely used with an open system. The open type brine system is any system used wherein the cooling effect is produced by bringing the cold brine in direct contact with the air to be chilled, as in the spray system, the “Gardner” sheet system, or an open pan system.
—Where it would seem best for other reasons to use a brine system, and the plant would justify the expenditure, it would appear well to use a double brine system—open brine in the hog chill rooms, and a closed system on the freezers, beef chill rooms, storage rooms.
—Open tanks with submerged coils are used on some plants. The investment is greater, but the risk is slightly less than in the use of closed type brine coolers, commonly called shell and tube type. Unless the engineering force of the plant is fully qualified and alert, there is danger of diluted brine and freezing the solution in shell type coolers, which is likely to split the tubes, causing leaks and the possibility of brine finding its way to the ammonia compressors, rendering them liable to damage of a serious nature. Whereas, with the open type tank and submerged coils, weakened brine might cause ice to form on the expansion pipes and render them inert, but no comparable damage could arise. However, we advocate an alert engineering force and the closed system.
[39]
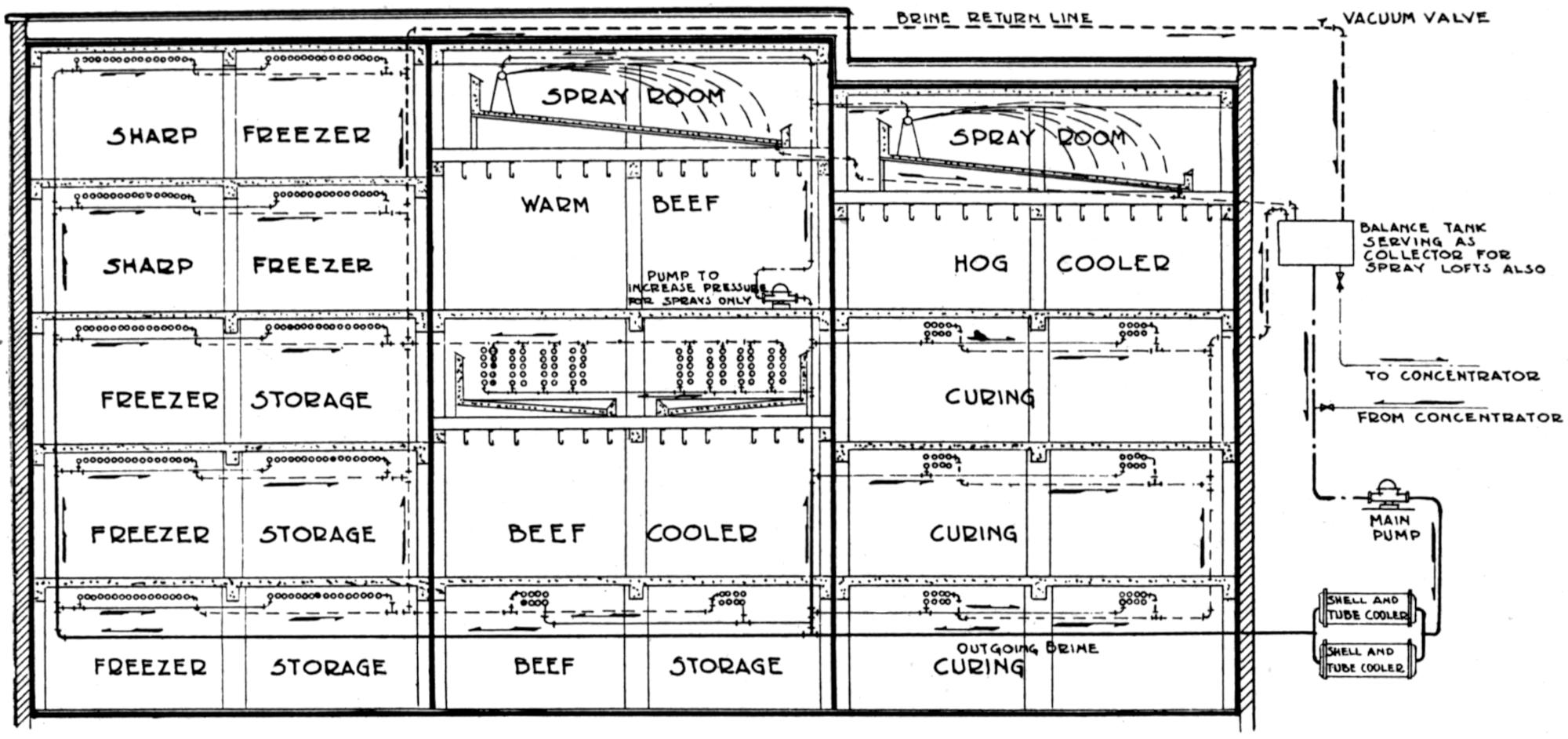
FIG. 17.—DIAGRAM SHOWING BALANCED BRINE SYSTEM.
[40]
—The balanced brine system as referred to in the preceding, is indicated by diagram and has the advantage of keeping the pipes full at all times, also of reducing the power requirement to the actual friction through the pipes in the shell type cooler, and a slight increase for passing through the coils. In practice twenty to twenty-five pounds friction represents the total head to pump against in a building nine stories high. The two types of the balanced brine system are as follows:
—Beginning at shell and tube coolers the brine passes into supply pipes which decrease in size as they approach the ends. The return line tapers in opposite direction. The pressure carried is only sufficient to make a sufficiently rapid circulation.
A small pump is inserted in the line so that the pressure can be increased on that portion through the spray nozzles. This lessens the power over carrying the entire system at a high pressure.
The balance tank is located at such point as will best serve to collect the brine from closed coils and the return from the spray coolers. A vacuum valve is put on the closed line to prevent siphon.
A return connection to the main pumps is made, and also connections to the concentrator from balance tank so that a portion of the brine can be concentrated.
This system requires more concentration than the closed system. It has the advantage that coolers can be used as sharp freezers if insulation be proper.
—Beginning at shell and tube coolers the discharge mains and piping are the same as for the open system. Return mains as indicated. Balance tank is located elevated above upper coils.
A localized defrosting system is installed with individual pump circulating brine over coils, continuously as required. The collecting tank is located as near as convenient to lessen pumping head. The brine flowing over coils in the lofts is concentrated to a strength equal to circulating brine and introduce into circulation replenishing brine for defrosting from mains. Concentrator is located where suitable.
In using closed coils the arrangement is different for beef and hogs so as to assist in the circulation for hog cooler with a view to producing uniform temperatures.
[41]
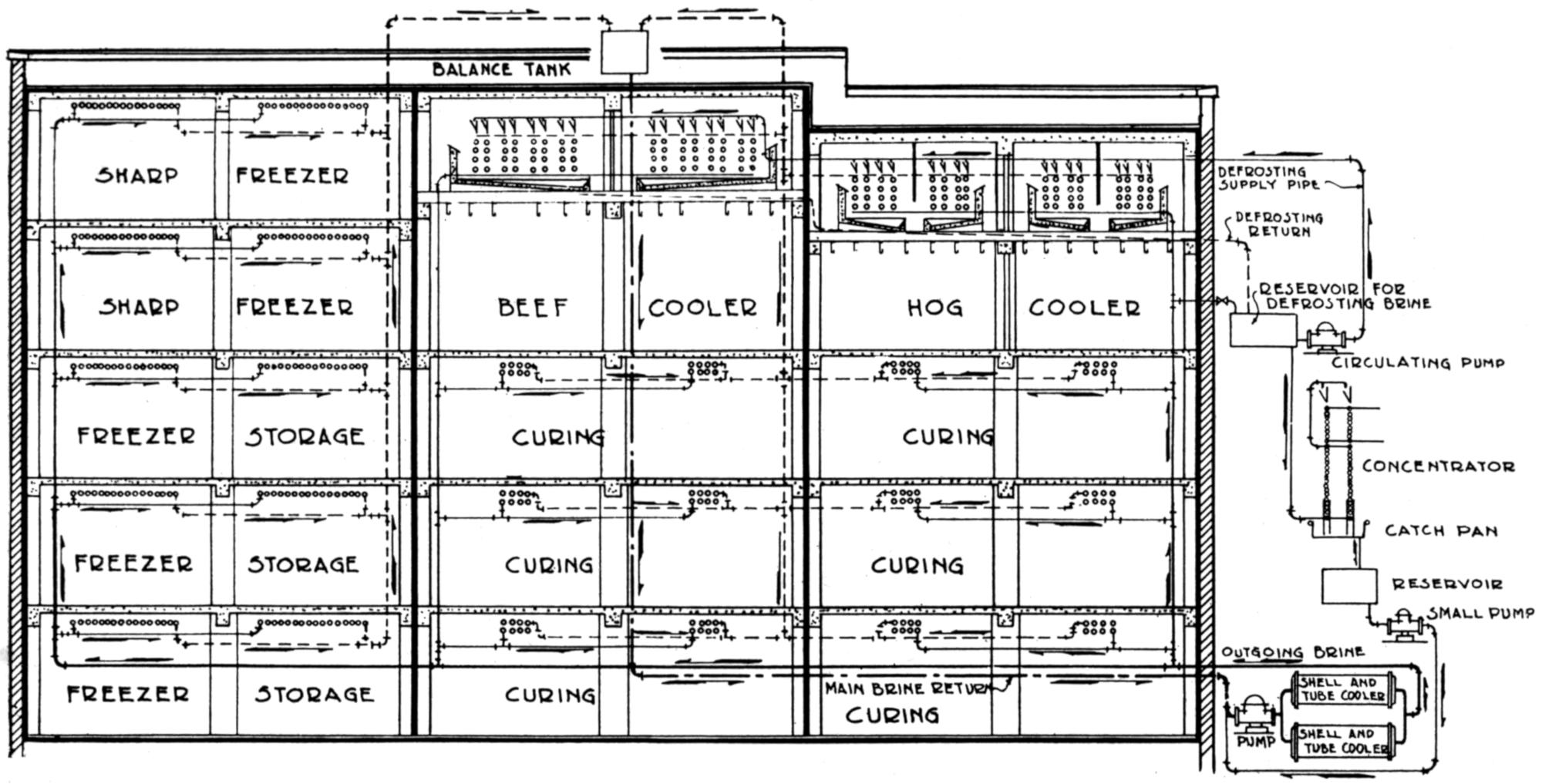
FIG. 18.—CONCENTRATING ARRANGEMENT, BALANCE BRINE SYSTEM, CLOSED TYPE.
[42]
In any system using open brine, there is a quite appreciable gain in the quantity of brine in the system, and a weakening of its strength lowering the freezing point. This necessitates vigilance as if the brine weaken too much there is a possibility of it freezing solidly and insulating submerged coils in an open brine tank rendering them inert or splitting the pipes in a shell type cooler with disastrous results. It is consequently necessary to evaporate the brine which can be done with a concentrator as provided for in Figs. 17 and 18.
The concentrator apparatus consists of a balance or storage tank in elevated position according to whether the closed or open system is used; one or more stands of pipe coils; a catch pan for concentrated brine; a reservoir and a small pump for passing brine into system. The brine flows from storage tank, entering the bottom pipe of the coils and passes upward through seventeen pipes, from which point it is delivered to the trough at the top of the coil and allowed to flow down over the entire battery of pipes, steam being circulated through the top six pipes, thus heating the brine and concentrating it by evaporation. The hot concentrated brine is cooled as it passes over the lower seventeen pipes through which it originally entered as cold weak brine.
—Many plants are equipped completely with direct expansion systems. This is quite satisfactory provided means are arranged to dispose of the accumulating ice and snow on the coils. This is particularly applicable to coils in pipe lofts where moisture rapidly accumulates, and is accomplished by some arrangement of defrosting such as circulating a brine over coils by permitting it to drip over the coils, pumping over and over again.
—The revising editor brought into prominence the two-stage compression system by building a successfully operating plant which functioned with quite astounding results. The system consists of a large low temperature gas compressor and a smaller second stage compressor, arranged the reverse to a compound steam engine.
Ammonia gas which at the low temperatures resulting when low back-pressures are required, becomes highly attenuated (light), it is necessary to handle a very large volume per[43] ton of refrigeration developed. To provide for this, the low pressure cylinder is made about double the volume of the high pressure cylinder.
In the low pressure cylinder the gas is compressed to a pre-determined pressure and passed at a relatively high pressure, making for a very high efficiency. The gas is chilled by the introduction of expanded ammonia to take up the superheat.
The use of this compressor arrangement with its refinement makes an economical cold producing unit. A record of one year’s run follows:
Two-Stage Compression System.
| Per year. |
Per ton. |
|
|---|---|---|
| Tons received | 60,000 | |
| Cu. ft. space cooled | 2,930,000 | |
| Coal cost | $17,309.11 | .288 |
| Labor | 15,156.73 | .252 |
| Oil and waste | 1,030.82 | .017 |
| Water and chemicals | 2,103.21 | .035 |
| Repairs and changes | 1,698.38 | .028 |
| Total cost | $37,298.25 | .62 |
| Expense per cu. ft. space per year | .013 |
—All of the above factors must be considered in the calculations for refrigerating requirements, and it is best to make allowances for a considerable factor of safety over and above the actual maximum, as well as for the economical operation of the plant. It never pays to crowd a plant to its limit or capacity. Guard against emergencies and possible abnormal demand for refrigeration by providing ample equipment. The plant should be constructed as far as possible in duplicate, not only as regards the machinery but also in the apparatus, as a safeguard against accidents and total cessation of refrigeration. With two machines and duplicate apparatus one-half the maximum refrigeration is always available, and the preservation of the product in storage is assured, even if it be found necessary to stop killing for a sufficient period to make the repairs on the broken machinery or apparatus, while with one machine only available, a breakdown might result in a very serious loss and considerable damage to the stored products.
With regard to insulation, it may be said that the best is[44] the most economical in the long run. There is no such thing as absolute insulation, some heat leakage must occur through the very best insulation, and the reduction of this heat leakage to the minimum should be the chief object or factor for consideration. First-class insulation costs more in original investment, but it creates a continuous saving and economy in refrigeration, resulting oftentimes in a less investment also in refrigerating, pumping and steam equipment.
[45]
Refrigeration — Necessities — Ice Plants — Natural Ice — Chilling — Quantity Refrigeration to Provide — Space Per Ton Machine — Machinery Per Head — Ice Computation — Compressor Capacity — Summary Computations — Low Temperature Brine System.
—This word covers the “bugbear” and the “solace” of the packers. No other one thing is of so much importance. Since the abolishment of the use of chemicals, such as borax, boracic acid, etc., as a preventive or retardant in the propagation of bacilli during the curing process, the packer’s sole dependence is refrigeration. Consequently there has been considerable development and importance in its use.
From the moment the animal is killed until the parts are disposed of, refrigeration is a necessity. The proportion of freezing space to be provided or hired at a commercial storage house is growing daily. In many plants the total volume of freezer space approaches or exceeds, that given over for moderate temperature storage purposes.
—In the order of progress the first necessity for refrigeration is the use of ice for chilling water for fats and meats. Practically every packing house is now equipped with a small ice making plant both for its use, and with commercial possibilities of selling ice.
—Ice plants are of various kinds:
[46]
In the production of distilled water there are various methods which will not be treated upon here.
For the icing of cars and for ordinary cooling purposes ice made by process No. 1 is amply good except, perhaps, if the water from which the ice is made should not be clear, it may be necessary to use a portion of the bottom of the cake for car icing purposes only.
—The situation and climate has much to do with the determination as to whether the packer can afford to harvest natural ice for general use. For example, if the plant be situated in a northern climate alongside a suitable stream adjacent to the plant, the harvesting of ice and its storage can be afforded. However, if the ice is stored at a remote point and teaming or car shipment of ice is necessary, then the manufacturing plant will probably be the more economical.
—The chilling of the meat immediately after killing is perhaps the most important function in the whole refrigerating process and one that cannot have too much attention. In the matter of beef it is the practice of the best operators to see to it that immediately after the hide is removed the beef is placed in the coolers. At most it should not be allowed to stand out in the open air to exceed half an hour. Sheep and veal should be treated in the same manner. As for hogs in some climates, such as latitude equal to Chicago or north thereof, if space is available an open air hanging room is a valuable adjunct where the animal can be air dried, depending upon seasons, from one hour to over night. This feature also permits of increased slaughtering during the winter season. It is a custom that can be abused, however, by careless handling—resulting in sour meats.
—There are so many factors which enter into the question of packing house refrigeration, and so many details of construction and application of refrigerating apparatus, that it is almost impossible to cover this subject practically and intelligibly without devoting a volume to refrigeration alone.
To give a fixed rule for packing house refrigeration, applicable to all conditions, would be impossible, as much depends[47] upon conditions and surroundings, and the requirements would vary accordingly. For instance, atmospheric conditions, quantity of space to be cooled, temperature to be maintained, time for chilling, etc., these and many other factors affecting the general results must be taken into consideration and provided for, and as these vary, so will the refrigeration requirements vary. A few ideas will be set out to assist in the computation of the quantity of equipment to provide.
The capacity or size of the refrigerating equipment required for any given plant is variable but can be reasonably closely computed by assuming certain conditions.
—Practice has demonstrated that one ton of mechanical refrigerating effect duty, as rated by manufacturer used continuously during a period of twenty-four hours will maintain at a temperature of 33° to 38° F. from 7,000 to 12,000 cubic feet of storage space. Conditions of exposure, insulation and outside temperature affect this.
The minimum for beef storage coolers, the maximum for curing cellars. The area of room or quantity of space enters into each of these assumptions. If small rooms are used the unit to be assumed is smaller. Concrete buildings are easier to control due to the stored cold in the building mass of floors, columns and girders.
—It is customary to figure that in addition to that needed for cooling the space, one ton of refrigeration for twenty-four hours would be required for either one of the following items:
—For cold storage rooms, where meats which have already been chilled or cooled are stored and held for a greater or lesser period, the refrigeration requirements are not so great as in chill and cooling rooms. The animal heat has been removed and the meats cooled down to a low temperature, consequently but little more refrigeration is required than that necessary to take care of the heat leakage[48] through the insulation, and possibly the recooling of the meat through a range of a few degrees, when the meats may have gained a little in temperature by exposure. Therefore it is estimated that one ton of refrigerating duty will handle 12,000 cubic feet of curing or storage space for temperature of 33° to 35° F.
—As will be explained in the chapter relating to refrigerating machine capacity, the capacity of a compressor very rapidly decreases when operating under conditions necessary to produce low freezer temperatures, and owing to the severe conditions imposed it seems necessary to compute that one ton of refrigerating duty will handle about 3,000 feet of freezer space.
—Before the application of mechanical refrigeration to packing house purposes, all artificial refrigeration was accomplished by means of ice melting alone, and at that time the packers computed ice melting requirements on a basis of cooling three pounds of meat from 80° F. to as low as it could be cooled by ice melting, for each pound of ice melted. While this rule undoubtedly was the result of practical experience with well constructed coolers, and was in no wise based upon theoretical or heat unit formulas, yet it is interesting to note how close this old rule compares with modern formulas of computing refrigeration. For example, the cooling of 100 head of hogs, averaging 250 pounds dressed, by the packer’s rule, would require—
100 × 2503 = 8,333 pounds, or 4.16 tons ice melting.
And on a heat unit basis, cooling the same number and weight of hogs from 80° to 32° F. would require—
100 × 250 × (80 - 32)288,000 = 4.166 tons refrigeration.
The above comparison shows that theory and practice approach very closely to a common line, although in the calculation the factor of specific heat of the meat is ignored, and in practice this may well be left out, as specific heat of meats at various temperatures has by no means been accurately established.
[49]
—The chilling of lard is a severe task on refrigerating equipment owing to the very heavy duty imposed in a short time. For example, with an eight-foot lard roll turning off 4,000 pounds per hour and changing the temperatures of the lard from 90° to 50° F. requires a very large compressor capacity per hour.
—Assuming the killing of 100 cattle and 250 hogs per day; making 10,000 pounds of lard, fifteen tons ice; maintaining a freezer of 100,000 cubic feet and the small work connected with the establishment:
For 100 cattle killed daily, and storage of 400 hanging, about 6,500 square feet area of cooler would be required; the height of this with the lofts would be about twenty-two feet or a capacity of 143,000 cubic feet.
For 250 hogs daily or 750 total hanging, there would be required 3,000 square feet of floor area and a height of 18 feet or 54,000 cu. ft.
The above number of hogs daily would also require a storage or cellar capacity based upon one hundred pounds meat sent to cellar for a turn over in sixty days equal to storing 1,500,000 pounds of product, or 15,000 to 20,000 square feet of floor area, requiring 200,000 cubic feet of building space.
Ten thousand pounds lard daily in four hours running would require the extraction of about two tons of duty, but by reason of the heat transmission and the low temperature brine necessary would require twelve tons duty while applied.
Fifteen tons daily ice making capacity requires about 30 tons refrigerating duty, allowing for radiation and other losses.
A freezer capacity of 100,000 cubic feet which would store 1,500,000 pounds would not appear excessive. From known results this would require about one ton refrigerating duty for 3,000 cubic feet of space or thirty-five tons machine duty. We have then:
SUMMARY OF REFRIGERATION REQUIRED
| Tons | |
|---|---|
| 143,000 cubic feet beef cooler space ÷ 10,000 | 14.3 |
| 100 cattle daily 500 pounds = 50,000 pounds | |
| 50,000 pounds meat chilled 70° or 70 B.t.u. per pound | |
| 50,000 × 70 = 3,500,000 ÷ 288,000 B.t.u. | 12.2 |
| 54,000 cubic feet hog cooler space ÷ 10,000 | 5.4 |
| 250 hogs 180 pounds each = 45,000 pounds | |
| 45,000 × 70 ÷ 288,000 = | 10.9 |
| 200,000 feet cellar space ÷ 12,000 | 16.6 |
| 15 tons ice × 2 tons refrigerating duty | 30.0 |
| 10,000 pounds lard cooler | 12.0 |
| 100,000 cubic feet freezer space | 35.0 |
| Total tonnage refrigerating effect | 136.4 |
[50]
—The use of low temperature brine, cooled by two stage compressors, a new development, is in the writer’s opinion preferable to direct expansion. (See description of two stage compression in Chapter IV.) A lineal foot of pipe filled with a liquid like chilled brine seems to have greater heat absorbing power than the same pipe filled with a light gas and consequently less piping can be used.
—Occasion arose to compare for a new large installation the relative merits of direct expansion versus brine and the following items suggested themselves:
(1) The direct expansion plant would require 150,000 lbs. ammonia in excess of brine plant.
(2) There would be approximately 8,000 more joints to prevent leaking.
(3) Unavoidable ammonia leakage through rods, glands, valve stems, compressor rods and purging would amount to at least $20,000 per year based on experience with good practice.
(4) The installation by the same manufacturer estimated to cost 15% more than a brine system.
(5) There would be no stored energy in the ammonia pipes as in brine pipes should the refrigerating plant suspend operation temporarily.
(6) The compressor hazard from returning liquid and possible machine wrecking with line breaks, ammonia losses, and danger to life.
(7) In case of extension or modification of piping, the difficulty with ammonia pipes over brine is marked.
(8) In direct expansion plants the cooling effect is stopped immediately when the compressor is stopped. It is required to operate incessantly, or if speed be reduced the current is chiefly wasted in resistance grids if electrically driven. Whereas in a brine plant the compressors can be stopped several hours, the brine being circulated rises in temperature but not sufficiently to vary room temperatures. This is a great advantage, permitting keeping “off peaks” on commercial electric lines and consequently earning lower rates.
(9) With an electrically driven compressor, speed control is fixed within quite limited bounds and if direct expansion[51] system is used more power is purchased than needed for reasons already mentioned.
(10) The total cost for operating pumps and calcium taken collectively will be far less than the uncontrollable ammonia leakage. The coil attendants can be less skilled.
(11) Brine temperature 25 degrees below zero, Fahr., can be carried, sufficiently low for all purposes. Rooms can not be controlled at as exact temperatures with direct expansion as with brine, owing to its sensitiveness.
(12) Lastly and very important, the complicated piping system to carry several back pressures to produce varying temperatures and the necessity of operating several compressor “ends” makes a complicated installation of small units as against a simple system carrying one temperature brine.
Plants of the character described usually operate on direct expansion, require three sets of temperatures, three sets of suction pressures and three sets of suction mains with various cross connections and intricate pump-out arrangements. This necessitates multiplicity of machines and connections to various cylinder ends.
Progressive authorities recognize the necessity of freezer storage in meat plants. In combination pork and beef or pork plants, newer installations will be made with far less curing space for sweet pickled meats and far greater space for storing meats frozen either before or after curing to the end of producing palatable meats, not salt soaked and of inferior quality. There are slaughtering plants for export where beef is shipped chilled or frozen, and mutton frozen. Some have exclusive freezer buildings, others parts set aside for freezers.
One temperature brine is circulated, the temperature in the rooms being governed by the quantity of pipe in service. In all instances, sharp freezers, storage rooms and curing rooms are equipped with pipes therein—and the chilling rooms for beef and pork closed coils or spray, optional.
Shell and tube coolers have proven so fitting that no hesitancy need be made about using them, and the possibility of freezing is negligible with reasonable prudence. Tanks with submerged coils can be used, but it prevents the saving made by using balanced brine pumping, on high buildings, a quite material one.
[52]
Steam Making Equipment — Uses of Pumps — Types of Pumps — Pumps for Brine — Water Supply — Pumps for Wells — Water Distribution Systems — Pumps for Boiler Feeding — Heating Boiler Feed Water — Wells — Cooling Towers — Economizers — Superheaters — Steam Engines — Exhaust Steam — Advice as to Exhaust Steam — Boilers — Conclusion.
—The quantity and type of boilers needed for a plant is entirely dependent upon the quantity of steam required and its economical or uneconomical use. The refrigerating and electric producing apparatus in the average packing house are usually looked upon as the chief using elements, but they each frequently require less steam than is used for pumping purposes, and less than is used for cooking and kindred operations. It would be well to discuss the uses of steam and return to the boilers.
—Pumps are used for water circulating, brine circulating, boiler feeding and pumping products. These are named in the order of their steam consuming demand as it usually occurs. They consume from 40 to 120 pounds of steam per horse power hour based on the kind of pump used and the skill in its operation. The most economical are electrically operated centrifugal pumps provided the current is economically generated, steam turbine centrifugal pumps, next if in good condition, and reciprocating simplex or duplex pumps third and fourth.
—The types chiefly used in packing house work are simplex and duplex reciprocating, centrifugal single and multi-stage operated by motor or steam turbine directly attached to the motive power, also power pumps of[53] triplex type and rotary or impeller pumps for fats and oils. There are endless varieties of each type.
—For brine pumping chiefly reciprocating and direct connected horizontally set motor driven centrifugal pumps of one or more stages are used. At times power operated triplex pumps are used but the most satisfactory are the second named.
Pumping brine for refrigerating purposes is a never ending process since it must be constantly performed. The common practice of an open brine tank with submerged coils is being fast superseded by the use of shell and tube type closed coolers which superseded double pipe coolers. The use of either the latter two types enables the operator to take advantage of hydraulic head by installing a balanced system described in this work which very greatly reduces the power necessary to exert to pump brine. The friction in an eight to twelve pass brine cooler is from ten to fifteen pounds, and this with the pipe friction on a balanced system will total to perhaps thirty pounds on large systems, but less than the ordinary open system—depending upon the building height.
—The water demand for packing house operation is quite an important element in relation to steam consumption. The quantity required for ammonia condensing, steam condensing (if done), and for plant purposes, washing, etc., is, in the aggregate, quite a large amount. For example: For ammonia condensing, from 1¹⁄₄ to 1¹⁄₂ gallons per minute is required per ton of refrigeration developed; for steam condensing for steam engine from 32 to 40 pounds per pound of steam condensed; for boiler operation about four gallons per horse power per hour; for plant purposes from 250 to 3,000 gallons or more per hour, depending upon the size of plant and its intelligent use. It will be readily seen that those quantities will mount in power consumption if the head or pressure pumped against is high.
—Water pumped from wells is usually pumped by one of four methods:
[54]
For small plants where one or two wells will supply the water, the first named pump is usually used owing to cheapness of cost for installing and particularly if the water rises in the well to a height reachable by a suction type pump, viz: 23 to 25 feet. Power operated suction pumps are also available for this service. If the water be too low for the above named type to handle, deep well pumps with steam head serve pretty well and usually cost less than air pumped wells.
For larger plants, larger wells are installed and submerged centrifugal pumps or compressed air is used, the latter always as a last resort from a cost of pumping standpoint, although its simplicity and reliability appeals to many.
Submerged centrifugal pumps can be operated with steam turbine or motor set on top of shaft above ground. The motor operated set is the more economical, particularly if the current be generated at low cost.
—The intelligent laying out of water systems and the pressure pumped against is a factor worth great attention. It is far better to have pumps of proper proportions for the service intended, even though it involves the use of a separated piping system.
Taking advantage of water once raised to a high level in its return to service is a power saving. For example: It is usual to locate ammonia condensers at a point where there is a good circulation of air. This is done to permit the winds to carry away the moist air from about the condensers, together with the heat delivered up through it and to the air by the discharged gas from the ammonia compressors. From the catch pan beneath the ammonia condenser the water can be diverted through the steam condenser and if the shell be bought sufficiently strong in the case of a closed condenser, the water can be delivered to the suction side of a pump which in turn will deliver it for house use for cleansing purposes. If a barometric condenser is used, the water is delivered to a hot well from whence it can be pumped or flow to sewer.
—Dependent upon the size of plant and the pressure carried pumps are usually provided as follows:
—Every plant, large or small, should be equipped with boiler water heating devices. These are so common and the practice so usual that it is scarcely necessary to mention it but the writer has seen plants where the exhaust steam from pumps and engines was being thrown to the air and feed water pumped into boilers at low temperatures. There are two types: closed and open. In the first named the water is circulated through tubes enclosed in a vessel, the tubes surrounded by steam. In the open type the steam is brought in direct contact with the water and performs the heating in this manner. The closed types are used on the principle that no oil carried in the steam is passed to the boilers, but the latter type are usually equipped with an oil separator that eliminates the oil and prevents danger from this source.
—In most instances wells of various depths from 80 to 2,000 feet will find water. A few localities, however, do not yield water via wells and this is a poor situation from a packing house standpoint. The water from surface or shallow wells is, at times, improper for use on meats owing to contamination, in which case, resort must be made to other sources. In some localities the neighboring streams yield suitable waters but in this case sewage contamination must be guarded against. The quality of boiler supply water is an important factor in the boiler operation in its bearing to shutdowns for cleaning, blowing down, repairs, etc., all of which contribute to or impair economy.
—Where it is necessary to husband water for condensing ammonia or steam the use of cooling towers comes into play. These function by the cooling of water by evaporation, the evaporation abstracting the heat. There are various kinds—sprays over ponds, water dripping over spatter boards made in various ways, such as brush piled loosely; a checker work of wood slats; screen wire, etc. These usually depend upon the circulation of air in a natural way.[56] There are various patented types, depending upon fans, to pass air through falling water. The efficiency is dependent upon the fineness of the water and the quantity of air passing through it, the relative humidity of the air controlling greatly the cooling effect.
—Where the utmost economy of fuel is striven for and on larger plants, these are installed. An economizer is a bank of cast iron flues placed in a position between the boilers and the smoke stack. Water is circulated through the tubes and the furnace gases pass about them. They are usually calculated upon to decrease the stack temperatures from 100 to 150 degrees—dependent upon its initial temperature and to heat the feed water one hundred degrees. This is a saving from a wasted source, since it is impossible to take up this heat in any boiler yet designed.
—In an earlier chapter reference was made to superheated steam. The office of this apparatus is to heat the steam to a higher point than it rises to, under ordinary boiler conditions. For instance, steam as delivered from the nozzle of a boiler is spoken of as “saturated” steam, but, if before use this is subjected to a further heating before it is used, it is said to be “superheated.”
Superheaters are of two types. They can be described as follows: A bank of coils located in the flame pass in the boilers, the steam within the coils and the flame on the outside; or a bank of coils in a separate furnace, the flame or heat generated in the furnace passing over the coils.
Steam superheated beyond 450° F. total sensible temperature requires especial pipe fittings, type of valves, and engines for reasonable safe operation, and renders an economy that a small plant cannot afford, due to the expenditure, to take advantage of.
—Owing to the cheapness of fuel in the United States, users have been satisfied with equipment at a low initial cost and in consequence pay bills continually by using uneconomical prime movers, viz.: ordinary steam engines of the simple Corliss type, using from 26 lbs. to 35 lbs. of steam per horsepower hour, or compound condensing at 15 lbs. to 18 lbs. of steam per horsepower hour or high speed[57] direct connected slide valve engine generator sets using from 35 to 50 lbs. steam per horsepower, depending upon load.
European engineers, where fuel costs are double and triple American fuel costs, have of necessity paid more attention to the subject of steam economy and have outstripped this country in design and use of economical steam engines, notably of the so-called “uniflow,” “drop valve,” “poppet valve,” or “Lentz” type and with the use of superheated steam, have reached much higher efficiencies. The fast increasing costs of fuel in this country have necessitated American builders resorting to high steam pressures with independent or integral superheaters in conjunction with steam boilers, and as a result American manufacturers are offering simple uniflow engines for high speed (say 200 r. p. m.) direct connection to electric generators. Also compound drop valve or poppet valve or Lentz types for slowly moving engines, viz.: 60 r. p. m. for connecting to ammonia compressors and in either case with steam at an initial pressure of 160 lbs. and ordinary superheat of 100° operating condensing, engines of the above types under the conditions named can be readily bought under guarantees to produce an indicated horsepower with the use of 12 lbs. of steam per horsepower hour.
The uniflow engine is now offered by several builders and is adaptable to most any service, atmospheric exhaust, condensing or against a back pressure using the exhaust for cooking or heating. There is but little advantage, however, in a uniflow engine under this circumstance unless it be the flexibility as to conditions of operation.
—The practice of using exhaust steam, that is steam which has passed through engines, for heating and cooking is considered economical. It is based upon the theory that the quantity of heat contained in a pound of steam that has been reduced in pressure from its initial or high pressure, say 100, to a low one—example 5 lbs., and then used for heating, etc., contains almost as many heat units as it did originally.
There are many places where this low pressure or exhaust steam can be used advantageously, but if extensively used, the likelihood will be to have long mains into which certain[58] equipment will pass its exhaust and from which the demand will be spasmodic for cooking purposes and intermittent for heating, except during winter seasons, and as a result there is a considerable quantity of steam passed to the air at most times.
A careful analysis is necessary for intelligent use of this idea, since the maintaining of a balance owing to business fluctuations and changing seasons makes an almost unmatchable combination. During one season live steam will be used for make up, and at other times there is a surplus.
—Aside from heating feed water and drying where the requirement is constant, a better practice is probably to limit the extent of exhaust steam systems and use live steam for most purposes.
The sources of exhaust steam, engines or pumps, are operating usually twenty-four hours daily and constantly pouring steam into the exhaust mains, which is constantly radiating, leaking and the accumulated moisture is being trapped away to a sewer or feed water heater. The traps are usually just a little out of order, and the little leaks in multiple mount up fast.
Again the apparatus in almost any department used for cooking and manufacturing is irregular in its use and an actual record will show hardly to exceed six hours’ demand or use. Why operate engines and pumps at a disadvantage all the time for the sake of a supply six or eight hours daily? The engine and pump requirement increases rapidly with the exhaust steam pressure and requires larger production from the boiler.
Any power like that needed for pumping can be transmitted on a wire with far less loss than as steam through a pipe.
The recommendations then are: Produce electricity as cheaply as possible; if electricity is made, use high class equipment operating condensing and take advantage of superheat if possible; produce refrigeration or compress air with the same intelligence; perform all pumping with electrically operated pumps; distribute steam for all uses at high pressure, at high velocity through small pipes, well insulated and have[59] the heat at the process when needed; fit boilers so they can arise to a demand when needed with ample stack and draft; install stokers, if the plant will justify it; insulate the boiler walls and generate steam as cheaply as possible—and don’t waste it.
—The common types of boilers in the United States are the fire tube boiler and the water tube boiler. The first named kind is that which suggests itself to the reader when a boiler is mentioned and consists of a shell cylindrical in form with a head in each end into which tubes are expanded. In operation the water surrounds the tubes and the fire passes through them. The water tube boiler is the opposite of this. There are variations of these and boilers that are built using both principles in part. There are also Cornish, Lancashire and Yorkshire types used in England which are fire tubes using only one or two tubes. Where a plant requirement is up to 500 horsepower, the fire tube is the usual installation owing to its cheaper cost, and more units which enables more continuous operation, especially if a unit is out of service for cleaning, 100, 125 or 150 horse-power being the standard size units. If a plant requires 750 horse-power or more, installation of the water tube is preferable owing to their requiring less floor space, higher pressures are usually carried and they are regarded as more safe under these conditions. They can be forced to a higher output if demanded, which is an advantage in times of rush business.
—The mounting costs of fuel prompts the writer to say that the management of a power plant of any packing house demands intelligence in the selection of equipment and in its operation. The losses that occur are silently passing on perpetually and are immeasurable to the proprietor since they are intangible in dollars and cents. In these days of educated engineers, a mixture of education and common sense is obtainable and it takes this training or the practical man who has augmented his practice with ability to use a pencil to figure out his conditions, and suggest remedies that will stop a leak of no inconsiderable consequence. It is a usually neglected department by the proprietary interests.
[60]
Meat Chilling — Dividing Beef Coolers — Regular Temperatures — Main Cooler — Handling Beef — Fore-Cooler — Heavy Cattle — Domestic Beef — Trimming of Beef — Skirt Trimming — Ribbing Beef — Freezing Beef — Loading Beef — Weighing and Tagging — Care of Coolers — Mutton and Veal — Chilling Hogs — Cellars — Freezing Meat.
—Meat chilling must be done intelligently with opportunity afforded for gradual chilling without too rapid hardening. The meat should not be subjected to sudden contracting low temperature effects, but to a gradual tempering that will carry the meat from blood heat down to the desired temperature. This effect is readily attained by properly constructed chill rooms. Air circulation is the great requisite.
Sufficient attention has not been paid in the past to provide ample room above the hanging carcass, that is space between the carcass and the underside of pan loft. Note slope on spray loft in Fig. 17 (Chap. IV), showing design of Balanced Brine System. Coil lofts should follow the same principle.
—Regarding the subject of dividing beef coolers to avoid freshly killed animals from being brought into contact with chilled ones. This is a disputed point, but it would seem that if space were available it would be a benefit to provide for it. Any moisture that might be given off from the freshly killed animal would, upon coming in contact with the chilled one naturally condense, and moisture is a detriment to the preservation of meats. The[61] nature of the business being conducted and the length of time it might be desired to store the meat should be considered.
—Temperature is the all important feature in meat preservation. The best practice appears to be, for beef in domestic meat trade, to reduce the temperature to 34° F. as quickly as possible and endeavor to maintain it at a uniform temperature.
—When these rooms are being filled from the fore cooler they should be held to a maximum temperature of 38° F. As soon as the filling of the cooler is finished the refrigeration should be turned on full force with a view to bringing the temperature down to 34° F. in twelve to fifteen hours after the cooler is closed. While it might be possible to bring it down in much less time it is not advisable; neither should it be longer than this. At the end of twenty-four hours for domestic shipment or city sales, the cooler should be held at a temperature of 34° F.
—When the beef is ready to go into coolers it is supposedly well dressed and absolutely clean. Such being the case, care should be taken to see that the carcasses, as they are moved along the rails, are kept bone to bone, or back to back, for if they are thrown in promiscuously (as more or less blood will run out of the kidneys if run together, one front against another back of beef) they will certainly become discolored. The beef should be handled speedily and with as little jerking and throwing around as possible, for when handled roughly veins will purge more or less and the beef, even though clean, will be highly colored.
The sides of beef should be placed at least a foot apart in the preliminary or fore-cooler. They should be placed so that under no condition does one side of meat touch the other, for if it does touch it will show an unchilled spot on the beef, which disfigures it.
Beef should always, if possible, be hung a foot apart the first twenty-four hours; later it can be hung closer without detriment, although it should not be allowed to touch.
—When a fore-cooler is used beef should be held in the fore-cooler, which consists of one-third of the[62] length of the cooler cut off by a partition or a separate room, a large amount of the moisture and animal heat that is left in the carcass is here abstracted. When killing choice cattle it is advisable to have the temperature of the fore-cooler as near 38° F. as possible, 43° F. is not detrimental. Sides of heavy cattle should hang at least eighteen inches apart in order that the air may circulate freely around the carcasses; lighter cattle may be hung closer.
—The room temperature of this secondary cooler can be safely reduced to 25° F., before filling. The maximum temperature should not rise above 40° F. It is dependent upon the quantity of product placed in the cooler, the excellence of the air circulation, the quantity of cooling surface such as sheets, sprays, brine or ammonia pipe and the quantity and temperature of ammonia gas or brine in use. The possibilities can be ascertained by test and practice established from this. Within twelve hours after killing the beef should be in storage reduced to 36°, and further to 33 to 34° F. as quickly as possible and maintained thereat until the beef is disposed of.
Meat which is intended for freezing purposes should be thoroughly chilled before being sent to the freezers, as it not only aids in the freezing of the beef, but it has a much better appearance when it comes from the freezer if it is properly chilled before being frozen.
—These held in the main coolers should be reduced to a lower temperature. Heavy cattle for domestic trade should be carried at 32° F. for the first twenty-four hours; after which 34° is not detrimental.
Export cattle for chilled beef shipment should be reduced to a temperature of 29° F. as quickly as possible and held there until loaded in cars or on boat.
—For domestic beef the coolers should be brought to a temperature of 34° F. in twelve hours after they are filled, not allowing the temperature to drop below that point. It is true that in extremely cold weather it can not always be avoided, and oftentimes in transit it is lower than that in the cars, but it is not well to permit beef to reach that temperature if it can be avoided. If coolers are properly handled and have a good circulation, and beef is put in at the[63] above temperature and allowed to remain forty-eight to seventy-two hours, it will be found to be in excellent condition and the chances of “bone-sour” will be practically eliminated, although it is impossible to always prevent it.
—While this is an item of which little can be said, it is one which merits consideration where one is doing a large volume of business. The necks of cattle are trimmed to make them look smooth and even, cutting off the ragged ends. On large cattle there are two or three pounds of brisket fat in each animal. When oleo oil is high and beef is low it is advisable to cut this fat out; when the conditions are reversed it is profitable to leave it in.
—On export beef it is advisable to trim out part of the skirts as usually the skirt in the beef is the first place where moisture will accumulate. If the skirt is removed entirely, this accumulation is prevented, and mould stops.
The hanging tenderloin is supposed to be cut out on export beef, and if the man cutting it out cuts it from the kidneys, slanting toward the backbone, on a hundred cattle he can easily leave in quite an amount of weight which sells at beef price; if cut out it would be worth only sausage price.
—If the beef is ribbed properly it shows to the best advantage; if improperly ribbed it does not, and the buyer’s opinion of its value depends largely upon its appearance. Ribbing shows the quality of the beef to a large extent, hence it is very essential that it should be done properly. The secret of ribbing is to follow close, without uncovering, the top part of the lower rib on the plate, following down gradually between the two ribs to the point in the backbone where the vertebra is the thinnest, bringing the knife across perfectly level. Beef should hang in the proper temperature for forty-eight hours before shipment. It should not be ribbed prior to that unless absolutely necessary, as it has not sufficiently set, hence the outer layers of beef will slip and give the cut beef a bad appearance, the object being to show as much meat as possible when the beef is ribbed and as little backbone. The exact place to cut probably does not exceed one-half inch wide, hence it will be seen that it requires skill to do it rapidly and properly.
[64]
—Beef prepared for freezing should be handled as if for chilling or export and at the end of thirty-six hours the coolers should be reduced to as low temperature as consistent, until the beef is transferred to freezing chambers. If a plant is constructed for freezing beef it is preferable to set aside and prepare spaces for freezing independent of the chill rooms. The freezing temperature should be maintained at zero or below, and if the meat is to be kept for a long time it should be stored in 12° to 15° above zero temperature.
—The cars must be properly iced prior to loading and the temperature in the cars brought down to the right point. It is generally customary to ice the cars one day before loading, as a car should never be loaded that is not 38° F. or lower when the doors are opened. In the loading, if it is a warm day, the temperature will creep up much higher, but the beef coming out of a temperature of 34° or 35° F. carries a great deal of cold with it, so to speak, and even though the cars may be 50° to 60° F. the cold beef, combined with the refrigeration from the ice compartments of the car, will bring the temperature down rapidly. Cars, of course, should be thoroughly cleaned and aired out prior to the icing, so that when they are open they are perfectly clean as well as of the proper temperature. Beef should be put into the cars as fast as it comes from the coolers, not being allowed to hang on the rails and be exposed before being placed in the refrigerator car. Great care should be used in hanging the beef, that it is hung perfectly solid and wedged tightly otherwise with the motion of the car the beef will become chafed and a bone from one quarter of meat will mangle and tear the meat on the quarter hanging next to it, often very seriously injuring its appearance. Fig. 19 illustrates a typical beef loading scene at a large American packing plant.
[65]
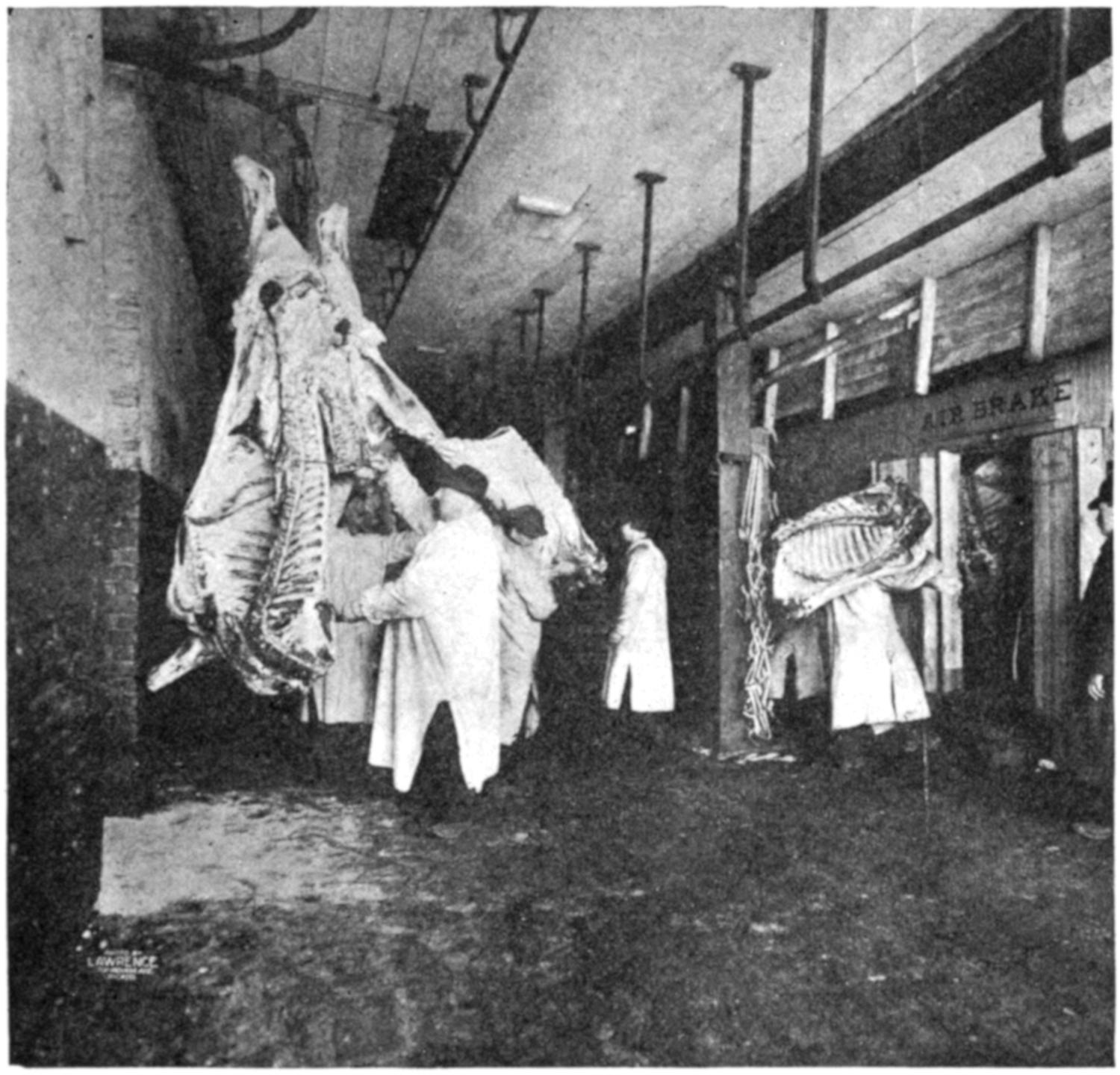
FIG. 19.—LOADING BEEF INTO REFRIGERATOR CARS.
—In order to watch the business and to know exactly what each and every purchase realizes it is necessary to keep an account of each purchase separately, and this is invariably done in up-to-date establishments. Cattle are killed in lots in which they are purchased, whether there be one or 500 in the lot; everything in a particular purchase is kept absolutely separate, the weight of the beef, hide and tallow separated, and a record sent to the office as soon as obtainable. Night clerks usually figure the cost of the beef, and when the day force comes on in the morning, the actual cost of all the live stock killed the day previous is before them for their guidance in the day’s shipments. To do this, as the cattle are dressed, the beef is weighed before placing in the cooler. Here the weight of each individual carcass is taken and tagged, showing the lot to which it belongs for guidance in shipping, the tag also having the grading of the particular carcass. Any lot of cattle will run unevenly, or in other words, there are some that are better than others. As they go to the scale an experienced man looks them over and grades them as No. 1, No. 2 or No. 3, considering only this particular lot of cattle, as a No. 2 of one lot may be much better than a[66] No. 1 of another lot; but they are graded by taking into consideration the whole of this particular bunch of cattle, as purchased. Any cattle that are badly bruised or damaged or discolored are thrown out and sent to some other department where they are cut up or treated to the best advantage possible. As fast as the cattle are graded and tagged they are put into the cooler, each special grade on a separate rail, irrespective of the lot to which it belongs, so that when the shipping clerk gives orders to the loading gang to have the beef taken out of the coolers, he will order so many No. 1 cattle off such a rail, lot, etc. As all cattle of that particular grade are on this rail it greatly expedites shipping.
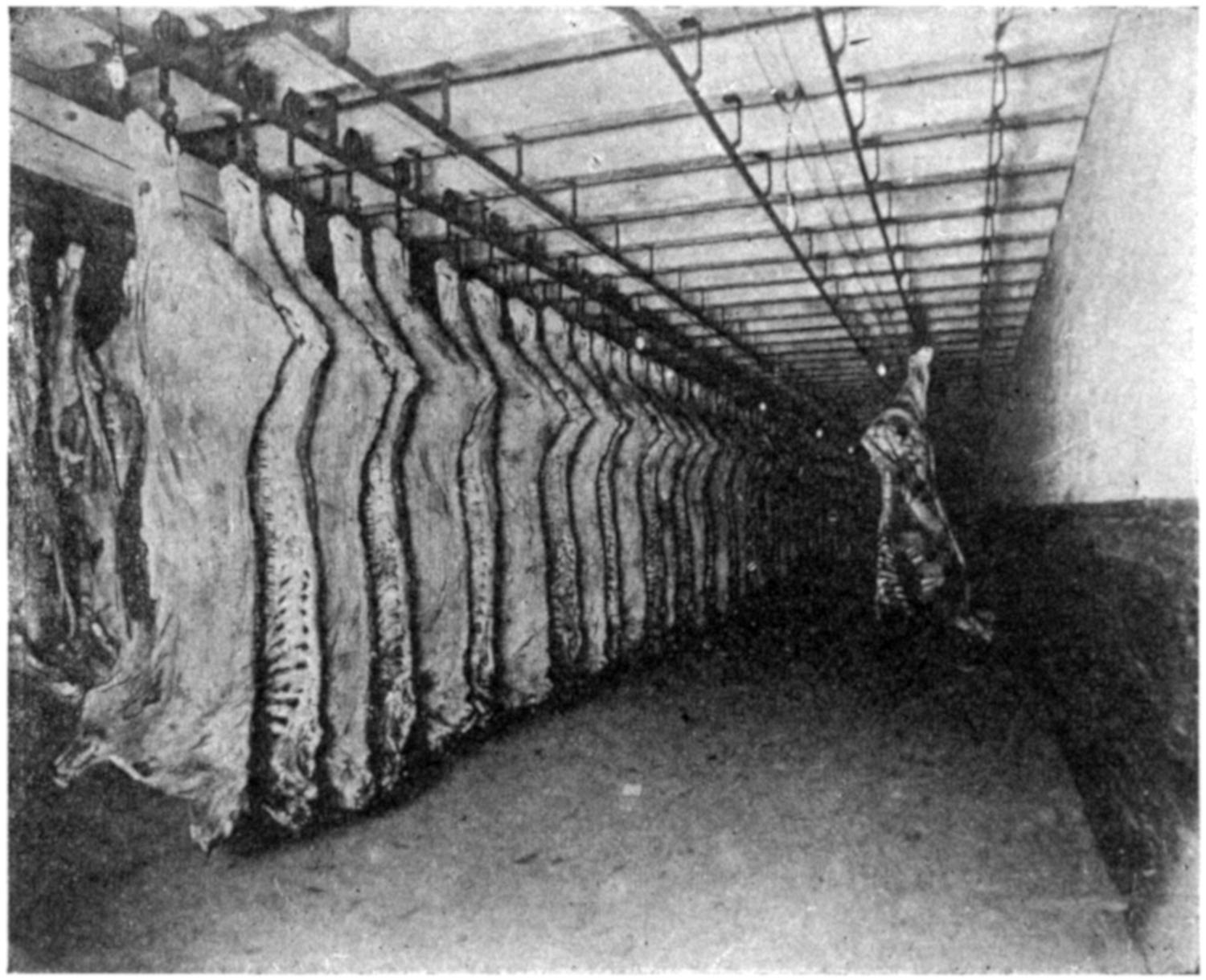
FIG. 20.—VIEW IN BEEF COOLER OF A CHICAGO PACKING HOUSE.
A great deal depends, in the expense of loading as well as the speed at which it is possible to be done, upon having the beef put into the cooler in such a way that it comes out readily and without a great deal of handling and overhauling to get odd cattle.
[67]
—It is necessary to keep coolers sweet and clean, and it is advisable to use a liberal amount of sawdust on the floors, so that the drippings from the meats may be rapidly absorbed; the sawdust should be changed bi-weekly or frequently enough to keep the coolers in a sweet and cleanly condition. Entrance doors should be washed daily, as they accumulate grease and blood, which if allowed to remain will soon become sour and disagreeable.
In all packing house plants where a comparatively large volume of business is done there should be one man whose sole duty it is to look after the refrigerators. This is a matter which necessarily needs constant attention and care. When the cooler is filled with warm meat and the doors are shut it is his duty to increase the refrigeration and see that the meat is brought down to the required temperature in the required time. It is apparent that the refrigerators should receive careful consideration, and be in charge of a man of reliability.
Beef should be placed in the cooler immediately after it is killed and never allowed to hang outside any longer than necessary. While it may take a little more refrigeration to handle it this way than to have it partially chilled by the outside air, the general appearance of the beef will more than repay for the additional cost of refrigeration.
—Mutton and veal follow the same general rule as beef as to handling. Beef offal of every character should be handled under conditions described for export beef. In the handling of any warm product it should all be spaced so as to provide for ample circulation.
—During a summer season and where hogs may have been hung out for say two hours to air dry, the chill rooms should be reduced to a temperature of 30° F. at the time the hogs are put in and sufficient refrigeration applied in to prevent the maximum temperature exceeding 38° F. It should then be forced sufficiently to again reduce the temperature of the chill rooms to 32° F. within twelve hours after killing, maintained thus for twenty-four hours additional, then reduced to 28° F. and maintained at this temperature until hogs are cut out; forty-eight to seventy-two hours after slaughtering.
[68]
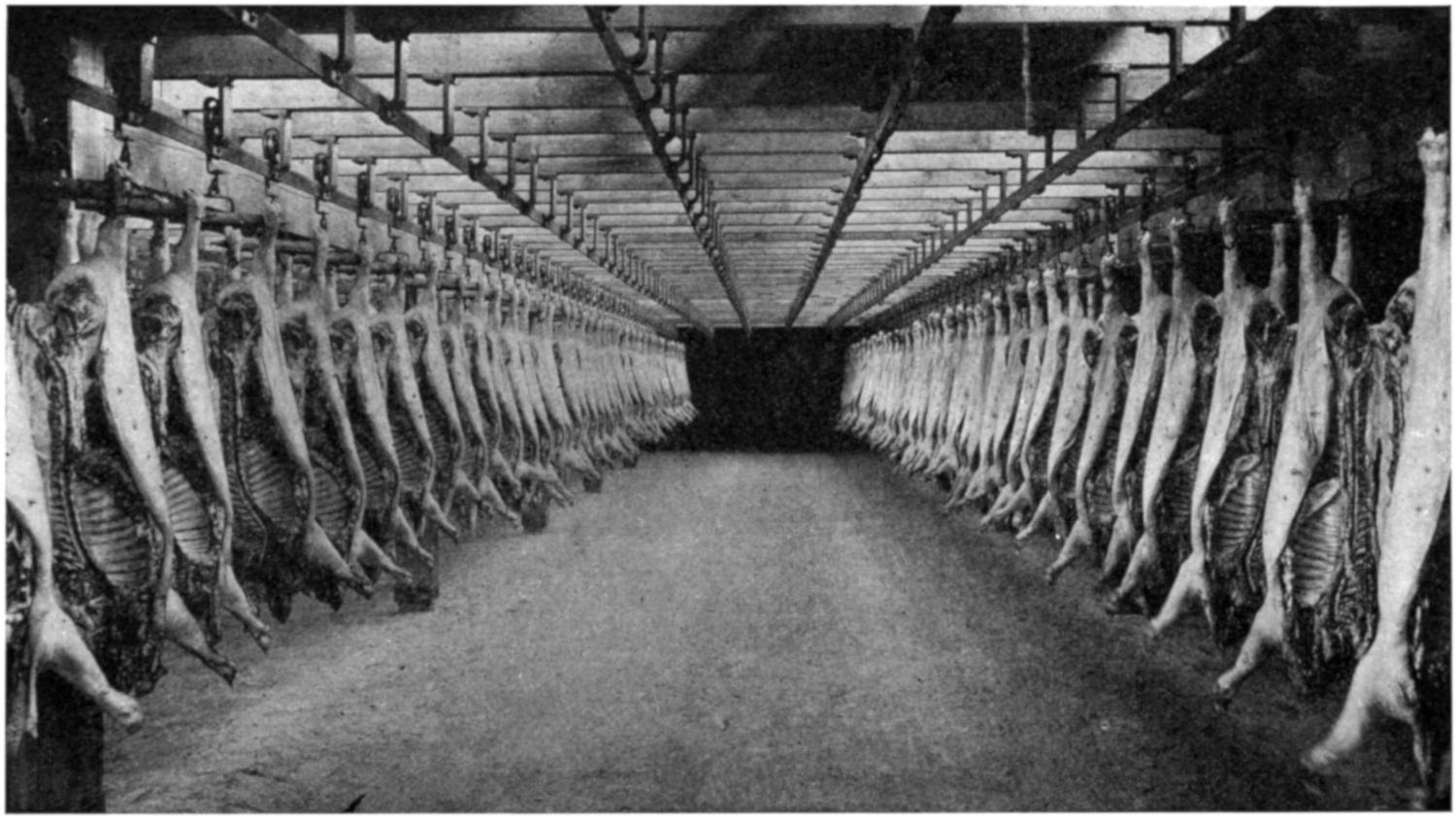
FIG. 21.—VIEW IN HOG CHILLING ROOM OF A LARGE PACKING HOUSE IN CHICAGO.
[69]
The chilling of hogs is handled in a measure the same as cattle, except that the hog is a much more difficult animal to chill owing to the character of the animal. The chilling is of such vital importance that most successful meat curers have a set schedule for operation.
It is better to segregate the day’s killing in sections of coolers sixteen to thirty-two feet wide; to insulate each cooler section from the adjacent one; to make a filling limit of 40° F. and to require sufficient refrigeration capacity and facility to reduce the chamber to 32° F. the morning after killing; and to maintain these temperatures until cutting, about forty-eight hours after killing.
—Dry salt cellars should be carried at a temperature of 38° F.; sweet pickle meat cellars at 35° F., and for almost any kind of curing. Cellars are occasionally reduced to 32° F. to suspend rapidity of cure. Dry packed meats carry safely for ninety days in 20° F., and for longer holding should be reduced to 12° F.
—The freezing of pork, which has become so important during the last decade, seems to produce the best results when performed at low temperatures. Many firms maintain freezers at a temperature of from 15° to 10° below 0° F. Some insist upon storage of meats under conditions of 0° F. to 5° F. Unquestionably the prompt freezing of the product is a benefit, but the storage in these excessively low temperatures would seem questionable since there is a very marked “drying” tendency in low temperature rooms owing to the very low percentage of moisture the air will contain.
It is the practice among some to coat the edges of piles of pork, or the individual pieces, with water after the style of dipping fish in fish-freezing. For all practical purposes, however, it would appear as well to store the meat in rooms at 7° to 13° F., with 10° as a standard. Canvas covering to prevent air circulation is a benefit.
[70]
Warehouse Design — Floor Area — Fire Proof Buildings — Floor Construction — Coolers — Fan and Ventilation — Spray System — Galvanized Sheet Iron Pipes — Coil Rooms — Quantity of Pipe — Method of Erecting — Life of Pipe — Cellar Ceiling Suspension — Ratio of Piping — Defrosting — Gardner Curtain System — Direct Expansion Piping — Chill-Room Bunkers — Low Temperature Brine System — Freezer and Storage Buildings.
—Under this heading we will discuss the standard pork building for curing meats and for chilling hogs.
—The warehouse building as usually laid out should provide 10,000 square feet on each floor, and as many stories in height as needed and as many units as needed. It is common and usually best to set posts sixteen feet centers in each direction, making sections sixteen feet square. This area seems to lend itself best to practical usage in packing house work.
—The permanence of the premises, the value of the product in storage, and many other points make the advocacy of fire-proof warehouses commendable. The warehouse, where floors are likely to be used for storing moist or wet goods, or for curing meats, should preferably be solid concrete floors, rather than tile, with concrete joists and concrete topping.
—The ideal packing house floor is as yet to be discovered. What appears to be the best in a warehouse is a monolithic floor, treated under the zones where meats are to be piled, and all trucking thoroughfares paved[71] with brick or tiles, or perhaps an asphaltum preparation, as the latter can be replaced.
—In most instances it is best to arrange the coolers on one or more of the upper floors. Cooler design varies, but late practice has been drifting back to the old system of open spray brine which is described elsewhere. The customary practice in the United States is for some type of natural circulation, as by the use of ducts with air chilling facilities above the chill rooms. Practice has proven for fresh meats that the use of this system is far superior to that of forced draft, sometimes called “indirect” refrigeration.
—In northern climates it is a good practice to place a window at each end of the pipe or brine loft to admit a circulation of air during cold weather, locating an exhaust fan centrally over the coolers with a duct connecting with the fan from each room, drawing air from either end toward the center via the open windows in the end of the loft. This induces a circulation through the hot and cold air ducts which produces quite sufficient circulation and a uniformity of temperature in the contents in the room below.
In warm climates the use of roof plugs, and airing or venting the cooler at each filling, is, in our judgment, an expensive method, and not justified by the results obtained.
—The “spray system” has been rejuvenated and is very popular. This system is particularly effective for warm beef and sheep coolers and for hog coolers. It can well be installed at slaughter and shipping points, but its use in hanging rooms where beef is aged and held for sale is questionable, by reason of the probability of shrinkage owing to the rapid air circulation maintained.
—There are various opinions as to the width and height required in a bunker room for installation of the spray system. A room from thirty-two feet to forty-eight feet wide can be successfully operated. Increased width beyond that means increased height and this, in turn, means more construction cost.
Rooms twenty-five feet wide with twenty feet pans have been built and successfully operated, but at less widths the brine is likely to carry over. The value of the spray system,[72] and the rapidity with which a room and its contents can be cooled by its use, seems to be due to two causes, the direct contact of the air with the finely divided brine spray and the induced air currents created by a mechanical circulation.
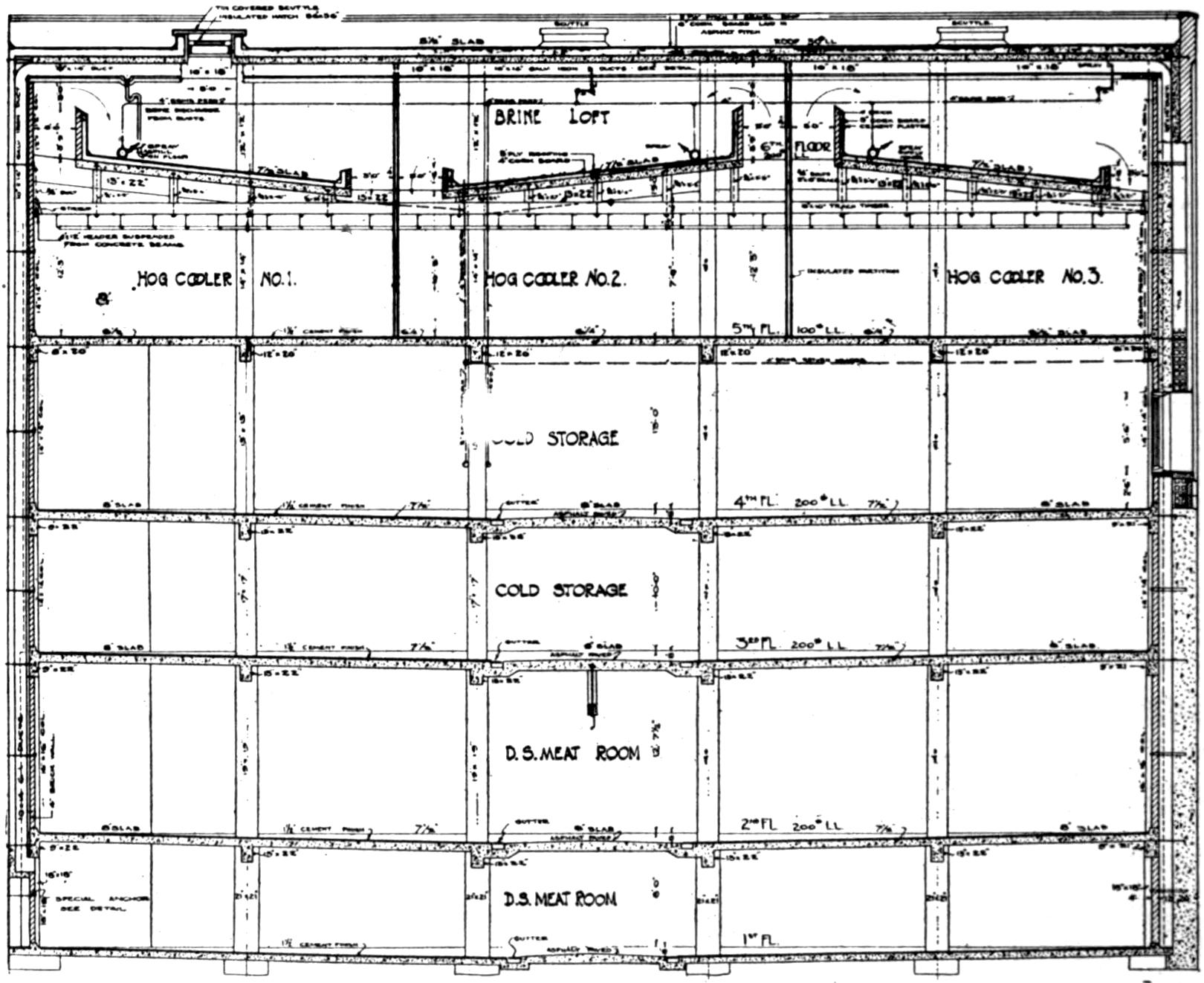
FIG. 22.—SECTION OF COLD STORAGE HOUSE EQUIPPED WITH SPRAY SYSTEM.
—The accompanying diagrams show two types of construction. One wherein the brine pan is made of cast concrete and the rails suspended from wood rail beams hung on rods attached to the ceiling. The other one shows the brine pan made of wood built up from supported rail beams. In the first instance the brine spray is collected on what might be termed a composition roof (without the gravel covering) made from asphalt saturated paper, and asphalt laid over a cork sub-base spread upon and cemented to the concrete pan. In the second instance the pan is made from wood, exhibiting a wood paneled surface on the underside, covered with cork, more wood and then lined with a galvanized iron pan.
[73]
—In both instances the brine spray header was located near the top of the hot air flue partition and the sprays directed to a line below the horizontal, to insure the brine falling well within the pan, to prevent splash through the cold air flue.
The brine is collected and returned through a main pipe to the brine tank in which are placed the submerged coils.
—One system is operated on salt brine in which the accumulation is sterilized by boiling, then filtered and used for curing purposes. The other is operated on calcium brine which is concentrated by passing over a concentrator. It is then returned to the brine tank.
—There are various spray devices purchasable on the market, some approaching atomizers. The owner usually selects something to his taste. A common spigot can be used with a piece of bent tin to distribute the brine at the outlet, but more efficient devices are obtainable.
The location of the nozzles at a distance of about four feet apart seems to be ample for most purposes. The outlet opening should be about one-half inch, valve controlled to suit. It is well to arrange long length of pipe so that each cock is supplied with an equal quantity of brine by use of forked connections on a complete supply circuit.
—For room cooling, formerly used to a considerable extent was sheet iron pipes. The three-inch galvanized iron spiral riveted pipe is recommended, or where this is not readily obtainable three-inch galvanized iron crimp-joint and soldered seam pipe may be substituted. While not quite so substantial as the spiral riveted pipe, it will, with ordinary care and attention last a long time.
The use of spiral riveted pipe has been found unnecessary, provided No. 24 gauge metal is used in lock seamed pipe. Open-hearth steel, galvanized, is preferable to Bessemer. The writer experienced one failure with the latter.
[74]
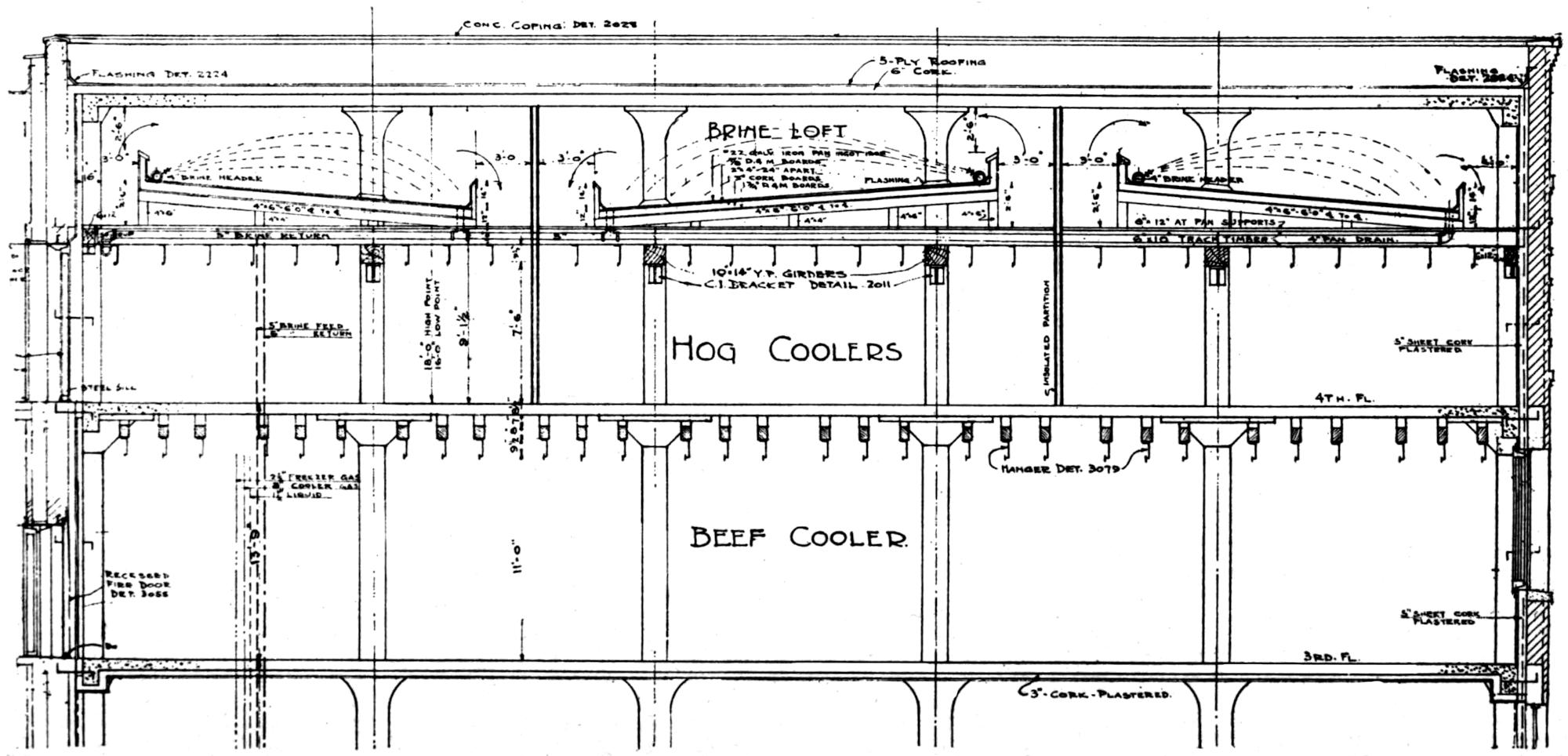
FIG. 23.—SECTION SHOWING BRINE SALT AND SPRAY SYSTEMS.
[75]
Ten different pieces of this pipe ten feet long were capped on either end and submitted to a hydrostatic pressure test; the bursting pressure average of the ten pieces was found to be 146 pounds to the square inch, while some of the samples stood a pressure of over 180 pounds to the square inch. In actual practice the pipe used for this purpose is never subjected to a pressure exceeding forty pounds to the square inch.
—Fig. 24 shows the end view of the cooler with the detail of the hangers on which the pipe rests. Fig. 25 shows the end view of one bay with the pipe located and connected.
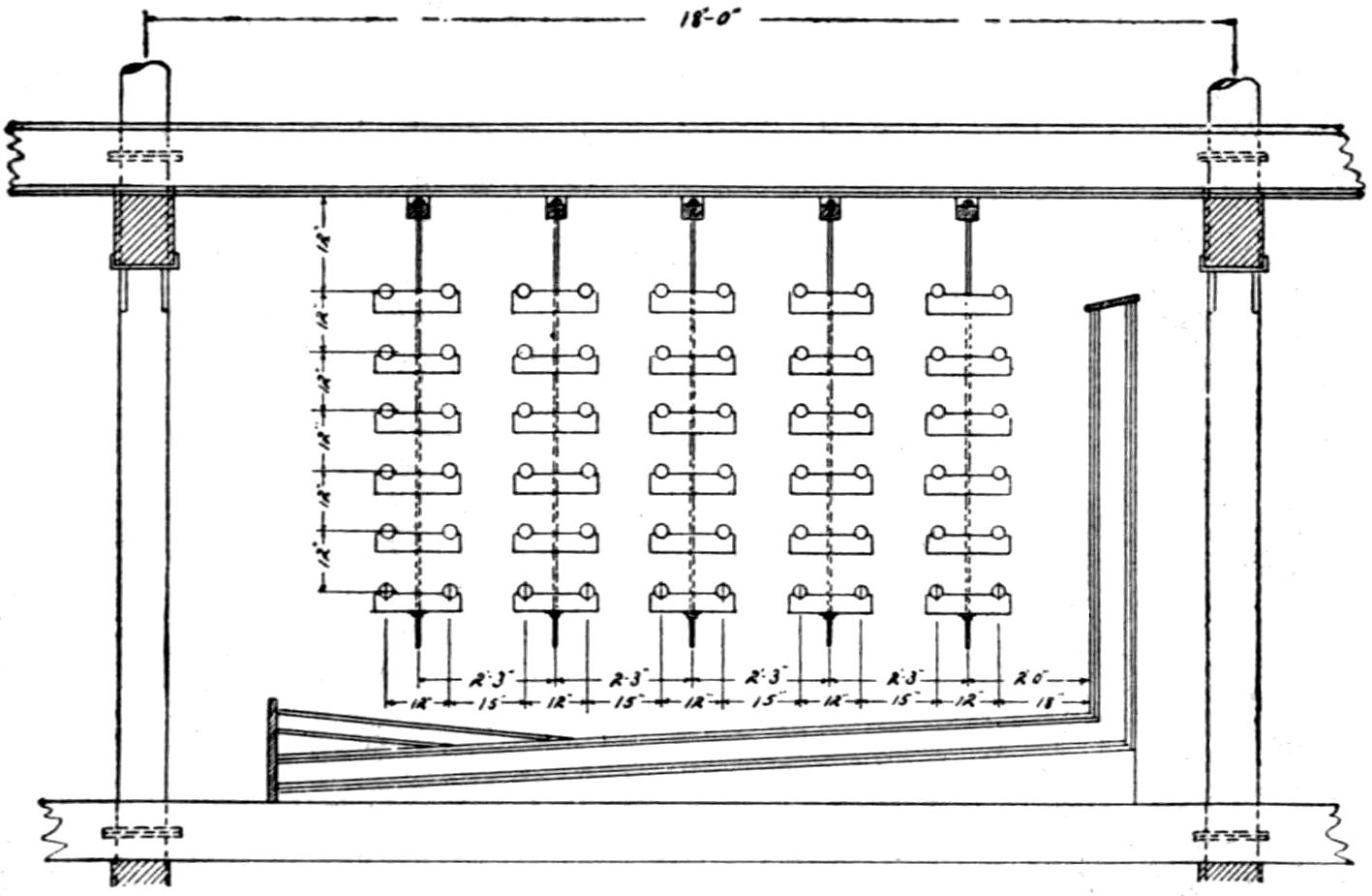
FIG. 24.—END VIEW OF COOLER; DETAIL OF PIPE HANGERS.
—In brine pipe refrigeration for cattle the author would recommend to each sixteen-foot bay, eight series of three-inch galvanized spiral riveted pipes with six pipes in each series. These make a total of forty-eight pipes for the fore-cooler, where the largest proportion of pipe is needed, and forty pipes per section in storage beef cooler. For hog coolers forty-eight pipes per section throughout is recommended.
[76]
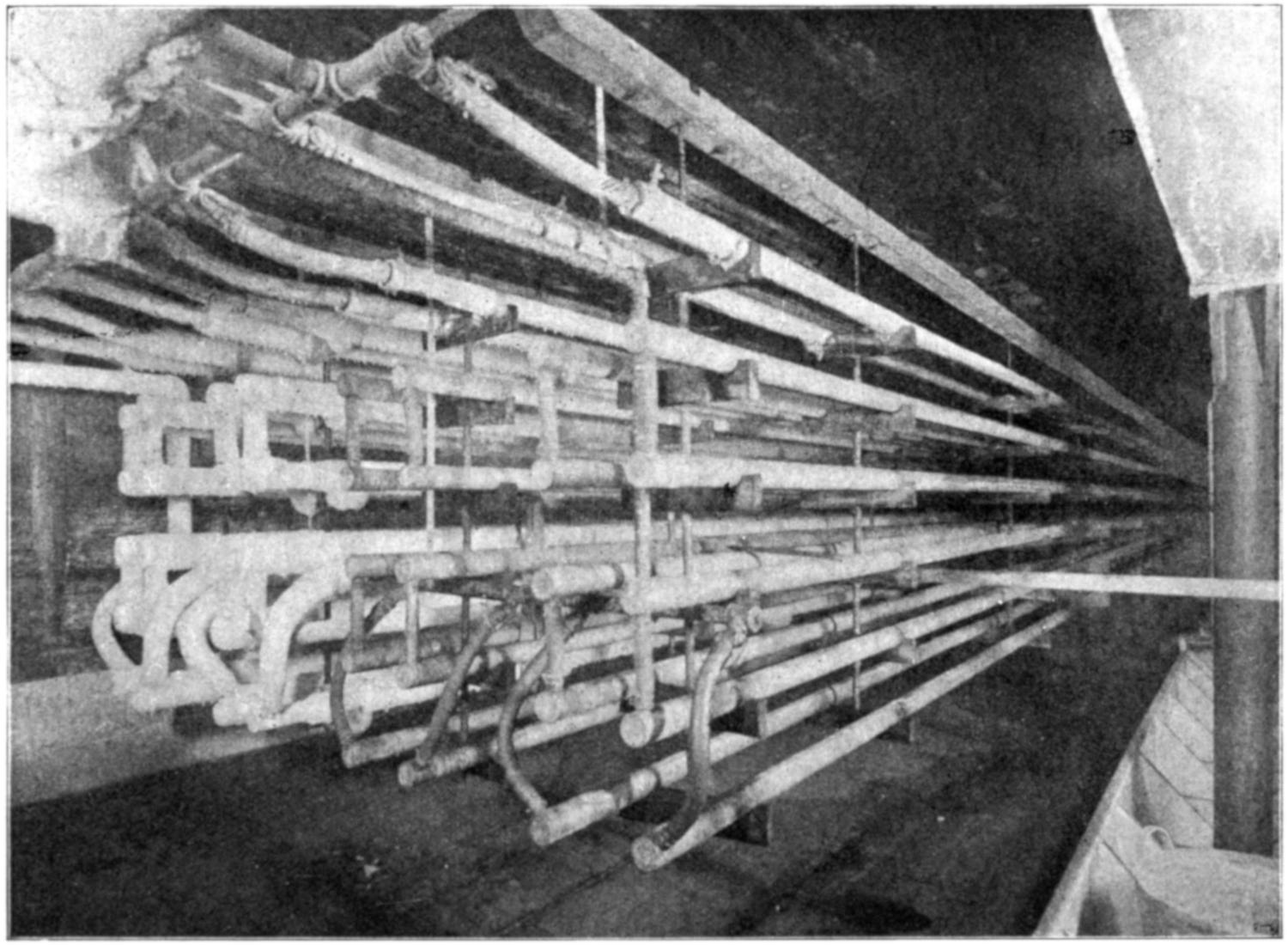
FIG. 25.—END VIEW OF BAY SHOWING REFRIGERATING PIPE HUNG TO CEILING.
[77]
—Adoption of this system where brine circulation is used can be made for meat storage rooms. (See Fig. 26 for detail of the end pipes with fittings for the hose connections.) Pipes are usually furnished in ten-foot lengths, riveted and soldered, and are slipped together like ordinary stovepipe joint, all of these slip joints being carefully soldered to be brine tight, a sufficient number joined together to make runs of the required length to suit the pipe chamber. At the end of the runs one of the three hose connection fittings shown in Fig. 26 (feed connection, intermediate connection and return connection) is put on for the purpose of connecting the runs together by means of the rubber hose. Chatterton’s compound is put on the nipple of the fitting connection quite warm, the hose being slipped over at once and a wire clamp then put around the hose very tightly, when the connection is complete.
FIG. 26.—DETAIL OF END PIPES, SHOWING DIFFERENT FITTINGS.
—This pipe is recommended for the following reasons: First, for its economy; second, for its lasting qualities. As proven by experience, galvanized pipe will last fully twice as long as the ordinary black iron pipe. This would hardly seem possible when first considered by[78] anyone not having had the experience, and would naturally seem contrary to his judgment. There was installed in 1890 over 100,000 lineal feet of this light galvanized pipe in a Chicago plant, some of which is still in use.
Samples of the galvanized pipe that had been in use for upward of ten years were found to have a very slight coating or deposit of rust on the inside of the pipe, less than one-thirty-second of an inch thick, and adhering very tightly to the surface. By removing this rust with a sharp instrument it was found that the galvanizing was as clear and bright as when originally put on.
FIG. 27.—SIMPLE METHOD OF SUPPORTING BRINE PIPES.
—In Fig. 27 is shown a very simple, inexpensive and effective method of supporting brine pipes in cold storage rooms, or in rooms used as curing cellars, etc. This arranges a combination whereby a drip pan can be suspended for catching the drip, the construction being illustrated. It is preferable to line the pans with galvanized iron so as to preclude possibilities of leakage. The wooden construction of the ordinary class is usual.
—Regarding the quantity of pipe required, this in a measure depends upon the insulation of the cellars and the temperature of brine circulated. With brine at a temperature of 10° F., one lineal foot of pipe will supply radiation sufficient for twenty cubic feet of cellar.
[79]
FIG. 28.—GARDNER’S “CURTAIN” SYSTEM FOR BRINE CIRCULATION AS INSTALLED IN A CHICAGO PACKING HOUSE.
[80]
—The inlet and outlet pipe should have a 1¹⁄₄-inch connection, this being ample for a coil about four hundred feet in length.
—To dispose of the accumulation of frost that collects on the coils within the coil bunkers over the beef and hog coolers, it is usual to have a warm brine arrangement consisting of an independent feed header, cross connections to the coils, a tank containing a heating coil and a small pump.
When the frost collects so as to be detrimental, a supply of brine in the small storage tank is heated to about 60° F., and it is continuously pumped through the small auxiliary header, thence into the coil it is desired to remove the frost from, until the frost is loosened, when it is lightly tapped and falls to the floor of the bunker pan. Unless the cellar temperatures are carried low it is unnecessary to use this system in the curing cellars, as the coils will drip from natural melting.
The use of this system of brine installation with a proper defrosting arrangement has much to recommend it as to economy and efficiency, particularly in use with a balanced brine system.
—A better system superseding that just described is to arrange the coil loft or cooler coils with a brine drip over them to remove the frost, the drip being collected in the pan, conducted to a reservoir and re-circulated. Similar to the manner used with direct expansion piping.
—One of the early types of open brine chilling was the Gardner curtain system.
For this system a refrigerator or curtain room is provided, directly above the meat coolers, and of same length and width, in which is fixed an open pan or brine distributing trough, located over the sheets and distributing the brine thereon. Fig. 28 shows a photograph of the curtains in a refrigerator or bunker room.
A plan of installation showing position of curtains is given in Fig. 29, and Fig. 30 shows a cross section of a bunker room with the arrangement and insulation in a wood constructed building.
[81]
—There is a decided opinion among many operators that direct expansion ammonia system piping, is preferable over any brine circulation system, owing to the non-requirement of pumps for circulating purposes. Caution is necessary in erecting all direct expansion piping. It must be amply and securely erected, avoiding the use of coach-screws or lag-bolts, owing to the danger of rotting and giving away, thus causing perhaps fatal injuries. Room piping will appear best situated when grouped over alleys and arranged with drip pans so located as to avoid drip onto meats or packages. The ratio of piping given for brine pipe will hold as to lineal feet, substituting foot for foot of two-inch instead of three-inch pipe.
FIG. 29.—PLAN OF GARDNER “CURTAIN” SYSTEM OF REFRIGERATION.
[82]
—In chill-room bunkers there should be a brine system arranged to drip the brine over the pipes for use during the early hours of filling, since a double advantage can be gained by so doing. This is quite effective when intelligently operated.
—The use of freezer buildings have become of such consequence in larger packing plants for the storage of meats that it would seem opportune to introduce a description of a freezer storage building and to discuss the requirements necessary for it.
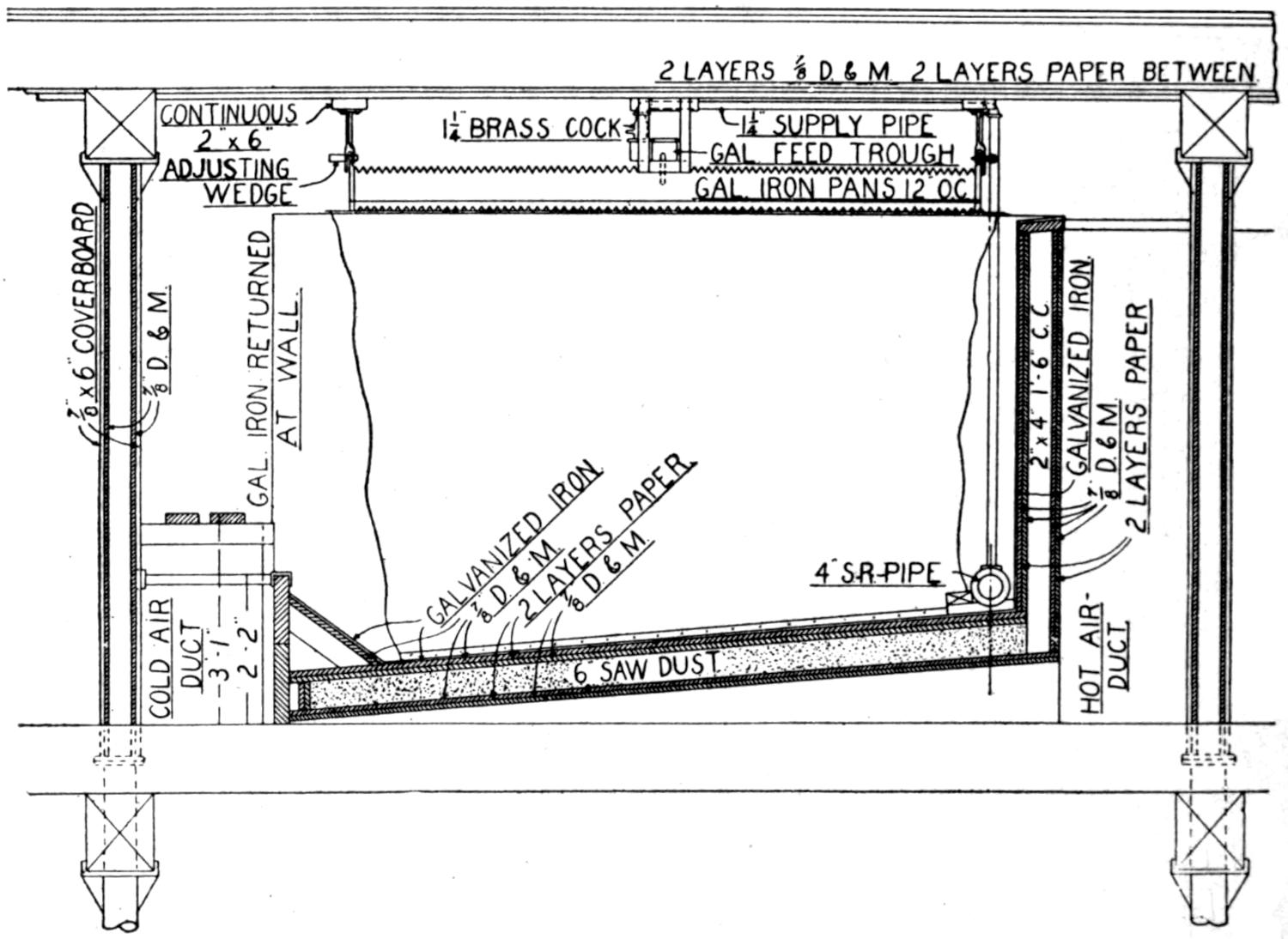
FIG. 30.—CROSS SECTION COOLER, BUNKER “CURTAIN” SYSTEM.
—The growth to include as it now does, in most instances, a produce merchandising business with its seasons of production and storage together with the necessity of providing low temperature storage space for storing delicately cured hams and bacon over seasons, make it almost a necessity to provide low temperature storage or seek it away from the premises, with the incident expense involved in transfer and return, storage charges, and the damage resultant from exposure.
[83]
—A first consideration is the location of the building for operating advantages, which is a local matter, but involves shipping facilities by team and by car, convenience to the source of production, and power plant. Naturally the value of the commodity in storage, which at present prices, reaches a considerable amount, and the safety of the product becomes a matter of no small thought.
—The permanence of a building for this purpose once constructed, and the likelihood of changes due to variation in business being small, together with the safety of its contents and a consequent low insurance rate, makes fire-proof cold storage buildings highly desirable. In these days of increasing insurance rates, buildings that are rated from twenty to thirty cents per thousand dollars—non-sprinkled—appeal to us. These rates are not uncommon. Such can be obtained on properly constructed buildings with adequate exposure protection.
—Fire-proof cold storage buildings can be of various styles of construction. The two types mostly used being, first, of steel frame with either cast iron or steel columns, girders and beams with tile or concrete in combination for floors, or secondly, reinforced concrete frame with concrete and tile in combination, or monolithic concrete floors.
For moderate heights the walls can be self-sustaining, that is, built up solidly; but beyond a certain height it becomes economical to use curtain walls similar to the well known “skyscraper.” In buildings up to eight stories, reinforced concrete frame with monolithic floors prove more economical than steel frame with tile or concrete floors. Reinforced concrete buildings are more lasting, since it is impossible to closely fit tile around steel columns and girders and exclude air, moisture, heat and condensation, existing in this class of building, conditions most contributing to rust. The life of steel framing under these conditions is an untried experiment. On the other hand, in the reinforced concrete building the strength is much derived from the concrete and when well designed and the work well executed the steel is imbedded and thoroughly concealed in the concrete, remote from the conditions above stated and contributing to an indefinitely[84] long life. However, steel columns and girders encased in concrete make them practically the same.
—Eight-story warehouses with basement appear to be ample in height for ordinary conditions. Meeting the insistent demands of building ordinances in some cities like Chicago, these can be constructed of reinforced concrete with a maximum column diameter of twenty-eight inches, with all floors designed for 200 pounds per square foot. This height of building with such loadings approximates the practical limit of sustaining on footings on the usual underlying earth, with building panels sixteen feet square, the column spacing best adapted to storage purposes.
—In concrete buildings just referred to, our preference in style of construction is either of the mushroom type, that is, flat ceilings without girders; or secondly, with girders extending in one direction only. An inexperienced engineer in his efforts to minimize the quantity of steel and concrete requirement will invariably wish to carry girders from column to column and cross beams between girders, making the ceiling look like a checkerboard, losing perhaps twenty inches or more head room on every story and making a much more expensive building to construct and operate. The same fault is noticeable in steel frame buildings, since nearly always there are cross beams between girders. This drops the chilling pipes, curtailing head room and makes an unsatisfactory arrangement. Whereas with a mushroom or flat ceiling with girders in one direction, the difficulty is overcome.
—In an eight-story building the additional height above referred to amounts to from ten to fifteen feet of unnecessary building and adds greatly to the construction cost.
—As for the exterior surface of the building, this should be brick, the lighter the color the better, making absorption of heat less probable. When building reinforced concrete frame with curtain walls, the design should be such that the brick work entirely covers the concrete frame, since it is very difficult to obtain tight joints abutting beams and columns when attempting to build panels of brick in concrete framing. It is desirable to prevent air and moisture leakage.
[85]
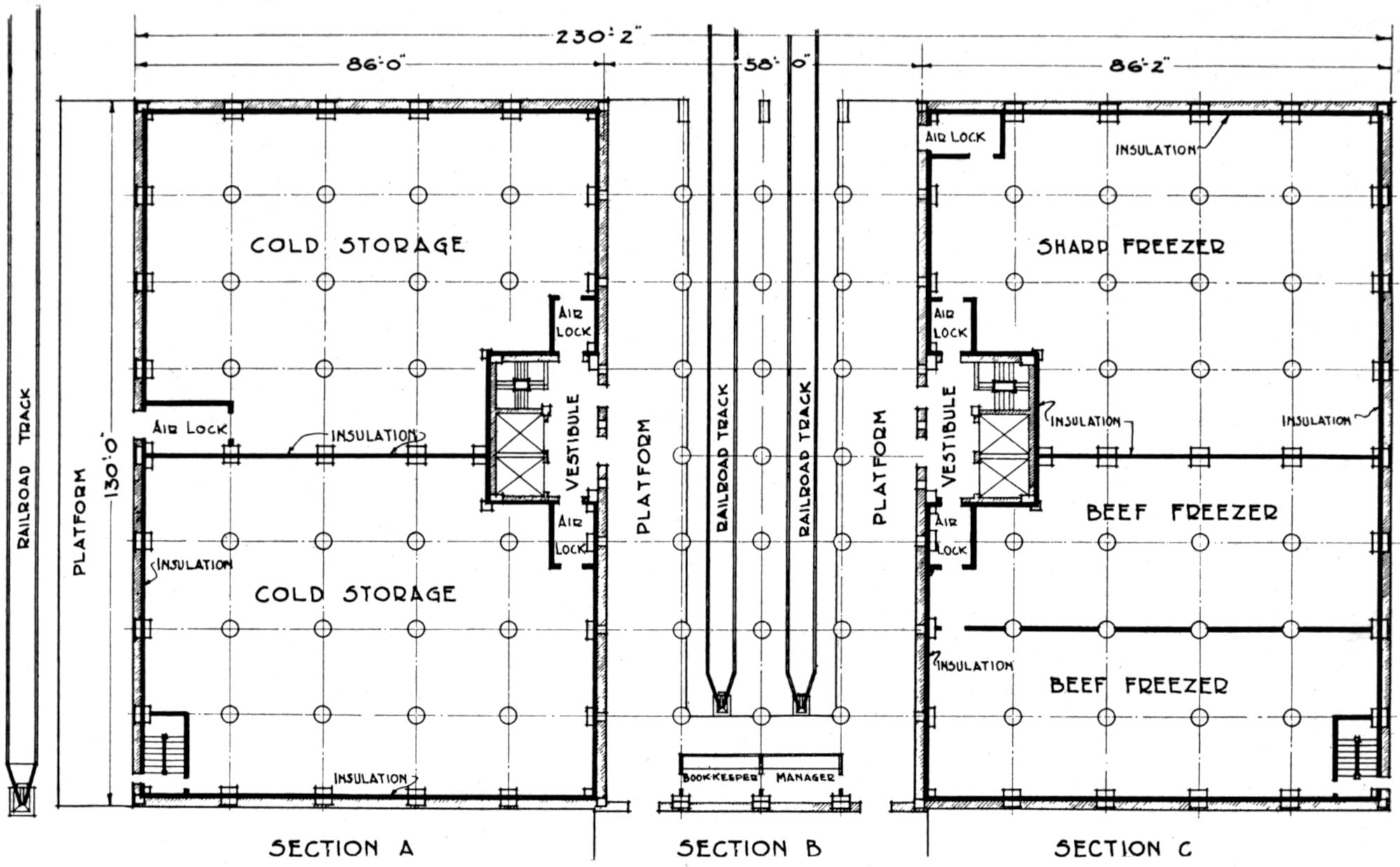
FIG. 31.—GROUND PLAN OF A FREEZER AND STORAGE BUILDING.
[86]
—In the selection of brick sufficient attention is rarely paid to the obtaining of brick burned approximately to vitrification. The presence of salt, as is frequently noticed on exterior walls of packing houses adjacent to floor lines, indicates that brine has been percolating the walls, due to their porosity. In the same manner water will pass through the opposite direction, and very far disqualify the insulation materials unless they be non-absorbing, and even these are lessened in value owing to the accumulating moisture.
—All kinds of tile and plaster or concrete exteriors should be avoided, since it is impossible to prevent shrinkage cracks which permit percolation of water, eventually shelling off plastered surfaces and deteriorating insulation.
—In northern climates it is desirable to take advantage of the winter air when it equals or is lower in temperature than the rooms where product is stored, or when empty to air and cleanse an apartment. For convenience in this it is advisable to locate refrigerator windows in the same line to permit ready flow through the room; these being put on hinges similar to a door.
—When undertaking to construct buildings fire proof, problems in insulation are encountered. The more dense or heavier the material used in building, the more cold radiated from all surfaces unless effectually cut off. In ordinary type of construction the various floors rest on exterior walls and in no way is it possible to prevent a very great loss of cold being carried through the floors, thence to the walls and dissipated thereby. Such matters are not trivial in their importance. At one wholesale distributing market deterioration in insulation during six or seven years has necessitated the doubling of refrigerating machine service and the volume of business is practically the same. To obviate this the remedy seems to be to surround the building on all sides and cover the roof with an encasing of insulation, putting an exterior covering of brick or impervious material over this to[87] protect the insulation, and to prevent moisture coming in contact with the insulation. It is just like dropping a small box within a larger one, the space between the sides being the insulation.
—This is accomplished when building self sustaining walls by constructing a set of columns adjacent to the walls with girders from column to column and supporting floor slabs upon the girders, not permitting either columns, girders or slab to be in contact with the exterior wall. In a skeleton construction design there are twin columns, girders and beams, the inner set carrying the floor loading and the outer the building walls, the insulation lining being unbroken between them.
—Commercial demands require a variety of temperatures, some at zero, some at fifteen degrees and some at thirty-two or over, in the one building. The maintaining of these varying temperatures in one building requires most careful designing, since the concrete everlastingly conveys cold and attempts to cut off a floor from that above can only be done by comprehensive and extravagant insulating.
There have been storage houses where with a freezer situated over or under an egg room a stove was maintained in the egg room to offset the cold temperature from above or below. A dangerous, costly expedient as well as the risk of freezing eggs. To encase and isolate a room to maintain zero to fifteen degrees in it and, say, thirty-two above, it is necessary to perform the following insulating: Line the ceiling and beams; cover the floor; cover the columns, so as to really envelop the cold. When insulation is placed on the floor, naturally the question of a wearing surface over the insulation is apparent and to maintain it fire-proof this must be cement or perhaps mastic. This causes an expenditure for wearing surface over the floor insulation, increased column quantity and strength, increased deadload of floors, insulation of floor and ceiling, of columns, and this, conservatively speaking, amounts to a total of eighty-five to ninety cents per square foot of area. This over one foot is but a small amount, but on a building one hundred feet square it becomes eighty-five hundred dollars per story.
[88]
—To meet the variety of temperatures required, subdividing the premises into sections, but doing it vertically rather than attempt to divide it horizontally, with a portion set aside for each division of temperature. If the business is of such volume as to permit this, make no attempt to insulate one floor from that above, as there is no practical way to do it and obviate an investment in insulation from which there is no return. A thorough external wall and roof insulation is strongly recommended, and the cold radiating into a room above that may be only partially filled or empty may be considered as no great loss, provided the outer contacts are eliminated or minimized.
In fire-proof construction the loss of cold through the ground is an unsolvable problem. To effectually do so it would be required to insulate every floor slab, top and bottom, all wall beam and column surfaces. From the foregoing deduction the cost would be prohibitive.
—It is obvious from this argument that freezers should not be located in basements. It is far better to locate them on the upper floors of the buildings and make the cellar a moderately cold room, permitting the cold that will to radiate from the columns to chill it, but supplying such additional piping as may be required to maintain a regular temperature. If a freezer is placed on a first floor, it requires insulating the basement ceiling, which can be readily done. The basement columns are not insulated.
—With reference to piping for freezing boxed goods or beef cuts, the shelving system made from coils of pipe upon which to store the product while freezing is preferable. They are equally efficacious, whether used in brine circulation or direct expansion of ammonia. The coils in the freezing rooms are located on ceilings, making one layer over ceiling for fifteen-degree rooms where conditions permit, for handiness in removing frost. If the rooms be carried at thirty-two degrees or over, group the coils in alleys to enable easy location of pans for collecting drip, when coils are out of service. Whether one uses direct refrigerating by expansion of ammonia or brine circulation through pipes hung in rooms or indirect refrigerating by circulation of chilled air is a matter governed by local conditions and requirements.
[89]
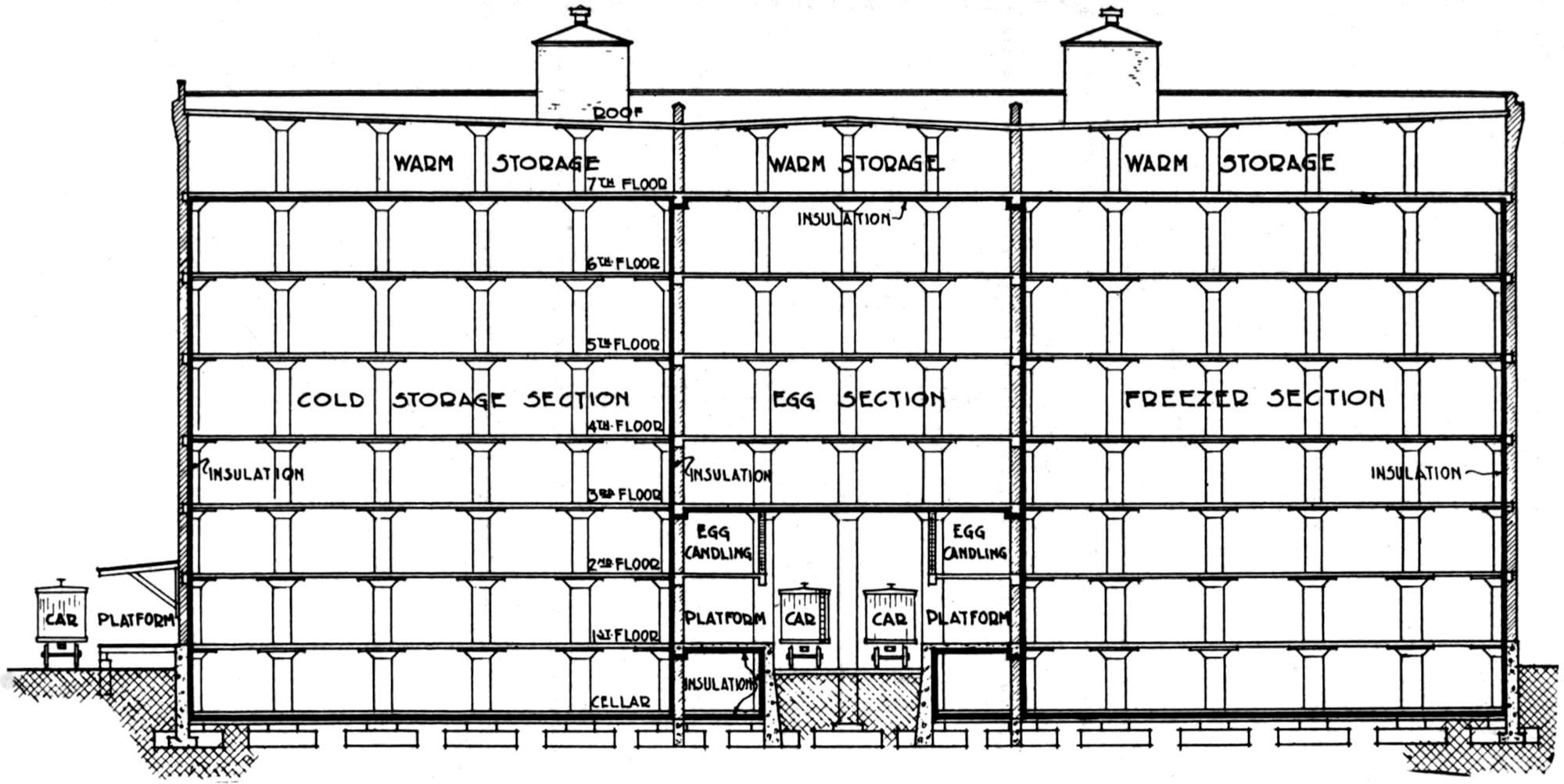
FIG. 32.—LONGITUDINAL SECTION OF A FREEZER AND STORAGE ROOM.
[90]
—The plant shown in Figs. 31, 32 and 33 has a large ground area and is a non-sprinkled risk. This building has a frontage of 230 feet by 130 feet depth. To avoid an insurance area charge for too large floor areas, and because of a desire to carry several temperatures, the building was subdivided into three sections, A, B and C, by putting in fire walls. It was designed to have Section “C” subdivided into two halves, permitting the maintenance of two classes of low temperature. Section “B” was set aside primarily for carrying eggs and apples and thoroughly isolated. Section “A” was treated in like manner to Section “C,” except that provision was made for the division wall, which was not put in at time of construction. Illustrating the design is a general floor plan of the premises together with a longitudinal section drawing and a cross section drawing of Section “C.”
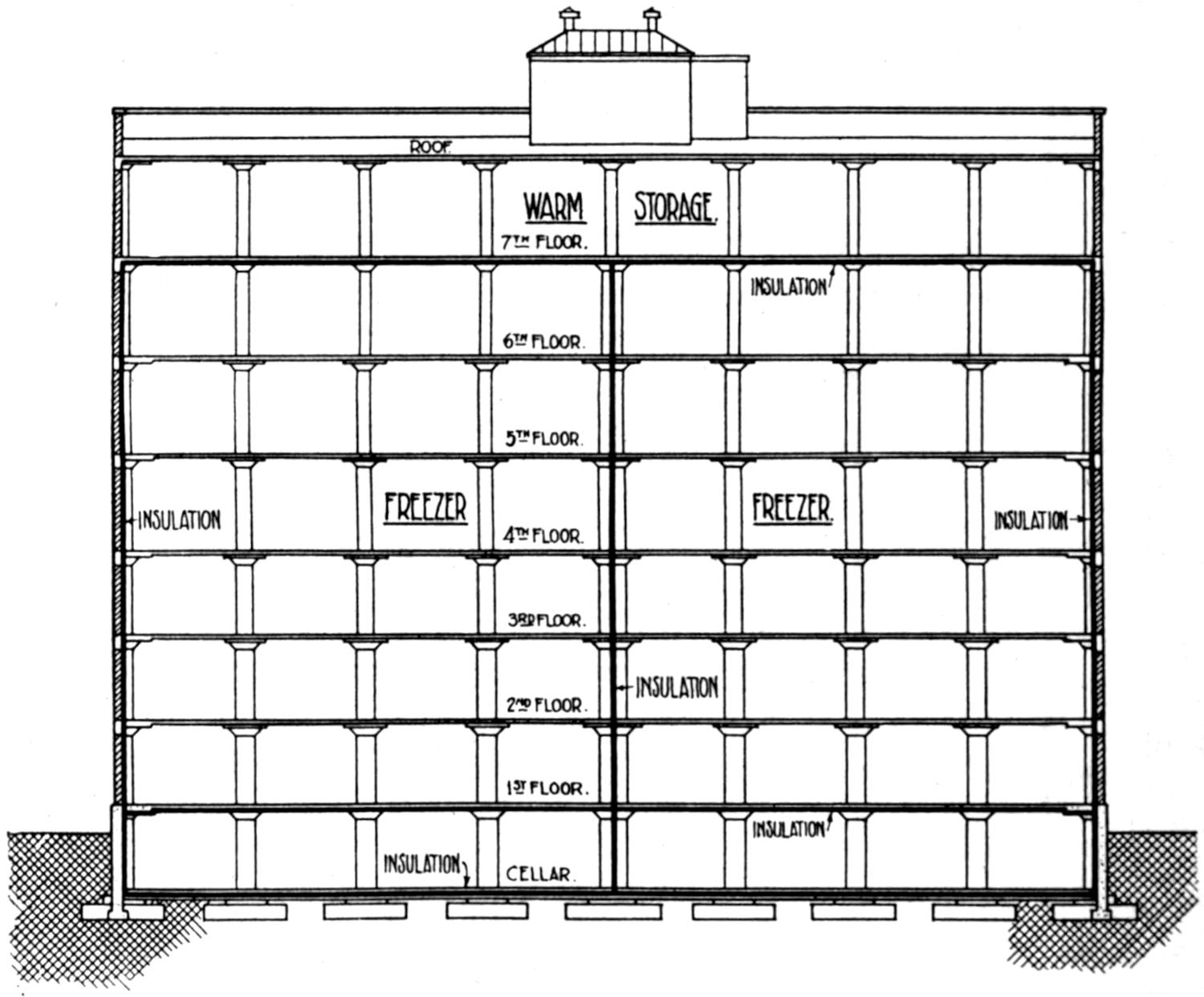
FIG. 33.—TRANSVERSE SECTION THROUGH FREEZER SECTION “C.”
—Referring to the plan, attention is drawn to the three sections. Ingress and egress have[91] been provided by railroad track at one end of Section “A” and double track with platforms on each side connected at end. Twin elevators with stairs are located within a continuous vestibule and the center section can be served from either elevator and stairs in either vestibule. The corner stairs in Sections “A” and “B” were demanded by the City Building Department, but not necessary to the operation of the plant.
—Referring to the longitudinal section observe the twin columns, twin girders on each floor level, the inner carrying the floor construction and the outer the curtain walls. Notice the inlay of insulation. The outer walls entirely enclose the concrete skeleton, making the brick work continuous and sightly.
The transverse drawing of Section “C” shows a partition continuous from basement to ceiling of sixth floor. This partition is not built from floor to floor, but continuous through the floors, making either end virtually an isolated building.
—It was desirable in this instance to use the upper floors of the building for warm storage, consequently the top encasing insulation is placed on the ceiling of the sixth story, continuing to and meeting the wall insulation, which with the wall insulation encases the cold storage, as spoken of for the ideal. The floor construction is of flat ceiling type, there being no girders to contend with in piling product or installing piping.
—Frequently the space required for freezing purposes will not be sufficient to justify the construction of an independent building. Sometimes consideration is given to building freezers in a horizontal belt, horizontally across the building. This is not a proper construction, since it costs much more to insulate than if the same volume were arranged vertically with one section above the other. In other words, if one desires to cover a floor surface of 20,000 square feet it would be far better to make it four areas of 5,000 feet in a four-story building than on one or two floors.
[92]
Receiving Live Stock — Watering — Driving Cattle — Knocking Cattle — Sticking — Heading — Pritch Sticks — Foot Skinning — Ripping and Leg Breaking — Flooring Cattle — Breast Sawing — Fell Cutting — Rumping — Beef Spreaders — Fell Beating — Gutting — Backing — Tail Sawing — Splitting — Splitting Cleavers — Clearing Out and Hide Dropping — Neck Splitting — Bruise Trimming — Skirt Trimming — Washing Cattle — Fountain Brushes — Dressing Cattle — Conveyors.
—The beginning of the packing business relating to hogs and cattle starts when they are received in the pens. The pens in most climates should be paved, provided with proper drainage and ample watering facilities. Before animals are slaughtered the first essential point is to see they are in condition to be slaughtered, namely, that they are not excited, fevered, out of condition, under fed, or, in other words, that they are as near their normal condition as possible. Cattle should be allowed to rest over night before they are slaughtered, if they have been driven or transported any distance; for if the animal is tired or excited it will not bleed properly when slaughtered, and if killed in this condition the meat has a red, fiery appearance, and is generally unwholesome. It is a condition which the practical eye of the tradesman will take cognizance of very readily, and he will not be slow to use it to his advantage.
—Ample fresh water should be provided for drinking purposes, and sprinkling hogs and cattle is very desirable in hot weather. Fig. 34 is a view of suitable resting pens. After the animals have rested a sufficient length[93] of time to be in normal condition they should be driven to the killing pens carefully, and without undue violence, such as striking them across the back with heavy sticks, or prodding them unnecessarily while in the pens, as this abuse shows on the meat very readily when the hide is removed. This damage is invariably done on the loin and rump of the animal, and as this is the high-priced part of the meat, it will readily be seen that the loss is quite considerable. With stubborn or wild cattle it is often necessary to be quite severe, but a practiced handler of live stock will do it in such a manner as to avoid injuring the carcass.
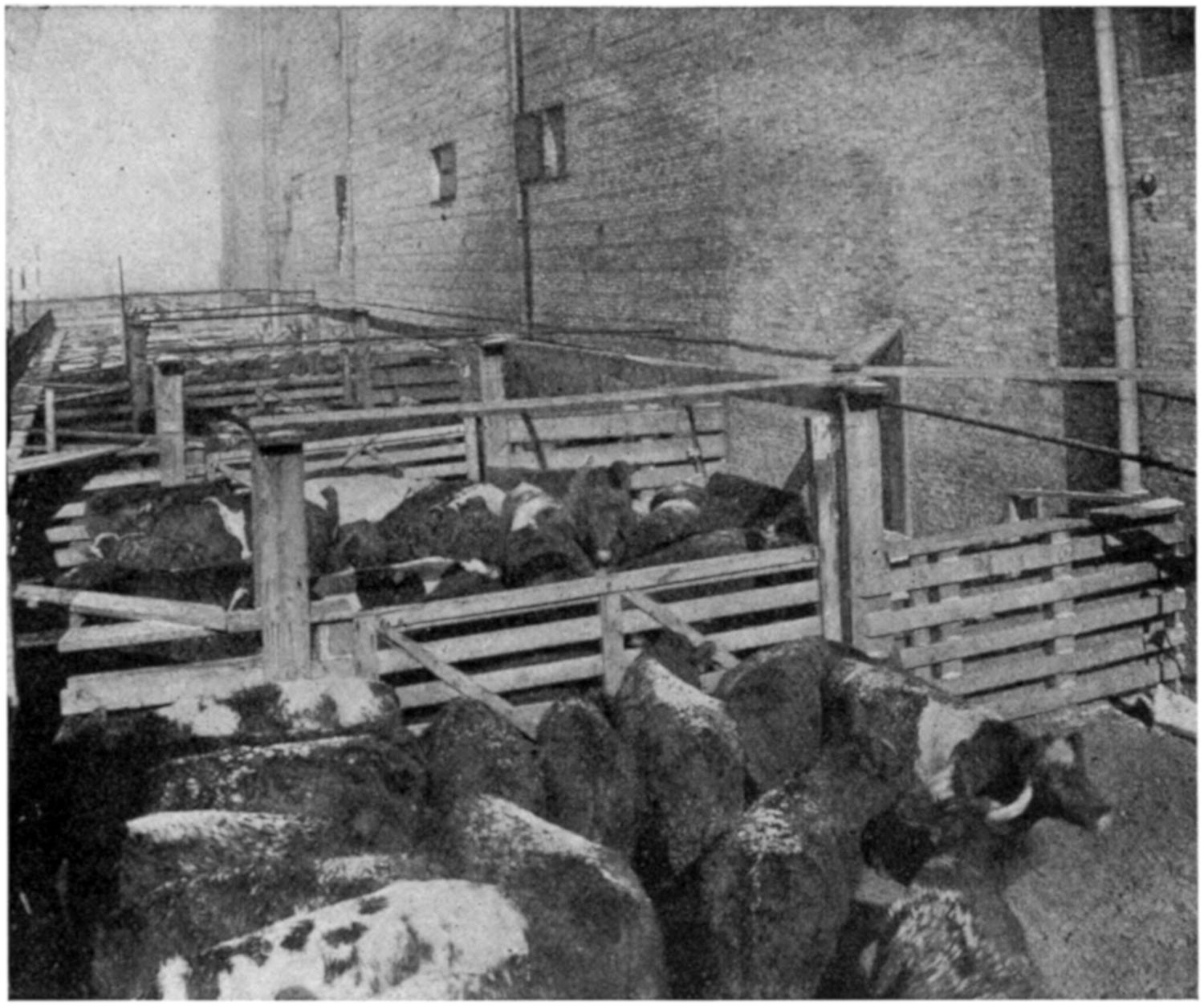
FIG. 34.—CATTLE RESTING IN PENS BEFORE BEING SLAUGHTERED.
—A wooden knob for the end of a prod pole will prevent a great deal of bruising and consequent discoloration of the meat. When penning cattle from overhead, the penner invariably prods the animal in the loin, oftentimes using his pole as a harpoon. The force of the blow thus inflicted, covering so small a surface, invariably makes a bloodshot[94] spot, whereas, if the force of the blow were distributed over a portion three times as large no ill effect would be noticed, hence the use of the knobs on these poles will do away with the bruising of loins in handling and penning cattle. Poles electrically charged by a wire extending through the pole with a connection to the lighting system are used by many with good results.
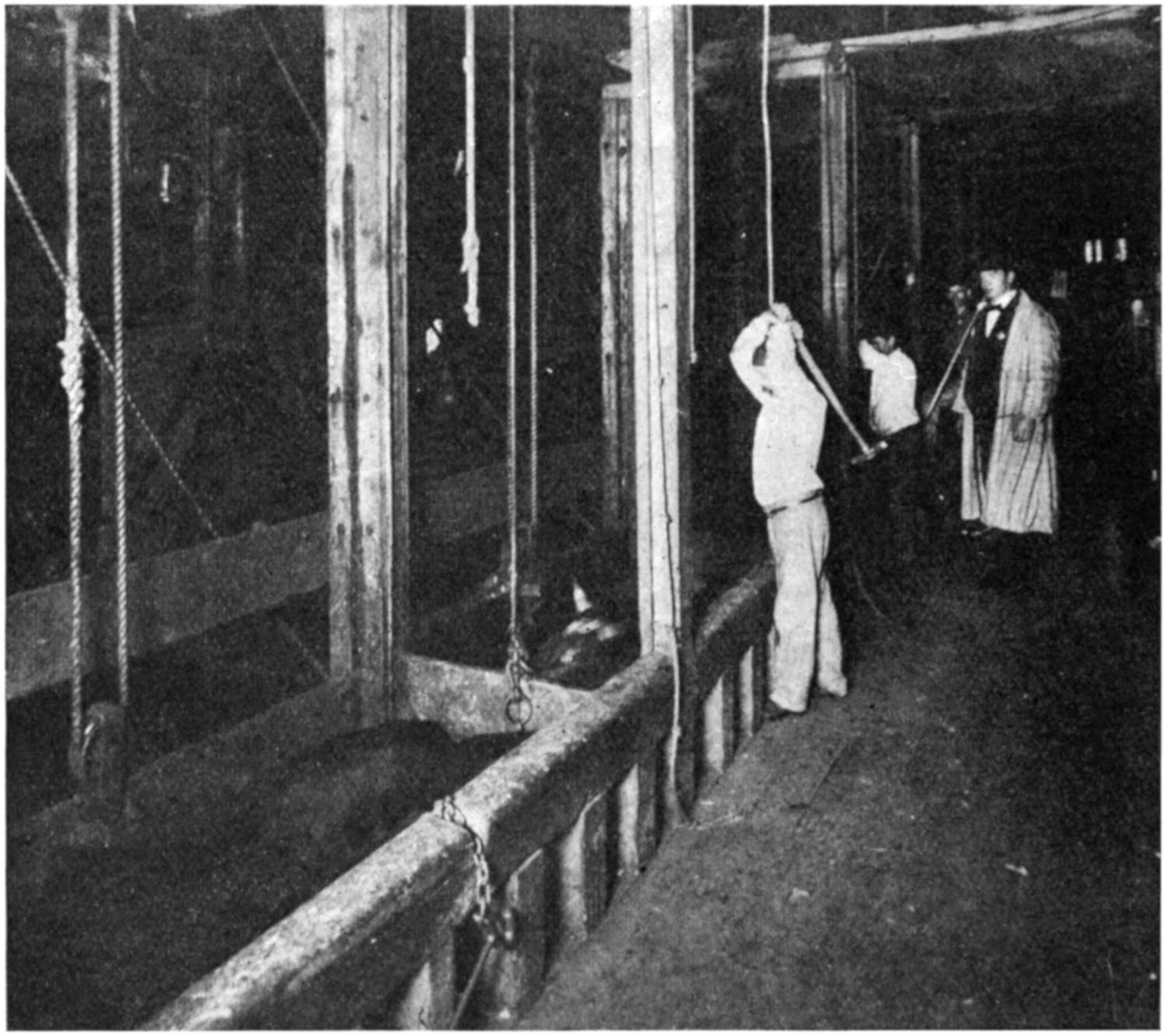
FIG. 35.—VIEW ILLUSTRATING MODERN METHOD OF STUNNING CATTLE.
—This represents really the first act in the slaughtering of cattle. After they have been driven into the narrow pens provided for the purpose, as shown in Fig. 35, the knocker follows and with a four pound hammer strikes the animal a stunning blow in the middle of the forehead.
In former times cattle were speared, which was accomplished by walking over the top of the runways and with a[95] long, sharp-pointed spear, severing the spinal cord. This method of killing, however, is barbarous and not nearly so efficacious as stunning by knocking, and has been superseded in all the large abattoirs of the United States by the method of knocking as shown in the view. It is advisable to use a hammer of comparatively large face, so as not to indent the skulls.
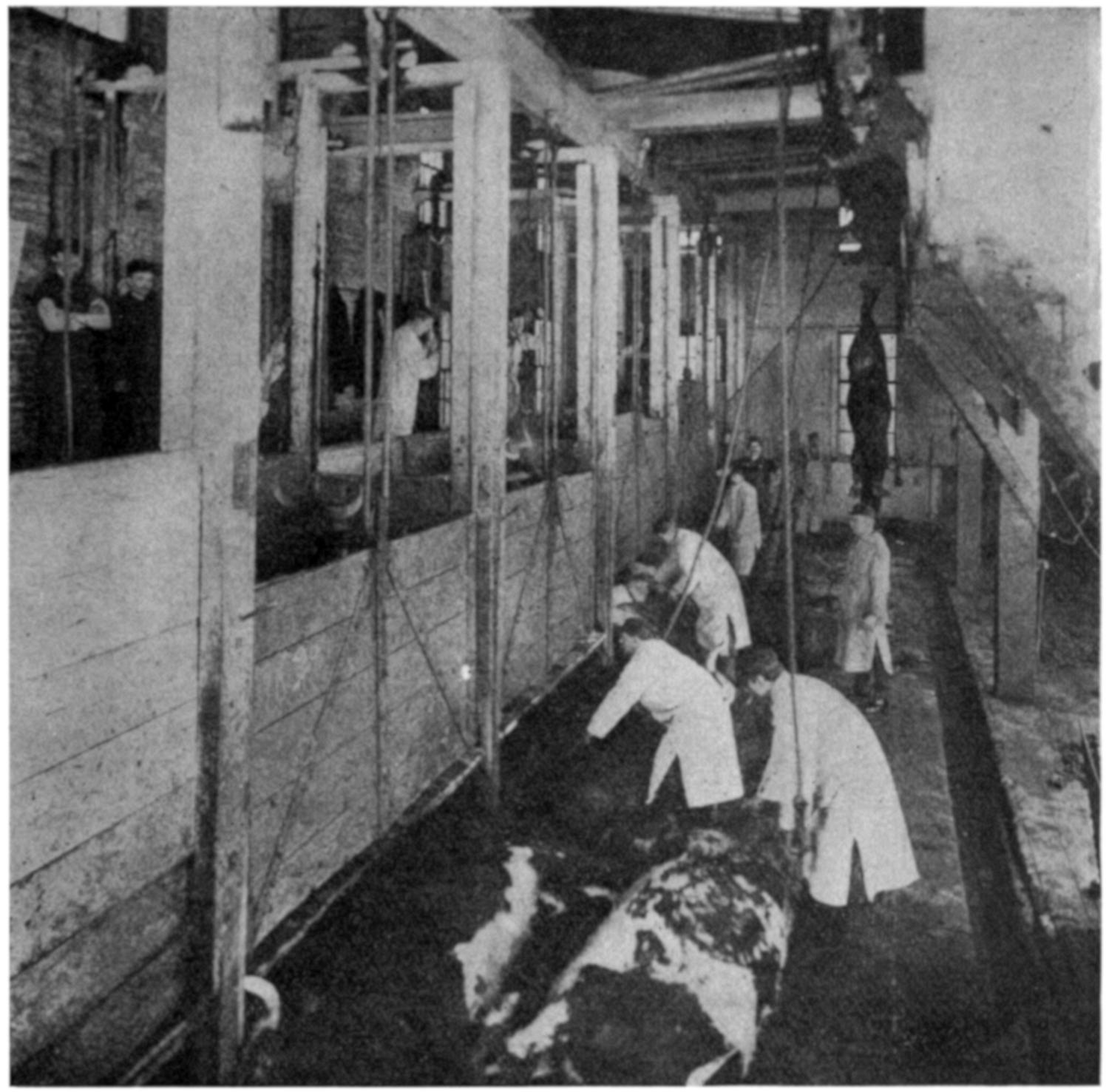
FIG. 36.—STUNNED CATTLE BEING HOISTED FOR STICKER.
Immediately after the stunning a sliding door is hoisted and the stunned animal rolled out to be hoisted for sticking, heading, etc., as shown in Figs. 36 and 37.
—In sticking great care should be taken that the throat is well opened, thereby giving the blood a free flow, also that in sticking both arteries and veins are severed, otherwise[96] the beef will purge on the back and look discolored when finished. Care should also be taken not to stick cattle “through,” for if this is done, when the bullock is thrown on its back, the blood flows onto the chime bones, causing a bad discoloration.
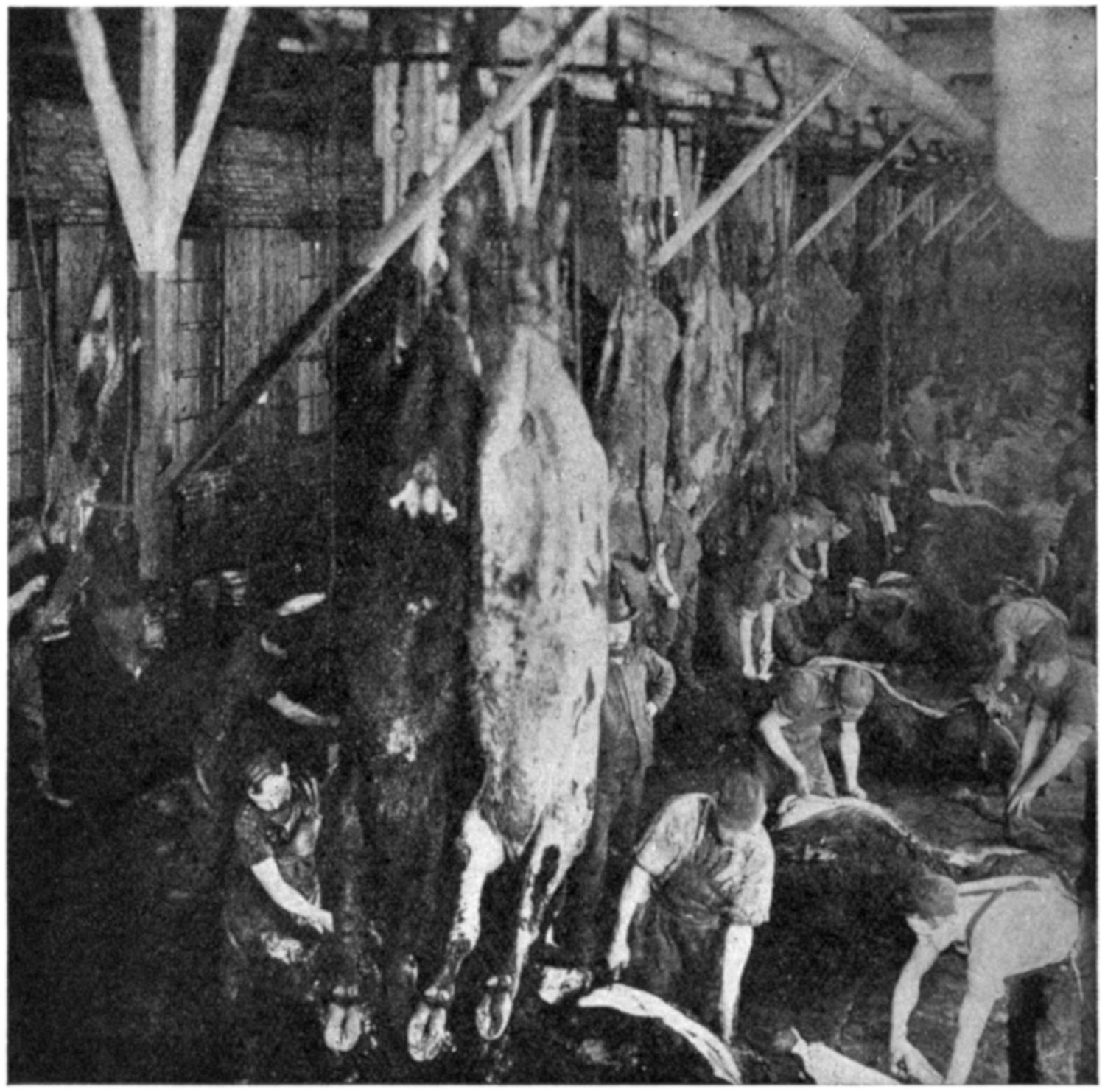
FIG. 37.—HEADING AND SKINNING CATTLE.
—Care should be used to see that all the fat possible is left on the tongue, leaving it perfectly smooth on the outer surface; that as little hide as possible is left around the horns. The header, in cutting around the side of the head, leaves all the fat on the heads, and keeps as close to the side of the tongue as he can without injury to same; when this is done, the hide dropper can leave a full shaped neck, otherwise considerable meat which should be on the carcass[97] is left on the head, where it is afterward trimmed and only worth tallow price. In taking the tongue from the head the trimmer should cut close to the jaw-bone, so that all the meat possible may be left on the tongue.
—For convenience in handling the carcasses on the beds, a pritch is used (See Fig. 38). This stick is arranged with a spike in one end and a ferrule on the other; used to hold the animal when rolled on its back. Pritches were formerly made with spikes at both ends. A spike should not be used on the end of the pritch coming in contact with the beef, as the spike often punctures the hide. The end of the pritch, which is to rest upon the floor should have a spike inserted. The end which is to support the carcass, should have a ferrule of 1¹⁄₂-inch pipe, roughened like a saw tooth, which prevents it from slipping and at the same time does not injure the hide.

FIG. 38.—PRITCH TO SUPPORT ANIMAL WHEN TURNED ON BACK.
—Foot skinning is the term applied to taking off the feet. In doing this, cut around the hoofs closely. Do not open the hide any higher than necessary to unjoint the feet. If the shank is uncovered more than necessary, it is likely to become dirty, and it is impossible to make it clean if the tissue becomes stained. Be careful to see that none of the cords from the front part of the shin-bone are left on the hide. The men skinning the front feet usually raise the gullet. In doing this they should be careful to open the neck straight from where the sticker left off, and guard against cutting the weasand. The gullet should not be raised too high with the knife when clearing, for if this is done, it allows the blood to run back on the ribs, producing the same effect as if the bullock had been stuck through.
—In this operation care should be exercised to see that the first cut is made exactly where the sticker left off, opening the breast and hide in the center the full length of the animal, in a straight line. Uncover the gam only sufficient to reach the joint, leaving the hide over balance of shank to protect it. In this way you get very much better shanks than if skinned too low. Cut closely to hoofs so all hide possible comes off around the feet, but that none of the cords are left on the hide.
[98]
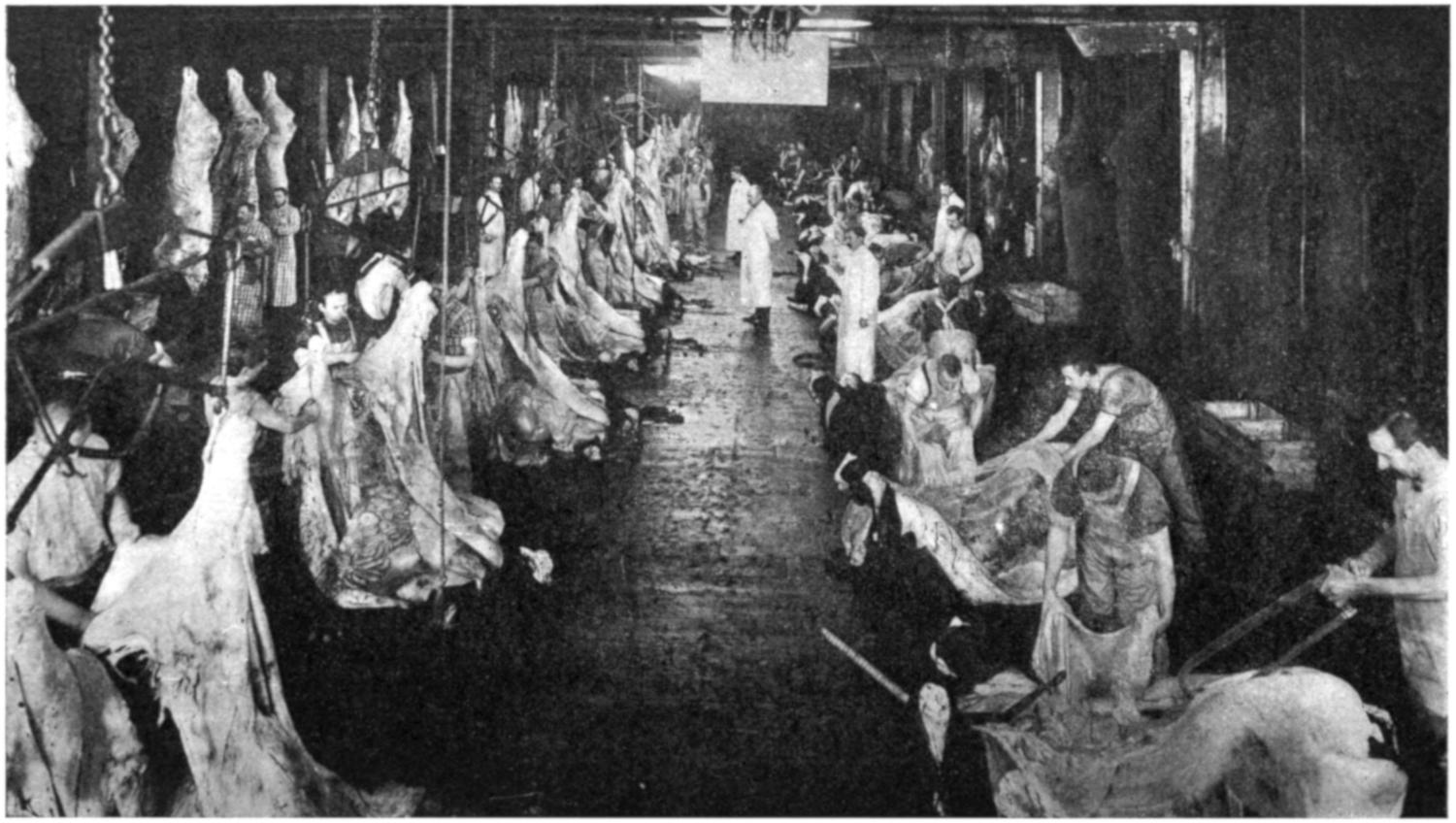
FIG. 39.—VIEW SHOWING DOUBLE-BED KILLING FLOOR IN A MODERN SLAUGHTER HOUSE.
[99]
—This expression describes rimming over and siding the bullock. The special object of this operation is to attain a smooth hide without scores or cuts, smooth work on the bullock, which consists in saving the fell very carefully, clearing the rose on shoulder fully, also the saving of the fell back of the elbow and the forward shoulder. The latter part is a very particular point, as if the fell is not left it shows black upon chilling.
—In sawing the breast, it should be done centrally, holding saw at same angle as that at which the animal is lying, otherwise the saw works toward one side, and makes a very bad-looking brisket on one side of the beef. Saw where marked, otherwise it will become necessary to trim meat from the neck, if the marks have not been followed.
Caul pulling consists in taking out the caul in a tidy, cleanly condition, keeping same off the floor, and putting it into a box. Care should also be taken not to cut or tear the intestines, and if so, that they are immediately skewered.
—Fell cutting consists in skinning the hide off the hind legs when animal is on the first hoist. The points to be carefully looked after in this work is to see that smooth work is done both on the hides and on the beef itself.
—This operation requires very skillful work, and calls for a great deal of attention. Points to be attained are a smooth hide free from scores or cuts, and smooth work on the beef. Care must be used in this work to see that the rumper keeps very close to the hide on outside of the leg, in order that the fell-beater may do good work. If the rumper is careless and breaks through the fell, it is impossible to carry this down smoothly. In working around the tail, care must be taken not to cut into the lean meat, especially on thin cattle, where there is comparatively little covering.
—If the floorman and rumper do their work properly, it is comparatively easy to do a good job at fell beating. The fell-beaters should then use care to see that they[100] do not tear through, and, in marking with the chopper, to mark in such a way that they tear back instead of cutting off.
—The objects sought for in this particular work are: First, cleanliness, and next, to save the fat smooth and without tearing it around the bones. The liver should be taken out without tearing. Special care should be used in cutting between kidneys, to open in the center without cutting tenderloin. Also to leave all tenderloin in the bullock, for, if any comes out with the “pluck” it is wasted. The workmen should also be careful about cutting intestines or weasands.
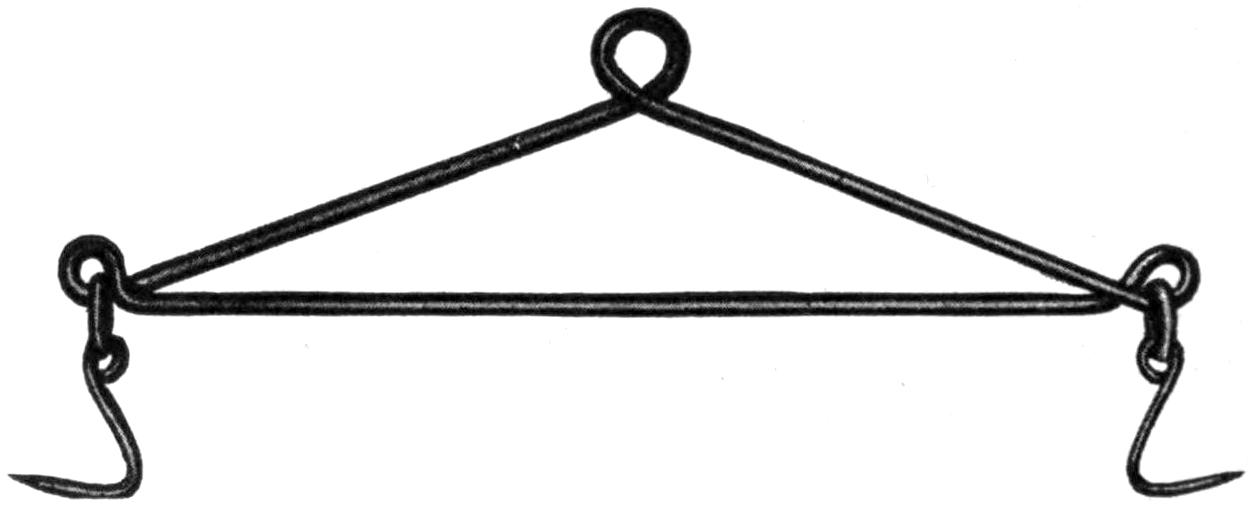
FIG. 40.—ORDINARY BEEF SPREADER.
—The objects to be attained in this particular work, are: First, smooth hides, free from scores or cuts, at the same time leaving no fat on the hide, and next, particular care should be taken in the work required in the dropping of the hide to see that the fat is not removed from the loins.
—The point in this work is to see that the saw is absolutely in the center, and that the first bone is sawed centrally. Better work can doubtless be done by sawing the tail from the rear, “popping” it twice.
—In slaughtering cattle it was formerly the custom to use an ordinary spreader as shown in Fig. 40, which spread all carcasses, large or small, a certain distance and kept them spread from the time they were hung until finished splitting. The spring beef spreader illustrated in Fig. 41, is a great improvement over this old spreader. When the cattle are first hung on this appliance the center piece is raised up, allowing the hooks to hang in a normal condition proportionate to the size of the animal which is hung on them.[101] Hanging in this shape, the rumper is given a chance to do his work better.
—Great care should be exercised in this particular work, especially on “hard-bone” cattle. They should split the bone down centrally, the entire length of the carcass. Great care should be taken to see that they split the short fin-bone in the neck, thereby giving the neck-splitter a chance to start centrally with his work.
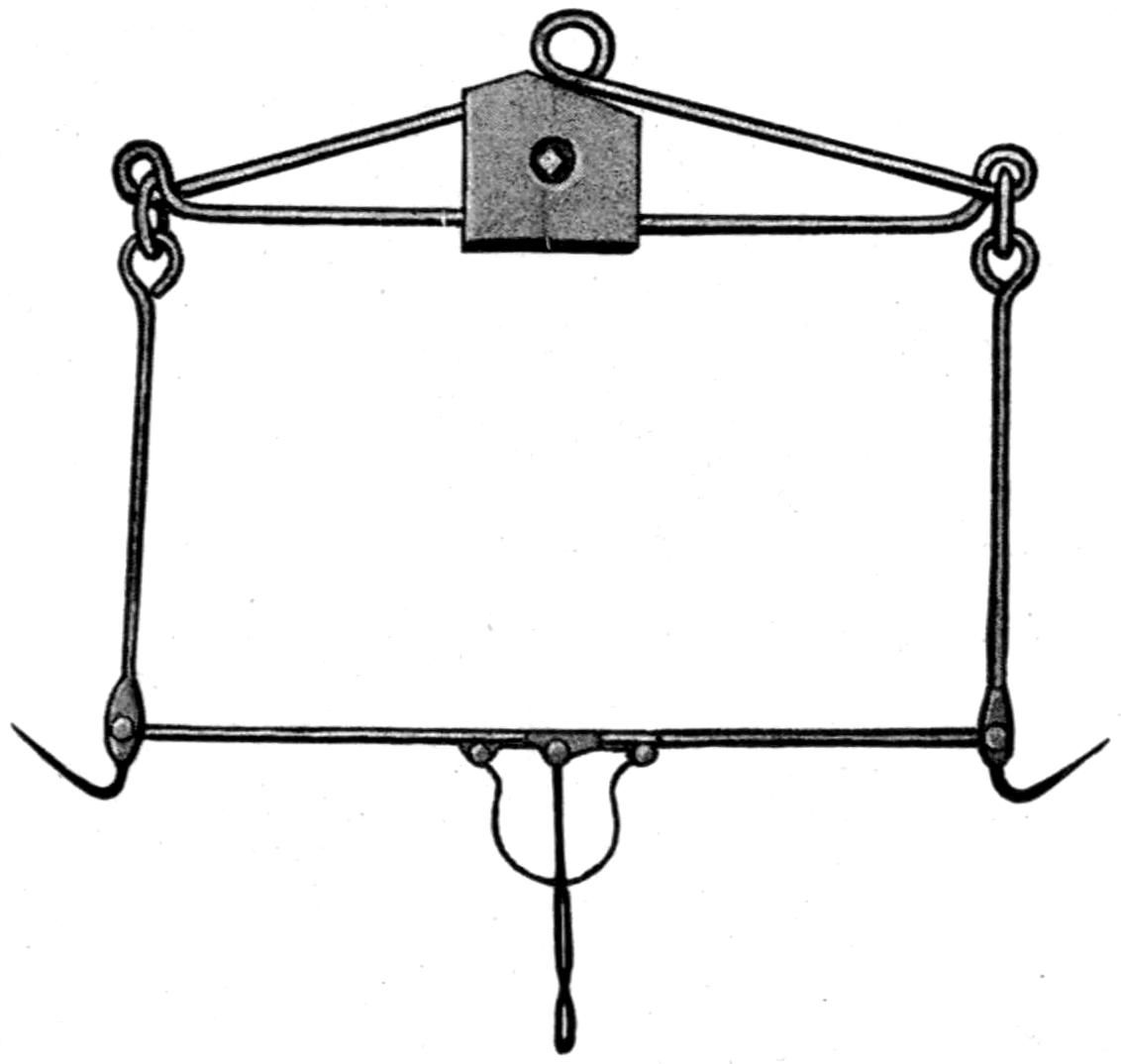
FIG. 41.—SPRING BEEF SPREADER.
—Care should be exercised to see that these are in the very best condition to do the work. They should be ground as thin as possible, yet not so thin that they will shatter. If the splitters do not break a chopper occasionally, it is evidence that these are not ground as thin as they should be, and, unless they are, it is impossible to do good work in splitting. The workmen should, however, have choppers ground different thicknesses for different boned cattle, and never use thin-ground choppers on cows or hard-boned steers.
[102]
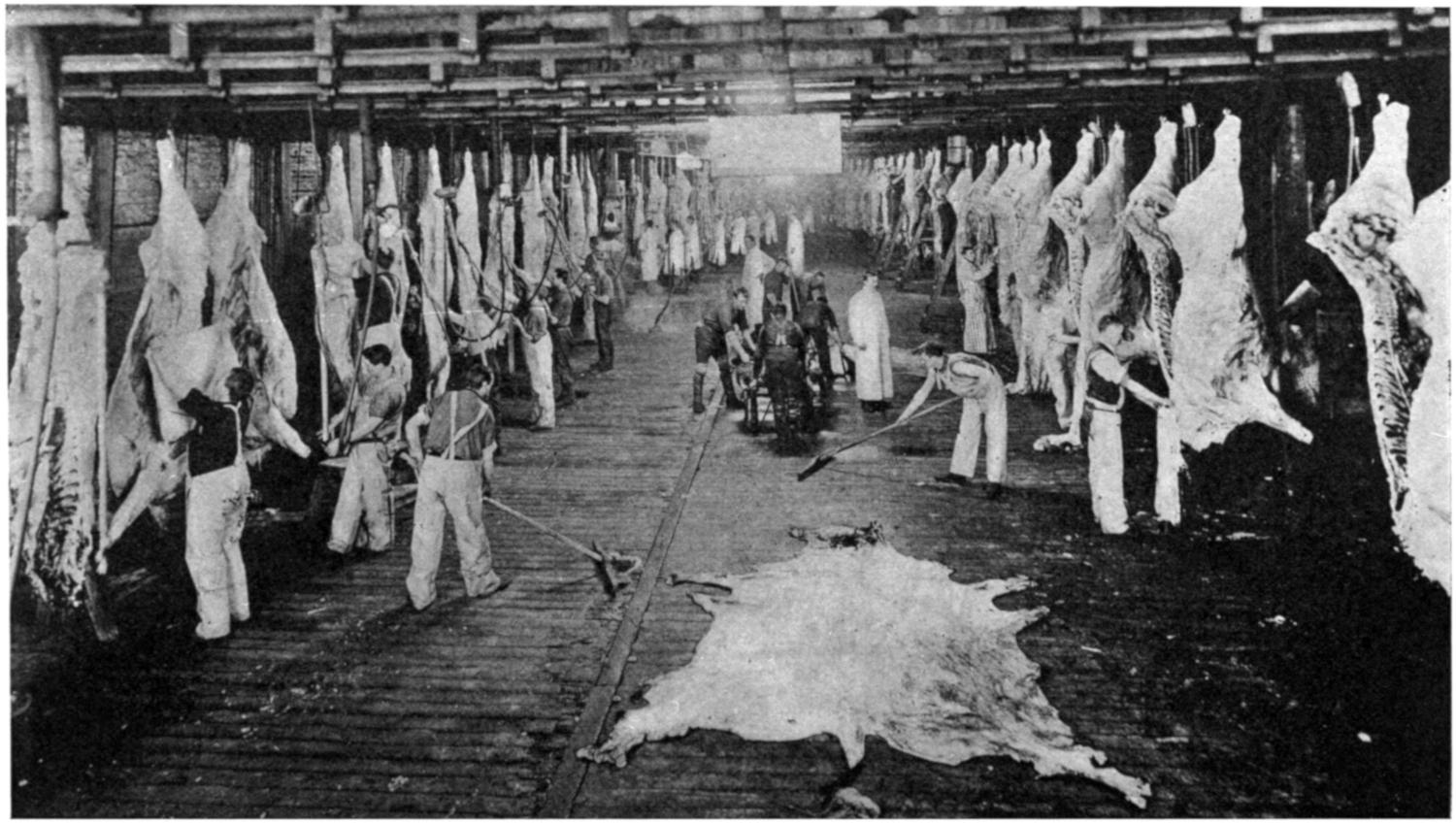
FIG. 42.—VIEW SHOWING BEEF CARCASSES BEING SPLIT AND HUNG ON TROLLEY.
[103]
—In clearing the shanks the workmen should look carefully to see that they do not score the hide, or make any miscuts in the meat. They should also save the veins in the under side of forward shoulder, for when these are cut they continue to purge, making bad-looking shanks. In hide dropping care should be used to see that the workmen do not score or cut hides, make miscuts in the neck, or leave any unnecessary fat on the hide. They should also skin hides as low down as possible on the necks.
—This should be done carefully, splitting the neck fairly in the center. The last bone, or “deacon” joint, in the neck should be broken centrally, in order to give equal weights and appearance to the beef.
—This is a very essential feature in the dressing of cattle, and one in which good judgment must be exercised. It is, therefore, very hard to lay down any set rules further than the following: The object of trimming bruises is to take off all blood accumulations, and at the same time leave all the fat possible on the hips, etc., to be bleached out by using hot water and thorough wiping. The great danger, generally speaking, is that they are trimmed too much and scrubbed too little. These are points which require very careful attention.
—Skirt trimming consists in cutting off the edge of the skirts evenly on native cattle without exposing the lean meat. On western cattle and thin stock, the skirts should be trimmed high enough so that they will expose the lean meat, which gives a chance for all moisture which has gathered under the film to escape, making the beef dryer than if otherwise trimmed.
—It will be noted that the carcasses are then separated into two pieces and should be thoroughly washed and scrubbed with fountain brushes to insure absolute cleanliness in every part. The washing and wiping should be carefully performed, and incidental to the washing is the scraping of slime from the back and shoulders previous to wiping. Many slaughter floors are now equipped with centrifugal wringers for wringing out boiled cloths and cleanliness is made paramount in handling beef.
In the washing of beef the work should start at the hind legs, the step-ladder men being the first to use water on the beef after it is split. Next, the back washers and wipers;[104] after these, the neck and rib washers, the policy being to start at the top and clean the beef as they go along. The washers should be kept close up, handling the beef promptly, running it into the cooler as fast as it is dressed.
—A convenient apparatus for washing carcasses is the fountain brush. It consists of an ordinary brush with a spray attachment on the front of it, as shown in Fig. 43. To this is attached a hose which supplies hot water from the vat above. When the men are ready to scrub the beef a valve is turned on, the water gravitating through the hose to the meat. In wetting it continuously the blood or discoloration which may be gathered on the meat is rapidly taken off, leaving it in a bright, clean condition. The beef is then wiped with a cloth made of ten or twelve thicknesses of very coarse cheese cloth which rapidly absorbs the moisture.
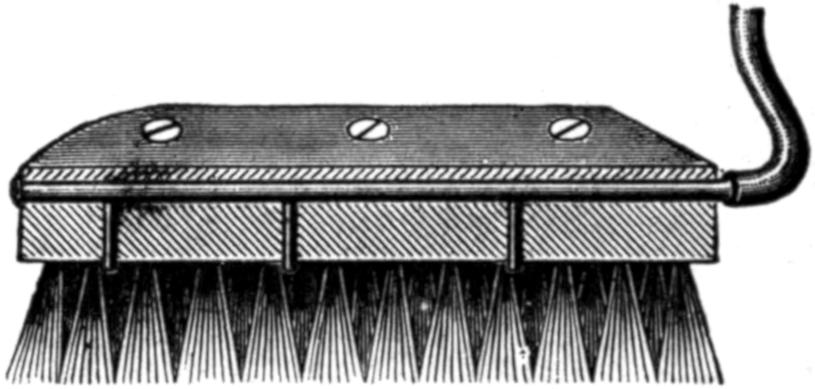
FIG. 43.—THE FOUNTAIN BRUSH.
—The mechanical labor of dressing cattle is about the same whether slaughtering ten or ten hundred, except in the former case the work would be performed by one man and in the latter by probably one hundred and thirty. The facilities for doing the work vary with the quantity and style of beds. Some beds are burdened with mechanical appliances where the apparatus more than counteracts any possible labor saving that can be effected. Common sense in this instance would indicate simplicity, as conveyors and mechanical appliances are costly for installation and for upkeep.
—Dressing conveyors to take the animal after siding would, however, appear advantageous, since it permits of the concentration of the viscera for inspection and manipulation, and makes for facilities where the same can be handled to meet the regulations and avoid the troubles of food products touching the floor on being trucked. These[105] conveyor systems can be simple or complicated and each house requires treatment comparable with the quantity of business performed.
The type of killing beds, where the pens range across the building with one pen for each two beds, and a waiting pen where the drive can be moved forward for knocking, is, in the writer’s opinion, the least costly for standard operation, particularly if an automatic hanging-off arrangement is provided.
[106]
Yields of Cattle — Yield from Twenty-two Native Cattle — Yield from Fifty-nine Texas Cattle — Yield from Twenty Heavy Cattle — Yield from Thirty-four Cattle — Percentage of Various Cuts — Beef Cuts — Diagram of Cutting — Grading — Loins — Ribs — Rounds — Chucks — Plates, Shanks and Flanks — Barreled Beef.
—The following are carefully prepared calculations made from data obtained in operation, showing yields of different products on several different lots of cattle. These were choice cattle in each instance and the average yield of the products is generally larger than would be the case with the ordinary run of cattle slaughtered. A perusal of the different tests given in the following pages will give the reader the average yield in different lines from the cattle handled, together with the value of the different items at time tests were made.
The prices were in vogue at the time of the original publication and while now obsolete are left for comparative purposes. The quantities and percentages would remain and can be used as a basis for present computations.
—The following tables show the yield in beef, hides and tallow and value of offal of twenty-two native cattle, the first in each test showing the weight and percentage of yield of beef, hides and tallow.
The yield of sweetbreads of twenty-two cattle was twenty-two pieces, weighing six pounds, valued at 20c per pound, total value $1.20. The yield in tripe was twenty-two pieces, weighing 420 pounds, valued at ¹⁄₂c per pound, total value $2.10. Total value of sweetbreads and green tripe, $3.30.
[107]
PERCENTAGE OF YIELD OF BEEF, HIDES AND TALLOW.
| Product | Weight lbs. |
Averages | Weight lbs. |
Per Cent |
|---|---|---|---|---|
| Live weight | 23,700 | Average | 1,077.00 | ... |
| Dressed weight | 14,239 | Average | 646.00 | 60.08 |
| Shipping weight | 14,162 | Shrinkage | ... | 0.54 |
| Hides weight | 1,755 | Average | ... | 7.40 |
| Total fat weight | 1,391 | Average per head | 63.25 | 5.80 |
TRIMMINGS FROM LOT OF TWENTY-TWO CATTLE.
| Product | Pounds | Value | Total Value |
|||
|---|---|---|---|---|---|---|
| 22 tongues | 149 | $0 | .55 | each | $12 | .10 |
| 22 livers | 248 | .35 | each | 7 | .70 | |
| 22 hearts | 56 | .07 | each | 1 | .54 | |
| 22 tails | 40 | .03¹⁄₂ | each | .77 | ||
| Cheek meat | 88 | .03 | per lb. | 2 | .64 | |
| Head meat | 16 | .03 | per lb. | .48 | ||
| Fine meat | 7 | .03 | per lb. | .21 | ||
| Head trimmings | 11 | .03 | per lb. | .33 | ||
| Total value | ... | ... | $25 | .77 | ||
CASINGS FROM LOT OF TWENTY-TWO CATTLE.
| Product | Per cent used |
Value | Total Value |
|||
|---|---|---|---|---|---|---|
| 20 sets round guts | 91 | $0 | .14 | set | $2 | .80 |
| 8 sets middles | 36 | .50 | set | 4 | .00 | |
| 22 pcs. bungs | 100 | .11 | each | 2 | .42 | |
| 20 pcs. bung gut skins | 91 | .01¹⁄₂ | each | .25 | ||
| 19 pcs. weasands | 86 | .05 | per pce. | .95 | ||
| 8 pcs. bladders | 36 | .30 | per doz. | .22 | ||
| 14 lbs. weasand meat | ... | .01 | per lb. | .14 | ||
| Total value | ... | ... | $10 | .78 | ||
YIELD FROM HEADS AND FEET OF TWENTY-TWO CATTLE.
| Product | Total Wt. lbs. |
Wt. per head, lbs. |
Price | Am’t | Value per head |
|||||
|---|---|---|---|---|---|---|---|---|---|---|
| Skulls | 88 | 4 | .00 | $18 | .00 | per ton | $ 0 | .79 | $0 | .03590 |
| Jaws | 43 | 1 | .95 | 18 | .00 | per ton | .39 | .01772 | ||
| Knuckles | 63 | 2 | .86 | 18 | .00 | per ton | .56 | .02545 | ||
| Dark hoofs | 39 | 1 | .77 | 22 | .00 | per ton | .43 | .01954 | ||
| No. 1 r’nd shins | 26 | 1 | .18 | 42 | .00 | per ton | .54 | .02454 | ||
| Flat shins | 19 | .86 | 30 | .00 | per ton | .29 | .01318 | |||
| No. 1 tallow | 145 | 6 | .59 | .06³⁄₄ | per lb. | 9 | .78 | .44454 | ||
| Neatsfoot oil | 23 | 1 | .05 | .64 | per gal. | 1 | .93 | .08773 | ||
| Tankage | 110 | 5 | .00 | 16 | .00 | per ton | .88 | .04000 | ||
| Total | ... | ... | ... | $15 | .59 | $0 | .70860 | |||
[108]
The product sent to tank room was 1,675 pounds green weight, the average per head being 76.14 pounds.
In figuring the value of the offal in the different tests the materials sent to the tank room are not taken into consideration. The blood from the twenty-two cattle was eight pounds per head of dry blood; total, 176 pounds; value, at the rate of $33.00 per ton, equals $2.90.
The sinews from the twenty-two lot was 1.93 pounds per head; total weight, 42 pounds; value at the rate of $19.00 per ton, equals 40c.
The fat from the twenty-two native cattle showed the following yield in oleo stock:
| 1,391 lbs. tallow = | { | 1,122 | lbs. | No. 1 stock | = | 80.00 | per cent. |
| 193 | lbs. | scrap tallow | = | 13.88 | per cent. | ||
| 76 | lbs. | waste | = | 5.46 | per cent. | ||
| 100.00 | per cent. | ||||||
The 1,122 pounds of stock showed the following yield in oleo oil and stearine:
YIELD IN OLEO OIL AND STEARINE.
| Product | Per cent |
Weight, lbs. |
Price per lb. |
Value | |||
|---|---|---|---|---|---|---|---|
| No. 1 oil | 79 | .77 | 895 | $0 | .10¹⁄₂ | $94 | .37 |
| No. 1 stearine | 19 | .52 | 219 | .13¹⁄₂ | 29 | .56 | |
| Waste in pressing | .71 | 8 | ... | ... | |||
| Totals | 100 | .00 | 1,122 | ... | $123 | .93 | |
The total value of the offal of the twenty-two native cattle, including the tallow, was $182.67, an average per head of $8.30.
—The following table shows the yield in beef, hides and tallow and the value of offal of fifty-nine fed Texas cattle:
PERCENTAGE OF YIELD OF BEEF, HIDES AND TALLOW.
| Product | Weight, lbs. |
Averages | Weight, lbs. |
Per cent |
||
|---|---|---|---|---|---|---|
| Live weight | 64,260 | Average | 1080 | . | ... | |
| Dressed weight | 39,609 | Average | 671 | . | 61 | .64 |
| Shipping weight | 39,365 | Shrinkage | ... | .62 | ||
| Total fat | 3,896 | Average per head | 66 | .03 | 6 | .00 |
| Hides | 4,946 | Average per head | 83 | .92 | 7 | .70 |
[109]
The yield in sweetbreads was 59 pieces, weight 20 pounds, value 20c per pound; total, $4.00.
The output of tripe was 59 pieces, weighing 1,080 pounds, valued at ¹⁄₂c per pound; total value, $5.40. Total value of sweetbreads and green tripe, $9.40.
TRIMMINGS FROM FIFTY-NINE TEXAS CATTLE.
| Product | Weight, lbs. |
Value | Total value |
|||
|---|---|---|---|---|---|---|
| 59 tongues | 418 | $0 | .55 | each | $32 | .45 |
| 59 livers | 744 | .35 | each | 20 | .65 | |
| 59 hearts | 160 | .07 | each | 4 | .13 | |
| 59 tails | 88 | .03¹⁄₂ | each | 2 | .06 | |
| Cheek meat | 227 | .03 | per lb. | 6 | .81 | |
| Head meat | 37 | .03 | per lb. | 1 | .01 | |
| Fine meat | 18 | .03 | per lb. | .54 | ||
| Head trimmings | 24 | .03 | per lb. | .72 | ||
| Total value | ... | ... | $68 | .37 | ||
YIELD IN CASINGS FROM FIFTY-NINE CATTLE.
| Product | Per cent used |
Value | Total value |
|||
|---|---|---|---|---|---|---|
| 52 sets round guts | 88 | $0 | .14 | per set | $ 7 | .28 |
| 20 sets middles | 34 | .50 | per set | 10 | .00 | |
| 59 pcs. bungs | 100 | .11 | per pce. | 6 | .49 | |
| 46 pcs. bung gut skins | 78 | .01¹⁄₄ | per pce. | .57 | ||
| 50 pcs. weasands | 85 | .05 | per pce. | 2 | .50 | |
| 43 pcs. bladders | 73 | .30 | per doz. | 1 | .07 | |
| 24 lbs. weasand meat | ... | .01 | per lb. | .24 | ||
| Total value | ... | ... | $28 | .15 | ||
YIELD IN HEADS AND FEET FROM FIFTY-NINE CATTLE.
| Product | Total Wt. lbs. |
Wt. per head lbs. |
Price | Amount | Value per head |
|||||
|---|---|---|---|---|---|---|---|---|---|---|
| Skulls | 247 | 4 | .19 | $18 | .00 | per ton | $ 2 | .22 | $0 | .0377 |
| Jaws | 130 | 2 | .20 | 18 | .00 | per ton | 1 | .17 | .0198 | |
| Knuckles | 161 | 2 | .73 | 18 | .00 | per ton | 1 | .49 | .0245 | |
| Dark hoofs | 112 | 1 | .90 | 22 | .00 | per ton | 1 | .23 | .0189 | |
| Piths | 73 | 1 | .24 | 20 | .00 | per ton | .73 | .0124 | ||
| No. 1 r’nd shins | 61 | 1 | .04 | 42 | .00 | per ton | 1 | .28 | .0218 | |
| Flat shins | 43 | .73 | 30 | .00 | per ton | .65 | .0109 | |||
| No. 1 tallow | 527 | 8 | .93 | .06³⁄₄ | per lb. | 35 | .56 | .6027 | ||
| No. 1 horns | 57 | .97 | 200 | .00 | per ton | 5 | .70 | .0970 | ||
| Neatsfoot oil | 55 | .93 | .64 | per gal. | 4 | .69 | .0793 | |||
| Tankage | 215 | 3 | .64 | 16 | .00 | per ton | 1 | .72 | .0291 | |
| Total amount | ... | ... | ... | $56 | .44 | $0 | .9566 | |||
[110]
The yield in the tank room of fifty-nine Texas cattle was 4,466 pounds green weight to tanks, the average per head being 75.70 pounds.
The yield in blood of fifty-nine Texas cattle was eight pounds per head of dry blood; total, 472 pounds; value, at the rate of $33.00 per ton, equals $7.78.
The yield in sinews of fifty-nine Texas cattle was 1.87 pounds per head; total weight, 110 pounds; value, at the rate of $19.00 per ton, equals $1.04.
The fat from the fifty-nine Texas cattle showed the following yield in oleo stock:
| 3,896 lbs. tallow = | { | 3,169 | lbs. | No. 1 stock | = | 81.34 | per cent. |
| 539 | lbs. | scrap tallow | = | 13.84 | per cent. | ||
| 188 | lbs. | waste | = | 4.82 | per cent. | ||
| 100.00 | per cent. | ||||||
The above 3,169 pounds of stock showed in oleo oil and stearine:
YIELD IN OLEO OIL AND STEARINE.
| Product | Per cent |
Weight, lbs. |
Price per lb. |
Value | ||
|---|---|---|---|---|---|---|
| No. 1 oil | 80.75 | 2,559 | $0 | .11 | $281 | .49 |
| No. 1 stearine | 18.49 | 586 | .13¹⁄₂ | 79 | .11 | |
| Waste in pressing | .76 | 24 | ... | ... | ||
| Totals | 100.00 | 3,169 | ... | $360 | .60 | |
The total value of the offal of fifty-nine Texas cattle, including tallow, was $531.78; average per head, $9.103.
—The following tables show the yield in beef, hides and tallow, and the value of offal of twenty cattle, eight hides, classified as natives and twelve as spreadies.
The yield in sweetbreads from twenty cattle was: 20 pieces weighing seven pounds, valued at 20c per pound; total value, $1.40. The yield in tripe was 20 pieces weighing 420 pounds, valued at ¹⁄₂c per pound; total value, $2.10. Total value of sweetbreads and green tripe, $3.50.
[111]
The product sent to tank room was 1,626 pounds green weight to tanks, the average per head being 81.3 pounds.
PERCENTAGE OF YIELD IN BEEF, HIDES AND TALLOW.
| Product | Weight, lbs. |
Averages | Weight, lbs. |
Per cent |
|
|---|---|---|---|---|---|
| Live weight | 24,650 | Average | 1,232 | ... | |
| Dressed weight | 15,894 | Average | 758 | 61.64 | |
| Shipping weight | 14,914 | Shrinkage | ... | 1.84 | |
| Hides weight (eight natives and twelve spreadies) | 1,731 | ... | 86 | .5 | 7.10 |
| Total fat | 1,552 | Average per head | 77 | .6 | 6.20 |
YIELD IN TRIMMINGS FROM TWENTY CATTLE.
| Product | Pounds | Value | Total Value |
|||
|---|---|---|---|---|---|---|
| 20 tongues | 173 | $0 | .55 | each | $11 | .00 |
| 20 livers | 261 | .30 | each | 7 | .00 | |
| 20 hearts | 64 | .07 | each | 1 | .40 | |
| 20 tails | 33 | .03¹⁄₂ | each | .70 | ||
| Cheek meat | 95 | .03 | per lb. | 2 | .85 | |
| Head meat | 16 | .03 | per lb. | .48 | ||
| Fine meat | 10 | .03 | per lb. | .30 | ||
| Head trimmings | 15 | .03 | per lb. | .45 | ||
| Total value | ... | ... | $24 | .18 | ||
YIELD IN CASINGS FROM TWENTY CATTLE.
| Product | Per cent used |
Value | Total Value |
||||
|---|---|---|---|---|---|---|---|
| 19 | sets rounds | 95 | $0 | .14 | per set | $2 | .66 |
| 7 | sets middles | 35 | .50 | per set | 3 | .50 | |
| 20 | pcs. bungs | 100 | .11 | each | 2 | .20 | |
| 15 | pcs. bung gut skins | 75 | .01¹⁄₄ | each | .19 | ||
| 8 | pcs. weasands | 40 | .05 | each | .40 | ||
| 9 | pcs. bladders | 45 | .30 | per doz. | .22 | ||
| 11 | lbs. weasand meat | ... | .01 | per lb. | .11 | ||
| Total value | ... | ... | $9 | .28 | |||
The yield in blood from twenty cattle was 8.35 pounds per head of dry blood; total, 167 pounds; value at the rate of $33.00 per ton, equals $2.75.
[112]
Yield in sinews of twenty cattle was two pounds per head, total weight 40 pounds; value at the rate of $19.00 per ton, equals 38c.
YIELD FROM HEADS AND FEET OF TWENTY CATTLE.
| Product | Total wt., lbs. |
Wt. per head, lbs. |
Price | Amount | Value per head |
||||
|---|---|---|---|---|---|---|---|---|---|
| Skulls | 84 | 4.20 | $18 | .00 | per ton | $0 | .75 | $0 | .0375 |
| Jaws | 46 | 2.30 | 18 | .00 | per ton | .41 | .0205 | ||
| Knuckles | 69 | 3.45 | 18 | .00 | per ton | .62 | .0310 | ||
| Hoofs | 43 | 2.15 | 22 | .00 | per ton | .47 | .0235 | ||
| No. 1 r’nd shins | 25 | 1.25 | 42 | .00 | per ton | .53 | .0245 | ||
| Flat shins | 20 | 1.00 | 30 | .00 | per ton | .30 | .0150 | ||
| No. 1 tallow | 165 | 8.25 | .06³⁄₄ | per lb. | 11 | .13 | .5568 | ||
| Neatsfoot oil | 32 | 1.60 | .64 | per gal. | 2 | .72 | .1360 | ||
| Tankage | 72 | 3.60 | 16 | .00 | per ton | .58 | .0290 | ||
| Totals | ... | ... | ... | $17 | .52 | $0 | .8760 | ||
The fat from twenty cattle produced a yield in oleo stock of
| 1,552 lbs. fat = | { | 1,265 | lbs. | No. 1 stock | = | 81.51 | per cent. |
| 215 | lbs. | scrap tallow | = | 13.85 | per cent. | ||
| 72 | lbs. | waste | = | 4.64 | per cent. | ||
| 100.00 | per cent. | ||||||
The above 1,265 pounds of stock showed the following yield in oleo oil and stearine:
YIELD IN OLEO AND STEARINE.
| Product | Per cent |
Weight, lbs. |
Price per lb. |
Value | |||
|---|---|---|---|---|---|---|---|
| No. 1 oil | 79 | .37 | 1,004 | $0 | .11 | $110 | .44 |
| No. 1 stearine | 20 | .08 | 254 | .14 | 35 | .56 | |
| Waste in pressing | .55 | ... | ... | ... | |||
| Totals | 100 | .00 | 1,258 | ... | $146 | .00 | |
The total value of the offal of above twenty cattle, including the tallow, was $203.61, an average per head of $10.1805.
—The following table[113] shows the yield in beef, hides and tallow and the value of offal of thirty-four cattle:
PERCENTAGE OF YIELD IN BEEF, HIDES AMD TALLOW.
| Product | Weight, lbs. |
Averages | Weight, lbs. |
Per cent |
|
|---|---|---|---|---|---|
| Live weight | 42,350 | Average | 1259 | ... | |
| Dressed weight | 25,563 | Average | 751 | 60.36 | |
| Shipping weight | 25,067 | Shrinkage | ... | 1.98 | |
| Hides weight | 3,027 | ... | 89 | .00 | 7.10 |
| Total fat | 2,666 | Fat per head | 78 | .41 | 6.30 |
YIELD FROM TRIMMINGS OF THIRTY-FOUR CATTLE.
| Product | Weight, lbs. |
Value | Total Value |
|||
|---|---|---|---|---|---|---|
| 34 tongues | 263 | $0 | .55 | each | $18 | .70 |
| 34 livers | 425 | .35 | each | 11 | .90 | |
| 34 hearts | 173 | .07 | each | 2 | .38 | |
| 34 tails | 49 | .03¹⁄₂ | each | 1 | .19 | |
| Cheek meat | 185 | .03 | per lb. | 5 | .55 | |
| Head meat | 32 | .03 | per lb. | .96 | ||
| Fine meat | 19 | .03 | per lb. | .57 | ||
| Head trimmings | 26 | .03 | per lb. | .78 | ||
| Total value | ... | ... | $42 | .03 | ||
YIELD FROM CASINGS OF THIRTY-FOUR CATTLE.
| Product | Per cent used |
Value | Total Value |
|||
|---|---|---|---|---|---|---|
| 34 sets rounds | 100 | $0 | .14 | set | $4 | .76 |
| 13 sets middles | 38 | .50 | set | 6 | .50 | |
| 34 pcs. bungs | 100 | .11 | each | 3 | .74 | |
| 32 pcs. bung gut skins | 94 | .01¹⁄₄ | each | .40 | ||
| 30 pcs. weasands | 88 | .05 | each | 1 | .50 | |
| 25 pcs. bladders | 74 | .30 | per doz. | .63 | ||
| 10 lbs. weasand meat | 20 | .01 | per lb. | .20 | ||
| Total value | ... | ... | $17 | .73 | ||
The yield in sweetbreads of same thirty-four cattle was 29 pieces, weighing nine pounds, valued at 20c per pound; total value of $1.80. The yield in tripe was 34 pieces, weighing 710 pounds, valued at ¹⁄₂c per pound; total value, $5.35.
[114]
The yield in tank room of same thirty-four cattle was 2,665 pounds green weight to tanks, the average per head being 78.38 pounds.
Yield in blood of same thirty-four cattle was as follows: 8.6 pounds per head of dry blood; total, 292 pounds; value at the rate of $33.00 per ton equals $4.82.
The yield in sinews of thirty-four cattle was 1.44 pounds per head; total weight, 49 pounds; value at the rate of $19.00 per ton equals 46c.
The fat from the thirty-four cattle showed the following yield in oleo stock:
| 2,666 lbs. fat = | { | 2,189 | lbs. | No. 1 stock | = | 82.11 | per cent. |
| 383 | lbs. | scrap tallow | = | 14.37 | per cent. | ||
| 94 | lbs. | waste | = | 3.52 | per cent. | ||
| 100.00 | per cent. | ||||||
The above 2,189 pounds of stock showed the following yield in oleo oil and stearine:
YIELD IN OLEO AND STEARINE.
| Product | Per cent |
Weight, pounds |
Price per lb. |
Value | ||
|---|---|---|---|---|---|---|
| No. 1 oil | 78.04 | 1,708 | $0 | .11 | $187 | .88 |
| No. 1 stearine | 21.06 | 461 | .14 | 64 | .54 | |
| Waste in pressing | .90 | 20 | ... | ... | ||
| Totals | 100.00 | 2,189 | ... | $252 | .42 | |
The total value of the offal of these thirty-four cattle, including the tallow, was $356.80; an average per head of $10.497.
The foregoing records of tests will show the reader the actual value of the by-products figured at the time these tests were made. Owing to changes in the market prices, these figures are not correct for present conditions, but the percentage of yield and different items are correct, and the reader can take any one of these tests and by substituting the market prices of today obtain figures of value.
These tests also give the percentage of the hide and tallow. The latter, as will be noted, is quite high, as it will be seen that the tests were made on a fairly fat grade of cattle.
[115]
—Nearly every large city has its special ways and peculiarities of cutting meats, consequently the percentage of the different cuts varies largely. The following table is a record of results from a cutting test and shows the percentage of “Chicago cut” meat with square cut chucks:
| Chicago Cuts— | Per Cent. |
|---|---|
| Chucks | 28.00 |
| Rounds | 23.00 |
| Navels | 8.00 |
| Flanks | 2.00 |
| Flank steaks | .50 |
| Kidney | .25 |
| Ribs | 10.00 |
| Loins | 15.00 |
| No. 2 suet | .50 |
| No. 1 suet | 3.00 |
| Shanks | 4.00 |
| Brisket | 5.00 |
| Necks | .75 |
| 100.00 |
The following table shows percentage on cattle cut Chicago style, with the exception of a “Kosher chuck” the latter consisting of five-rib, four-quarter cut-off from the side of the beef:
| New York Cuts (Natives)— | Per Cent. |
|---|---|
| Ribs | 9.55 |
| Loins | 15.74 |
| Flanks | 5.55 |
| Navels | 8.61 |
| Suet | 3.62 |
| Rounds | 23.27 |
| New York chucks | 33.66 |
| 100.00 |
The following table shows the percentage on cattle cut Philadelphia style:
| Philadelphia Cuts— | Per Cent. |
|---|---|
| Rump and round | 34.00 |
| Rattler (chuck, plate, brisket and shank) | 44.00 |
| Ribs and loins | 22.00 |
| 100.00 |
The following table gives the result of tests and shows in detail the percentages in cutting canner cattle. As will be understood, for canning purposes, a light grade of animals[116] is always used; cattle that are too light or too thin are always used for other purposes. In such cases the meats are always boned-out and the different cuts of the meat are here enumerated, showing their percentages:
| Packing House Cuts— | Per Cent. |
|---|---|
| Sirloin butts | 3.903 |
| Strips | 4.204 |
| Tenderloins | 2.552 |
| Boneless chucks | 13.813 |
| Rolls | 2.552 |
| Plates | 12.162 |
| Insides | 7.957 |
| Outsides | 5.555 |
| Knuckles | 5.555 |
| Clods | 5.105 |
| Rump butts | 2.402 |
| Flank steak | .600 |
| Hanging tenderloin | .450 |
| Front shanks | 7.207 |
| Hind shanks | 4.650 |
| Soft bones | 6.906 |
| Trimmings | 8.108 |
| Tallow | 4.519 |
| Kidneys | .600 |
| 100.00 |
—Part of the data following and quoted in this chapter is from an excellent bulletin issued by the University of Illinois Agricultural Experiment Station, by Louis D. Hall. This is so clearly expressed and well illustrated that nothing need be added to the subject. The same is true regarding data shown on mutton and on hogs.
—“Wholesale fresh beef” trade is about equally divided between carcass beef and beef cuts. The latter are sold both as “straight cuts” and as subdivisions thereof. The “straight cuts” handled in Chicago markets are Loins, Ribs, Rounds, Chucks, Plates, Flanks and Shanks (Fig. 44). The loin is separated from the round at the hip joint. The flank is cut from about the middle of the thirteenth rib to the opposite lower corner of the loin. The shank is sawed off just below the second knuckle (shoulder joint). The plate is cut off on a line extending from about the middle of the twelfth rib through the point at which the shank is removed. The rib and chuck are separated between the fifth and sixth ribs.
[117]
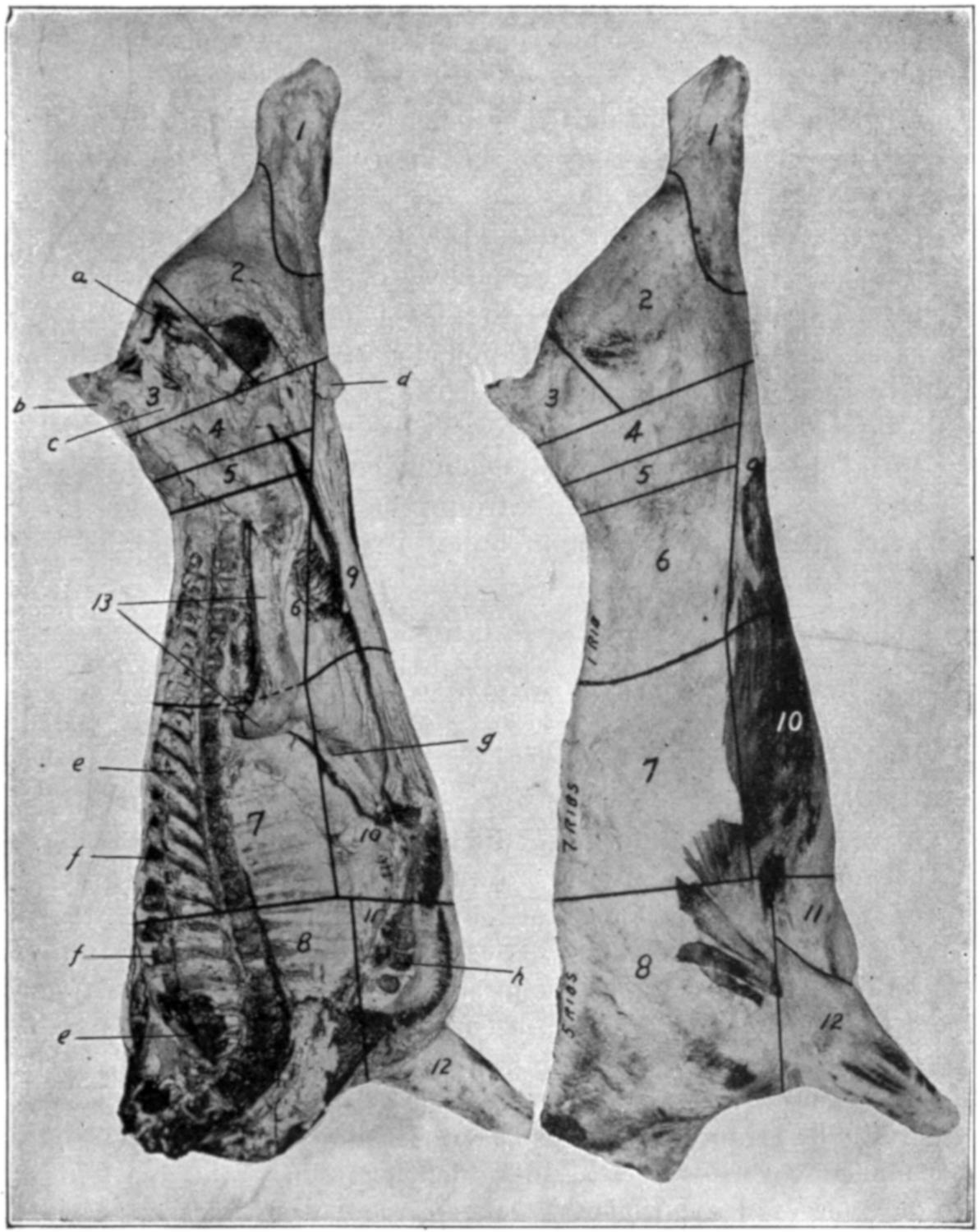
FIG. 44.—CHICAGO BEEF CUTS.
| 1, 2, 3. | Round |
| 4, 5, 6. | Loin |
| 7. | Rib |
| 8. | Chuck |
| 9. | Flank |
| 10, 11. | Plate |
| 12. | Shank |
| 13. | Suet |
| 1. | Hind shank |
| 2. | Round, R. & S. off |
| 3. | Rump |
| 4, 5. | Loin end |
| 6. | Pinbone loin |
| 5, 6. | Flatbone loin |
| 10. | Navel |
| 11. | Brisket |
| 1, 2, 3, 4, 5, 6, 9. | Hind quarter |
| 7, 8, 10, 11, 12. | Fore quarter |
| 7, 8. | Back |
| 7, 10. | Piece |
| 8, 11, 12. | Kosher chuck |
| 8, 10, 11, 12. | Triangle |
| a. | Aitch-bone |
| b. | Rump-bone |
| c. | Crotch |
| d. | Cod |
| e. | Chine-bones |
| f. | “Buttons” |
| g. | Skirt |
| h. | Breast-bone |
[118]
The standard grades of straight cuts are No. 1, No. 2 and No. 3. Cuts that are too deficient in thickness and quality to be used on the butcher’s block, and which are consequently made into boneless cuts, barreled beef, sausage, etc., are termed “strippers.”
—The page illustrating a diagram of cutting shows the “Chicago” method of dividing the animal if cut for sale.
—“Weight affects the grade of a beef cut about the same as in grading a carcass. No. 1 cuts are principally from choice and prime 800 to 1,000-pound native steer carcasses and choice 750 to 900-pound native cows; No. 2’s are largely from medium and good 650 to 800-pound steers and 600 to 750-pound cows; and No. 3’s are made chiefly from 450 to 600-pound common and medium cows, also from Texas and light Western steers. Stripper cuts are made from canners, medium and common bulls, Texas and common light Western cattle.
AVERAGE WEIGHTS OF STRAIGHT BEEF CUTS (POUNDS)
| Grade | Loins | Ribs | Rounds | Chucks | Plates | Flanks | Shanks |
|---|---|---|---|---|---|---|---|
| No. 1 | 50-85 | 30-50 | 75-110 | 75-110 | 40-80 | 15-20 | 10-20 |
| No. 2 | 40-60 | 25-35 | 60-80 | 60-80 | 30-50 | 10-15 | 5-10 |
| No. 3 | 25-40 | 20-25 | 40-60 | 40-60 | 20-35 | 5-10 | 5-10 |
| Strippers | 20-30 | 15-20 | 30-40 | 30-40 | 15-20 | 5-10 | 5-10 |
—“The loin is the highest-priced cut of the carcass because of the tenderness and quality of the lean. The grade of a loin may be determined by marked excellence or deficiency in either thickness, covering or quality, or by a uniform degree of development in all respects. No. 1’s must have a full, well-rounded shape, a complete covering of white fat, the thickness of which is in proper proportion to the lean, and bright, firm, fine-grained, well-marbled flesh. No. 2’s are generally less rounded in form, with insufficient, excessive, or uneven covering and a slight deficiency in grain, marbling or color of flesh; while No. 3’s are more flat in shape, nearly or entirely lacking in covering of fat and very deficient in thickness and quality of flesh, but sufficiently developed to be cut into porterhouse and sirloin steaks for cheap trade (Fig. 45). Stripper loins have no outside fat and are usually extremely flat and rough in shape, with dark-colored, coarse-grained flesh, and hard, white bone.
[119]

FIG. 45.—A. FLAT BONE LOINS, NO. 1, NO. 2 AND NO. 3 GRADES. B. REGULAR LOINS, NO. 1, NO. 2 AND NO. 3 GRADES.
[120]
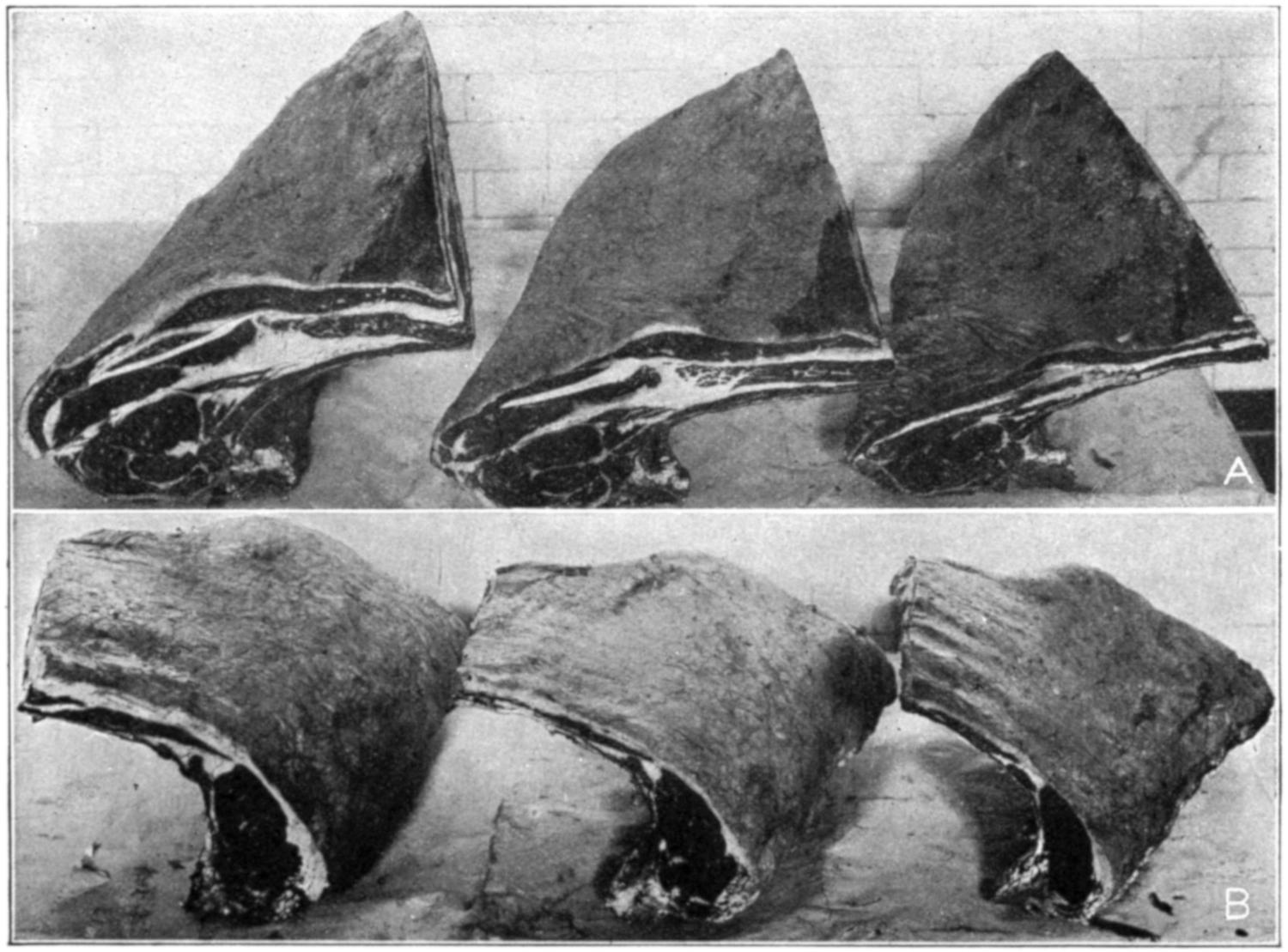
FIG. 46.—RIBS, NO. 1, NO. 2 AND NO. 3 GRADES. A. FRONT. B. REAR.
[121]

FIG. 47.—ROUNDS, NO. 1, NO. 2 AND NO. 3 GRADES.
[122]
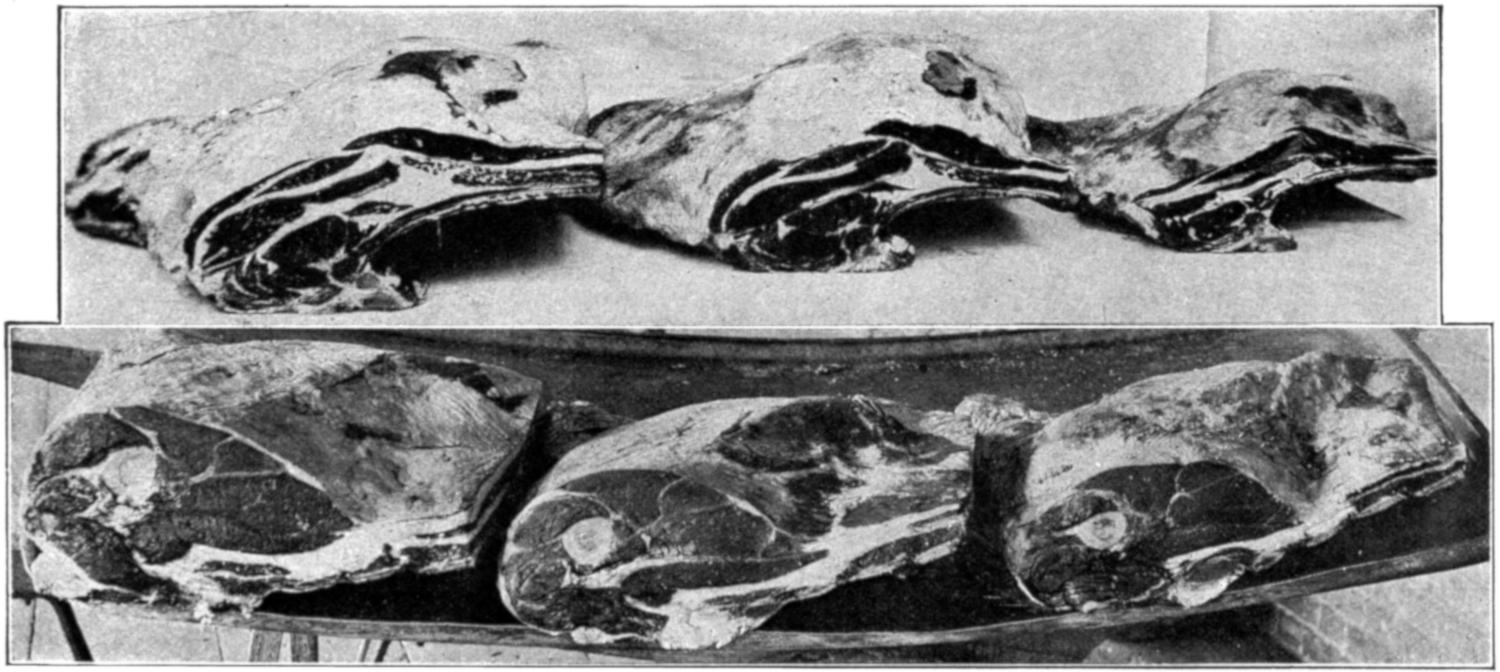
FIG. 48.—CHUCKS, NO. 1, NO. 2 AND NO. 3 GRADES. (ABOVE, REAR VIEW. BELOW, SIDE VIEW.)
[123]
—“This cut, which includes the portion between the loin and chuck, contains the best roasts. The poorer quality of ribs are boned and make ‘the roll.’ A ‘regular roll’ consists of the lean part of the rib with backbone removed and shoulder blade fat cut away. ‘Spencer’ rolls are of the same type, except that the covering is left on the lean, exclusive of that over blade bone, which is removed.
—“The cut surface of the full round is identical with the butt end of the corresponding loin. Cuts of various types of rounds are shown in Fig. 47. An excess of rounds under average conditions makes it necessary to divide the rounds further into rump butts used for corn beef; beef hams used for dried beef, and shanks for sausage meat.
“In stripping a bullock for beef hams, it is divided into three parts, known as a set, viz., inside, outside, and knuckle pieces.
—“The style of cutting shown in Fig. 48 is known as the square chuck, and is the style most used in Chicago wholesale markets. Chucks are sometimes cut ‘knuckle out’ by removing the shank with a knife at the second knuckle instead of sawing off below the joint. The lower grades of chucks are often further divided in order to make the cut more saleable. Such cuts are the shoulder clod and boneless chuck. The shoulder clod is a wedge-shaped piece cut from the fleshy part of the chuck just back of the shoulder blade, and extending from the elbow of the shank nearly or quite to the backbone. It is taken mainly from No. 3 and ‘stripper’ cuts, and to a small extent from No. 1’s and 2’s. It is a boneless cut weighing six to fifteen pounds, and sells from 10 to 20 per cent above chuck quotations.”
A “kosher” chuck consists of the square chuck, shank, brisket and neck in one piece, the forequarter with rib and navel piece off.
—“These are usually boned and the parts used in sausage department and bonehouse, except in the heavier cuts of plates and flanks, which are used in mess beef.
—“The demand for barreled beef is a receding[124] item in packing house usage. Formerly it was a large item. The quotation gives the grading and naming:
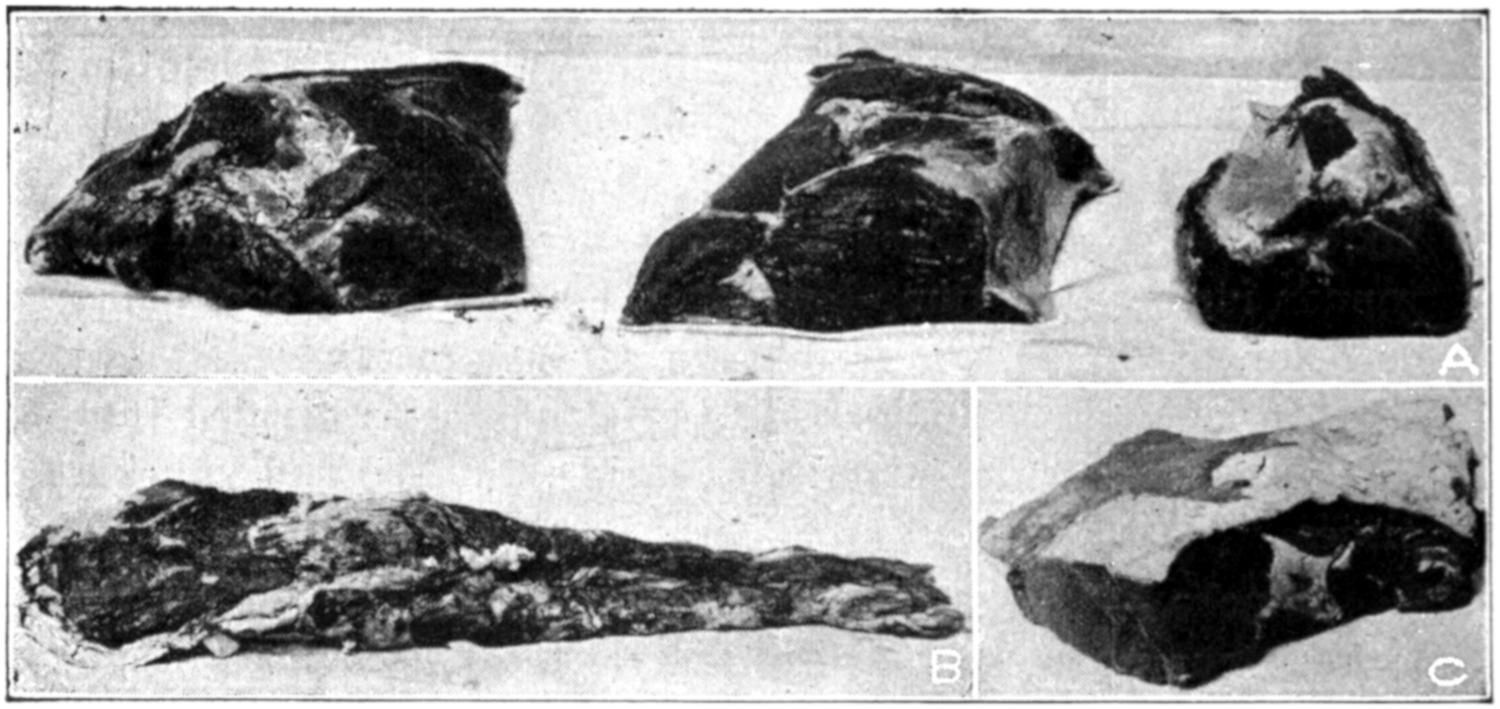
FIG. 49.—A, BEEF HAMS (LEFT, “INSIDE”; CENTER, “OUTSIDE”; RIGHT, “KNUCKLE”). B, TENDERLOIN. C, SHOULDER CLOD.
“Extra India Mess Beef is made from heavy fat No. 1 plates weighing 65 to 80 pounds, cut into pieces of about eight pounds average and packed in tierces or barrels. It is the highest grade of barreled beef and is sold largely through British markets for army and navy use. Fulton Market Beef is of the same quality as Extra India, but from 60 to 70 pound plates, and is usually put up in half barrels or tubs for domestic trade. These and the two following grades of plate beef are usually packed with the lower side of the brisket piece removed.
“Extra Plate (Extra Family) Beef is cut from moderately fat No. 1 plates (50 to 60 pounds), and packed like Extra India. It is exported principally to various countries in northern Europe.
“Regular Plate or Family Beef consists of No. 2 plates (40 to 50 pounds), with a good proportion of fat and lean, cut into pieces of six to eight pounds and packed the same as Extra India. It is also sold largely in northern European countries.
“Packet Beef is made from 30 to 40-pound plates (heavy No. 3’s and light No. 2’s) cut the same as other grades of plate[125] beef. It is used throughout Europe, the West Indies, Central and South America.
“Common Plate Beef is made from No. 3 plates, 20 to 30 pounds average, cut and packed as explained above. It is the lowest grade or barreled plate beef. This grade, also Prime Mess and Extra Mess Beef, is sold to the same trade as Packet Beef.

FIG. 50.—SHANKS. NO. 1 GRADE, NO. 2 GRADE, NO. 3 GRADE. CLOD ON.
“Rolled Boneless Beef (Rolled Beef or Rollettes) consists of plates with a portion of the brisket cut off, the remainder of plate being boned, rolled and wound with twine. It is made from No. 2 and No. 3 plates of 25 to 40 pounds average. The rolls weigh eight to twelve pounds and are cured in mild brine.
“Prime Mess Beef consists of about 100 pounds of plates and 100 pounds of chucks, rumps and flanks per barrel cut into pieces of six to nine pounds. The proportions of the cuts named are varied according to demands and may contain 100 pounds of chucks with the remainder plates, flanks and rumps, or as otherwise specified. This grade is made from heavy No. 3 and light No. 2 cuts.
“Extra Mess Beef contains the same assortment of cuts as Prime Mess, but is made only from No. 3 cuts.
“Ramp Butt Beef is cut from rumps off the medium and lower grades of rounds, and is boneless except a small piece of tail-bone. The pieces average four to six pounds each. It is sold largely in lumbering districts and to the fisheries trade.”
[126]
Green Hides — Condition — Scores — Prod Pole Damage — Clean Floors — Leather Yields — Pattern — Proper Storage For Hides — Grading — Grubs in Hides — Salt to Be Used — Building of Packs of Hides — Trimming of Green Hides — Switches — Shrinkage of Hides — Sheep Pelts.
—Next in value to the beef is the hide and the handling, curing, etc., of this particular part of the animal, until it is ready to be delivered requires careful attention to obtain the best results. For convenience in handling green hides a special hide truck, shown in Fig. 51, is usually employed. The platform of the truck is 3¹⁄₂ × 5¹⁄₂ feet, with a 1¹⁄₄ inch hardwood plank eight inches high on one side and on front end. The wheels are about eighteen inches in diameter.
FIG. 51.—HIDE TRUCK FOR CARTING BEEF HIDES.
—The first consideration, of course, is the condition of the hide. There has been marked improvement in recent years in the handling of hides. Formerly, where unskilled workmen were killing only a few cattle daily, or weekly, they did not become proficient in the removal of hides and the hide was more or less damaged by scores and cuts. When cattle are killed in large numbers it is necessary to make a[127] division of labor, and instead of one man doing many parts of the work, he simply does one part continuously, and hence becomes very skillful; the “take-off” of the hide, particularly, is improved. That this condition is appreciated by tanners is evidenced by the difference in price paid for country and packers hides; the tanners paying from ³⁄₄c to 1c more per pound for packers hides because the hide has been properly taken off, while a country hide, which is usually taken off by workmen less skilled has been cut and scored, the scores being particularly objectionable.
—A score in a hide is made by cutting into it when removing, far enough to damage the grain of the leather, and when it comes from the tannery, scores show very plainly and in many cases one-half of the thickness of the leather is lost by this defect. Hides taken off properly, should not show these imperfections, in fact, should be as smooth as though slipped off the animal, were that possible, instead of by a knife, and with skilled workmanship such is the case. One man doing one particular operation continuously, the “take-off” of hides has been so improved that less than ten hides out of a thousand are found to be “No. 2” quality when taken out of the cellar in a well-regulated house.
The “take-off” of the hides particularly should be watched by the killing foreman and the workmen’s attention drawn to the slightest defects continuously, as much depends upon the reputation a house may have for its take-off. Many of the small scores which are found to materially damage the hide when tanned are invisible when the hide is taken out of the packer’s cellar, as owing to discoloration, salt, etc., it is impossible to see many of them, but they are all visible when the leather is turned out. Consequently, if a house has a reputation for bad “take-off,” buyers usually aim to buy the hides from a plant with a good take-off. Hence it will be seen that in this particular department it means a great deal to have a good reputation for “take-off.”
[128]
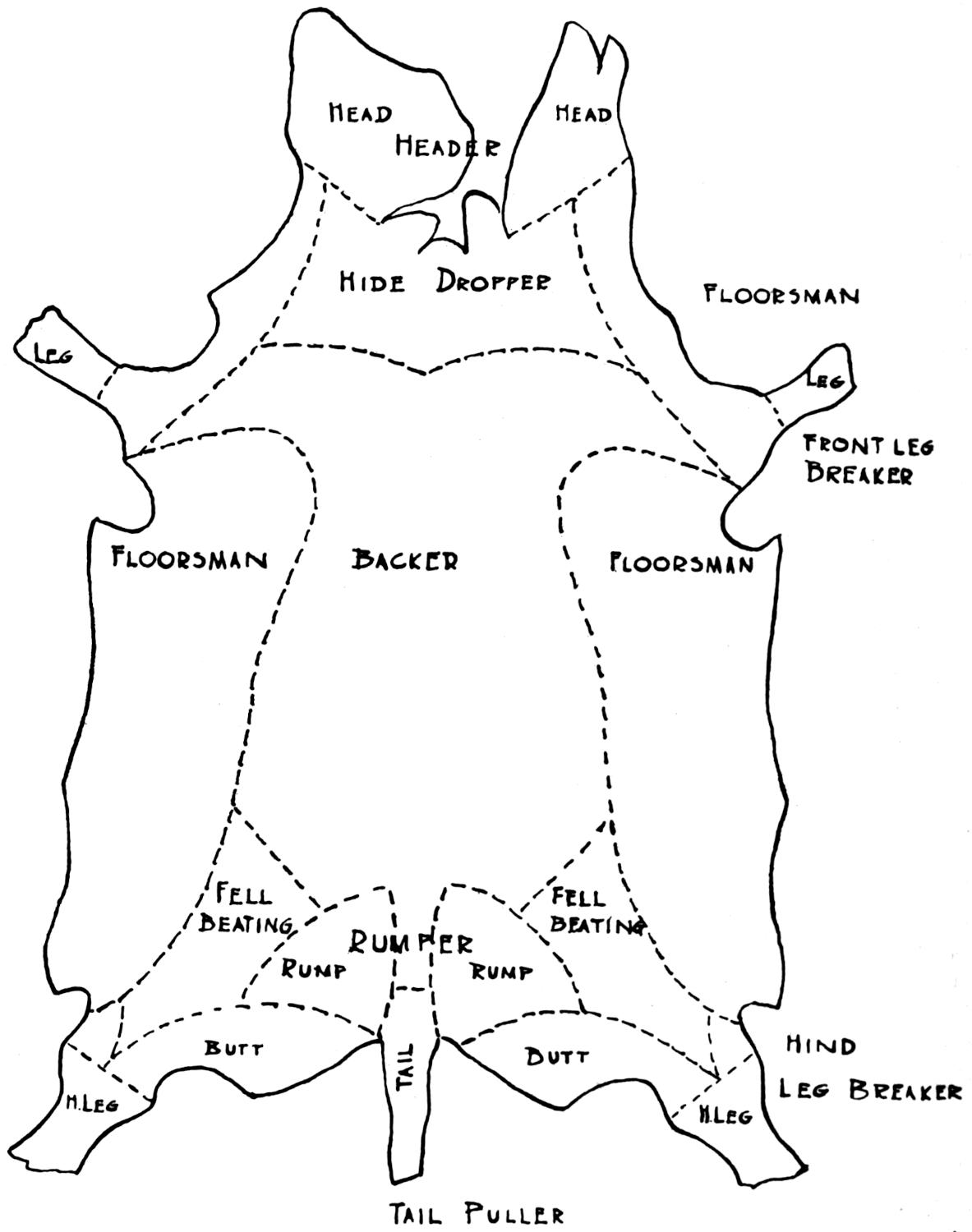
FIG. 52.—DIAGRAM OF HIDES.
—Outside of the “take-off” there are several other points which should be watched carefully on the killing floor in the handling of this particular article. The hides should not be damaged with prod poles by the men handling cattle in the pens. The floors should be kept as clean as possible, especially where the cattle are thrown out of the knocking pens, as blood is very objectionable on the hides. It is liable to cause decomposition when the hide is in pack, and if it does sufficiently for the hair to slip on the hides, it becomes a “No. 2.” Another bad feature is that a bloody hide will discolor the flesh side of the skin[129] next to it in pack, and it is always advisable to get the hides out as bright and clean as possible, as buyers prefer them so.
Another reason why they should be kept as dry as possible is that the hides are weighed as taken off for general record and also for estimating the cost of the beef. If the hides are allowed to get wet they will absorb four or five pounds per hide, which if deducted from the calculations, will represent a false credit of 40c or 50c per head on the cattle. It is best to keep them as dry as possible, so that weights used for figuring and record purposes may be accurate. If the hides go into the packs excessively wet, when shipped, they will necessarily show an excess shrinkage from green to cured weights, causing confusion as to actual shrinkage.
—While it is advisable to have hides carry as much moisture as is acceptable to the buyer, it is not profitable to have them too wet, as the buyers watch such matters and if a lot of hides from a certain house do not show the yield in leather which they should, purchases made after that from such a house are made proportionate to the yield, hence the additional weight that may be gained is more than lost in the price realized. There is a happy medium to be sought in this matter where the seller gets all that he is entitled to and the buyer is satisfied with the yield he obtains.
—The diagram, Fig. 52, shows the pattern of a packing house hide and, as nearly as can be indicated on paper, it shows the part removed by each workman.
—This is a point usually not given due consideration, some packers reasoning that as long as their hides are in a building, little else is to be considered. The following figures which are accurate, will give the reader an idea of the loss that lack of attention in this particular matter may represent. It will be noted that the test extends over a period of one year, representing a test on a total of 198,341 hides.
A total of 87,587 hides were cured in house No. 1, which consists of a cellar under refrigerated rooms. While no attempt was made to refrigerate this room there was a natural radiation to the floor above which held the temperature at from 55° to 60° F. in hot weather. There were but two openings[130] in the cellar and naturally little circulation of air, hence the moisture of the cellar was retained and the hides show a shrinkage of 14.74 per cent from the green weight on bed to shipping weight.
| SHRINKAGE OF HIDES FOR YEAR ENDING AUG. 1, 1903, IN HOUSE NO. 1. |
|||||
|---|---|---|---|---|---|
| Kind | Number | Green weight |
Cured weight |
Shrink- age, lbs. |
Shrink- age, per cent |
| Free of brands | 41,870 | 3,328,133 | 2,842,542 | 485,591 | 15.59 |
| Butt brands | 6,087 | 507,684 | 432,722 | 74,962 | 14.77 |
| Side brands | 13,190 | 1,078,959 | 927,835 | 151,124 | 14.06 |
| Spreadies | 2,376 | 215,676 | 190,286 | 25,390 | 11.79 |
| Texas | 11,285 | 871,573 | 731,165 | 140,408 | 16.11 |
| H’y native cows | 8,029 | 592,338 | 500,935 | 91,403 | 15.43 |
| Light native cows | 2,759 | 150,995 | 127,108 | 23,887 | 15.82 |
| Branded cows | 1,991 | 128,269 | 107,563 | 20,706 | 16.14 |
| Totals | 87,587 | 6,873,627 | 5,860,156 | 1,013,471 | 14.74 |
| SHRINKAGE OF HIDES FOR YEAR ENDING AUG. 1, 1903, IN HOUSE NO. 2. |
|||||
| Kind | Number | Green weight |
Cured weight |
Shrink- age, lbs. |
Shrink- age, per cent |
| Free of brands | 34,192 | 2,692,615 | 2,262,426 | 430,189 | 15.98 |
| Butt brands | 14,279 | 1,174,093 | 977,943 | 196,150 | 16.71 |
| Side brands | 17,302 | 1,451,850 | 1,198,925 | 252,925 | 17.42 |
| Spreadies | 3,969 | 363,233 | 307,410 | 55,823 | 15.37 |
| Native bulls | 1,362 | 127,910 | 103,263 | 24,627 | 19.27 |
| Branded bulls | 252 | 25,885 | 21,761 | 4,124 | 15.93 |
| H’y native cows | 8,222 | 576,313 | 472,938 | 103,375 | 17.94 |
| Texas | 5,247 | 395,620 | 324,100 | 71,520 | 18.08 |
| L’t native cows | 14,895 | 841,481 | 709,181 | 132,300 | 15.72 |
| Branded cows | 11,034 | 694,503 | 574,669 | 119,834 | 17.25 |
| Totals | 110,754 | 8,343,503 | 6,952,616 | 1,390,867 | 16.67 |
A total of 110,754 of these hides were cured in house No. 2. This was on the first floor of the building and no refrigeration was used in any of the departments. There were several openings into this room, permitting the outside air to circulate through the building and a great deal of moisture naturally absorbed. It will be noted by comparing the reports that the shrinkage in this cellar was 16.67 per cent from the[131] green weight to the shipping weight, showing an excess of 1.83 per cent, which would show a loss of 154,686 pounds. This, at an average of 10c per pound, would indicate a loss of $15,468.60 sustained by having this number of hides in this particular cellar, as against what would have been realized had they shown no more shrinkage than those in house No. 1, so that it will readily be seen that it is of vital importance to the owner to see that the hides are stored in suitable storage, that there is as little circulation as possible of outside air through this department, and that all doors and openings are kept closed as much as possible. This is paramount, in case hides are sold, seller’s weights, at works. On long shipments involving many transfers and exposures, the matter is not of such consequence.
—This is a question which must be governed largely by the local conditions. Many small killers find it profitable to sell their hides without selections, rather than to try to make the different selections with a comparatively limited number to select from, whereas, where cattle are killed in large numbers it is advisable to make just as many selections as is profitable, being governed, of course, at all times by the market quotations and demands. The usual grades of hides are termed as follows:
—Native steer hides are hides from native steers which are free of brands. Another selection of natives is what is called “spreadies,” which are hides taken from native cattle free of brands, cuts, scores, or grubs and must be six feet four inches wide at the shoulders.
—This is the term used to designate all hides taken off southern cattle where the hide is very thick and heavy. Brands are not taken into consideration on these selections.
—These are either natives or western hides which are branded on the butts.
—These are hides from the western cattle, which are too thin for Texas and are branded on the sides.
A distinction is also made in all these hides as to weights, sixty-one pounds and up being heavy, sixty pounds and below being light and fifty pounds and below being extra light.
Cow hides are selected as natives and branded cows; bull[132] hides as natives and branded bulls. While all bull hides are not sold as such, hides with a thick neck or pate are sold under this term.
—There are two cattle “bot-flies” or “warble-flies,” as they are often termed. One of these (Hypoderma lineata) is found in the United States, being found more frequently in the southern part of the country. The adult is about the size of a honey bee. The female deposits her eggs in summer in the region of the heel of the animal, causing very much discomfort. In licking the irritated spot the eggs are taken into the mouth of the animal and hatched, the larvae entering the esophagus or gullet and finally working their way into the cellular tissue beneath the skin of the back. In early spring they develop, forming lumps known as “warbles,” and become what are known as “grubs.” After working their way through the skin they drop to the ground, into which they burrow and pupate, finally emerging as adult flies. The damage caused by these insects to the hides amounts to millions of dollars per year, as in general practice five grub holes constitute a “No. 2” hide, on which there is a deduction of one cent per pound.
According to the rules of the trade, Texas and branded cows are grubbed from November 1 to June 1, Colorados are grubbed from December 1 to June 1, native steers, native bulls and native cows are grubbed from January 1 to June 1. No allowance is made after June 1 for grubs in hides taken off after that date.
—The kind of salt generally used in large plants for this purpose is a rock salt, which is a mined product run through crushers and screens. Large lumps are more or less objectionable and if allowed to be used will injure the appearance of the hide. Hides in a pack weigh very heavily per cubic foot and the lower hides are subject to a considerable pressure, or weight. Large lumps of salt between the hides in the pack make bad looking indentations, although they do not necessarily injure the hides for tanning purposes.
Three parts of rock salt and one part of fine salt make a very good combination. The fine salt quickly forms a moisture which the hides will absorb, preventing quite a perceptible[133] shrinkage as shown by careful tests. When a pack of hides is taken up the “second salt” is saved and by using one-third new with two-thirds of old salt it can be used over. It will be found that this addition of new salt about makes up for the loss in salt that is dissolved in the pack during the curing process.
Salt for the hides should be kept clean. If there is a great deal of manure and dirt mixed with the salt, it discolors the hides, injuring their appearance. When the salt is found to be dirty and out of condition it is advisable to screen it, using a screen same as is used for screening sand. The salt is thrown against the screen, the finer salt will sift through and the coarser salt, dirt, etc., will gather at the bottom of the screen. Salt that has been through the screen will be found comparatively clean and ready for use; that which has not passed through should be washed. While this will dissolve a considerable amount of it, it will, at the same time, wash out most of the impurities. If handled in the above manner, a careful workman should be able to salt hides with from thirty-one to thirty-five pounds of salt per hide.
—Packing hides is an operation which should receive close and careful attention. In the building of the pack, the outer edges should be kept high all the way around, so that the center of the pack will hold liquid. When the pack is finished it should be leveled off at the top so that it will be as near even as possible. The natural moisture in the hides, together with the salt, will form a liquor which the hides absorb, and if the pack is built slanting, so as to allow the liquid to pass off, it will be found that the hides are continuously drawing on the sides, and when they are taken up the shrinkage from green weights will be considerably in excess of those from packs properly built.
—Before the hides are packed they should be examined for brands, etc., and be distributed to their proper packs, according to assortment. The switch is cut off from the tail, any loose ends of the hides are trimmed off and the ears split. Unless this is done, it makes an uneven pack on account of the thickness of the ears; furthermore the salt does not have a chance to penetrate the ears and they are[134] liable to spoil. Any loose pieces of meat that the butchers may have left on the hide should be taken off, as well as any excess amount of fat. The hides after being trimmed should be allowed to lay for three to five hours to cool. If the hides are put into the pack without doing this, it is likely that, when the pack is taken up, some hides will be found on which the hair has slipped; these are necessarily No. 2 hides, and as the uniform rule is 1c per pound less for No. 2’s than for No. 1’s, it will show a loss of approximately 50c to 60c per hide. Another bad feature of having “slip-hides” is the fact that if the buyer finds them at all, he is always suspicious that there are others in the pack which are out of condition, that he has not seen, and that they will come out of the tannery with unsatisfactory results.
When hides are put in the pack, extreme care should be used to see that every part of the hide is exposed to salt. The legs should be straightened out flat and the pates thoroughly spread, so that the salt may reach every part. Hides should lie in pack and salt for from twenty-five to thirty days before they are fully cured. At the expiration of this time they are ready for shipment, and are taken out of salt, inspected and each one rolled into a bundle and tied.
—The switches should be spread out on the floor and given a thorough chance to cool off, when they are thrown into a pack by themselves and heavily salted. They should be watched closely, as there is unavoidably considerable blood and moisture in them, and if any sign of heating is found they should be overhauled and resalted.
—No set rule can be made as to how much hides will actually shrink, but if the foregoing directions are followed closely and intelligently the shrinkage may be kept at the minimum, which will usually range from 12 to 15 per cent. This is governed largely, as before stated, by the amount of water which the hides take up on the killing floor, which if weighed with the hide will nearly all seep out when put into the packs and cause an excess shrinkage from the original green weights. Further the storage has a great deal to do with it, but if proper care is taken the shrinkage should be kept within the figures given.
[135]
—The handling of sheep pelts, especially in hot weather, requires careful attention. The pelts, as soon as taken off, should be spread out in a room where it is as cold as possible without being refrigerated, and allowed to cool off for at least twelve hours before salting. This is especially necessary when the animal slaughtered has a very heavy fleece; with shearlings there is little or no necessity for taking this precaution. Fleece skins, however, hold the heat, so that when put into a pack and salted, if not properly cooled, they soon begin to warm and decompose, and as soon as the wool slips, the leather of the skin is ruined.
After the pelts have been spread out and allowed to thoroughly chill, as suggested, they should be salted in piles not to exceed thirty inches high by putting one skin on top of another, flesh side up, and using a fine solar salt, care being taken that they are thoroughly salted around the heads and leggings. After they have been in salt for a week, it is well, especially in warm weather, to overhaul them, shifting the packs so that when through, the top pelts are on the bottom and vice versa. After they have lain in salt for two weeks they are ready for shipment.
[136]
Fats — Origin of Butterine — Oleo Oil — Oleo Fats — Selection and Care — Cleanliness and Collection — Chilling Fat — Cooling Water — Melting — Settling the Oil — Clarifiers — Scrap Vat — Seeding or Graining Oil — Press Room — Collecting Oil — Oil Receivers — Temperature of Oil Drawn to Tierce — Stearine — Oil House Yields — Grading Fats — Tests on Oil Fats — Butcher Fats — Mutton Fat — Oil Selection — Oil House Operation.
—The largest item of value in slaughtered cattle is the beef. As already stated, the second largest item is hides. The third item in value is fats. It has been one of the world’s staple articles of trade for centuries and is made use of in the manufacture of many kinds of articles for man’s use, from those of comfort to those of destruction, perhaps only displaced in its multitude of uses by the one raw product, coal tar.
—Prior to the Franco-Prussian war, or in 1871, fats were used almost exclusively for soap making and other manufacturing purposes, comparatively little of it being used for food purposes. During the siege of Paris a reward was offered to anyone who would find a substitute for butter. A French scientist reasoned as follows: Careful observation teaches that a cow that is fat and in good health makes better butter and more butter than one of the same quality that is poor and emaciated, hence it must follow the cream of the milk, or the “butter-fat,” is in reality nothing more or less than Nature’s surplus fat in the animal, and that in all cattle that are fed each day more than the requirements to build up the broken-down tissues a surplus fat is deposited.[137] This fat, the chemist decided, was as much a natural butter as though it had been skimmed from milk, and starting on this theory originated the manufacture of oleomargarine.
—The creating of this industry has meant millions of dollars to this country in returns that have been made from the sale of fats prepared into oil for manufacturing oleomargarine instead of being melted into tallow for soap making and other purposes.
—Oleo oil is the name of one of the principal ingredients used in making oleomargarine, or imitation butter. The fat is put through a hasher, which thoroughly disintegrates it, cutting the tissue so that the oil is made free when heated.
—The fats used for the manufacture of oleo oil are usually all the fats removed when the animal is slaughtered, including the “caul” fat or that fat surrounding the “omentum”; the ruffle fat, which is that fat surrounding the intestines, and to which the “runners” or round gut is attached; the heart casing, and fats attached.
—It is reasonable to suppose that all of these fats are of the same quality, but in the handling of this, during the course of slaughtering and treatment thereof, some of it necessarily becomes unfit for oleo oil purposes, and is used in tallow. The amount used for tallow is regulated by the care and intelligence of the men in charge, and if properly handled a very small percentage of the fat in the animal should find its way to the tank house, as it nets much better results when put into oleo oil, as will be noted from the tests hereafter submitted.
—The fats, as rapidly as removed from the animal, should be taken quickly in clean utensils and washed in medium temperature water to remove any blood present. Thorough chilling of the fat is a very essential feature in making oleo oil. In order that this may be done it is necessary that the fat be cut in small pieces, so that the cold water can get at every part of it. A machine illustrated in Fig. 53 is used for cutting the fat before passing it into the cold water. The water is circulated by the use of a pump and distributed over the fats from a perforated pipe.
[138]
—The fat, while chilling, should be allowed to remain in cold water for about five hours, or until it has become thoroughly chilled. Precaution should be taken to see that no fat goes to the hasher, or melting kettle, until it is thoroughly chilled. Failure to do this is not particularly noticeable in the oleo oil when made, but soon afterward results in a deterioration of the oil. It is never objectionable to hold the fat from twelve to twenty hours, if necessary, in the cold water, although five hours is sufficient. The constant submergence of the fat by mechanical means or by hand is of prime importance.
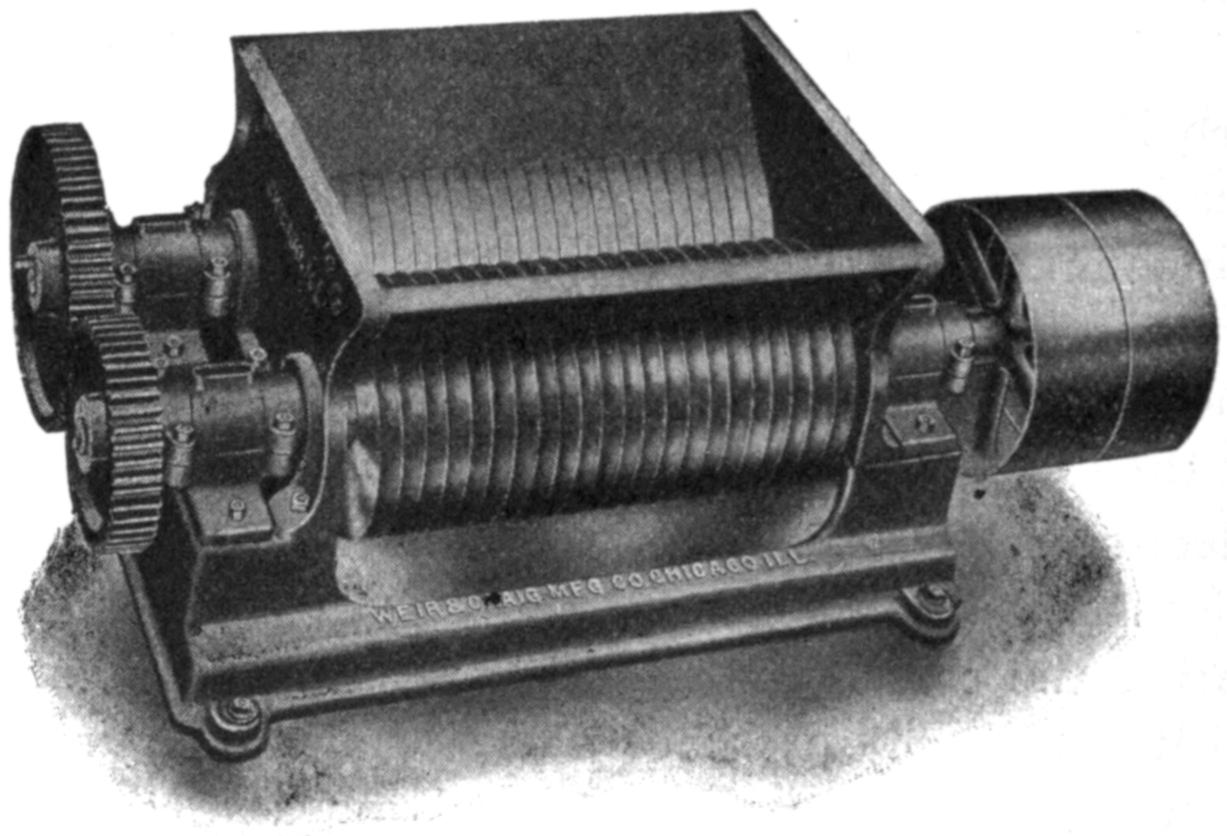
FIG. 53.—OLEO FAT CUTTER.
The fats are ladled or forked from the chilling vat and placed on a table to drain. The dryer the fat the better, but it must not lay unduly long to drain. From this table they are passed through an Enterprise steam jacketed hasher for grinding. Steam is kept on the jacket to assist in rapidity in passing it through the hasher.
—The chilling or cooling of water is accomplished in two ways, by the introduction of ice or the cooling of the water or by submerging pipes in the tanks, and circulating chilled brine or ammonia gas through the pipes, same being a part of the refrigerating system. In the latter case the pipes should be covered by a removable screen to prevent fats attaching to the pipes.
[139]
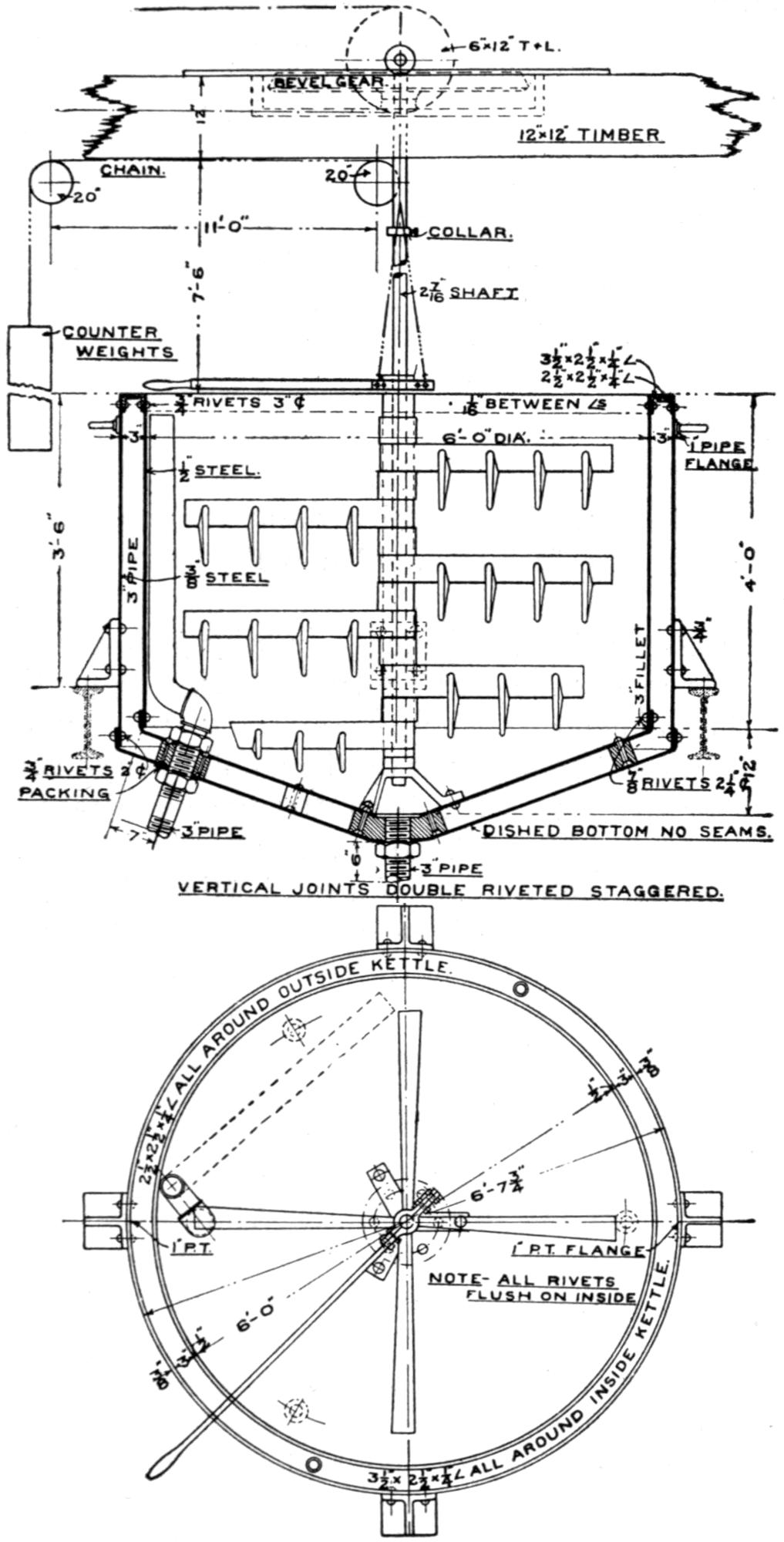
FIG. 54.—KETTLE FOR MELTING FATS FOR OLEO OIL.
[140]
—The fat when hashed is passed to an open top water jacketed kettle of the type shown in the illustration, Fig. 54.
Just previous to beginning to hash the fat into the kettle the stirrer is placed in motion. The water in the jacket is heated up to a temperature of about 180° F.
When the kettle is partially filled and as the fat accumulates, it will collect and hang to the stirring gear. To meet this condition the stirring gear is arranged to rise vertically on the shaft by lifting and assistance of the counterweight attached to it. The fat is removed by the use of a paddle, the stirrer lowered and started in motion. The fat is mixed with a large paddle so that the melting oil at the sides and bottom of the kettle is freely intermingled with the partially melted fat.
The mass gradually assumes a murky yellow appearance as the oil is made free. The man in charge of melting uses a bath thermometer constantly and regulates the temperature of the water in the jacket by the admittance of cold water to chill it or steam to warm it so that the temperature of the melting oil does not exceed 156° F. It usually takes 1¹⁄₂ hours to properly melt the contents of a full kettle. When the melting is complete the stirrer is raised out of the oil and allowed to remain raised while the oil is settled.
—When the oil comes to rest about twenty pounds of fine salt is scattered over the surface, thrown in moderate handfuls so as to sprinkle the entire surface. This salt in settling clears the oil by carrying down the floating fibre by mechanical as well as chemical action. The oil usually has a scum on top and this is gently skimmed off and saved as a bottom for the next kettle. After settling about fifteen minutes the oil is run off by gently lowering the hinged pipe, the oil as de-canted is passed to the clarifier.
When the pure oil is run as low as can be conveniently done without carrying off any scrap of settlings, the oil laying on the surface of the water and sediment in the bottom is passed to some receptacle and sent to the pressure tanks. The kettle is well scrubbed, made clean and the skimmed bottoms deposited ready for filling again with hashed fat.
[141]
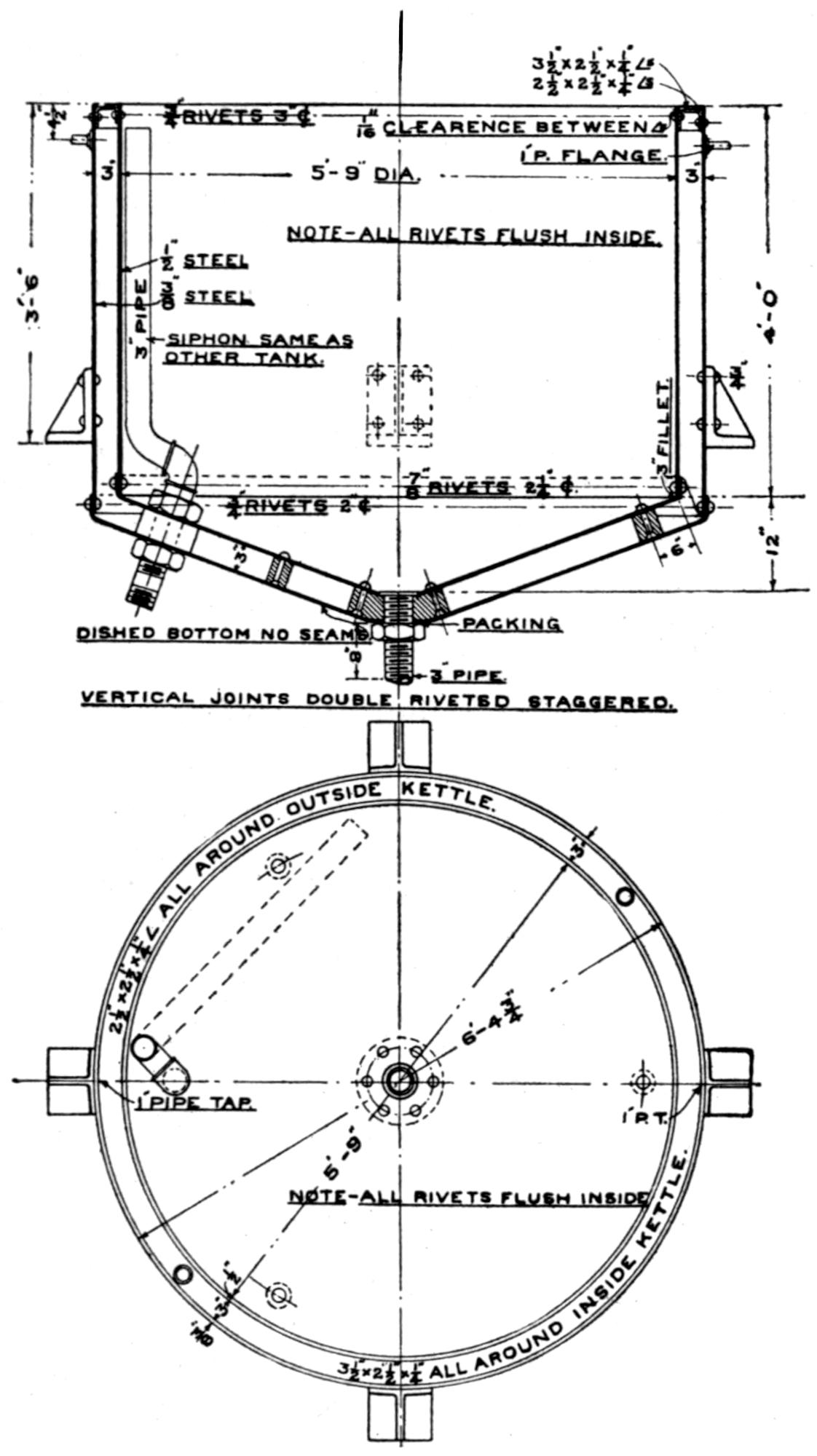
FIG. 55.—SETTLING KETTLE FOR OLEO OILS.
—Each kettle is provided with two clarifying or settling kettles. These are cone-shaped tanks in which the oil from one melting kettle is deposited. The oil is allowed to stand as long as possible in a quiet state and the sediment or fibre collects in the bottom of the cone. This is withdrawn at the bottom at frequent intervals so as[142] to free the oil from sediment and dirt. The temperature of the oil carried in the clarifiers is 140°, kept uniform by use of warm water in the jacket.
After settling the oil about two hours it is drawn to the seeding trucks. Cotton flannel bags are usually put on over the outlet pipe so as to strain the oil and collect any floating pieces of tissue that would otherwise pass to the seeding truck.
—A vessel which requires attention and in which the yield in the oil house can be very materially increased and improved by proper handling is the scrap vat. After the vat is melted and the oil siphoned off, the balance or residue in kettle is drawn out of the bottom into the scrap vat, which is located directly under the melting kettle. This kettle should be kept full of hot water at a temperature of about 130° F., and when the scrap is dropped in the oil will immediately come to the surface; this should be skimmed off promptly, for if it is allowed to lie in the scrap vat a bad flavor will result and it will then have to be sold as an inferior grade of oil; but if skimmed as stated this strong flavored feature may be avoided.
When through melting for the day, the steam should be turned on the scrap vats to bring them up to a temperature of 190° to 200° F. This will release any fat yet remaining in the scrap, which should be skimmed and used for a lower grade of oil, as it will have a strong flavor. The balance of the scrap is then sent to the tank house, where it is cooked under pressure and the remaining oil taken out.
—The oil when settled in the clarifiers is passed to the seeding or graining trucks. The seeding truck plays a very important part in the handling of oleo oil and is one of the points where a great deal of trouble can be developed if not properly watched.
When the oil is drawn into the seeding trucks there should be no signs of any water. If there is any water left in the oil it naturally settles to the bottom of the seeding truck. The oil usually being at a temperature of 120° to 125° F., and it being three and sometimes four days before it is cooled, the heat held in the oil, together with the water and sediment that may be in the bottom, causes a decomposition and the result[143] is “sour bottoms,” which are very offensive. If any of this sour material has gotten into the press, the stearine will be spotted and out of conditions. The oil will also show it more or less, so that it is absolutely necessary that this particular point be given very close and careful attention.
FIG. 56.—OLEO SEEDING TRUCK.
—It has for many years been considered necessary to line the seeding truck with galvanized iron, in fact many of the large melters today are using this style of truck. The seeding truck, however, which gives the best results is a wooden truck (see Fig. 56) without any lining, made of basswood, or whitewood, which are odorless, and can be readily cleaned and kept sweet. The objections to a truck lined with galvanized iron might be summarized as follows:
In the first place, considerable salt is used in the material, more or less of which is left in the oil. When the melted fat is drawn off into the seeding trucks and is left to stand for three or four days, this salt attacks the iron, and if not watched very carefully small pin-holes will be eaten through the iron, the result being that the galvanized iron pan will leak into the wooden box proper. Again, every time the seeding trucks are emptied, they are thoroughly washed and steamed out and[144] more or less of this water for washing finds its way in between the lining and the wooden box. When the seeding truck is filled with oil, the weight of the oil causes this water, which is held between the iron and the wood, to ooze into the oil, causing “sour bottoms.” This particular point has caused the loss of a great many thousands of dollars in the manufacture of this product, even though it is apparently a very unimportant matter.
—In using wooden seeding trucks, attention is called to a very important item to be considered, and if not carefully looked after the results will be unsatisfactory. The oil is drawn into seeding trucks at a temperature of about 120° to 125° F., which will shrink wood very rapidly, therefore the trucks should be made out of thoroughly kiln-dried lumber, which should be extra kiln-dried. The bottom and sides of the truck are bolted together with a bolt running through them and one on either end, so that any shrinkage of the wood can be taken up. The same is true of the sides of the truck. In each of the joints, after they are perfectly made, a strand of wicking should be put in between the edges, so that when it is drawn down it forms a perfect packing. As is well understood, the shrinkage of wood is mostly crosswise of the grain, there being very little lengthwise; thus it will be seen that the wood in these trucks, both at the sides and at the ends, must be put in so that it will all shrink uniformly. The bottom of the truck will naturally shrink sidewise and if the bolts are drawn up it stops the opening, while if the sides of the truck shrink, the bottom bolts can be drawn up, readily stopping the leak. The ends of the truck must have the grain running up and down instead of crosswise, for if the bottom of the truck joins sidewise and the end pieces are running crosswise of this grain, it will be impossible to draw the bottom up tight, on account of the lack of shrinkage of the ends where the grain runs lengthwise of the end.
[145]
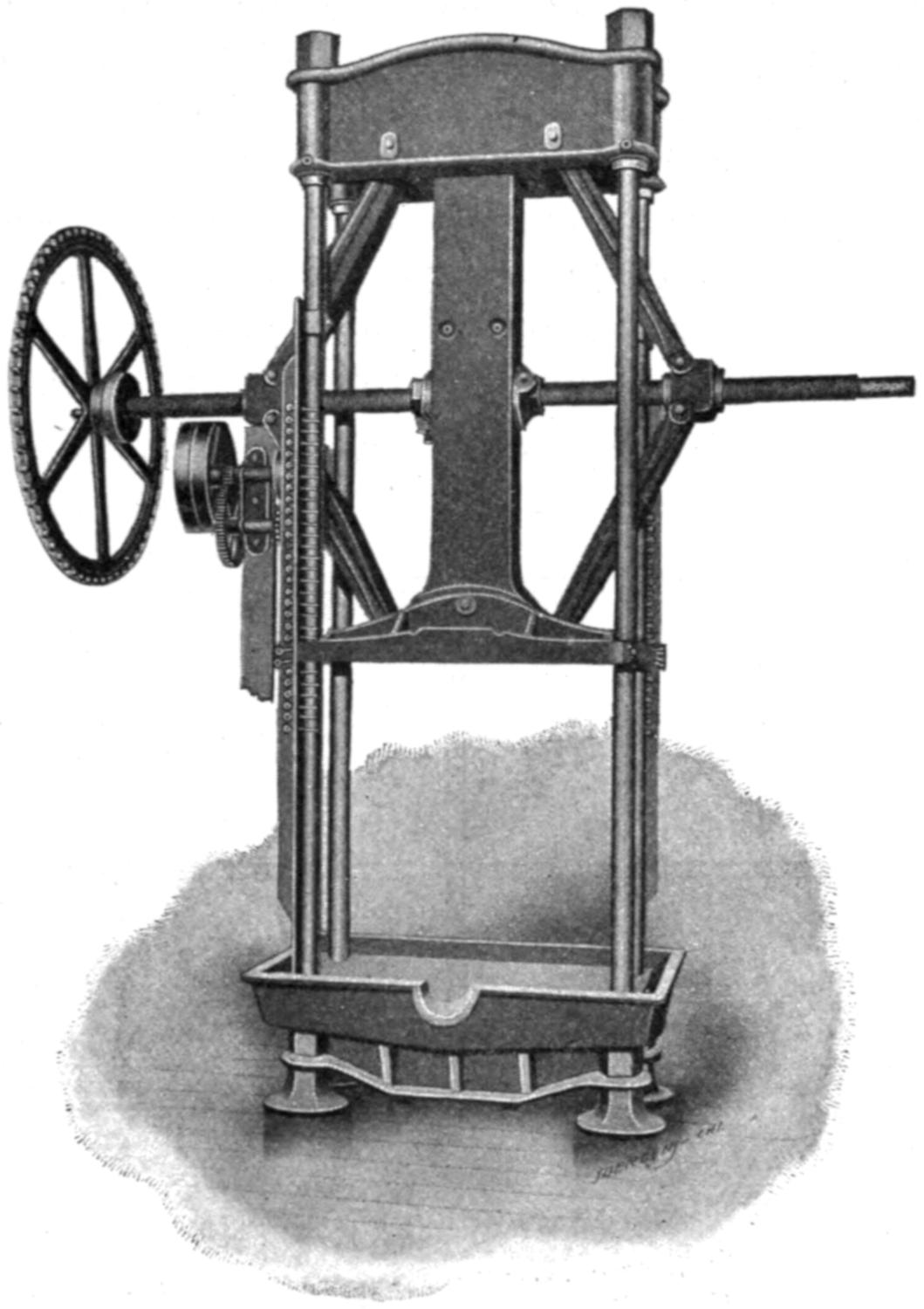
FIG. 57.—KNUCKLE TYPE OLEO OIL PRESS.
—The room into which the seeding trucks with their contents are run should be held at a temperature of 75° to 90° F. The material in the seeding trucks, which is now called “stock” should be pressed at a temperature of from 78° to 84° F., according to its quality, as well as to the percentage of stearine which it is desirable to make. The lower the temperature at which the oil is pressed the more stearine will be retained in the cloths. After the stock is chilled to above temperature it will be found that a granulation has taken effect and oil will be observed on the top, whereas the heavier and granulated parts of the fat will be at the bottom. This should be thoroughly mixed up before it is sent to the press, either by use of a dipper or mechanically, care being used not to disturb the bottom of the cooler. If there is any moisture in the bottom of the truck it would spoil the stock by mixing it. Whereas, if it is not agitated, when the stock is removed, the bottom can be examined, and, if it is[146] good, it can be used; otherwise it should be sent to the tallow tanks. After the stock is thoroughly broken up or mixed it is ready for the press, it first being wrapped in cloths.
The cloth used in connection with this press is a medium weight piece of cotton canvas, which is cut in the proper sized pieces, about eighteen inches square. The cloth is first put on the “former” which is filled with a dipper full of stock; the attendant wraps it up carefully and the man filling the press as it comes around in the wheel, takes the wrapped stock and lays it on the plate, using eight bags of stock on each plate in the press, generally using sixty steel plates for each press. When the press is full the power is turned on. The slow speed should be used almost exclusively after the press is started in order to give the oil sufficient time to strain through the canvass.
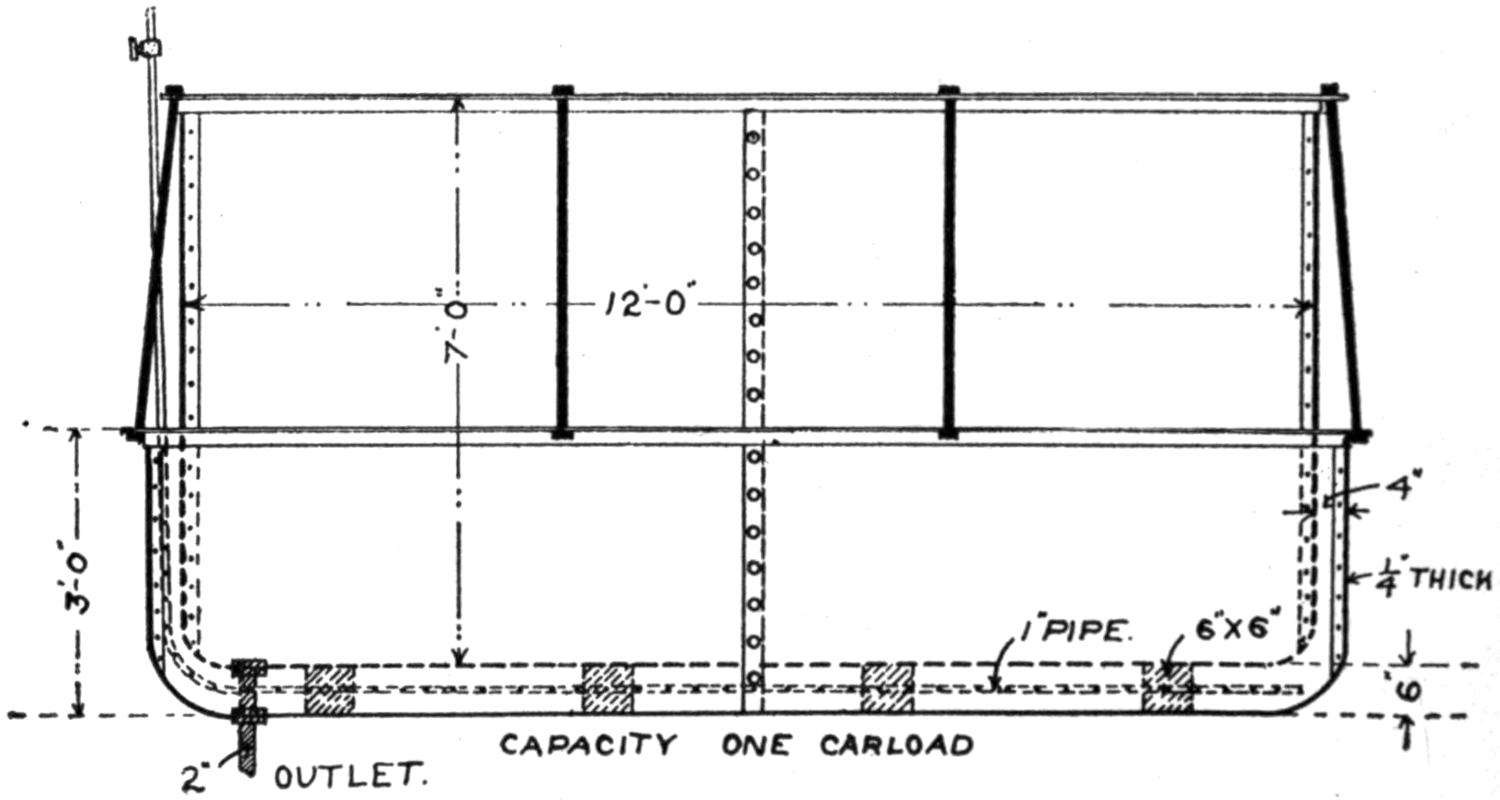
FIG. 58.—OLEO OIL RECEIVER.
—The oil from the press should run to a receiving tank, as many being used as is necessary to keep the different grades of oil separated. Where oil is being made in large quantities it is always advisable to have the receiving tank hold sixty tierces, or a car load of oil, for if smaller receivers are used the oil is likely to be irregular.
The quality of oil varies, as does the quality of cattle; for instance, choice native cattle, which are very fat, make a finer, better oil than western cattle which are not in as good condition,[147] and as the killing is always liable to run irregular, if the oil is not assembled in large quantities, it is often perceptible, and a manufacturer soon acquires the reputation of making irregular oil. When that reputation is once established buyers scrutinize closely before making purchases.
—The receivers of the oil should be either jacketed or have a boat bottom; that is, one vat placed inside of the other (see Fig. 58), so that the temperature of the oil in the receivers may be regulated, but under no conditions should steam pipes be submerged in oleo oil; all heating should be done by contact surfaces with hot water. In having the vat made with a boat bottom it is simply necessary to fill up the space with water and turn on steam, holding the water at the desired temperature.
—The oil in the receiver, when ready to be tierced, should be raised to a temperature of from 116° to 118° F., and then drawn off, the tierces being filled through a side bung hole. After the tierce is filled it should be rolled away and left undisturbed in a temperature of 50° F. for at least four days. The oil thus handled will show a granulation, which is very desirable. If the oil is not allowed to stand until it has thoroughly granulated, or “seeded” it will come out smooth or pasty, and pasty oil is very objectionable to the purchaser. If the oil is not drawn off at this temperature it will be found difficult to have it seed properly, as it chills too quickly for a good granulation to take effect. It is not wise to draw the oil into a temperature lower than 50° F. After the oil has been seeded it can be kept in any storage that is available below 60° F., but it must be put into the refrigerating temperature for the first three or four days, and not at any time carried at a temperature below 45°.
—Stearine is the product left in the cloths after pressing the stock. This product is used for many purposes, but largely for the manufacture of compound lard on account of its hardness. (Ordinary tallow will run 41¹⁄₂ to 43; oleo oil runs 40 to 42; oleo stearine should run 50 to 52, titer.)
After the oil is thoroughly pressed out, the press is opened and the stearine taken out of the cloths. The stearine should be thrown into a bin where there is an abundant circulation[148] of pure air, in order to thoroughly cool, for if it is put into the package too warm, a mold will form which deteriorates it and reduces its value. After it is thoroughly chilled it is put into packages, compressed by a machine as shown, which saves labor and puts more material into the package; or pounding it with a maul as it is deposited in the tierces.

FIG. 59.—STEARINE PACKER.
—Stearine, after being put in packages,[149] can be held for thirty days in ordinary storage. If held longer than that, it should be put into a room kept at a temperature of from 40° to 45° F. and which is perfectly dry. Stearine, generally speaking, is a very unsatisfactory article to carry any length of time, for, in pressing, any moisture which may be in the stock is left in the stearine, and if carried for some time this moisture produces a discoloration, which is known to the trade as “spotted stearine.” It also causes a moldy or musty smell, which injures it for edible purposes, and while it is often carried for months for an anticipated rise in the market, it is quite as often regretted that it was not sold when it was in good condition for the market.
—Stearine is always packed in slack packages, the regular package being 34 inches high, 90 inches in circumference at the bilge and 23⁵⁄₈ inches across the head with eight patented hoops. Oleo oil is always put into a special tierce which is 34 inches high, 81 inches in circumference at bilge and 21 inches across heads, with six iron hoops.
—The yields of oleo oil and stearine from stock are regulated largely by the prices of the different articles, as, for instance, when oil is low and stearine is high it is advisable to press the stock at a lower temperature, making all the stearine possible. Reverse the conditions and it is advisable to press the stock at a high temperature, making all the oil possible, hence the general yield of oil in stearine is largely regulated by the price of the two.
—As the different kinds of fat have more or less different flavors, it is wise to make careful selections in order to get the best results, it being impossible to make a grade of all No. 1 oil, 10 or 15 per cent of the total being No. 2. The balance of the product, eliminating the 10 or 15 per cent should be strictly No. 1 oil, but if the whole output is made into one grade, it would not be acceptable as No. 1. Hence it will be seen that it is the better part of wisdom to make two and sometimes three grades of this product, as indicated above.
Of all the oleo oil made in this country, 75 to 90 per cent is shipped to Holland, where it is made into butterine and distributed throughout the continent and England. The requirements[150] of these consumers seem to have changed within the last few years, and the melters of oleo oil strive to get the oils in the condition to best suit the Hollanders’ demands. What they seem to require is, first of all, a very neutral oil, or in other words an oil with as little flavor and smell as possible, whereas only a few years ago just the opposite was the case, and the whole endeavor at that time was to get an oil with as much flavor as could be made. In grading the fats a neutral or No. 1 oil is obtained from the following parts:
For a No. 2, or second grade, which, though it may realize nearly as high a price as the first oil, is an oil of high flavor, the following parts are used:
A third grade of oleo oil, which will be quite inferior to either of the other two named, but for which at times there is a good demand, often netting more than the same product would, if made into rendered tallow, is made from the following trimmings:
If fat is graded as above suggested, and handled properly in the different departments in the oleo house, satisfactory grades of oil should be made.
—The following are tests showing the pounds and percentages of yield of different kinds of fat when made into oleo oil. The tables, as will be noted, only show the percentages of fat in oleo stock, this consisting of the oil and stearine before pressing.
TEST NO. 1.
Caul fat run to No. 1 oleo oil:
Hot weight from beds (dry) 1,505 lbs.
Chilled twenty hours, net weight 1,937 lbs.
Gain from hot weight 28.70% = 432 lbs.
Weight of chilled fat to oil house 1,937 lbs.
This fat, hashed into melting kettle, cooked one hour and five minutes, settled one hour, drawn into receiver, settled two hours, and drawn into coolers, gives following:
| Yield of oleo stock | 1,238 lbs. = | { | 82.26% from hot weight |
| 63.91% from chilled weight |
Ruffle fat run to No. 1 oleo oil:
Hot weight from beds (dry) 1,518 lbs.
Chilled twenty hours, net weight 1,735 lbs.
Gain from hot weight 14.29% = 217 lbs.
Weight chilled fat to oil house 1,735 lbs.
This fat, hashed into melting kettle and cooked one hour then settled one hour fifteen minutes, after which drawn into receiver and again settled for two hours, and drawn into cooler, gives following:
| Yield of oleo stock | 1,018 lbs. = | { | 67.06% from hot weight |
| 58.67% from chilled weight |
The second test is similar, except that it is made on the “peck and reed” fat, which is used in a No. 1 oil.
In the third test chipped fat is used for No. 1 oleo. This is a fat which is cut off the middle gut, when fatted.
Test No. 4 is made on the gut end fat, which consists of miscellaneous trimmings from the gut, ends, etc.
[152]
No. 5 was a test to determine the value and yield of caul and ruffle fat from 165 cattle.
TEST NO. 2.
Peek and reed fat to oleo oil:
Hot weight from trimming bench (dry) 1,082 lbs.
Through small wash vat to wash (weight from water) 1,211 lbs.
Gain in washing from hot weight 11.92% = 129 lbs.
Weight to chill vat 1,211 lbs.
Chilled sixteen hours, weight 1,255 lbs.
Gain from washed weight 44 lbs.
Gain in chilling from hot weight 15.90% = 172 lbs.
Weight chilled fat to oil house 1,255 lbs.
Handled in the usual way gives following:
| Yield of oleo stock | 727 lbs. = | { | 67.19% from hot weight |
| 60.03% from washed weight | |||
| 57.93% from chilled weight |
TEST NO. 3.
Chip fat to No. 1 oleo oil:
Hot weight from trimming bench (dry) 1,500 lbs.
Through small vat to wash (weight from water) 1,639 lbs.
Gain in washing from hot weight 9.26% = 139 lbs.
Weight to chill vat 1,639 lbs.
Chilled eighteen hours, weight 1,760 lbs.
Gain from washed weight 7.38% = 121 lbs.
Gain in chilling from hot weights 17.33% = 260 lbs.
Weight chilled fat to oil house 1,760 lbs.
Handled in the usual way, gives following:
| Yield in oleo stock | 981 lbs. = | { | 65.40% from hot weight |
| 59.85% from washed weight | |||
| 55.74% from chilled weight |
TEST NO. 4.
No. 1 gut end fat to oleo oil:
Net weight from trimming bench (dry) 1,347 lbs.
Through small vat to wash (weight from water) 1,514 lbs.
Gain from hot to washed weight 12.40% = 167 lbs.
Weight to chill vat 1,514 lbs.
Chilled twenty hours, weight 1,532 lbs.
Gain from washed weight 1.19% = 18 lbs.
Gain to chilled from hot weight 13.73% = 185 lbs.
Weight of chilled fat to oil house 1,532 lbs.
Handled in usual way gives following:
| Yield of oleo stock | 827 lbs. = | { | 61.39% from hot weight |
| 54.62% from washed weight | |||
| 53.98% from chilled weight |
[153]
TEST NO. 5.
Test on caul and ruffle fat:
Total weight 5,252 lbs., av. wt. per head, 32 lbs.
| Yield “A” oleo oil | 52.38% | = | 2,751 | lbs. at | $8.15 | per cwt. | $224.21 |
| Yield No. 1 stearine | 22.92% | = | 1,204 | lbs. at | 8.65 | per cwt. | 104.14 |
| Yield skimmings to No. 3 oil |
1.71% | = | 90 | lbs. at | 6.40 | per cwt. | 5.76 |
| 77.01% | |||||||
| Yield scrap to tank | 421 | lbs. | |||||
| Yield tallow | 19.24% | = | 81 | lbs., at | $ 4.60 | per cwt. | 3.73 |
| Yield tankage (dry) | 3.80% | = | 16 | lbs., at | $17.50 | per ton | .14 |
| $337.98 | |||||||
| Value per cwt. of fat | $6.43 | ||||||
| Value per head of fat | 2.05 | ||||||
The prices on oil, stearine and skimmings are the market prices at time test was made, less department expense for 60 cents per 100 pounds. The price on tallow is market price less 40 cents per 100 pounds, department expense.
The following is a test of tripe fat made into No. 1 oleo stock:
TEST NO. 6.
Tripe fat to oleo oil:
Hot weight from trimming bench (dry) 1,639 lbs.
Through small vat to wash (weight from water) 1,860 lbs.
Gain in washing from hot weight 13.48% = 231 lbs.
Weight to chill vat 1,860 lbs.
Chilled twenty hours, weight 2,009 lbs.
Gain from washed weight 8.01% = 149 lbs.
Gain in chilling from hot weight 22.57% = 370 lbs.
Weight chilled to oil house 2,009 lbs.
Handled in the usual way, gives following:
| Yield in oleo stock, | 1,070 lbs. = | { | 65.28% from hot weight |
| 57.53% from washed weight | |||
| 53.45% from chilled weight |
—Kidney fat yields the largest percentage of stock of any fat in the animal. The fat in this particular part seems to be richer in oil and in the general handling of same it rarely goes into the water to absorb additional weight, as it is generally purchased from the retail butcher after the carcass has been cut up. This in itself is a large branch of the business, in many places melters making a practice of collecting from the butchers their bones, tallow and fat. The[154] following test will give an idea of the yield of the different products brought from a butcher’s shop, when used in an oleo factory or tank room. The prices quoted are those that were paid at the time tests were made. The percentages, however, are accurate.
STOCK YIELD FROM 649 POUNDS OF KIDNEY AND COD FAT.
| Stock | 507 lbs., or 78.12%, at 9¹⁄₂c per lb. = | $ 48.16 |
| Expense | Pkgs., $1.45; labor, $1.27 = | 2.72 |
| Net value | $ 45.44 | |
| Value per 100 lbs., based on weight of fat, $7.00. | ||
STOCK YIELD FROM 2,004 POUNDS OF PICKINGS.
| Stock | 1,124 lbs., or 56%, at 9¹⁄₂c per lb. = | $106.78 |
| Expense | Pkgs., $3.83; labor, $5.01 = | 8.84 |
| Net value | $ 97.94 | |
| Value per 100 lbs., based on weight of fat, $4.89. | ||
TALLOW YIELD FROM 10,787 POUNDS OF BONES.
| No. 1 tallow | 1,513 lbs., or 14.02%, | at 6¹⁄₂c per lb. = | $ 98.34 |
| Stock of tankage | 1,750 lbs., or 16.22%, | at $16 per ton = | 14.00 |
| Waste | 7,524 lbs., or 69.76%. | ||
| Expense, labor | 2.25 | ||
| Net value | $110.09 | ||
| Value per 100 lbs., based on weight of raw bones, $1.02. | |||
SUMMARY.
| Per 100 lbs. |
|
|---|---|
| Net value kidney and cod fat | $7.00 |
| Net value pickings | 4.89 |
| Net value bones | 1.02 |
| Net value kidney, cod and pickings combined | 5.40 |
| Net value kidney, cod, pickings and bones combined | 1.89 |
The above is based on green weights. No deductions for steam power and administrative expenses.
The following is the percentages of products used in above test:
| Per cent. |
|
|---|---|
| Kidney and cod | 4.83 |
| Pickings | 14.91 |
| Bones | 80.26 |
| 100.00 | |
—The following is a test on the scrap from foregoing test after all the oil had been extracted, which was put into a rendering tank and cooked for twelve hours with forty pounds pressure:
[155]
TEST ON OLEO SCRAP.
| Product | Pounds | Per cent |
|---|---|---|
| Scrap to tank | 4,246 | ... |
| Produced tallow | 1,195 | 28.14 |
| Produced pressed tankage | 434 | 10.22 |
—The fat derived in the killing of sheep is often used to good advantage in making mutton oleo oil. There are times when there is a ready sale for this oil, in which event it is run in the oil house by precisely the same rules as those laid down for the melting of beef tallow. The yields on mutton fat are considerably less, however, than on beef fat. When it is not advisable to put it into mutton oleo, it is nearly always advisable to make a mutton tallow, providing there is sufficient amount of the raw stock on hand to warrant it, as mutton tallow invariably brings a better price than ordinary commercial tallow. Mutton tallow runs considerably higher in titer than ordinary tallow. It is also much whiter and is often used in the manufacture of cosmetics, etc. When made into oil it should be made from mutton fat only. Many lard refiners have discovered that where a complaint was made regarding the quality of their lard it was traceable to their oleo stearine, in which mutton fat had been used, this fat having a tendency to turn the lard rancid much earlier than where beef oleo stearine is used.
—In some establishments where high colored oils disposing toward a yellow tint are produced, they are selected separately in the seeding room and the oil segregated on account of its desirability for domestic butterine.
—The following instructions if complied with will result in a satisfactory operation.
—See that the fat is in good condition, properly trimmed, all pieces of meat, lungs, guts, etc., completely removed, and that the fat is handled promptly, not allowing it to become stale, and sour before it is received.
—When it is received, don’t pile up in the vats; see that the ice water is in contact with all parts of it and thoroughly chill it. When caul fat is extra heavy, examine[156] all the largest pieces closely and see that they are thoroughly chilled through.
—Arrange to have no ice or cooling pipes in the vat where the fat is received, it being thrown in here to give it a thorough washing. The next vat to which it is thrown, however, should have cooling pipes. The water in the vats into which the fat is washed and chilled must be changed daily.
—Do not begin hashing until the fat is properly cooled. It will take from three to five hours to accomplish this, under ordinary conditions.
—It is wise never to begin hashing until there is fat enough to either finish the day’s work, or at least to keep the house running and to hash a kettle full regularly, as it is impracticable to stop in the middle of the operation of hashing a kettle of fat, for when once commenced it must be completed.
—Use sufficient steam on the hasher jacket to facilitate the cutting, having the material come through as cold as possible. If too much steam is used it partially melts the fat in the hasher and disintegration is not perfect.
—For melting kettles which hold about 1,400 pounds of hashed fat about half an hour should be required to do the hashing. While the capacity of the hasher might be much greater it is well to have the fat partially melted during the course of hashing, so as not to have too large a body of unmelted fat in the melters.
—The time for melting, settling and letting down the stock into the clarifiers from the melting kettles should not exceed two hours and twenty minutes. As soon as hashing is begun, the agitator should be started revolving. When through hashing, the man overseeing the melting, after allowing the agitator to run five or ten minutes, should lift it out of the kettle and clean it off thoroughly with a paddle, and then drop it back into the kettle. If this is not done several times during the course of hashing, unmelted fats will be found in the bottoms when they are ready to drop to scrap vat.
The steam should be turned on in the jacket of the kettle as soon as hashing is started. Keep the steam on until the[157] fat shows a temperature of 140° to 142° F. The steam should then be shut off and the surplus heat in the kettle will run the fat up to 155° F., which should be the maximum melting point for No. 1 melting oil. No. 2, or the flavored oil, may be melted to 158° F. No. 3, or lowest grade of oil, may be melted at 160° F., and in some instances 165° F.
As soon as it is evident that the fat is thoroughly melted the agitator should be stopped and pulled out of the oil, and it should stand at least an hour, the steam being shut off from the jacket, giving it a chance to settle. On this particular process depends the entire result of the making of oleo oil, as the fat being so thoroughly disintegrated in the hasher when it is melted, a great deal of tissue from this fat is held in suspension in the oil and it must have very careful handling in order to get it thoroughly settled out. If it is not all removed from the oil, the latter will turn strong from the decomposition of the tissues.
After the oil has settled throw in about fifteen to twenty pounds of fine salt, scattering it thoroughly over the surface of the oil, the salt having the effect of carrying with it any unsettled tissues which may still remain in the oil. The top of the oil should then be carefully skimmed, for there is a scum floating on the top when it is settled. After this is done the siphon pipe is dropped down into the oil and the oil is taken off very carefully. It is very essential in drawing this with the siphon pipe that as little scrap and water as possible be taken with it. After the oil has been taken off, the bottom valve of the melting kettle is opened, dropping the contents into the scrap vat. The kettle should be thoroughly washed and cleaned before it is used again.
—The oil now in the clarifier should be kept at a temperature of about 140° F. It should be allowed to remain in the clarifying kettle about an hour, and during this time should lose about ten degrees in temperature, perfect settling being possible only by lowering the temperature of the material. While oil is in the clarifier, sprinkle about four pounds of salt over it. As soon as it is settled skim immediately, and again a second time before the oil is drained into seeding truck.
[158]
It should be drawn off into the seeding truck at a temperature of 120° to 125° F., care being taken at all times in siphoning the oil from the different kettles to see that no water has gotten into the oil. As it is impossible to draw the oil all out of the different kettles with the siphon, the oil that is left in the bottom of the kettle each time should be taken back and put into the melting kettle and allowed to run through with the next melting of fat.
—Be particular to have the kettles washed each time after being emptied and see that they are kept at proper heat to receive each lot of fat when ready.
—See that all water, siphon pipes, and drawing-off pipes to the seeders be thoroughly scalded and steamed out before drawing, as there is invariably an accumulation in these pipes, which, if allowed to go uncared for, will turn rancid and injure the quality of the oil.
[159]
Bone Department — Hard Bone — Glue Bone — Bone Products — Horns — Manufactured Articles — Skulls — Test Yield from Skulls and Feet — Buttocks and Thighs — Blades and Ribs — Drying — Crushed Bone — Grinding Bone — Neats Foot Oil Storage — Neats Foot Oil Purifier — Yield Tests.
—The bone department is where the bones are cared for and prepared for commercial purposes. Nearly all bones that are of value, to be sold as such, come from cattle, and to this department is sent the horns, skulls, jaws, feet, shank bones, thigh bones, blade bones, rib bones and those resulting from cutting and boning cattle. These yield what is known as manufacturing bone, such as shins, blades, buttocks and thigh bones. Most of the balance is used for bone fertilizer, glue and grinding. The bone usually produced in the bone department is hard bone.
—Hard bones are those not cooked sufficiently to extract the glue stock, but enough to remove all grease. They are cooked in open vats. Excessive boiling brings the bones out in what is known to the trade as a “chalky condition” and injures the quality.
—Bones used for glue stock are green bones just as taken from the animal, or dried hard bone. In the former case the bone is crushed green, washed, boiled, and the liquor collected, filtered and evaporated. The residue is dried and is the article of commerce sold under the heading of “Steam Bone,” used extensively in fertilizer manufacturing. Those who slaughter on a moderate scale are usually not in a position to undertake the manufacture of glue. Consequently[160] they are most interested in proper methods of manufacturing hard bones.
—Small bones are also converted into bone charcoal, which is largely used for the purpose of bleaching sugar and in various medicinal preparations. Bones are used for a great variety of purposes, including the manufacture of bone charcoal for bleaching, empyreumatic oils; tallow; black pigment for painting, shoe blacking and filling sheet rubber for overshoes; bone dust for manure; sulphate of ammonia; cupels; vitrified bone of use in making opal glass, and in the manufacture of knife-handles, combs, fans, buttons, etc. Bones also furnish gelatine and glue, and are the starting point for the manufacture of phosphorus.
—Horns are the most valuable bone products measured by weight. Owing to the dehorning of cattle as well as the breeding of polled cattle, the supply of horns has been greatly diminished, and whereas twenty-five years ago horns were worth $20.00 a ton they are now worth from $280.00 to $300.00 per ton if they are of the proper selections, hence it will be seen that intelligent handling is worth while. The horns severed from the head preferably by sawing and cutting at a point beyond the meeting point of skull and horn, are thrown into a vat of water, held at a temperature of from 140° to 150° F. After soaking for ten or fifteen minutes they are taken out and by hammering the horn across some solid substance, or by laying it on a block and pounding it with a weight or mallet, the pith slips out. The piths are dried and used in the manufacture of glue. The horns should be stored in a room where there is ample outside air circulation and not too dry. Artificial heat will cause them to crack. They are never dried on steam coils. Selections are made for some markets, although they are usually sold as taken off.
—The manufacture of horns into manufactured articles is a highly specialized work and rarely undertaken by the packer as a commercial possibility. Horns are used for the manufacture of combs and various other ornamental articles. In the course of manufacturing, the tip is sawed off to the hollow part of the horn. It is then split open, the horn is steamed, softened and flattened by pressure, usually[161] hydraulic pressure. Any checks or flaws in the horn damage it for manufacturing purposes. If submitted to excessive heat in drying or stored in a room that is hot and dry they are sure to become damaged. When in storage they should be placed in a cellar or room where there is some moisture, but not enough to cause them to mold.
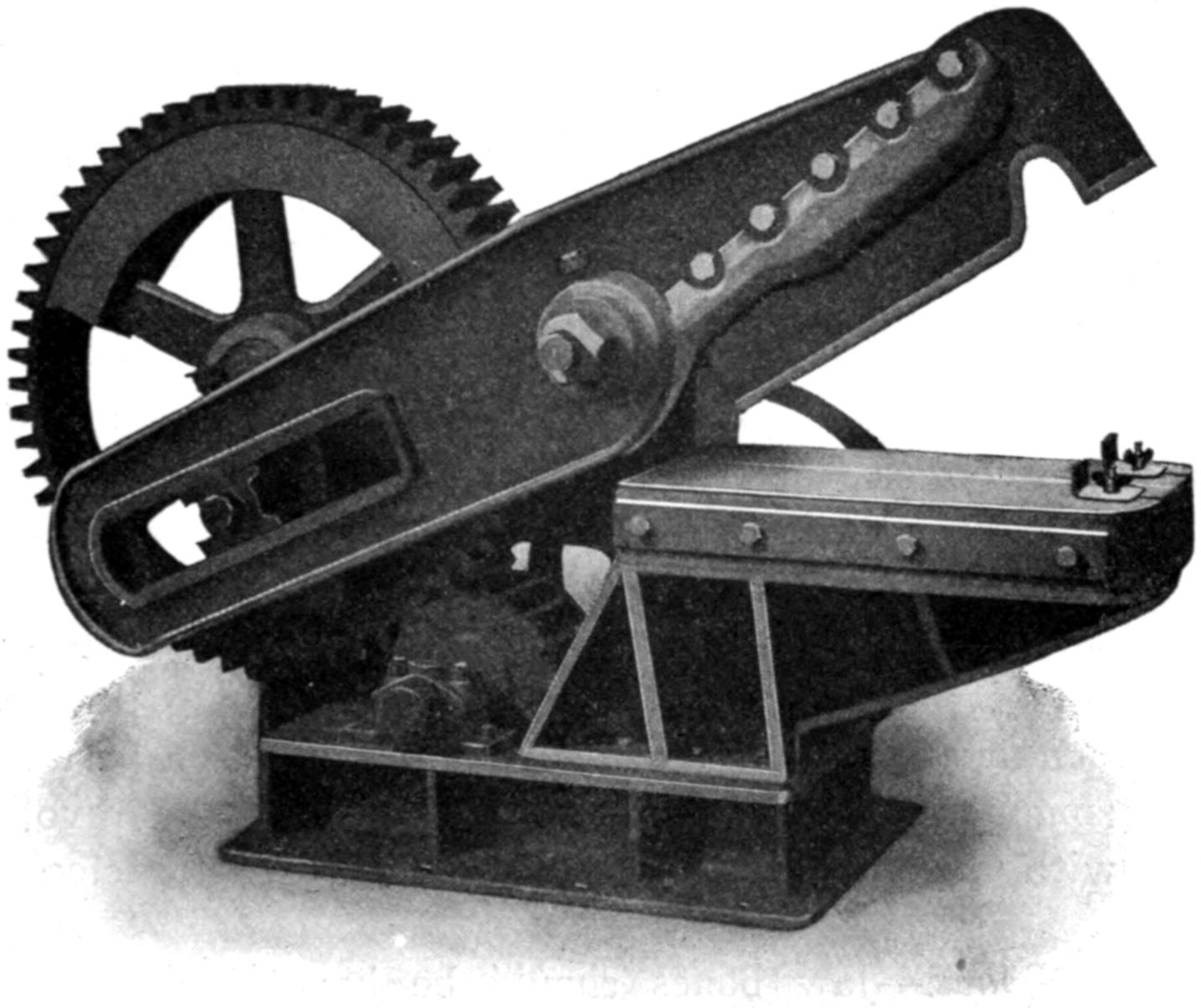
FIG. 60.—CATTLE HEAD SPLITTERS.
—The treatment of skulls in process is as follows: The cheek meat is removed from the head, the jaws pulled out, the head split and brain removed, and the skull is ready for the cooking vat. The brain is an edible product, for which there is a ready sale in most markets, consequently they should be properly taken out. The illustration, Fig. 60, is of a machine with a hollow knife intended for splitting the skull but not damaging the brain. With this machine the heads are split after the jaws are pulled. The head is laid on the table with the teeth up. The knife is made with a semi-circular space in the sharp edge which comes down over the brain without touching same as the balance of the blade is[162] forced through the skull, leaving the brain intact while separating the skull bones. Where a large number of heads are handled in this manner it saves a great deal of labor. It is desirable to remove the brains before cooking the skulls, as the bones become discolored if the brain is left in the skull.
—After the skulls are placed in a tank they should be kept covered with cold water until collected in sufficient quantity for cooking. They should be thoroughly washed, as there is a large amount of clotted blood usually adhering to the skull, and if not well washed the grease derived from the cooking is discolored and injured. In connection with the washing, it is always well, when the vat is filled, to heat the water to a point about 90° F. and draw this water off. The vat is then filled with water sufficient to cover the skull and the steam turned on, the temperature raised to 200° F. The steam should be graduated so as to hold this temperature eight and one-half or nine hours, when the heads will be found to be cooked sufficiently. The steam is then shut off and the oil cooked from the heads is allowed to collect on the surface, after which it is skimmed and strained, and allowed to settle. It is then ready for tiercing.
—The skulls should be kept covered with water until ready for washing. This is done by passing through a reel screen arranged with a central hollow axle or a perforated pipe suspended in the top, used for spraying the revolving bones with a plentiful supply of warm water for cleansing them.
—Jaw bones should be handled the same as skulls, except that they should be cooked from nine to ten hours. The jaws are cracked at right angles to their length in order to open the bone for extracting all oil.
—The bones are now ready for drying. Dryers are mentioned subsequently.
—The cattle feet are of prime importance owing to the value of the products resulting. In mentioning feet, we mean comprehensively the feet from knee to hoof, inclusive.
—The feet upon being taken from the animal should be washed promptly, and all manure and refuse removed preferably through a revolving washer.
[163]
—The sinews are removed from the feet, and the shin bones sawed out. The sawing of the bone is an important matter. The bone should be rigidly held and sawed by a sharp moving blade, the saw carriage moved against the tightly held foot. The set of saw should be such as to avoid a ragged edge. Saw should have high speed up to 1,200 r. p. m. and be filed with but little set. In moving the blade it should be done firmly and regularly—not jerky.
The cutting should be done about midway through the “sponge” formation at end of bone so that the oil can be cooked clean.
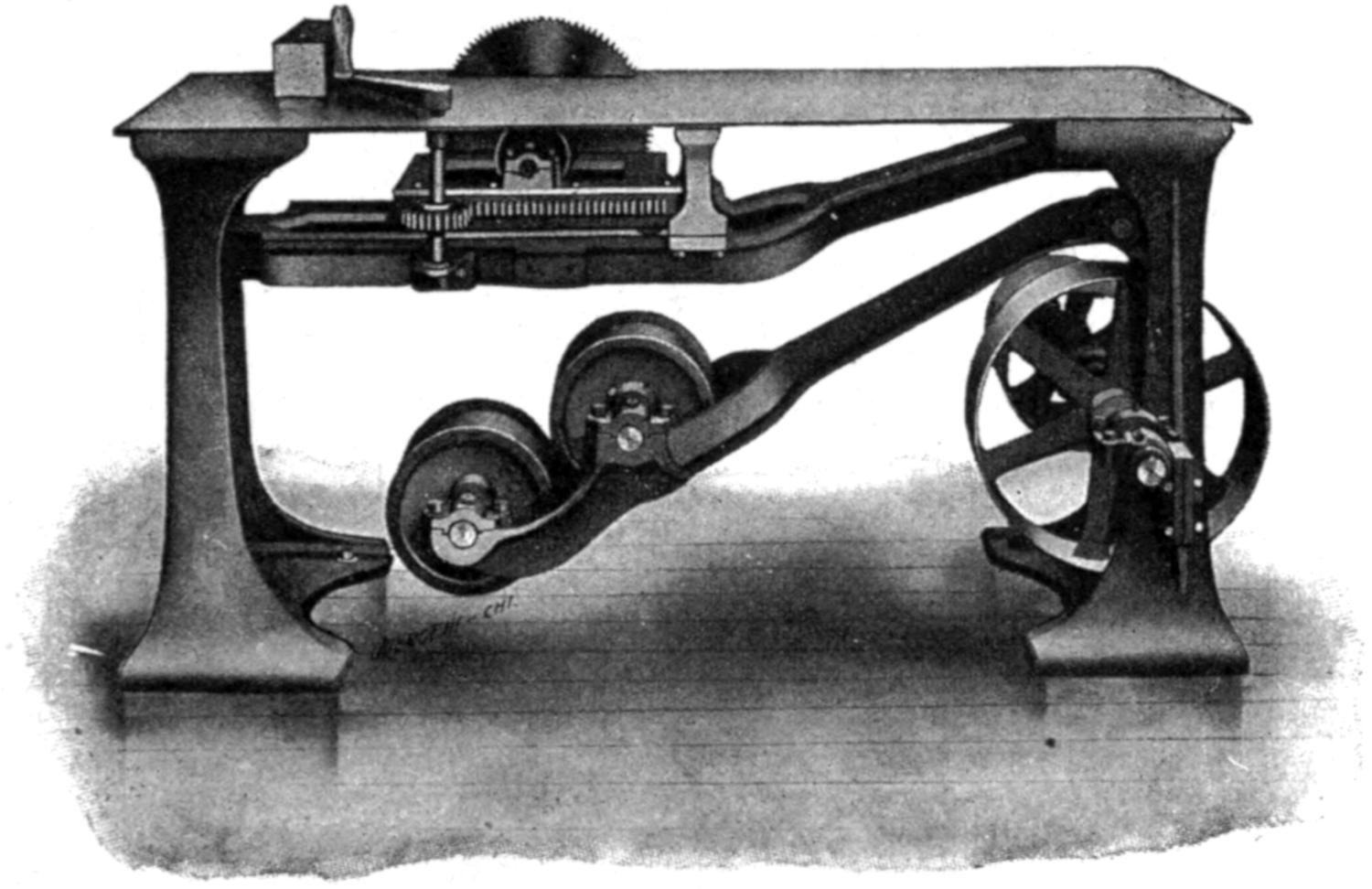
FIG. 61.—BONE SAW WITH IRON FRAME.
—These bones should be kept in clear cold running water until the day’s cook is collected.
—The removal of hoofs is to be done by putting the feet in a tank or tub of water. Steam is injected into the water and the temperature raised to about 180° F., where it is maintained for 20 to 30 minutes, or until the hoofs will slip. Hoofs are pinched off and feet passed to cook boxes. Hoofs are usually air dried and selected into white and striped hoofs, the most valuable used and sold for[164] manufacturing. Black hoofs are ordinarily coil dried and ground for fertilizer. The oil is the neatsfoot oil of commerce.
—Shin bones should be cooked about eight hours at a temperature of 160° to 170° F.

FIG. 62.—HAND HOOF PULLER.
Judgment is to be used in the cooking as the age of the cattle and the hardness of the bone will have to do with the bone appearing “chalky” when dry.
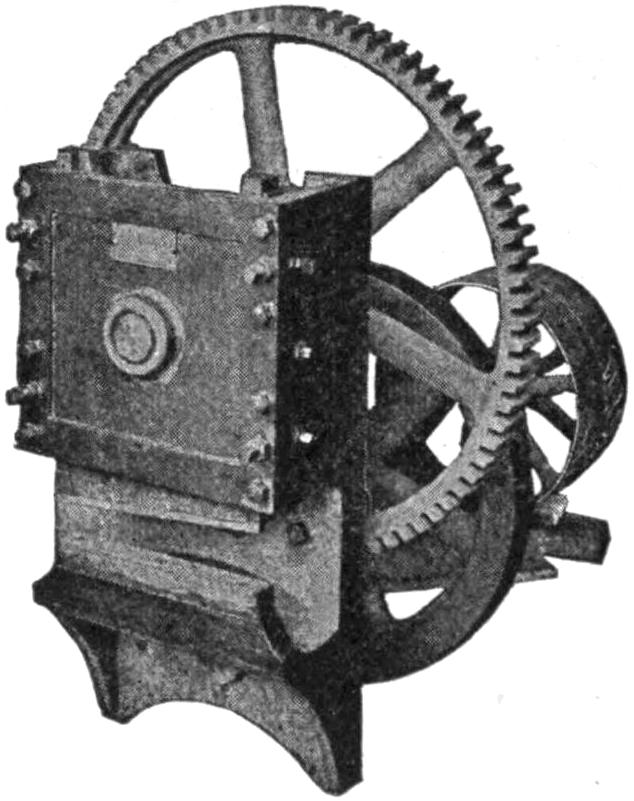
FIG. 63.—POWER HOOF PULLER.
—The foot portion resulting in the small knuckles when cooked is cooked separately from the shin bones and oil handled in the same manner.
[165]
—The oil rising to the top of the cook vats should be carefully skimmed off with as little water as possible. It should be strained through a fine mesh screen covered with two thicknesses of scrim, so as to take out all floating fibre or floaters.
—Upon skimming deposit oil in the oil receivers, keep the oil under heat at a temperature of 150° F. The settling or sediment should be daily removed at the drain outlet until oil begins to show, since the settling and moisture are sure means of making oil sour.
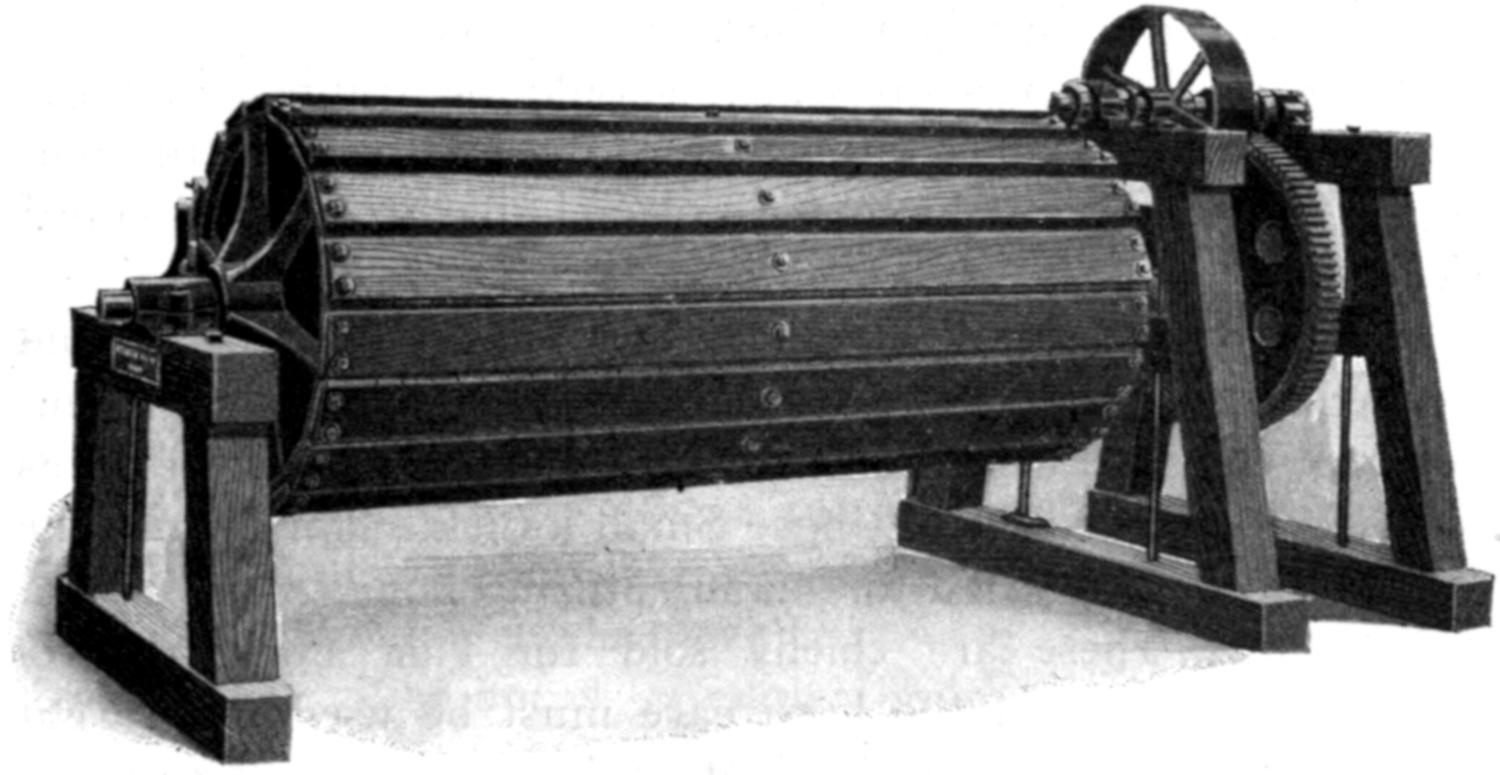
FIG. 64.—REVOLVING BONE WASHER.
—The oil is kept in the containers until ready for purifying. The two receivers are connected together by a common pipe which terminates in a pipe arranged in the form of a cross with a tee connection at each end. Over the ends of this cross are suspended cotton flannel bags of double thickness tied tightly over the tees. The oil is strained through these into the purifier where it is settled for two or three hours. Should any moisture appear it is withdrawn at the drain cock at bottom. Bags should be used once and carefully washed. The oil is then dried out by heating the same through the steam jacket on kettle until it reaches a temperature of about 250° F., at which temperature it is held several hours. The oil is to be stirred occasionally during the drying period. The steam is closed and the oil allowed to settle and[166] cool and is then put in casks. Temperature of oil when drawn into casks, about 80° to 90° F., casks, hard wood, well hooped and of superior quality to prevent leakage.
—Obtained from cooking round shin, flat shin, small knuckle bones (being bones from feet) and shin bones.
—After taking the oil and depositing same in the neatsfoot oil receiver, the shin bones are removed and placed in the polisher where they are revolved for about one hour or until the bones are cleaned. Warmed water is passed through the bones during this process, introduced through hollow shaft in washer. The substance washed out contains more or less oil which should be trapped and the clear oil skimmed off, and balance of material sent to the rendering tanks. The knuckles are similarly treated until cleaned.
—When the shin bones are washed and cleaned they should be spread on racks to dry, in natural temperature (not coil dried) and out of draft or cold temperatures to avoid checking or splitting. Small knuckle bones from the feet are to be coil dried for manufacturing bone.
—These are chiefly sold for glue stock. In removing sinews from the legs, care must be used not to cut too deep in the heel of the foot, it being preferred to leave some glue stock on the foot rather than to cut too deep and remove the fat which goes to make up the neatsfoot oil which is much more valuable than the glue stock. This part of the product, well drained, should be taken to a cool, although not necessarily refrigerated room, and thoroughly salted; It is often found necessary to overhaul it and resalt it in order to keep it from “sweating.” After it has been cured ten days or two weeks it is ready for the glue department.
—Test on following page shows the yield from head and feet of 130,470 cattle, same based on the market prices prevailing at the time the test was made. While prices vary the percentages given are accurate.
—These leg bones are treated substantially the same as the shin bones in cooking and to completion.
[167]
AVERAGE YIELD OF HEAD AND FEET ON KILL OF 130,470 CATTLE.
| Product | Yield per cent |
Market price | Value per head |
|||||||
|---|---|---|---|---|---|---|---|---|---|---|
| per ton |
per gal. |
per lb. |
||||||||
| Skulls | 4 | .079 | $18 | .00 | ... | ... | $0 | .0367 | ||
| Jaws | 2 | .289 | 18 | .00 | ... | ... | .0206 | |||
| Knuckles | 2 | .641 | 18 | .00 | ... | ... | .0237 | |||
| Hoofs | 1 | .744 | 22 | .00 | ... | ... | .0191 | |||
| Hoofs, white | .147 | 50 | .00 | ... | ... | .0036 | ||||
| Piths | .456 | 21 | .00 | ... | ... | .0047 | ||||
| Round shins | 1 | .198 | 42 | .00 | ... | ... | .0251 | |||
| Flat shins | .956 | 30 | .00 | ... | ... | .0143 | ||||
| Horns | .518 | 200 | .00 | ... | ... | .0518 | ||||
| Neatsfoot oil | 1 | .061 | ... | $0 | .64 | ... | .0905 | |||
| Cheeks | 3 | .580 | ... | ... | $0 | .03 | .1074 | |||
| Head meat | .698 | ... | ... | .03 | .0294 | |||||
| Fine meat | 1 | .072 | ... | ... | .03 | .0321 | ||||
| Sinews | 1 | .899 | 19 | .00 | ... | ... | .0180 | |||
| Tallow | 1 | .730 | ... | ... | .06³⁄₄ | .1167 | ||||
| Tankage | 1 | .160 | 16 | .00 | ... | ... | .0092 | |||
| Brains | .650 | ... | ... | .02¹⁄₄ | .0146 | |||||
| Head oil | 1 | .068 | ... | ... | .06³⁄₄ | .0726 | ||||
| Total value | ... | ... | ... | ... | $0 | .6901 | ||||
—Where cutting and shipping cattle is done in profusion there are many small bones resulting. If hard bone is being made these bones are cooked in open vat from six to eight hours. Cellular bones are usually cracked so as to make for free extraction of oil.
—Two systems of drying are used in the bone department. The open air system for horns, selected white and striped hoof for manufacturing, shin bones, buttock bones, and those sold for manufacturing purposes; the coil, or room, drying principle, for grinding bone. The latter, crushed bone, is sold to glue makers and grinders. The usual method of handling the latter style of drying is to make platform coils or grids of 1¹⁄₄-inch pipe of an area convenient, as ten by sixteen feet, or units convenient to the space. These are in multiple and arranged to be accessible from two or more sides for convenience in filling and removing bones. The grids should be placed twelve or fifteen inches above the floor to permit cleaning underneath. The pipes or grids are usually substantially supported to carry the weight placed upon them. A wire screen of No. 5 screen 1¹⁄₄-inch mesh is a convenience to prevent bones dropping through. The bones are piled upon the[168] grids to dry, when they are then transferred to storage rooms.
—The skulls, jaws and larger bones, are usually crushed before storing so as to get a greater weight in less space. In this condition they are ready for grinding into “raw bone meal,” the name given to ground bone for sale to glue makers for extracting glue.
—Ground bone is usually ground through an attrition mill, of which there are several types. The mill delivers the grindings to a bucket type endless chain elevator, which in turn passes it through a screen—shaking or revolving—preferably the latter. The screen is usually about three feet in diameter by twelve feet long and covered with a screening of No. 16 wire, eight meshes per inch, which screens it to a size that will readily pass through a grain drill. The tailings or over sized bone is returned to the mill for further grinding.
—This is preferably a jacketed tank, one tank within the other, and must be made with a jacket to withstand the pressure that may be applied. Consequently the jacket should be reinforced with stay bolts so as to prevent distortion when pressure is applied. Any and all oil settling vats are best made cylindrical in form with a sharp cone at bottom. The cone is equipped for withdrawing sediment at the bottom and for withdrawing oil for purification sufficiently high in the cone to avoid withdrawing any sediment.
—The same type of kettle or tank as described above is required, the latter being sufficient in size to accumulate a week’s work.
—The appended tests give the resulting yields from handling skulls and jaws, feet and shanks:
TEST YIELD FROM SKULLS AND JAWS OF 1,209 CATTLE
| Products | Weight | Average per head |
Per Cent Green Weight |
|---|---|---|---|
| No. 1 Ground Bone | 1972 | 1.63 | 9.48 |
| No. 2 Ground Bone | 282 | .23 | 1.35 |
| Bone Meal | 1381 | 1.14 | 6.64 |
| Butter Stock Tallow | 1353 | 1.12 | 6.51 |
| Bone House Tallow | 585 | .48 | 2.81 |
| Pressed Tankage 50% water | 6512 | 5.37 | 31.32 |
[169]
Total weight of feet from 1,209 cattle, 20,790.11 pounds. Average weight green feet per cattle, 17.19 pounds.
TEST YIELD FROM FEET OF 1,391 HEAVY CATTLE
| Products | Weight | Average per head |
|---|---|---|
| Green Sinews | 3424 | 2.46 |
| White Hoofs | 528 | .38 |
| Striped Hoofs | 2506 | 1.87 |
| Black Hoofs | 534 | .38 |
| Neatsfoot Oil | 1476 | 1.06 |
| Bone and Grease | 280 | .20 |
| Grinding Bone | 4667 | 3.29 |
| Heavy Round Shins | 1247 | .90 |
| Light Round Shins | 195 | .14 |
| Heavy Flat Shins | 1092 | .78 |
| Light Flat Shins | 73 | .05 |
| Tankage | 682 | .49 |
| 16704 |
Total weight of feet from 1,391 cattle, 24,778 pounds. Average weight green feet per cattle, 17.8 pounds.
TEST YIELD IN FINISHED PRODUCTS FROM SHANKS
| Products | Total Weight |
Per Cent Green Weight |
|---|---|---|
| Butter Stock | 1245 | 18.86 |
| Butter Tallow | 60 | .91 |
| Thigh Bones | 275 | 4.18 |
| Blades | 278 | 4.21 |
| Buttocks | 203 | 3.08 |
| Cannons | 180 | 2.73 |
| Knuckles (large) | 1955 | 29.62 |
| Tankage | 179 | 2.71 |
Weight 3,300 pounds each, fore and hind shanks, total 6,600 pounds.
[170]
Tank House Design — Isolation and Ventilation — Separation of Press Room — Digesters — Rendering Tank — Surface Box — Press and Pump — Cooking Killing Stock — Operating Tank Blow Off — Pressing Tankage — Treatment of Lard and Tallow — Titer in Tallow and Lard — Steam for Cooking — Cooking Tests — Operating Odorless — Tests — Catch Basin.
—When slaughtering was done promiscuously throughout the country, sufficient product was not available at any one point to necessitate a tank house, consequently open kettles were used either with fire under them, or jacketed for steam, the best of the fat was thus rendered, and the balance was thrown away. It being impossible to render offal to advantage under these conditions, the “digester” as it is called by many, was evolved. It consists of a closed tank in which cooking is done at forty pounds steam pressure, giving a temperature of nominally 287° F., this high temperature thoroughly disintegrating all products in the tank, liberating all the grease. The residue from cooking in this manner, after being pressed, is dried and sold as fertilizer. The effectiveness of this process is shown, for instance, by the fact that if a hundred cattle heads are put into a tank, after cooking, the bones are entirely disintegrated, except the teeth.
—Almost any arrangement of tank, surface box and press can be made to serve the purpose of rendering. The method and arrangement shown herein are those practiced by one of the revisors of this work and embodies principles as described.
[171]
The requisite apparatus for a rendering or tank house consists of but few articles, viz: the rendering tank or digester, the surface or skimming box, and a press, but the design and operation is of such consequence that the same will be described in detail.
—The rendering building from its character should be isolated and arranged for ventilation on at least three sides. The United States sanitary requirements compel the complete separation of the edible from the inedible section by the use of separate buildings or a parting wall.
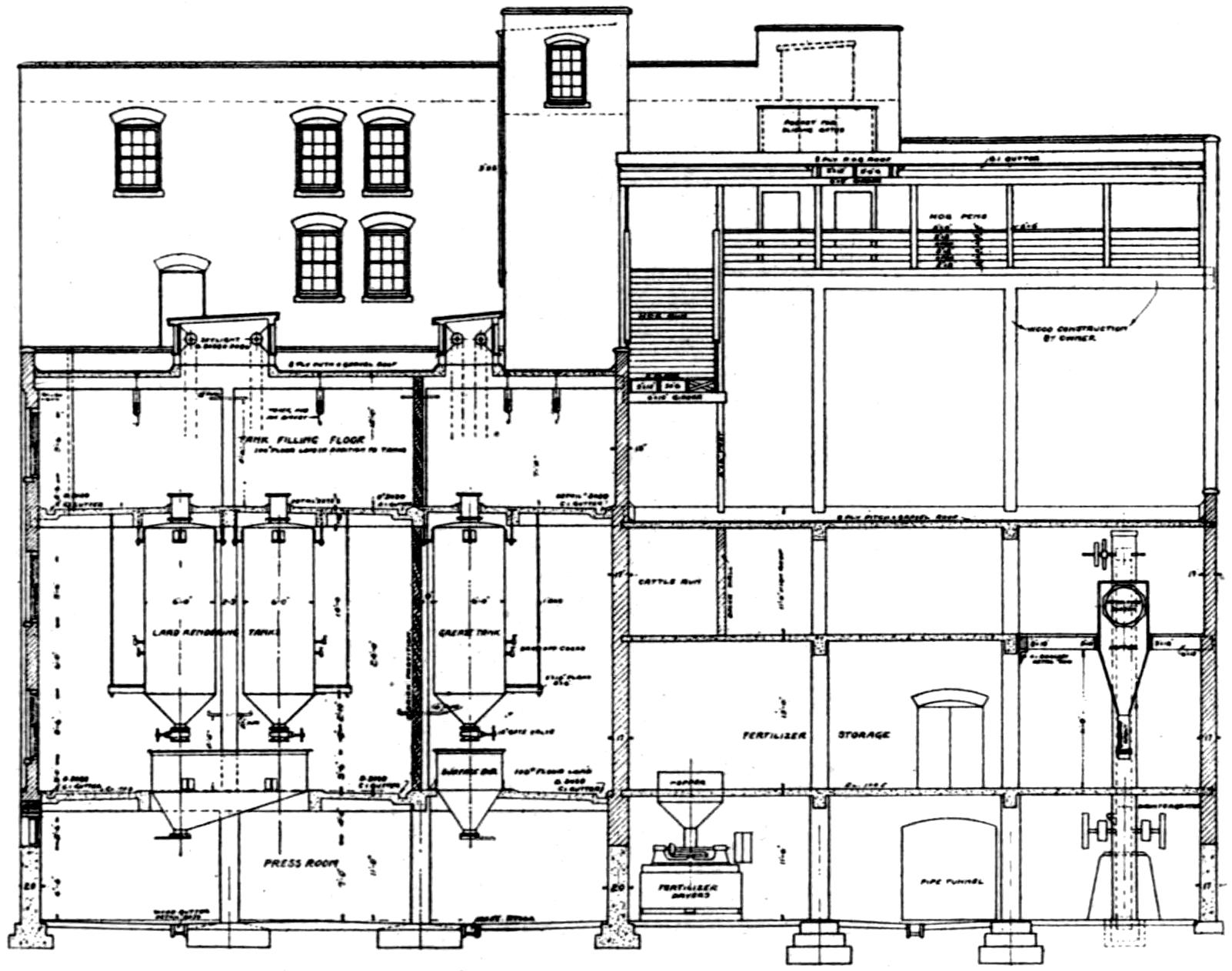
FIG. 65.—SECTION THROUGH TANK HOUSE.
—If the business is large the owner is fully justified in extending the parting wall through and dividing the press room. This arrangement requires the double investment in presses, cloths and all equipment, but gives the advantage that the pressings can be collected from edible tankage and used for edible purposes, provided always that the equipment is kept in proper shape. Whereas, if the parting wall is not extended through the press room, the oils are considered contaminated and are usable only for inedible purposes.
[172]
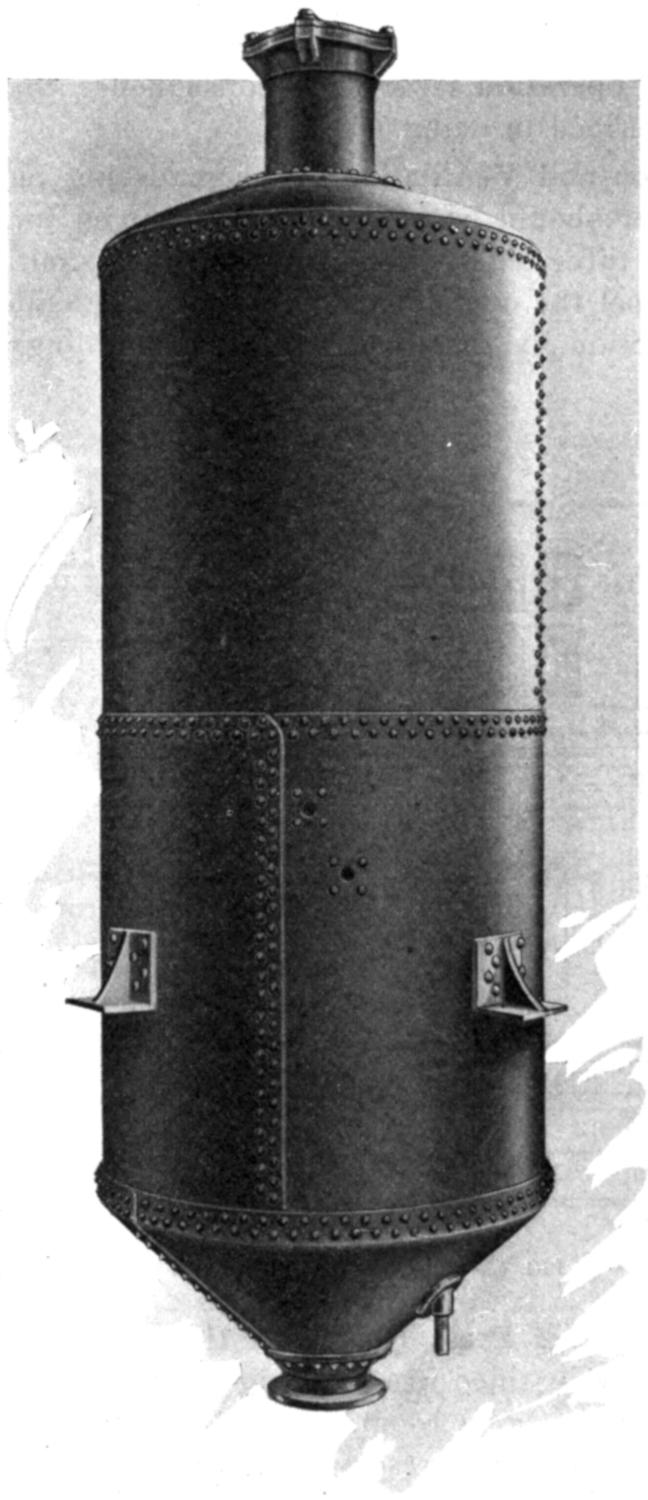
FIG. 66.—LITTLE NECK RENDERING TANK.
[173]
The section shown indicates that type of house where the press room is single, and the house above the press floor is divided.
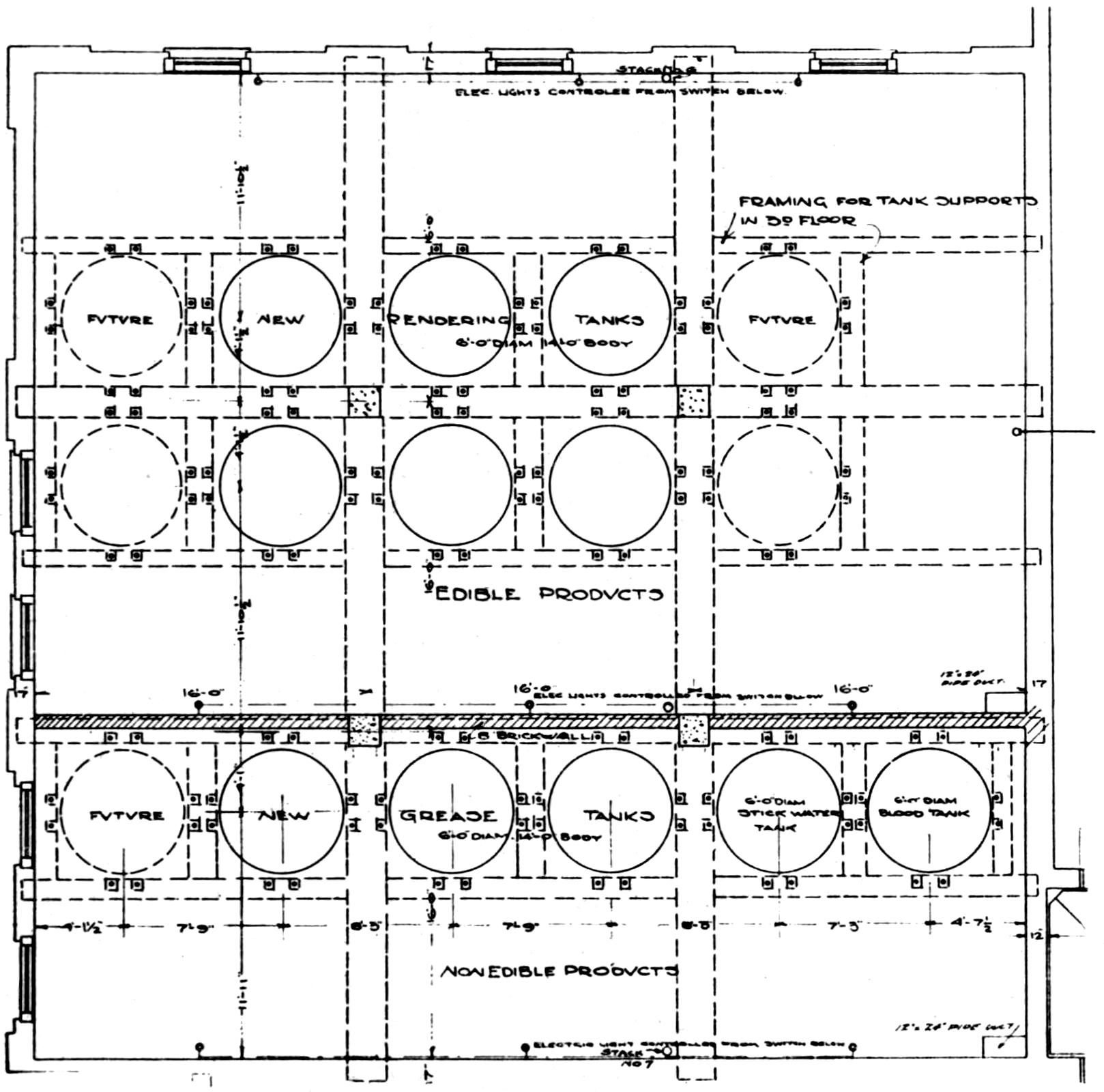
FIG. 67.—TANK HOUSE, SHOWING NESTING OF TANKS.
—The tank house, from the nature of the business being hazardous, is best to be of fire-proof construction. Tanks constructed as shown in Fig. 66, with the little neck head can be nested four in a bay and be made fully accessible on all floors.
The nesting of tanks six feet in diameter in a sixteen-foot square bay provides sufficient strength to make it possible to suspend the tanks from the floor beams above, suitably[174] arranged, it further avoids the necessity of supports near to the tanks, which greatly facilitate cleanliness.
—The grease content in the fertilizer is a matter of dollars and cents. When the oil is withdrawn from the tanks it cannot be seen and no matter how closely watched considerable oil will pass through to the surface box where it can be collected. Consequently the second story of the tank house is a high story with the surface boxes placed convenient to the second floor so as to be readily worked. Further reference to this is made later.
—The press room is arranged so that the press can be built directly beneath the surface boxes, from whence the car is passed to the press for pressing out the moisture.
—The “digester” indicated, together with its method of suspension and nesting has been successfully used and was the practice followed by a well known designer for a number of years. The diameter and height of the digester ordinarily used is 6 × 16 feet on the tank body. The writer invariably has specified half-inch thick tank steel for the reason that the increased thickness is of so little additional weight, and the labor being such a considerable factor, that it was thought well to provide this additional thickness to take care of corrosion and acid attack.
—Lugs can be placed in any position desirable for support. The little neck for filling needs no comment. It is provided with a six-point security and by the use of ring-bolts with male and female flanged closing and gasket, can readily be made steam tight.
—Tank department foremen are divided in ideas as to using sliding steam gate valves, in which the gate is operated by lever for quick opening or the screw type valve. The latter should be the rising stem type.
—The surface box shown is a jacketed type used for plants where tank water is collected for evaporation. The cost of this is justified as against being annoyed with coils in the tank.
—Practically all presses now in use are hydraulic. These are overhead or under types, the latter being mostly used.
[175]
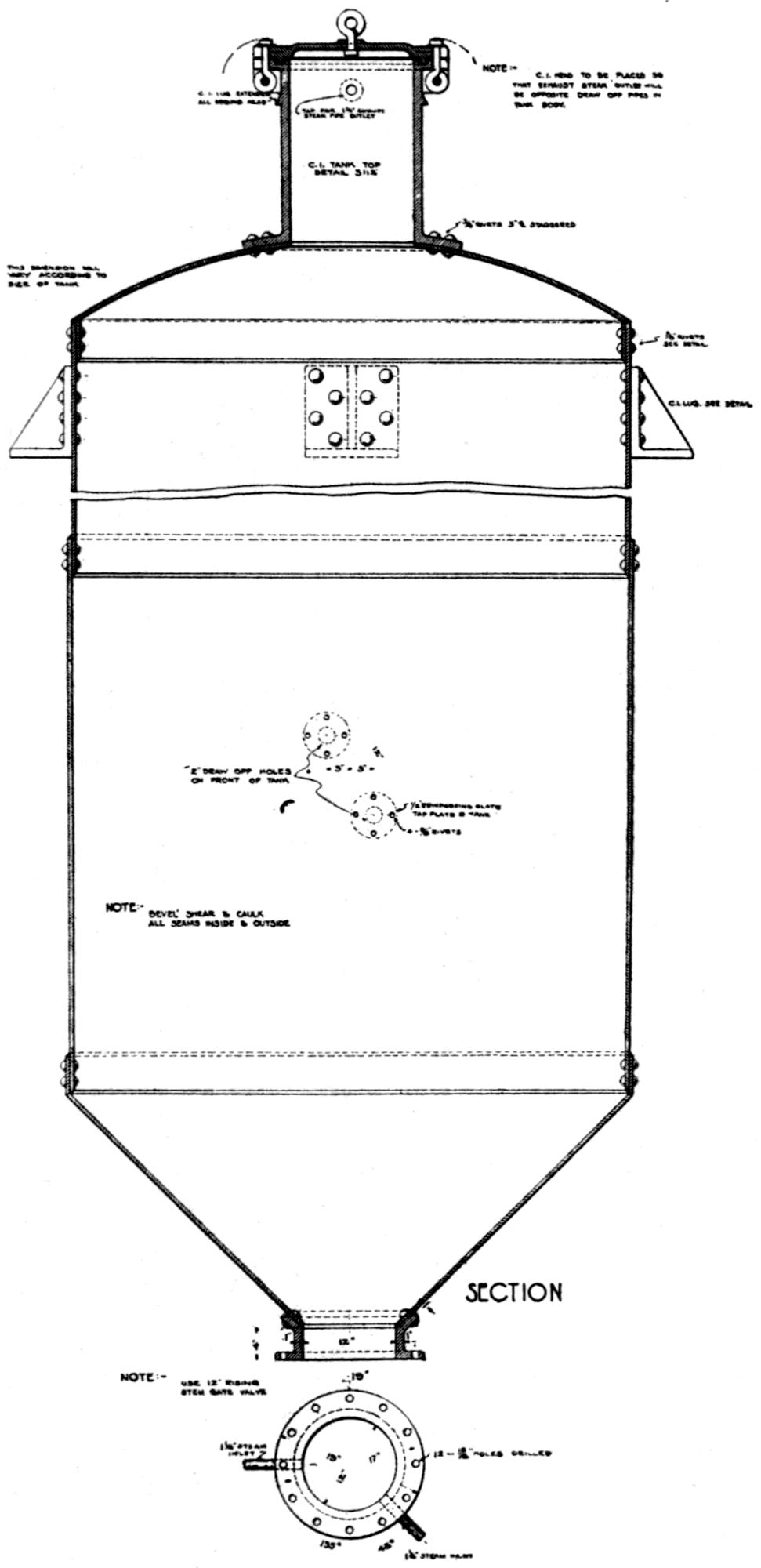
FIG. 68.—SECTION OF RENDERING TANK.
[176]
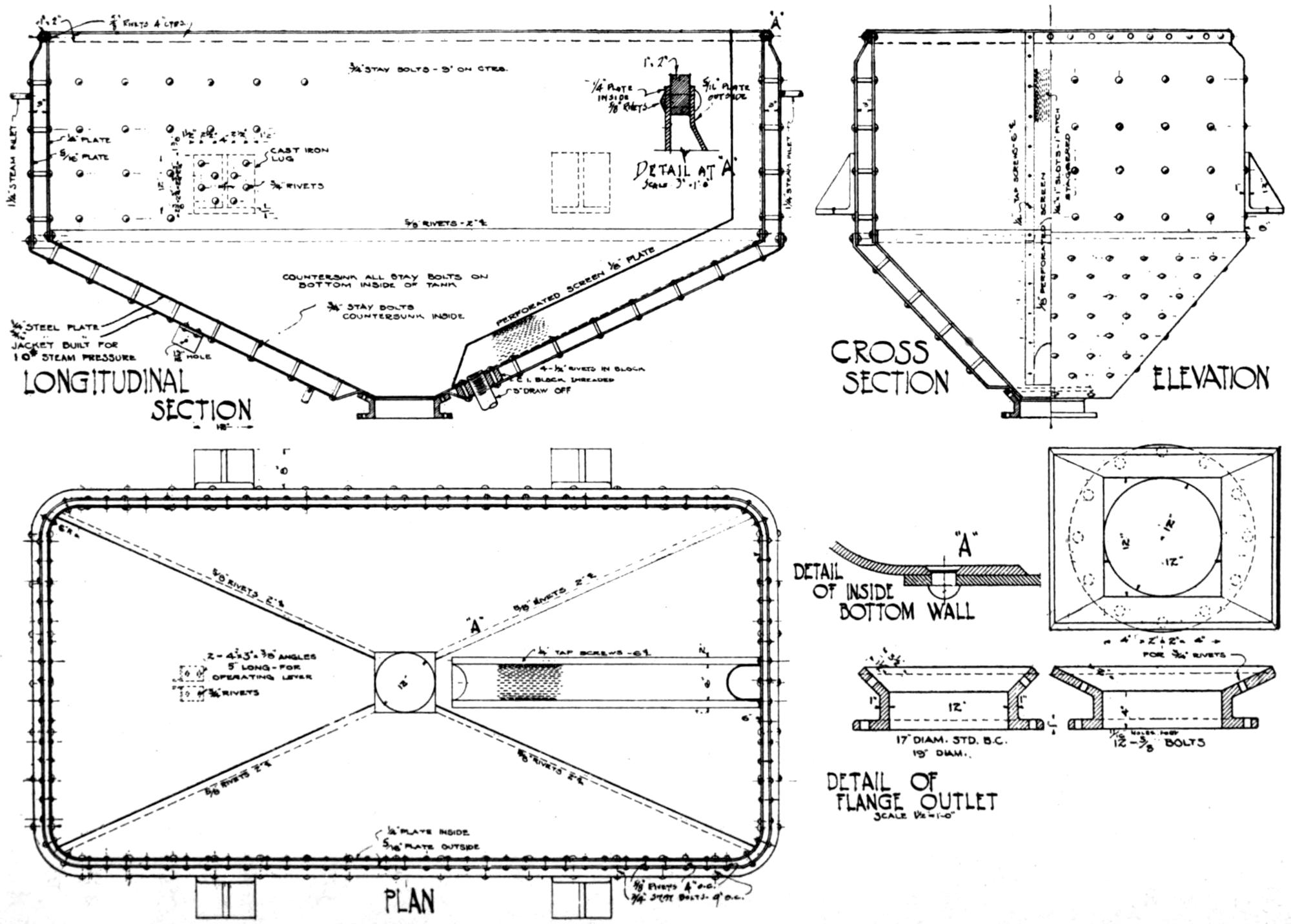
FIG. 69.—DESIGN OF STEAM JACKETED SURFACE BOX.
[177]
The style of pump used is a question of importance. The writer specifies steam operated hydraulic pumps in preference to power driven pumps, since the former can be operated from a governor that automatically keeps full pressure on the pump. With the power pump, when the motive power is stopped, a leak, the size of a pin point, in a valve, will cause a leakage that releases the pressure and makes poor pressing. Be aware of the fact that there is no method of extracting water from the fertilizer so cheap as pressing and the only limit should be the strength of the cloths. Fig. 70 shows how a hydraulic press and pump should be connected.
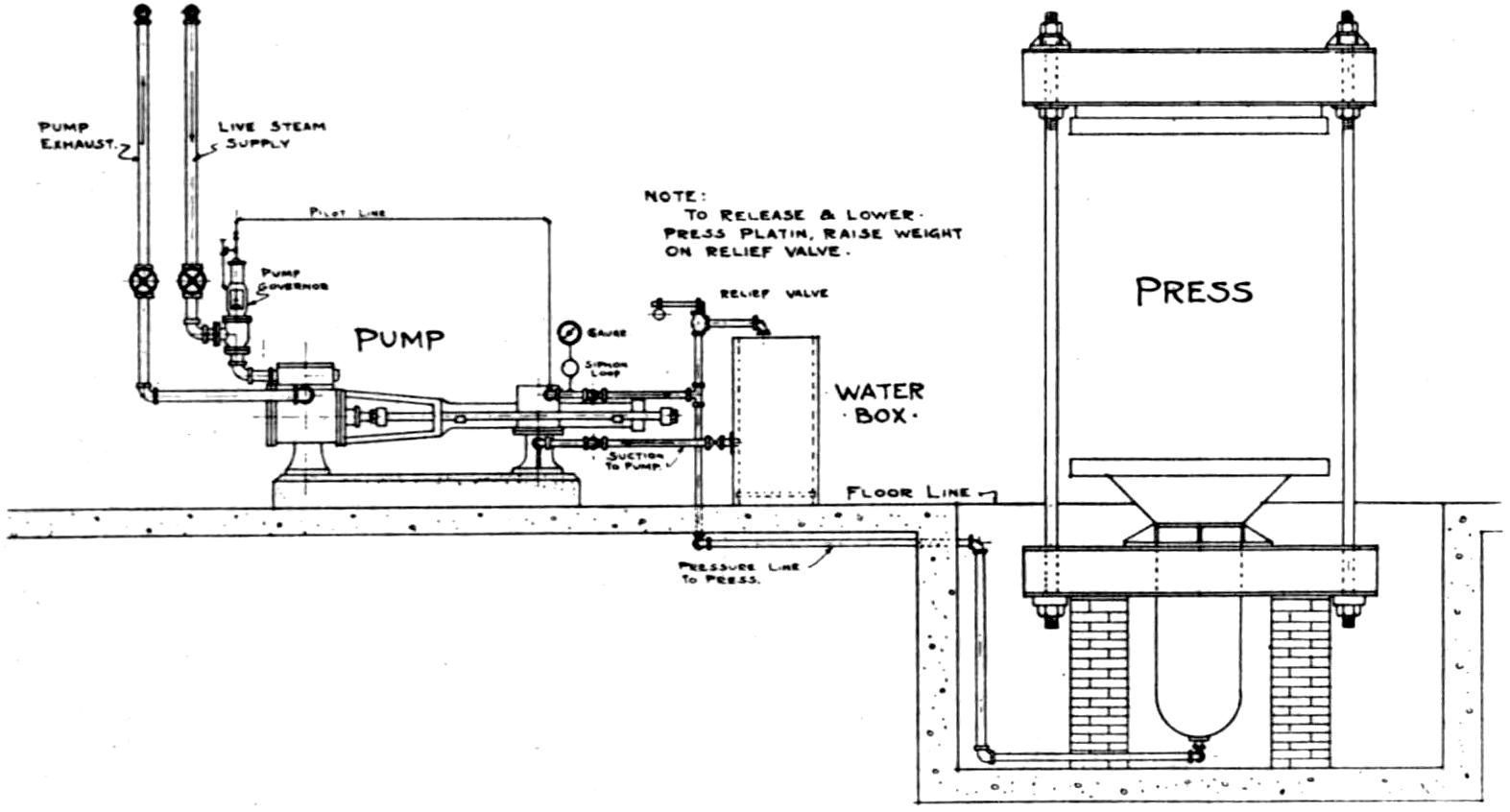
FIG. 70.—DIAGRAM OF HYDRAULIC PRESS WITH PIPING AND PUMP.
—The tank should be clean; draw in about two hogsheads of water for a 6 × 16 foot tank, or a proportionate amount for tanks of other sizes; turn on the steam to boil the water, and then begin filling the tank. Allow sufficient steam to enter to keep the tank boiling slowly. When the tank is two-thirds full, shut off the steam, draw off the water and refill with water; turn on the steam, bringing the contents to a boil the second time. Do not fill the tank to exceed three-fourths full, as the cooking is better done if sufficient room is left. After cooking for a half hour, draw off the water a second time. It will be found, especially in[178] cooking product from the killing department, that the water drawn off is dark colored, from the blood and dirt that has accumulated on the tissue. If this is not withdrawn it has the effect of darkening the lard or tallow materially.
After the water has been drawn the second time, put on the tank head and turn on the steam, the condensation from the steam is sufficient to cook the material; no more water is needed. See that the blow-off and escape pipes are shut and the pet-cock is open. Continue cooking in this manner until a moderate pressure is built up, then admit steam to full pressure of forty-five pounds, open the escape valve just enough so that you may know the gas is escaping. At the completion of this operation the cooking begins. A tank of tallow should cook thoroughly in from nine to ten hours with forty pounds pressure.
—Oftentimes freshly killed material will lie closely together and a “cold spot” will occur—a spot where the material has become partially solidified and the steam has not penetrated. In such case, shut off the steam, draw off the water, and then turn on the steam, the cold spots will disappear. “Cold spot” has the effect of souring lard and tallow; in other words before the heat has penetrated into the solid mass, the heat surrounding it will have caused it to sour. This point should be watched closely, especially in cooking lard.
Tankmen should try the pet-cock on the tank each half hour to find out if the tank is “flush.” If the tank is “flush” or foaming, the foam will come out instead of steam. In this case, shut off the tank ten minutes, then draw off the water, but see that no grease is drawn off with it. The cause of the flushing, or foaming, is that the tank is too full, or that there is too much water in it, consequently it is necessary that the tankman should try his pet-cock very often during the operation of cooking to see that the contents are being properly cooked.
—Cuttings and cold products of like character are usually carried in cold water while filling, and are not parboiled as described for “killing” tanks.
—When the tank is cooked, shut off the steam and open the pet-cock for about ten minutes, then[179] the escape valve, being careful not to give it too much escape at first, or the tank will “roll.” By this is meant that the original heat in the oil contents will generate steam in the contents beneath which, when the pressure is relieved, will cause the contents to boil violently, but if the pressure is reduced slowly, this condition will not arise. When a tank has “rolled” it takes a great deal more time to settle it, the grease being thoroughly mixed up with the residue of the tank. As the pressure decreases the operator can increase the rapidity of release.
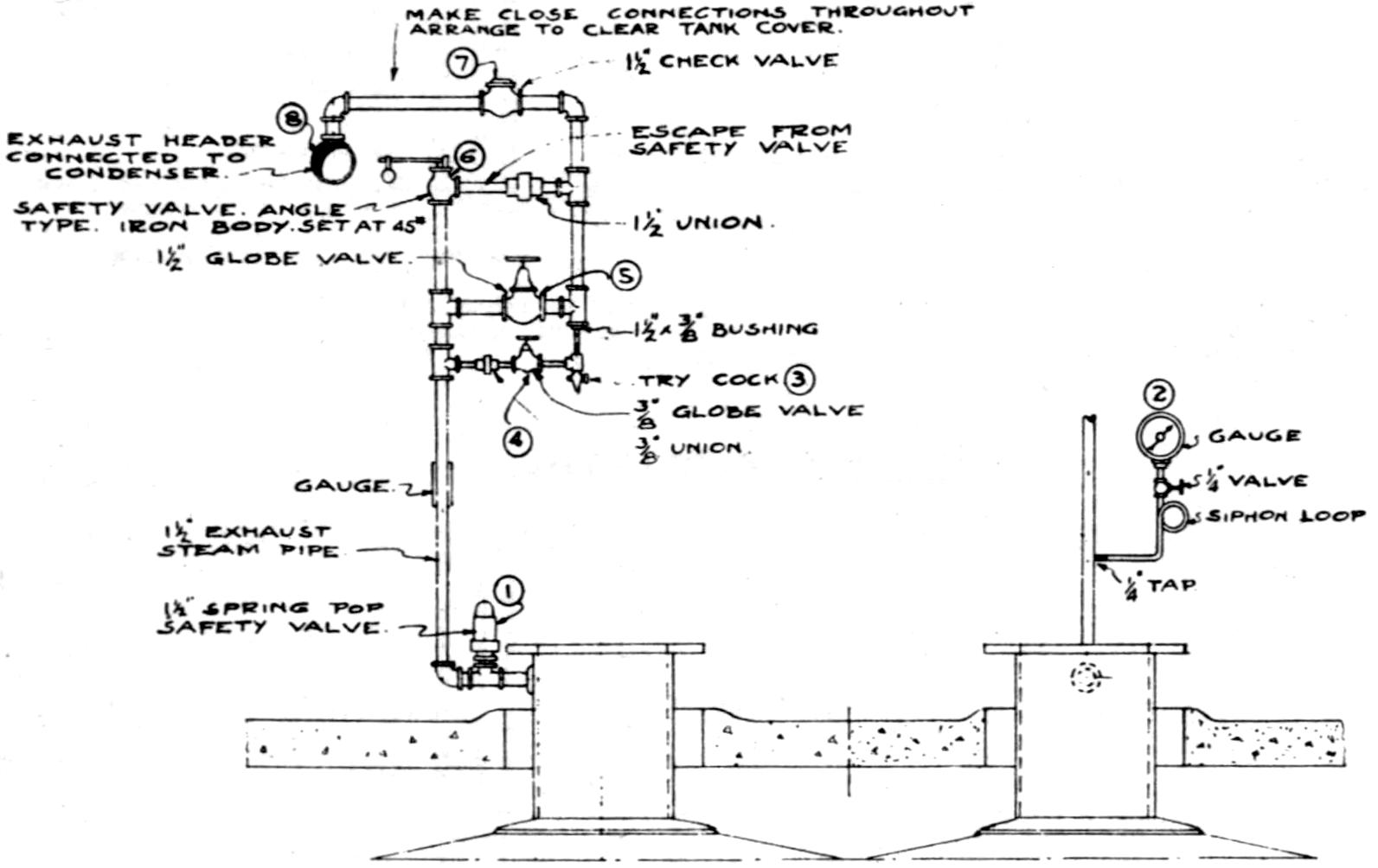
FIG. 71.—DETAIL OF PIPING CONNECTIONS. TOP OF RENDERING TANK.
The pressure being relieved from the tank, take out the head, use about a water-pail full of fine salt to settle the tank. This salt is scattered over the contents in the tank and has the effect of settling sediment and tissue which may be held in suspension. The tank should stand about two hours to thoroughly settle before drawing the oil. Draw the oil from the side valves of the tank into coolers. It is often necessary, in doing this, to raise the contents of the tank, as there may be considerable tallow or lard below the lowest draw-off valve. Such being the case run water into the bottom of the tank sufficient to raise its contents so that all the rendered oil can be drawn through the lowest valve.
[180]
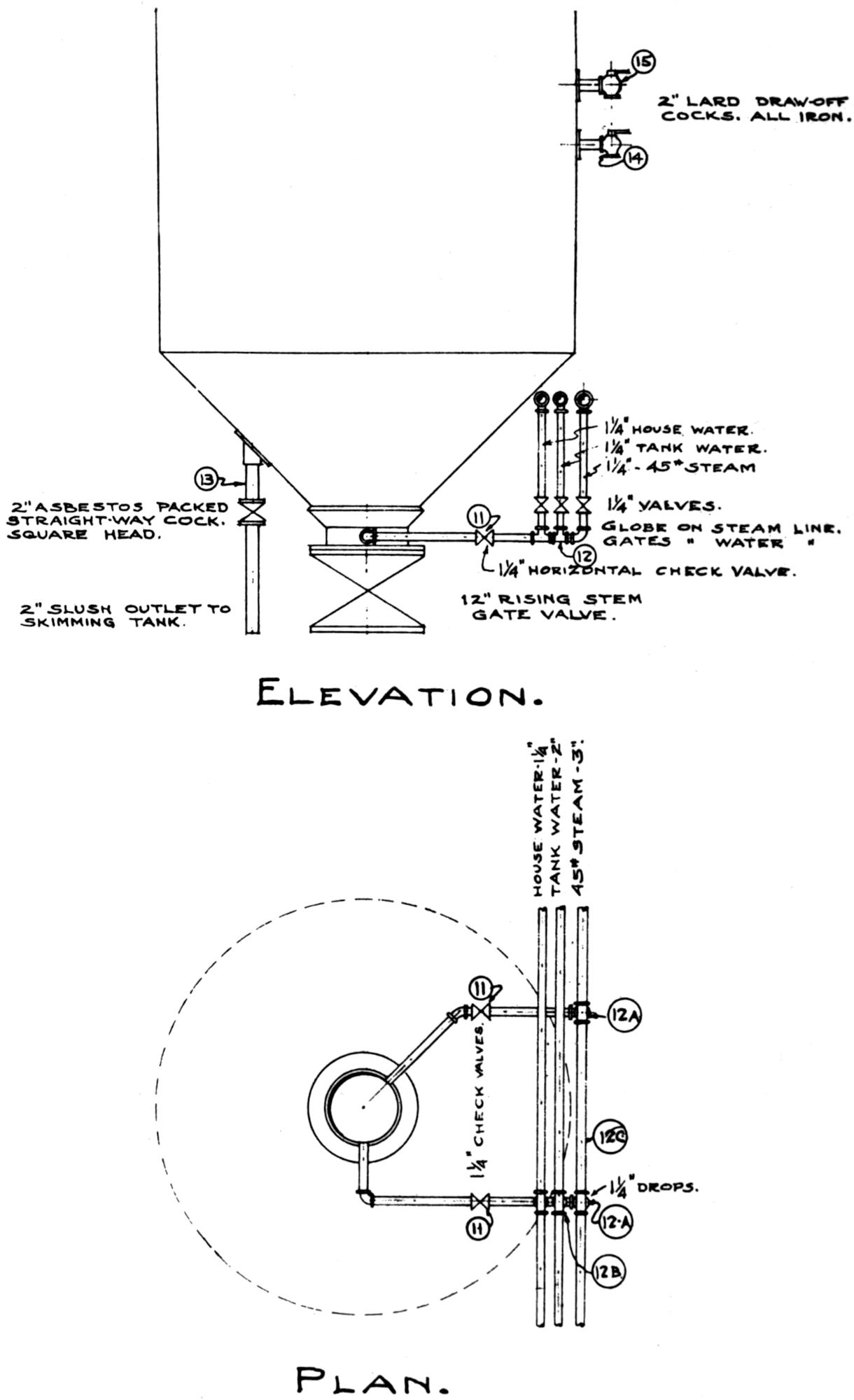
FIG. 72.—DETAIL OF PIPING CONNECTIONS, BOTTOM OF RENDERING TANK
[181]
—Descriptive of the connections for operating rendering tank connections is the following subject matter. The exhaust connections are illustrated in drawings, Figs. 71 and 72, and essentially consist of, beginning at tank neck:
(1) Spring pop safety valve set at 45 pound pressure to automatically release in case of excessive pressure arising and failure of weighted pop valve to relieve.
(2) Pressure gauge on each riser to indicate pressure on the individual tank to insure its being under pressure and under heat. The siphon bend between gauge and pipe is preferably filled with glycerine.
(3) Try cock on bottom of drip line to open occasionally as test for “gas.”
(4) Globe valve, ³⁄₈ inch, operated slightly open to allow gas to release from tank and create very small circulation.
(5) Globe valve, 1¹⁄₂ inch; blow down valve to be used when releasing all pressure from tanks.
(6) Angle type pop safety valve to relieve into the discharge line.
(7) Check valve attached to the line to prevent any foaming or steam from an adjacent tank discharging into this unit via the exhaust system.
(8) Exhaust header used in conjunction with the system to collect all gases and steam discharged from the battery of tanks.
(9) Cooking connections: It is preferable to drill the inlet nozzle at bottom of tank at the lowest point possible and to admit steam on two sides of nozzle not opposite but on an angle as shown in plan. This prevents “dancing” tanks.
—Check valves are placed in the admission valve to prevent floaters or foreign materials entering lines and stopping the control valves and steam and water.
—For usual purposes steam and water are admitted into the tank at one point and steam at one, see Nos. 12-a and 12-b on diagram. If tank water is being collected and evaporated, line 12-c is introduced and used as follows:
Ordinarily the use of 12-b is for admitting water into bottom[182] of tank in case the oil line after tank contents are cooked and settled are below the draw cocks.
In the event tank water is being saved to avoid weakening tank water by introduction of cold clean water, this result is accomplished by pumping tank water into the tank via the connection 12-c. If tank water is not being evaporated, 12-c line and connection is omitted.
—If the oil is high and water appears at the draw-cocks 14 and 15, then the content is lowered by opening cock No. 13 and lowering the body as much as required.
—When the tank is cooked, oil settled and the tank raised or lowered by use of No. 12 connections or No. 13 cock, the oil belt should be such that the bottom of it is about on a line with cock 14, and the main body of oil is drawn through cock No. 15.
—After the oil is drawn out of the tank, the residue is dumped into the surface box. Anything that has not been thoroughly cooked will float on top in the vat. These floaters should all be skimmed off and put back into the tank to be re-cooked. The contents should be thoroughly agitated with a pole or rake, cooked fifteen minutes, allowed to settle and the oil carefully skimmed off. This should be done two or three times on each vat so as to free all the oil possible.
If tank water is being collected the boiling is done by steam jacket on the box; if not, by direct application of free live steam. In either case stir contents freely.
—As soon as the operation of the skimming of the vat has been thoroughly accomplished the contents are in the proper condition to be pressed and should be handled while still hot. The water is mostly drained off. In building the cakes, a portable car is run under the surface box. By the use of a quick opening lever gate the contents are dropped in quantity desired upon a press cloth; between each cheese is placed a rack—the process being thus, a rack made of 1 × ¹⁄₄ inch material, usually elm, thoroughly nailed together, is first laid on the press head; next a frame of the size and depth required to handle the product is used. This frame should not exceed two inches in depth. The press cloth[183] is then spread over them and the material drawn onto the press. Well spread out, the cloth is carefully folded over the top of it. The form is then lifted off the press, another press rack is put on top of the cheese already made, and the process repeated. Ten or twelve plates are usually used to a press.
After the car is filled it is placed in the hydraulic press and pressure applied. This should be done slowly at first, giving the water ample time to run out of the press. If the pressure is applied too rapidly the tendency is for the material to slide out on one side or the other, but if the water is pressed out slowly the material adheres better or gets a good “bond,” so that it will not slip.
After the press has run until the cakes are about one-half of their original thickness spray with hot water, thoroughly washing off the sides of the press, turn on more pressure until this reaches about 300 tons on a 5 × 5 foot plate. It will be found that it is the last pressing which brings out the grease.
Where tankage is properly handled it should run from six to eight per cent of residual grease on a dry basis. Where improperly handled it will oftentimes run from eighteen to twenty per cent, the excess being lard or tallow which should have been saved, but worthless if left in tankage.
—As the oils are being withdrawn from the rendering tanks the same should be passed through a small over-flow type of catch tank arranged so that the oils pass through a straining system to remove fibre or floaters. From the above basin the oils should be passed to the receivers or coolers preparatory to settling.
In the judgment of the writer these tanks should preferably be in a department or room separated from the rendering department, to avoid possibility of contact and absorbing odors. The receivers or reservoirs should be circular in form with a coil of heating pipe arranged, supported from the sides of the kettles. The pipe should be sufficiently spread to allow perfect cleaning.
The cones on the bottom should be at an angle of 45° so as to collect the sediment, water or scrap that may deposit in small volume. The scrap should be settled out and removed daily. Tallow and lard should be allowed to cool to a tiercing[184] temperature and kept in as large volume as conditions permit, so as to obtain uniformity in cooler.
In case of lard, killing and cutting lard should be intimately mixed in equal proportions if possible.
—Titer in tallow, frequently referred to, is a relative test of hardness. The test was originally devised for the use of candle makers who wanted an oil containing the largest percentage of stearic acid. Stearic acid has a hardness of about 55° Centigrade. The hardness of other substances is relative to this as follows: commercial oleo stearine, about 50.5° C.; tallow, 41° to 43° C.; No. 2 tallow or grease, 39° to 43° C.; P. S. lard, 35.5° to 37° C. Every trimming in the animal has a different hardness; the thinner the cattle, the harder the tallow. Bone fat or marrow is very soft. Animals of different feeding show varying hardness, so there is no method of manufacture that will vary the hardness content of product other than selection. In a general way, cattle ruffle, caul, or that used usually in oleo melting is relatively hard. For example, oleo stock will analyze as hard as 46° C., while the tallow from the same house will analyze 43° C.
This hardness is determined in the chemical laboratory as follows: The fat is melted and 25 cubic centimeters are drawn and mixed with 20 C. C. wood alcohol, 10 C. C. of 50° Baume caustic soda solution and the contents boiled until completely saponified. The alcohol is evaporated by drying. The residue is ground and boiled with an excess of diluted sulphuric acid until all the soap has been changed to fatty acid and the clear oil floats. The water in the vessel is drawn from below the fat, and the fatty acids collected in a glass vessel, which are allowed to stand on steam coils until the oily stratum is clearly defined. The fatty acids are placed in an observation room and the point of solidification observed. The result is the titer, which is the degree Centigrade at which the fatty acid from an oil or stearine solidifies after being melted.
The other item of consequence in tallow analysis is the rancidity, known as the free fatty acid. This should be kept low and is usually variable with the care given the product.[185] No. 1 tallow, for example, should show under two per cent of low grade greases, and will run as high as twenty per cent.
—A question frequently asked is the quantity of steam required to cook a tank. An accurate test conducted on a mixed tank of pork products, killing and cutting stock, under standard conditions showed thus:
| Weight of Raw Stock | 12,266 | ||
| Water filled in Tank | 9,634 | ||
| 21,900 | |||
| After Cooking:— | |||
| Lard | 6,040 | ||
| Skimmings | 479 | ||
| Water Tankage | 19,360 | ||
| 25,879 | |||
| Accumulation-Steam Condensed | 3,979 | ||
| Steam per 1,000 pounds, Raw Stock | 324 | lbs. | |
—The following test on the cost for cooking was made on killing and cutting lard—very large digesters—and from it valuable deductions can be made. Expert opinion has pronounced test No. 1 and test No. 3 as producing comparatively the best results in manufacture.
KILLING AND CUTTING STOCK
| Product | No. 1 | No. 2 | No. 3 | No. 4 | ||||
|---|---|---|---|---|---|---|---|---|
| Weight raw product | 41,572 | lbs. | 41,236 | lbs. | 48,491 | lbs. | 41,322 | lbs. |
| Under pressure | 12¹⁄₄ | hrs. | 11 | hrs. | 11 | hrs. | 11 | hrs. |
| Yield P. S. lard | 32,665 | lbs. | 32,880 | lbs. | 24,525 | lbs. | 21,920 | lbs. |
| Boilers | ||||||||
| Water evaporation while cooking | 35,460 | lbs. | 24,420 | lbs. | 36,800 | lbs. | 23,990 | lbs. |
| Reduced to coal on 6 to 1 evap. | 5,910 | lbs. | 4,070 | lbs. | 6,134 | lbs. | 3,986 | lbs. |
| Boiler pressure average | 57.6 | lbs. | 62.8 | lbs. | 51.6 | lbs. | 50 | lbs. |
| Tank pressure average | 40.2 | lbs. | 40.5 | lbs. | 34.5 | lbs. | 32.5 | lbs. |
| Results | ||||||||
| Cost fuel at $1.36 per ton | $4.02 | $2.77 | $4.17 | $2.71 | ||||
| Steam, per 1,000 lbs. raw product | 853 | lbs. | 593 | lbs. | 759 | lbs. | 579 | lbs. |
| Fuel, per 1,000 lbs. raw product | 142 | lbs. | 99 | lbs. | 126 | lbs. | 98.5 | lbs. |
| Cost fuel, 1,000 lbs. raw product | $.097 | $.067 | $.086 | $.065 | ||||
| Clear | Snowy | Clear | Clear | |||||
| Temperature | 32 to 34 | 34 to 35 | 22 to 38 | 13 to 18 | ||||
Remarks on Cooking:
No. 1 Test Cooked with three waters, boiled two hours before heading.
No. 2 Test Cooked with one water, tank filled before heading.
No. 3 Test Cooked with two waters, boiled two hours before heading.
No. 4 Test Cooked with one water, tank filled before heading.
[186]
—Innumerable tank house tests are made. The following few are submitted for quick reference, giving an idea as to yields of various kinds of products:
TEST ON CONDEMNED HOGS—YIELD OF GREASE.
| Condemned hogs to tank | 954 lbs. | |
| Yield of white grease | 467 lbs. | 48.95% |
| Yield pressed tankage | 173 lbs. | 18.13% |
| Yield dry tankage | 86 lbs. | 9.01% |
On the above the leaf lard was left in and heads off.
COMPARATIVE TEST OF SHEEP HEADS AND JAWS TO TANK AND BONE HOUSE.
| 325 sheep heads and jaws (cheeks off) to tank | 765 lbs. | ||||
| Yield to tallow | 73 lbs. | @ | $ 0.06 | per lb. | $4.38 |
| Yield dried tankage | 150 lbs. | @ | 19.00 | per ton | 1.42 |
| Total value | $5.80 | ||||
Value, per head, $0.0178; tallow, 9.54%; dried tankage, 19.47%.
| 325 sheep heads and jaws (cheeks off) to bone house | 765 lbs. | ||||
| Yield to tallow | 51 lbs. | @ | $ 0.07 | per lb. | $3.57 |
| Yield dried bones | 177 lbs. | @ | 18.00 | per ton | 1.59 |
| Total value | $5.16 | ||||
Value, per head, $0.0159; tallow, 6.66%; dried bones, 23.14%.
TEST ON TRIPE TRIMMINGS.
| Green weight to tank | 1,206 lbs. | |
| Yield prime tallow | 356 lbs. | 29.52% |
| Yield tankage | 53 lbs. | 4.39% |
TEST ON CONDEMNED LIVERS.
| Green weight to tank | 1,010 lbs. | |
| Yield No. 2 tallow | 42 lbs. | 4.16% |
| Yield pressed tankage | 206 lbs. | 20.38% |
| Yield dry tankage | 103 lbs. | 10.19% |
TEST ON CATTLE PECKS TO TANK.
| Green weight to tank | 1,306 lbs. | |
| Yield No. 2 tallow | 16 lbs. | 1.22% |
| Yield tankage | 95 lbs. | 7.27% |
TEST ON CATTLE PAUNCHES TO TANK.
| Green weight to tank | 1,056 lbs. | |
| Yield prime tallow | 94 lbs. | 8.90% |
| Yield pressed tankage | 106 lbs. | 10.04% |
| Yield finished tankage | 53 lbs. | 5.02% |
TEST ON HOG STOMACHS TO TANK, UNTRIMMED.
Killed, 240 pigs and 836 hogs, a total of 1,076.
| Green weight to tank | 2,845 lbs. | |
| Yield prime steam lard | 1,275 lbs. | 44.81% |
| Yield finished tankage | 188 lbs. | 6.60% |
TEST ON WINDPIPES TO TANK.
| Green weight to tank | 880 lbs. | |
| Yield No. 1 tallow | 141 lbs. | 16.00% |
| Yield tankage | 33 lbs. | 3.75% |
TEST ON SHEEP PAUNCHES AND PLUCKS TO TANK.
(Trimmings from sheep house.)
| Green weight to tank | 1,150 lbs. | |
| Yield No. 1 tallow | 105 lbs. | 9.13% |
| Yield pressed tankage | 89 lbs. | 7.73% |
| Yield dry tankage | 45 lbs. | 3.86% |
TEST ON SHEEP (OFFAL).
| Green weight to tanks | 28,680 lbs. | |
| Yield tallow No. 1 | 4,538 lbs. | 2.28 lbs. per head |
| Yield tallow No. 2 | 730 lbs. | .37 lbs. per head |
| Yield tankage | 2,893 lbs. | 1.46 lbs. per head |
TEST ON NECK TRIMMINGS FROM KILLING FLOOR.
| Green weight to tanks | 880 lbs. | |
| Yield No. 1 tallow | 397 lbs. | 45.11% |
| Yield dry tankage | 49 lbs. | 5.56% |
TEST ON SHEEP FEET TO TANK.
| Green weight to tank | 1,170 lbs. | |
| Yield No. 2 tallow | 40 lbs. | 3.42% |
| Yield dry tankage | 148 lbs. | 12.65% |
—The question is frequently asked if rendering departments can be operated odorless. They can be operated so as not to become a nuisance. To do this requires:
(1) Ample tanks with no neglect about promptly rendering all products and reducing them to lard, tallow or dry fertilizer.
(2) Collecting and evaporating all tank waters.
(3) Drying of tankage done under vacuum or otherwise controlling odors.
(4) Catch basins under cover, skimmed frequently and contents cooked promptly.
(5) The rendering department kept tightly closed and department operated with forced draft, all discharged air passed through large water-wash, and the introduction into the air of gas boiled from tar oil.
(6) All tank exhaust and vapors connected to a piping system, the steam condensed by water spray, and the vapor collected and passed under furnaces of boilers.
[188]
(7) Keep everything hot, allow nothing to lay around and sour.
—Every packing house needs an adequate catch basin system. Local basins established in departments near to points where products are handled, serve to collect many fats and oils that, by clean handling, are edible products, and can be used as such.
Where melted fats are produced cold water sprays should be introduced to coagulate the oils. Wiers for over and under-flow should be put in to retard flow and submerge particles so they may harden and float. A large general basin should be introduced so that all outflowing sewers can be passed to them, to the end that all water flows slowly through the basin to catch any and all particles of floating fats or meats.
The basins should be placed under the care and jurisdiction of one person, who should see that they are kept clean and frequently skimmed. It is to good purpose to place them under roof so they will have attention at all times.
[189]
Soil Fertility — Animal Feeding — Tank Water — Separation of Solids — Collecting Grease — Testing Tank Water — Evaporating Tank Water — Description of Apparatus — Cleaning Evaporators — Table of Boiling Points — Testing Stick — Copperas in Water to Evaporate — Solids in Water — Drying Stick — Value of Tankage — Quantity of Tank Water — Cost of Evaporating.
—The constant drain on the soil by raising of grain; feeding animals and sending them away for slaughter, and the non-return of the nitrogen element has made great inroads on the productivity of soil. Through volume after volume and in every manner possible, economic writers are impressing this upon the agricultural interests and advocating the making up of such deficit by rotating crops, turning under legume and plants that might extract nitrogen from the air by the processes of nature which daily are becoming more familiar to every one. Value and demand for the nitrogenous elements for this purpose has caused the packer to exercise all possible care to produce and conserve for sale any and all nitrogenous products.
—Experiment has also shown that nitrogenous products have a very high value as a nutritive food for growing and fattening animals, so much so in fact, that in many agricultural districts the entire output of tankage from local packing houses is now sold in the immediate neighborhood for stock foods. Under various names evaporated tank water is an ingredient of these.
—Invisible but in considerable quantity,[190] nitrogenous solids were formerly lost in the various waters from cooking, but they are now collected and reduced to a semi-solid, or solid form. These are classified under the one broad name of tank water, but they include almost any water in which animal matter is cooked unless the water be of such character that it can be used for edible purposes. The chief sources of supply are rendering tank water, blood water, bone house cooking water, ham and tripe boiling water, etc. It is estimated that any water showing density of ¹⁄₂° Beaume scale is worthy of concentration.
—Evidently the more dilute the water, the more water it is necessary to evaporate, and hence more costly to concentrate. In raising the tanks so as to flow the oil from the tank cocks, it is necessary at times to admit fresh water. To avoid this the water from one tank is usually transferred to another of the same character by use of a pump.
—After the tankage has been dumped into the skimming box and all grease skimmed off, the tank water should be drawn into a separate vat. The “press water,” which is the water from the pressing of the tankage, should also be collected. The floor drainage except from the tank filling floor, and practically all water produced in the tank house, should be collected; in fact, some operators go to the extreme of not connecting the tank house sewer system to the city sewer so as to intentionally preclude the wasting of water.
—The tank water is collected in large vats for processing. The solids or sludge is undesirable to handle, consequently in draining the tank water from the surface vats into the storage, it is necessary to have the holes of the screens in the surface vats reduced to about one-quarter of an inch in size in order that all of the solids will be retained in the surface vats and not be permitted to go into the tank water catch basins.
The tank water storage vats should be equal to a day’s capacity and should be filled in rotation in order that agitation will be going on only in the vat being filled or the vat being emptied, and that the water in the balance of the storage vats will be permitted to be held under a settling process in the meantime, which is as follows: Heat the water to a temperature[191] of 180° to 185° F., and then allow it to drop down to 170° F., carrying it at this temperature from eight to twenty-four hours, according to the length of time it is possible to carry the water for settling purposes, up to 36 hours is an advantage.
—In the surface boxes spoken of in preceding chapter, it is very essential to agitate the tankage in the surface vats and keep it under steam long enough for some of the grease to rise to the top of the surface boxes and be skimmed off before the tank water is run into the storage vats. Skim the grease very carefully from the top of the water in any vat that is to be used for evaporation; then pump the water to the evaporator supply tank. After the water is pumped out of the basin, it will be necessary to remove the bottom of settlings each time after the tank is emptied.
—Pump the bottoms from the holding tanks into a surface box from which these settings are passed on to the press cheeses with pressed tankage, so that the fibrous material will collect the sludge. It is absolutely necessary that these settlings be taken out of the storage vats each time the vats are emptied in order to keep them sweet and to prevent the tank water from souring as it certainly will, unless cleaned at least twice a week. It is much better to clean them every time.
—Tank water is tested with a standard hydrometer for liquids heavier than water, and as stated previously, any water indicating ¹⁄₂° on the Beaume scale, is collected.
A sample of the tank water is cooled to 150° F. Drop a hydrometer into the water and take reading at a point on a level with the water; a hydrometer reading from 1 to 20, is used for this purpose. If hydrometer reads 2.00, the amount of the solids in the water is estimated at 3.83 per cent as shown on the table for figuring tank water. If the hydrometer should read 2.50, the estimated solids is one-half of the difference between solids shown on table at 2° Beaume and 3° Beaume added to solids at 2° Beaume which is 4.80 per cent.
—The evaporating of tank water, it is proposed to do in the most economical manner[192] possible, and advantage is taken of the fact that as the pressure is lowered the boiling point is reduced. For example, water at atmospheric pressure and sea level boils at 212° F., and water under a twenty-eight inch vacuum boils at 100° F. Advantage is taken of these physical facts in the evaporating of tank water.
There are a number of types of evaporators using the same principle, although we show one only, that which is most extensively used, the well-known Swenson machine. This apparatus consists of one, two or three cells, dependent upon the economy it is wanted to attain.
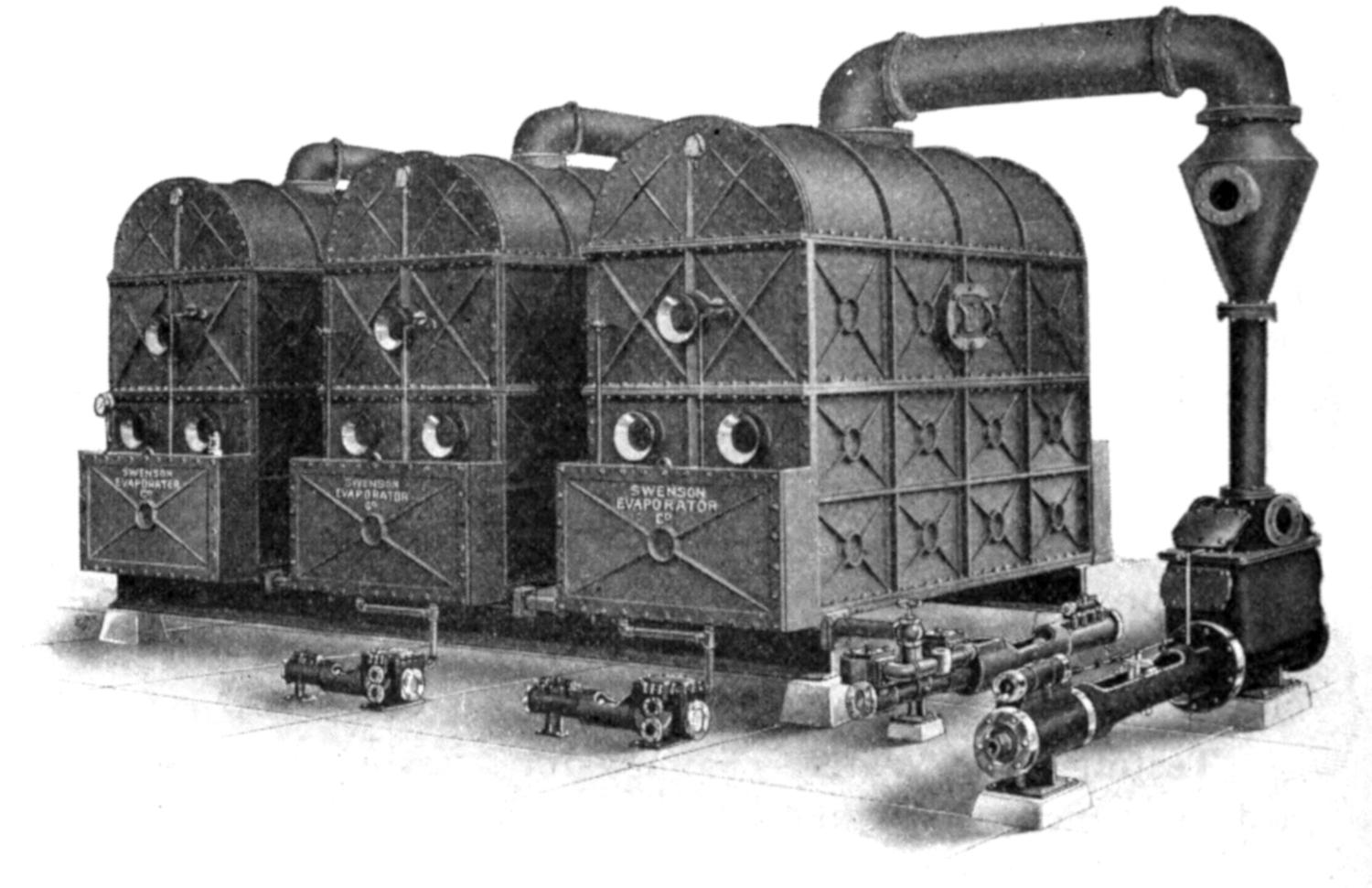
FIG. 73.—SWENSON EVAPORATOR.
—The cells are numbered 1, 2 and 3, beginning at the left. The rectangular box at the bottom of each cell consists of a cast iron false head or chamber at either end, in which copper flues are expanded. Steam is introduced into the chamber of No. 1, and the tubes surrounded with tank water. The steam in the coils causes the water to boil and the steam boiled off is passed to the steam chamber of the second cell. The tank water in cell No. 1 by this boiling is condensed and is passed to cell No. 2, where a further boiling takes place, and the concentrated liquid is passed to cell No. 3 for its last boiling.
[193]
The auxiliary pumps shown are for transfer purposes from cell to cell, and for pumping the condensate from the steam chambers.
—The large pump at the right hand is the vacuum pump. The vapor withdrawn from cell No. 3 by the withdrawal action of the pump is condensed by the introduction of cold water in the conical enlargement shown. This condensation produces a partial vacuum, the customary gauge measurement showing 23 to 27 inches, dependent upon the quantity and temperature of the water. This vacuum continues in a lesser degree to the second cell, thence to the first and where the vacuum usually maintained is six inches. By reference to the table of boiling points the comparative temperature in each cell is ascertainable.
—Evaporators to be effective must be clean, on the same principle as cleaning boilers produce best results. At regular intervals, say, fortnightly, they should be boiled out with a solution of 75 lbs. caustic soda in 1500 gallons of water. This will clean the flues and maintain the machine output.
TABLE OF BOILING POINTS.
| 29 | inch | vacuum | 79.07° | Fahr. |
| 28 | inch | vacuum | 101.15 | Fahr. |
| 27 | inch | vacuum | 115.06 | Fahr. |
| 26 | inch | vacuum | 125.38 | Fahr. |
| 25 | inch | vacuum | 133.77 | Fahr. |
| 24 | inch | vacuum | 140.64 | Fahr. |
| 23 | inch | vacuum | 146.78 | Fahr. |
| 22 | inch | vacuum | 152.16 | Fahr. |
| 21 | inch | vacuum | 157.00 | Fahr. |
| 20 | inch | vacuum | 161.42 | Fahr. |
| 19 | inch | vacuum | 165.42 | Fahr. |
| 18 | inch | vacuum | 169.14 | Fahr. |
| 17 | inch | vacuum | 172.63 | Fahr. |
| 16 | inch | vacuum | 175.93 | Fahr. |
| 15 | inch | vacuum | 179.03 | Fahr. |
| 14 | inch | vacuum | 181.92 | Fahr. |
| 13 | inch | vacuum | 184.68 | Fahr. |
| 12 | inch | vacuum | 187.31 | Fahr. |
| 11 | inch | vacuum | 189.83 | Fahr. |
| 10 | inch | vacuum | 192.43 | Fahr. |
| 5 | inch | vacuum | 202.92 | Fahr. |
| 1 | inch | vacuum | 212 | Fahr. |
—The residue from the evaporators or the “Stick” as it is now called, should be pumped into a receptacle[194] fitted with closed steam coils. The tank water vats are similarly fitted.
—Stick is tested the same as tank water, excepting a hydrometer graduated from 20° to 40° is used. It is usual to evaporate to a density of 29° Beaume, which is 64.61 per cent dry solid. To calculate the quantity of concentrated or dry stick containing 4 per cent moisture produced from 29° Beaume stick, multiply the number of gallons of stick by 10.27 lbs. to get weight of 29° Beaume stick; then take 64.61 per cent of this weight, which is weight of dry solids, then add 4 per cent moisture to this amount by dividing the weight of dry solids by .96; the result is weight of concentrated tankage containing 4 per cent moisture.
—This is usually “sulphate of iron” of commerce, although some institutions make their supply thus: Using a lead-lined vat holding about 200 gallons; into this put about 160 gallons of 60-degree sulphuric acid, adding water enough to make the solution about 12° Beaume. Into this solution place scrap iron of any description and allow it to stand until the solution will dissolve no more iron. Pump the solution into a shallow lead-lined vat with lead coils, and evaporate to about 40° degrees Beaume. It is next drawn off into barrels of fifty gallons each and to each barrel add forty pounds of black oxide of manganese and thoroughly mix.
—An early practice and one which had the merit of fixing free ammonia before it passes off in a gaseous form was the introduction of copperas in tank water, while settling, and before evaporation. The vats of tank water are tested with a Beaume hydrometer and for every 2,000 gallons of tank water at indicated degree, Beaume, ordinary commercial copperas should be added as follows:
| Water testing | 5 | ° | Baume | 166 | lbs. dry copperas |
| Water testing | 4 | ¹⁄₂° | Baume | 150 | lbs. dry copperas |
| Water testing | 4 | ° | Baume | 133 | lbs. dry copperas |
| Water testing | 3 | ¹⁄₂° | Baume | 117 | lbs. dry copperas |
| Water testing | 3 | ° | Baume | 100 | lbs. dry copperas |
These varying amounts of copperas are put into a barrel of hot water and thoroughly stirred until dissolved. The solution is then poured into a vat of tank water, the mass allowed[195] to stand six or eight hours, and then skimmed off before being pumped to the evaporating machine.
—The percentage of solids and liquids, as well as the respective weights in tank water at different degrees Beaume, are shown in the following table:
TABLE FOR TANK WATER.
| Degrees Baume |
Per cent solids |
Per cent water |
Weight of cubic foot |
Weight of gallon |
|---|---|---|---|---|
| 1 | 1.90 | 98.10 | 62.14 | 8.30 |
| 2 | 3.83 | 96.17 | 62.46 | 8.34 |
| 3 | 5.77 | 94.23 | 62.79 | 8.39 |
| 4 | 7.77 | 92.23 | 63.11 | 8.43 |
| 5 | 9.85 | 90.15 | 63.43 | 8.47 |
| 6 | 11.93 | 88.07 | 63.91 | 8.54 |
| 7 | 14.04 | 85.96 | 64.41 | 8.60 |
| 8 | 16.19 | 83.81 | 64.89 | 8.67 |
| 9 | 18.38 | 81.62 | 65.38 | 8.73 |
| 10 | 20.60 | 79.40 | 65.81 | 8.80 |
| 11 | 22.71 | 77.29 | 66.39 | 8.87 |
| 12 | 24.84 | 75.16 | 66.92 | 8.94 |
| 13 | 26.97 | 73.03 | 67.44 | 9.01 |
| 14 | 29.11 | 70.89 | 67.97 | 9.08 |
| 15 | 31.27 | 68.73 | 68.49 | 9.15 |
| 16 | 33.55 | 66.45 | 69.05 | 9.23 |
| 17 | 35.88 | 64.12 | 69.61 | 9.30 |
| 18 | 38.22 | 61.78 | 70.17 | 9.37 |
| 19 | 40.59 | 59.41 | 70.72 | 9.45 |
| 20 | 42.98 | 57.02 | 71.28 | 9.52 |
| 21 | 45.11 | 54.89 | 71.89 | 9.60 |
| 22 | 47.24 | 52.76 | 72.79 | 9.68 |
| 23 | 49.37 | 50.63 | 73.09 | 9.77 |
| 24 | 51.50 | 48.50 | 73.70 | 9.85 |
| 25 | 53.63 | 46.37 | 74.30 | 9.93 |
| 26 | 56.31 | 43.69 | 74.95 | 10.01 |
| 27 | 59.04 | 40.96 | 75.60 | 10.10 |
| 28 | 61.80 | 38.20 | 76.25 | 10.19 |
| 29 | 64.61 | 35.39 | 76.90 | 10.27 |
| 30 | 67.54 | 32.46 | 77.55 | 10.36 |
| 31 | 70.34 | 29.66 | 78.35 | 10.46 |
| 32 | 73.27 | 26.73 | 78.94 | 10.55 |
| 33 | 76.24 | 23.76 | 79.64 | 10.64 |
| 34 | 79.25 | 20.75 | 80.33 | 10.73 |
| 35 | 83.21 | 17.79 | 81.00 | 10.83 |
—This is done in two ways, by the use of drying rolls and by mixing with drying tankage in a rotary dryer. When drying stick over the rolls, evaporate it in the evaporators to 26° Beaume and mix with this 26° Beaume stick, about 17 per cent of copperas before putting the mixture over the rolls. This has a tendency to prevent the[196] concentrated tankage from absorbing moisture when in storage. Many operators dry stick without the use of copperas, but the copperas prevents in a measure the stick absorbing moisture from the air.
—Fig. 74 shows a standard twin stick roll. This equipment is made of two cast iron rolls built when new to sustain 50 lbs. pressure. The stick is deposited in a pan beneath and the revolving roll collects a film of substance which is dried as the roll revolves and is sliced from the surface of the roll by a close fitting scraper, being removed in a powdered form.
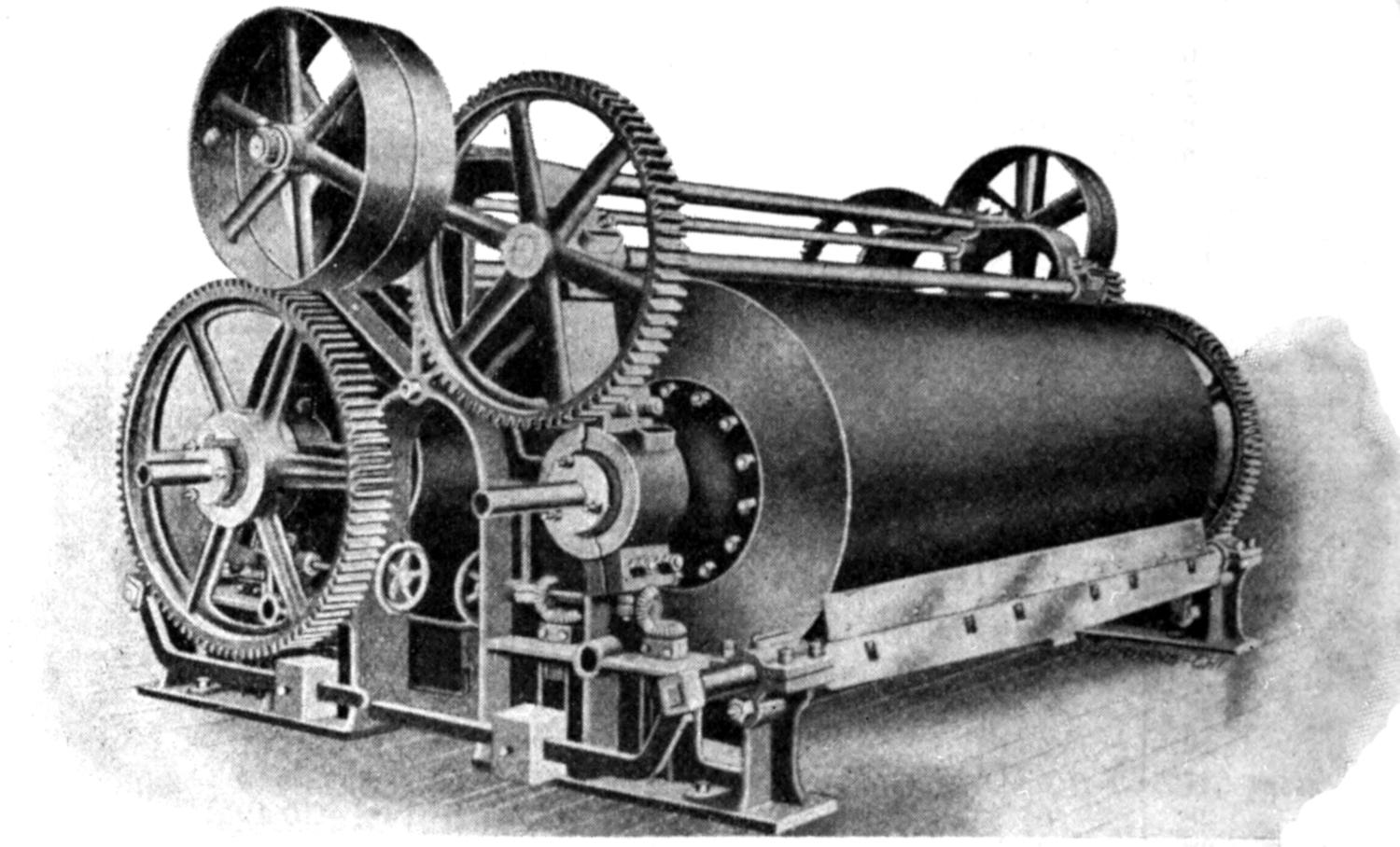
FIG. 74.—STANDARD TWIN STICK ROLL.
—The practice now generally adopted is the mixing of the stick with tankage and drying in the standard fertilizer dryer, using a fifteen foot dryer with stationary shell and revolving shaft, with arms cylindrical type, usually known as the “Smith” dryer. The usual charge is 4,000 lbs. pressed tankage and 1,200 lbs. stick, agitating while the stick is being admitted so as to assist in equal mixing. The stick should be at a temperature of 190° F., or near thereto when used. The heated substance seems to produce less tailings, or small balls requiring milling.
[197]
—To appreciate the value of the substances to be collected in this manner, we refer to copy of test, made by an expert, on a plant handling about 5,000 cattle and 5,000 hogs per week, as follows:
ESTIMATE OF THE PRODUCTION AND VALUE OF TANKAGE MADE BY EVAPORATING TANK WATER.
TEST FOR AMOUNT OF WATER DRAINED OFF VATS BEFORE PULLING TANKAGE.
| Tank | Product | Gallons | Av. gallons |
|---|---|---|---|
| No. 1 | Prime tallow (cutting room bones, etc.) | 1,445 | 1,589 |
| No. 1 | Prime tallow (cutting room bones, etc.) | 1,734 | |
| No. 2 | Prime tallow (bed fat, etc.) | 1,645 | 1,566 |
| No. 2 | Prime tallow (bed fat, etc.) | 1,365 | |
| No. 3 | Prime tallow (bed fat, etc.) | 1,426 | |
| No. 3 | Prime tallow (bed fat, etc.) | 1,827 | |
| No. 4 | No. 2 tallow (catch basin stuff) | 668 | 735 |
| No. 6 | Pluck tank | 905 | |
| No. 9 | Pluck tank | 562 | |
| No. 10 | Pluck tank | 624 | |
| No. 10 | Pluck tank | 847 | |
| No. 11 | Prime steam lard | 1,382 | 1,315 |
| No. 11 | Prime steam lard | 1,248 | |
TOTAL NUMBER OF TIMES TANKS FILLED AND COOKED.
| Product. | No. Tanks |
|---|---|
| Prime tallow with cutting room bones | 6 |
| Prime tallow with bed fat, etc. | 10 |
| No. 2 tallow | 6 |
| Pluck tanks | 13 |
| Prime steam lard | 6 |
| Total | 41 |
BASIS FOR ESTIMATE OF PRODUCTION.
| No. of Tanks |
Average contents gals. |
Total contents gals. |
Solids per gal. lbs. |
Total solids lbs. |
Per cent Ammonia |
Units of Ammonia |
|---|---|---|---|---|---|---|
| 6 | 1,589 | 9,534 | 0.88 | 8,390 | 16.76 | 1,406 |
| 10 | 1,566 | 15,660 | 1.03 | 16,130 | 16.89 | 2,724 |
| 6 | 668 | 4,008 | .399 | 1,599 | 14.59 | 233 |
| 13 | 735 | 9,555 | .763 | 7,290 | 16.85 | 1,228 |
| 6 | 1,315 | 7,890 | .0481 | 380 | 16.00 | 61 |
| ... | 46,647 | ... | 33,789 | 16.73 | 5,652 |
Total units of ammonia per tank, 5,652. Average units of ammonia per tank, 16.73. 8 per cent of moisture, dry basis.
[198]
This production at $1.66 per unit would be worth $27.77 per ton, or the yearly production would bring $24,396.32.
Figuring the production of tankage to be 66,000 pounds per week and that with this could be mixed through the dryer 600 pounds or 107.3 gallons of stick, 25° Beaume with each ton of dry tankage—then 33 × 600 pounds, or 19,800 pounds, would be the limit of production from the tank water.
The regular tankage runs on an average of 10 per cent ammonia and 16.4 bone phosphate, and as shown above the production from the tank water with 8 per cent moisture would run 16.73 per cent ammonia. The product would therefore consist of the following:
| Materials | Weight pounds |
Per cent Ammonia |
Units Ammonia |
Per cent Phosphate |
Units Phosphate |
|---|---|---|---|---|---|
| Regular tankage | 66,000 | 10.00 | 6,600 | 16.4 | 10,824 |
| Evaporated tank water | 19,800 | 16.73 | 3,312 | ... | ... |
| Total production | 85,800 | ... | 9,912 | ... | 10,824 |
Analysis, ammonia 11.55%, bone phosphate 12.62%
Value per ton $19.93, or for the yearly production, $44,459.84.
Should there be added worthless material sufficient to reduce the percentage of ammonia to 10, the following formula would apply:
| Materials | Weight pounds |
Per cent Ammonia |
Units Ammonia |
Per cent Phosphate |
Units Phosphate |
|---|---|---|---|---|---|
| Regular tankage | 66,000 | 10.00 | 6,600 | 16.4 | 10,824 |
| Evaporated tank water | 19,800 | 16.73 | 3,312 | ... | ... |
| Worthless material | 13,320 | ... | ... | ... | ... |
| Total production | 99,120 | ... | 9,912 | ... | 10,824 |
Analysis, ammonia 10%; bone phosphate 10.92%.
Value per ton $17.25¹⁄₂, or for yearly production $44,468.32
RECAPITULATION.
| Value of total production for one year | $44,468.32 | |
| Value of tankage for one year[199] | $30,030.00 | |
| 6 per cent interest on $10,000 investment | 600.00 | |
| 15 per cent depreciation on $10,000 investment | 1,500.00 | |
| Additional labor, five men, “full time” | 2,340.00 | 34,470.00 |
| Net profit on investment | $ 9,998.32 |
—This is variable, depending upon closeness of saving and density; also quantity of solid substance measured, and other items, but generally speaking from cattle slaughtered—ten gallons per head, and from pigs two and one-half gallons per head are collected.
—The following test shows the cost of producing stick through evaporators. The cost at the present time would be 100% higher owing to coal costs:
COST OF EVAPORATING TANK WATER.
| Duration of Test | 9 hours | 8¹⁄₂ hours | ||||
|---|---|---|---|---|---|---|
| Average Steam Pressure—1st effect | 5 | .1 | lbs. | 5 | .1 | lbs. |
| Average Vacuum—1st effect | 11 | .4 | lbs. | 11 | .9 | lbs. |
| Average Vacuum—2nd effect | 19 | .0 | lbs. | 18 | .6 | lbs. |
| Average Vacuum—3rd effect | 27 | .7 | lbs. | 27 | .4 | lbs. |
| Density of Tank Water at 150° | 3 | ¹⁄₂ | ° B. | 2 | ¹⁄₂ | ° B. |
| Average Temperature of Tank Water | 203 | ° | 199 | ° | ||
| Gallons Tank Water Fed | 11,476 | 9,625 | ||||
| Gallons Tank Water Fed Per Hour | 1,275 | 1,132 | ||||
| Gallons Tank Water Fed Per Hour | 1,338 | 1,220 | ||||
| Gallons Stick Produced | 1,092.75 | 907 | ||||
| Density Stick at 150° | 30 | ° B. | 28 | ¹⁄₂ | ° B. | |
| Pounds Stick Produced (10.205 lbs. and 10.08 lbs. per gal.) | 11,151 | 9,142 | ||||
| Pounds Water Evaporated | 83,066 | 69,748 | ||||
| Pounds Steam Used—1st effect | 17,712 | 18,509 | ||||
| Pounds Steam Used—Pumps | 11,210 | 10,972 | ||||
| Pounds Steam Used—Total | 28,922 | 29,481 | ||||
| Pounds Steam Used per 100 lbs. Stick—1st effect | 159 | 202 | ||||
| Pounds Steam Used per 100 lbs. Stick—Pumps | 100 | 120 | ||||
| Pounds Steam Used per 100 lbs. Stick—Total | 259 | 322 | ||||
| Cost Steam Used per 100 lbs. Stick—1st effect at $.132 per 1,000 lbs. | $.021 | $.027 | ||||
| Cost Steam Used per 100 lbs. Stick—Pumps | .013 | .016 | ||||
| Cost Steam Used per 100 lbs. Stick—Total | .034 | .043 | ||||
| Pounds Steam Used per 100 lbs. Stick—Water evaporated—1st effect | 21.3 | 26.6 | ||||
| Pounds Steam Used per 100 lbs. Stick—Pumps | 13.5 | 42.3 | ||||
| Pounds Steam Used per 100 lbs. Stick—Total | 34.8 | 42.3 | ||||
| Cost Steam Used per 100 lbs. Stick, Water evaporated—1st effect | .0028 | .0035 | ||||
| Cost Steam Used per 100 lbs. Stick, Water evaporated—Pumps[200] | .0018 | .0021 | ||||
| Cost Steam Used per 100 lbs. Stick, Water evaporated—Total | .0046 | .0056 | ||||
NOTE: The equivalent gallons concentrated from 10% to 70% solids
are calculated from a table and not from analysis of the tank water and
stick; therefore, are only approximately correct.
The steam cost at $0.132 per 1,000 pounds is far below present average
conditions.
—The quantity of stick it is possible to produce is indicated in the following table:
ANNUAL PRODUCTION TANK WATER AND STICK.
| Killing | Basis for Approxi- mation |
Approxi- mate Head |
||||
|---|---|---|---|---|---|---|
| Cattle | 208,304 | 1 | to | 1 | 208,304 | |
| Calves | 36,474 | 7 | ¹⁄₂ | to | 1 | 4,863 |
| Sheep | 416,325 | 7 | ¹⁄₂ | to | 1 | 55,510 |
| Packer Hogs | 496,219 | 2 | ¹⁄₂ | to | 1 | 231,569 |
| Shipper Hogs | 45,094 | 5 | to | 1 | 9,019 | |
| Total approximate killing | 509,265 | |||||
| Gallons tank water saved | 4,912,484 | |||||
| Gallons tank water per approximate head | 9.64 | |||||
| Pounds of Stick made | 2,766,648 | |||||
| Pounds of Stick made per approximate head | 5.43 | |||||
The relative quantity of Stick to dried fertilizer produced is about 40%, but the stick is more valuable due to its higher ammonia content and the mixture of the stick with the standard fertilizer increases the value per ton of the fertilizer.
[201]
Fertilizer — Blood — Receiving Tank — Cooking — Pressing — Purity — Storing — Quick Handling — Tankage — Quotations and Value — Grease — Influence of Stick — Digester Tankage — Slime — Dryers — Drying — Expense for Drying — Commercial Fertilizer — State Regulations — Mixing Materials — Conversion Factors.
—In this department we discuss the manipulation of the products after leaving the tanking process in the case of tankage, and of blood, beginning with its release from the animal.
—The sources of the collection of blood are from animals slaughtered, viz: cattle, sheep, calves and pigs. In nearly every instance this is collected at a given point near the sticking rails and transferred to the fertilizer department for processing.
It is rather difficult to pump blood, although it can be readily done with a ball valve pump, or a centrifugal pump. The latter is satisfactory if foreign substances can be kept out, and if the reservoir can be situated high enough so that the blood can gravitate to the suction of the pump. Mechanical agitation is a benefit in the receivers. A very satisfactory way to handle blood is by means of a blow tank. This is a tight, heavily constructed cylinder with an admittance valve on the inlet pipe, and a closing valve on the discharge pipe; the latter preferably a quick opening valve. A means for admitting air or steam to the blood is arranged. To operate, the valve on the inlet line as well as the outlet valve is closed, and air or steam pressure is built up as required for the lift. The outlet valve is then quickly opened when the contents of the tank is virtually “shot” to the receiving tanks.
[202]
—This is preferably a closed type of tank with an air vent to allow displacement of air when blowing blood. It is preferably situated above the cook tank with an admittance valve between them so that blood can be lowered to the cooking tank at will.
—Blood should be “baked,” not boiled. By this is meant, the steam should be admitted slowly and the heat dispersed through the mass rather than boiled violently, by admitting high pressure steam. The blood, by this method, seems to coagulate in larger grains, and, in pressing, a larger proportion is retained in the cloths, while the serum or white water draining away is of a lighter color, with the net result that the yield of blood is better.
—The pressing is performed in the same manner as described for tankage, except that the material is handled dry. The waters from cooking, as well as from pressing, are saved for evaporation as tank water. Blood when pressed properly is “caked.” It should be broken up before being passed to the dryers.
—Means should be provided and arrangements made to keep all raw or fluid blood free from water and manure. Frequently cattle that are hay or grass fed, have a draining from the stomach via the mouth when hung, and comparatively large quantities of undigested food are spilled. This should be collected before the animal is stuck and prevented from mixing with the blood.
—After drying, blood should be cooled and stored in piles on the floor in dry rooms to be put in bags at the time of shipment. It is usually unnecessary to grind or screen it. It should be dried to 8% moisture.
—Blood is so highly susceptible to decay that it should be handled quickly and with as little contact with air as possible.
—This name embodies the dried material from the residue in the tanks after cooking in digesters, and pressing. It is classified into several grades. Digester tankage, is usually sold for stock foods. No. 1 tankage of commerce, has a high nitrogen content and low percentage of bone, it is[203] usually produced from beef tanks; No. 2 tankage is low in nitrogen or ammonia, as it is known to the lay-mind, and high in bone. The usual comparative analysis is:
| Blood | No. 1 | No. 2 | |
|---|---|---|---|
| Bone Phosphate | ... | 10% | 28% |
| Ammonia | 16-17% | 10-12% | 6-8% |
—Tankage and blood is usually sold on its value per unit of ammonia. That is to say, if blood be quoted at $3.00 per unit of ammonia and analyzes sixteen per cent, it sells for $48.00 per ton. Tankage may contain eleven per cent ammonia and twelve per cent bone phosphate, quoted at $2.75 per unit, and 10c per unit respectively, which would make the relative market $31.45 per ton.
By reference to market quotations it will be noted usually that the lower the ammonia content, the lower the price per unit of ammonia, consequently it behooves the maker to produce all the No. 1 tankage possible, and this is accomplished by cooking bone as raw bone and separately—in preference to tanking it.
—Grease in fertilizers or dried tankage is a positive detriment. It is useless and valueless, consequently the point to be striven for is to lower the percentage of grease to the minimum. The best methods known are described under tanking. Some packers doing business on a large scale have “degreasing” plants where the grease is extracted by naphtha process, but, this is a highly specialized department and not desirable in a small plant. By careful attention the grease can be lowered to eight per cent on dry basis analysis.
—The use of stick in tankage drying adds greatly to the average ammonia content. Dried stick separately analyzed yields 15¹⁄₂ per cent ammonia, greatly increasing the value of the product in which it is used.
—This is a general name for the product sold to pig feeders for providing a nitrogenous element in their feeding. State Agricultural Departments and packers have been conducting campaigns for years introducing this as a feed. It is usually a No. 1 tankage made from freshly killed material and promptly dried. It is supposed to contain a stated protein content, which is really a multiple or unit[204] based upon its nitrogen content, 5.137 being the factor. Stick is used in the digester tankage and with benefit provided it is kept sweet.
In hog producing localities practically the entire output of tankage can be disposed of to the farmer for stock food purposes.
—The slime scraped from intestines in the casing department has a high ammonia value and should be collected and cooked in a manner similar to the method used in cooking blood.
—This operation consists of extracting the moisture from the tankage by means of air which is used as a vehicle to carry away the moisture. Various devices are employed for performing this function, such as barometric condensers, siphon tees, pipe condensers, and fan with air wash tower. There is some objection to all of these types, and each operator usually has some home-made device based upon experience. The fan is the more logical; it sweeps a large volume of air through the dryer by withdrawing it and passing it to the wash tower. The air carries away the moisture. To dry cheaply have a positive circulation of air through the dryer by keeping the inlet open, the fan attached to the air outlet connection. Single or multiple of dryers can be arranged on one fan.
—The principal apparatus in the fertilizer department is the dryer. Of these there are several types.
—In direct fire dryers, the tankage and flame produced by the use of oil, coke or coal, are introduced and passed through a cylindrical rotating machine similar to a cement dryer. The dried tankage is discharged at the opposite end from the feed, and the gases and moisture pass through a water spray and chimney to the air. It is practically impossible to operate a dryer of this type without producing an offensive odor in the surrounding territory and they are also considered hazardous from a fire standpoint.
—This type of dryer is shown in the illustration (Fig. 75) and is of the steam jacketed type. The barrel is stationary with a revolving shaft and extended arms carrying the tankage upward which falls back through the air.
[205]
—This dryer is also illustrated, Fig. 76, and is of the same type, except that the shaft is placed vertical and the revolving arms at right angle to the shaft device which accomplishes the same result.
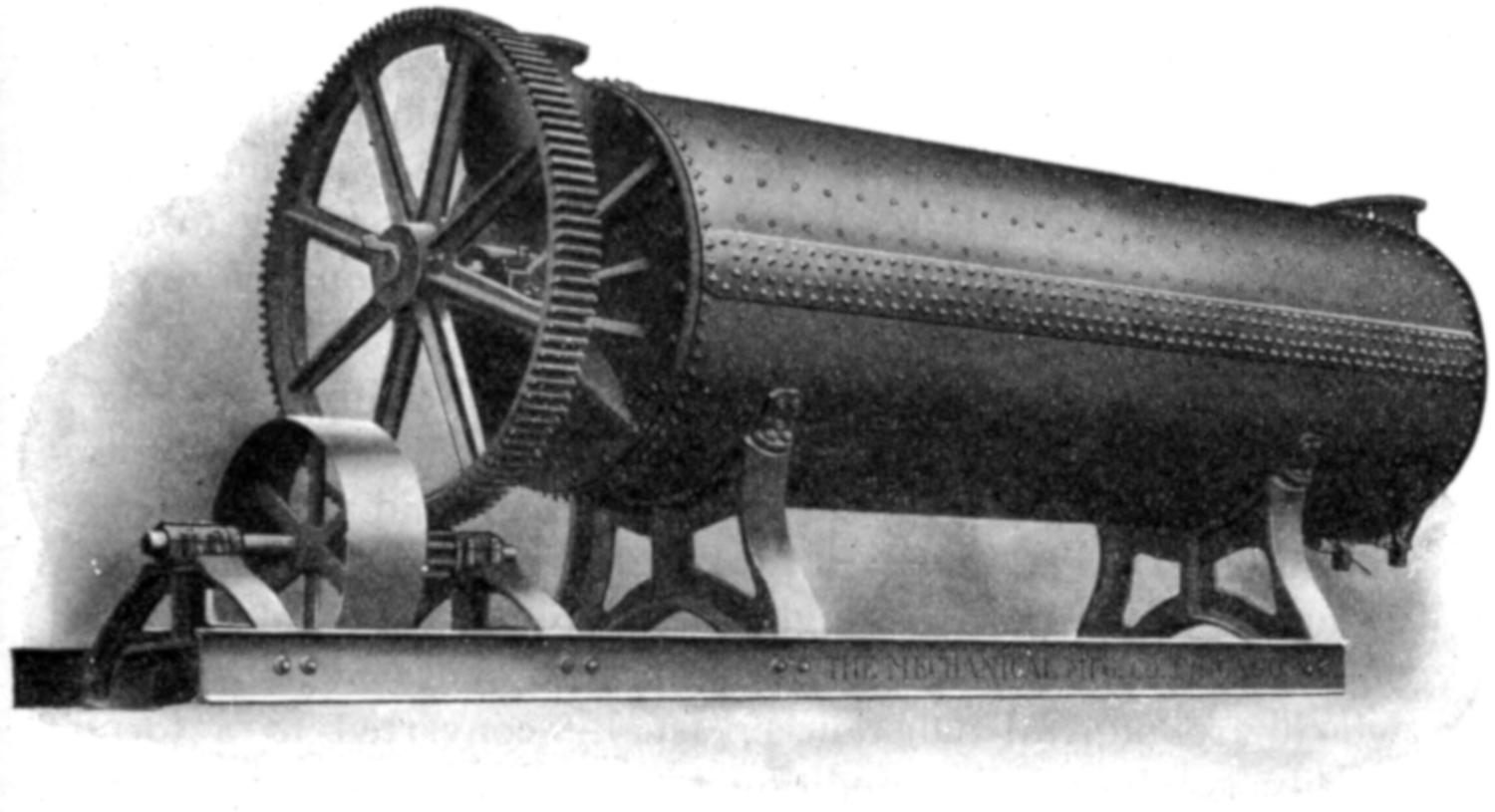
FIG. 75.—ILLUSTRATING THE SMITH TYPE OF DRYER.
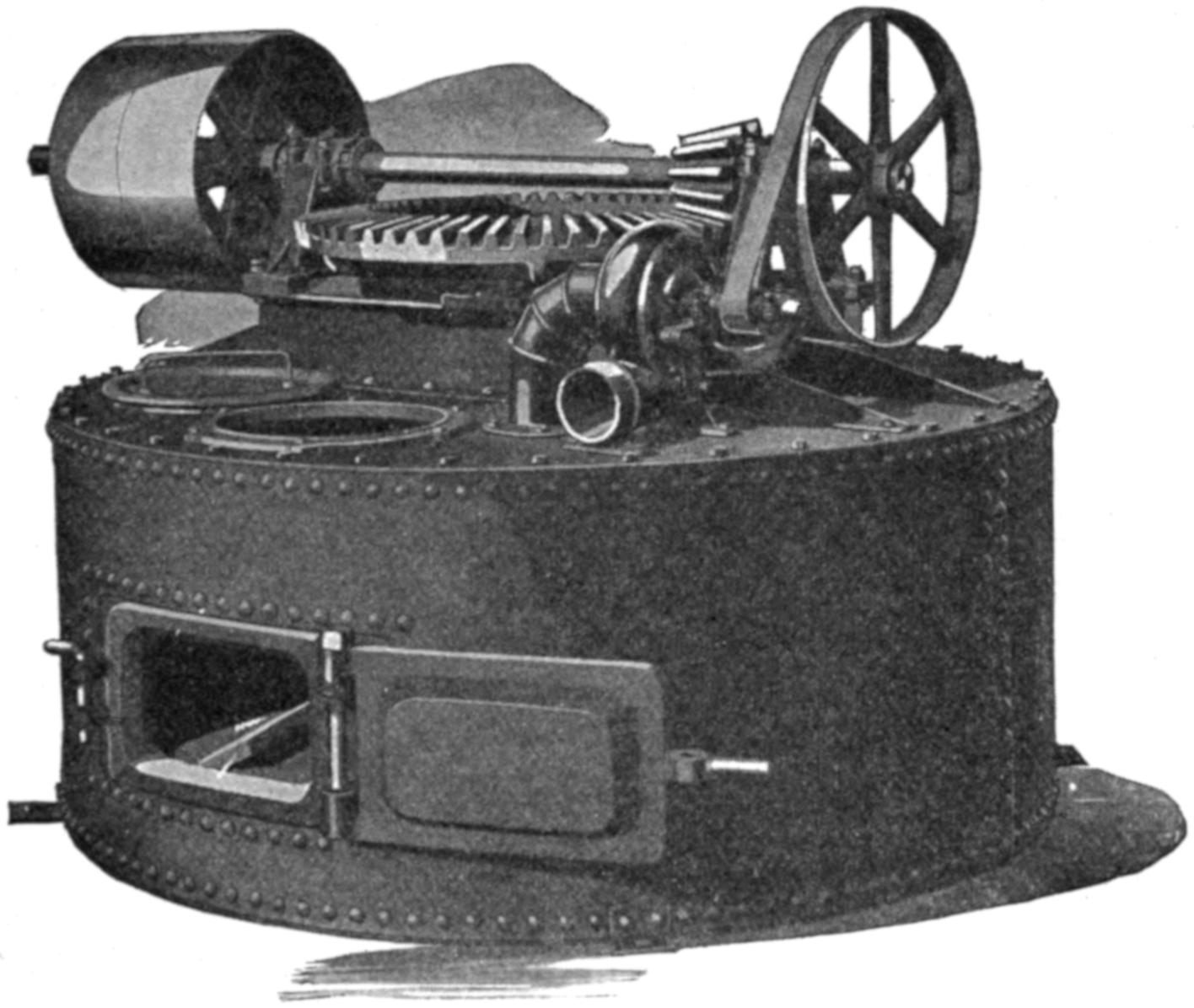
FIG. 76.—SHOWING THE ORD TYPE OF DRYER.
[206]
—In a charge type of machine where batches are placed in the machine and unit lots dried, the expense for drying seems to be per short ton, about as follows: Labor, $1.25 to $2.00; Dryer repairs, $0.75 to $1.25; Steam, variable. The item of steam is quite a large factor. In a well handled equipment, properly insulated, about ³⁄₄ of a pound of moisture can be extracted per pound of steam condensed in the jacket, when drying tankage, and ⁶⁄₁₀ of a pound when drying blood. The latter requires about twice as long to dry as tankage; in other words, the output per hour of dryer operation is about one-half.
—Commercial Fertilizer is the name generally applied to prepared or diluted mixtures thought to be best adapted for use on ground or for some special crop. The standard tankage as produced contains an ammonia content of from eight to twelve per cent and may be short in other ingredients such as potash and acid phosphate, which are mineral substances, usually converted to a form readily soluble, or in condition to be assimilated. Also the ammonia content is reduced to a moderation, the dilution being accomplished by the use of a filler, such as pulverized dried peaty soil, which has the advantage of carrying a certain quantity of humus or selected sand which serves a drill nicely.
—Most states have found it desirable to protect the purchaser by insisting that an analysis of the fertilizer be supplied with each shipment, indicating the content, the state then making sporadic analyses to see that it generally qualifies to the stated contents.
—The mixing materials used are:
Dried Tankage.
Dried Blood.
Bone Meal.
Steam Bone.
Acid phosphates, which is phosphate rock treated with sulphuric acid—a more or less complicated process—and which product is usually purchased by small works.
Muriate of potash, a substance known as kainit usually produced from mines in Germany, although some potash is being produced from sea weed in America.
[207]
—The following table will be found handy for changing the bone quantity into another term, as for example, wishing to know the per cent of nitrogen if ammonia be expressed:
CONVERSION FACTORS
| Multiply by | |||
|---|---|---|---|
| A | B | A to B | B to A |
| Nitrogen | Ammonia | 1.2158 | .8225 |
| Nitrogen | Nitrate of Soda | 6.0678 | .1648 |
| Nitrogen | Nitrate of Potash | 7.2170 | .1386 |
| Nitrogen | Protein | 6.2500 | .1600 |
| Ammonia | Nitrate of Soda | 4.9906 | .2004 |
| Ammonia | Nitrate of Potash | 5.9358 | .1685 |
| Ammonia | Protein | 5.1404 | .1945 |
| Ammonia | Sulphate of Ammonia | 3.8791 | .2578 |
| Nitrate of Soda | Nitrate of Potash | 1.1894 | .8408 |
| Actual Potash | Muriate of Potash | 1.5830 | .6317 |
| Actual Potash | Sulfate of Potash | 1.8500 | .5405 |
| Actual Potash | Nitrate of Potash | 2.1467 | .4658 |
| Actual Potash | Carbonate of Potash | 1.4671 | .6816 |
| Muriate of Potash | Sulphate of Potash | 1.1687 | .8557 |
| Muriate of Potash | Carbonate of Potash | .9268 | 1.0790 |
| Phosphoric Acid | Bone Phos. of Lime | 2.1850 | .4577 |
| Carbonic Acid | Carbonate of Lime | 2.2748 | .4396 |
[208]
Description of Beef Casings — Round Casings, How Made — Selection of Round Casings — Export Casings — Domestic Rounds — Beef Middles — Turning and Sliming — Inspection and Measuring — Beef Bungs — Bung Gut Skins — Beef Bladders — Beef Weasands — Packages — Salt — Cleanliness — Water Temperature — Machines for Casings — Hog Casings — Small Casings.
—Casing is a product made from the intestines of cattle, sheep and hogs. They are saved when animals are slaughtered in quantities sufficiently large to warrant the care and attention required. This was one of the products which was wasted where animals were slaughtered on a small scale. It is a product worthy of careful attention to its production in order that it be in a good, marketable condition.
Casings consist of round or small guts, middle or large intestines, bungs, weasands and bladders, these being the names of casings obtained from cattle. In the preparation of casings there are five essential points to be considered:
—Clear water and plenty of it.
—That they be handled promptly, otherwise they become discolored and color in casings has much to do with their value.
—That too hot water is not used so as to injure them.
—That the pieces are long and the casings are put up free from tearing or holes.
—Cleanliness and good workmanship.
—These are the small intestines and are taken from the edge of the ruffle by cutting with a knife. The running,[209] as this work is termed, is skillful work and care has to be exercised to avoid cutting. They should if possible be removed in two lengths. They are then stripped free from contents, and the clinging fat removed either by hand scraping or passing through a machine. It is essential that all the fat from the casing should be removed, as it is detrimental if left on. After they have been “fatted” they are put into a vat of water and “turned,” which process turns them wrong side out, exposing the internal part of the intestine. They are then put through a scraping-machine, which removes all the membrane. This operation is sometimes done by hand. When this work is completed it is only the muscular portion of the intestine that remains. After they are thus finished they are inspected either by examination in passing through the fingers or by air blowing, preferably the latter. The casings are measured into sets of 108 to 110 feet, green length. A standard set of rounds is supposed to measure 100 feet, but the larger measure is allowed as in the salting and curing they shrink so that when measured, cured, they will not exceed 100 feet. A set of rounds should not have to exceed five holes, or consist of more than five pieces, the less the number of either holes or pieces the more desirable.
After they are thus measured they are put in a salting box, where they are shaken up by hand so as to make all the salt possible adhere to them. They are then piled on an open truck or rack, so that all the water possible will drain off. Remaining in this condition for a day they are resalted and packed into tierces. It is necessary, in order to get the quantity of casings in a tierce to use pressure and press them tightly.
—Round casings are classified under several headings, namely, export, wide, narrow and domestic.
—The export rounds are reasonably narrow and absolutely free of knots. The knots referred to are those on the intestines chiefly found in the entrails of native cattle, or cattle that have been highly fed, and are objectionable to the foreign trade. They are packed 200 sets per tierce.
[210]
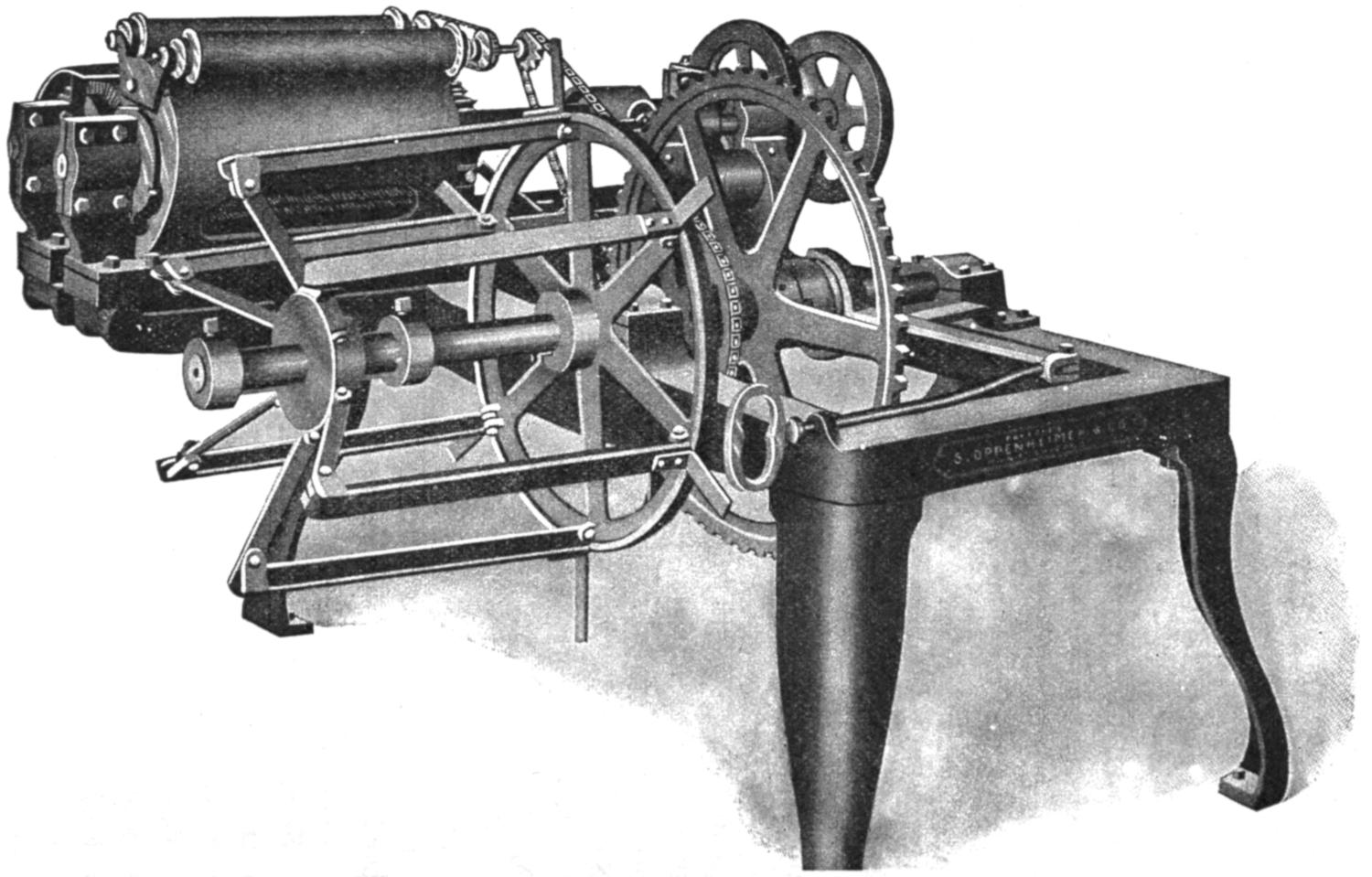
FIG. 77.—FATTING MACHINE FOR CASINGS.
[211]
—These are for domestic trade. They are wider and heavier than those exported. They are handled in the same manner, packed from 150 to 170 sets to the tierce, the difference in the number of the sets indicating that they are wider casings and not as carefully selected.
—After the ruffle has been pulled off the intestines, the middles are pulled apart, leaving all the fat that will adhere to them. The contents are washed by inserting a hose at the larger end, partially filling the casing and pouring the contents into a separate pipe leading to the catch basin. The workmen press the casing rather than strip it, as the latter method strips the fat and causes a considerable loss on account of fat carried to catch basin. The contents of the intestine washed out, the gut then goes to the fatter, who cuts off all the fat with a knife. It is very important to see that no fat is left on the casing. Any fat which may be left on the casing will detract from the appearance. It is usual after fatting, to scrape the casing with a wood scraper so as to remove any clinging tissue and fat.
—The casing is now turned, fatted side in, and when turned exposes the inner surface. This is hand or machine scraped and must be perfectly clean, inspection being made to ascertain this condition exists.
—It is best to inspect middle casings by air, at which time they are selected for wide and narrow standards, especially in the larger works. They are measured 62 feet to the set, allowance being made for shrinkage in salting, so that after they have been salted they will measure 57 feet, this being the standard commercial length per set. These are handled on the salting benches, etc., the same as rounds. They are selected as follows: They must be of prime quality, properly cleaned, slimed and salted, closely fatted, free from holes, good color and smell, no piece to be less than three feet in length, not more than one such piece in a set, and the thin end of the gut must be cut off. They should be assorted in accordance with requirements into—
| Narrows | Packed | 140 | sets to the tierce |
| Wides | Packed | 95 | sets to the tierce |
| Regulars (which means the medium casings) | Packed | 110 | sets to the tierce |
[212]
The salting and packing process is the same as described for round casings.
—These are the larger intestines and have one blind or closed end. They have an average length of four feet, but vary with the cattle size. The opening, where the small intestine connects with the large, should be in the center. The cleaning process is similar to other casings, except the scraping is done by hand work, or using a revolving washing machine.
Bungs, handled practically the same as the previously described casings, to be of good quality, full length, properly cleaned, slimed, salted and fatted, free from holes, reasonably free from scores and cuts and of good color. The regular run of these casings should be packed 400 pieces to the tierce, tied in bundles of five each.
—From the bung gut is often removed the membrane, known as “bung gut skins.” These are used by gold beaters. They are handled as follows: The bung gut skins should be started at the cap end, being careful to remove the skin for about four to six inches from the end of the cap, then remove same around the bung end, back of the cap end first, and next take off toward the open end, after the bung is skinned back as far as possible beyond the small intestine. The skins are thin and difficult to remove; there is no difficulty experienced, however, in getting them thirty inches or over in length. After the skin is removed it is placed in ice water, and, when well chilled, is salted thoroughly in the cap and outside. The object of putting the skin in ice water is to facilitate handling.
After they are thoroughly salted they are hung over a bar covered with a piece of burlap and allowed to hang for one or two days, until they are thoroughly drained, or dried. When dry each skin is separately handled, the loose salt shaken off, and examined for holes and fat and ragged ends. Holes near the edge of the skins can be cut out without materially injuring them. All fat on the edge and ragged ends should be cut off. After the skins have passed this inspection they should be spread full length and width on a table, one over the other, gathered in bunches of fifty, tied in the center[213] and packed in a tierce. Care should be taken in handling the skins not to let them come in contact with any iron as that will discolor them. Many casing men object to removing the bung gut skins, believing that it injures the casing. If they are handled carefully, however, the injury will not be more than five per cent.
—Bladders should be cut with a long neck and after they have been fatted should be blown up as large as possible and hung in a dry room to dry. After they are blown and dried, the necks are cut off and they are flattened out and packed in bundles of twelve each. The first grade consists of bladders fourteen inches in length, with or without necks. The second grade consists of bladders from eleven to thirteen inches in length with the neck. The third grade consists of bladders with or without necks, not under nine inches in length.
—After the meat has been removed from the outside the weasand is turned wrong side out, washed, both ends tied, and blown full of air. After they are blown with compressed air they are hung in a dry room, which should have a temperature of 110° to 120° F., and left there until thoroughly dried. They are then taken out, the ends cut off, the weasands put in bundles of twenty-five each, twenty bundles tied together into a large bundle, five or ten of these large bundles constituting a case. Regular weasands must be of prime quality, properly dried, entirely free from worms, and at least twenty-four inches long, allowing not over four pieces of shorter (same to be at least eighteen inches long) to the bundle of twenty-five. Two of such short ones will be counted as one full weasand.
Narrow weasands are those which, while being dried, have a weight of about three pounds hung on the end, drawing them out as long as possible, which has the tendency to make them narrow. These should not be blown as full of air as those not drawn. After they are dried they must be at least twenty-six inches long and from two to two and one-half inches in width when flattened out. Other conditions same as the regular weasands, except that they must be entirely free from skin worms and skin-worm marks.
[214]
—The packages used for beef casings are usually soft wood tierces, free from any stain such as occurs in an oak stave. A second-hand glucose tierce is preferable. They should be cleaned thoroughly before filling, by scraping free from any char, and then well washed.
—The salt usually used is the “No. 1 Fine” grade of evaporated salt. In first and second saltings the casings must be carefully covered, particularly at the points where the bunch is tied.
—It is difficult to properly describe the care necessary in every stage to insure clean casings. Water from inland or murky rivers should be settled of filtered to make clean, bright casings. Every particle of fat or fibre to which any sediment or stain can adhere makes a black spot upon the finished salted casings. There is perhaps no department where such scrupulous care is needed.
—Water used in cleaning casings should be about 90° F., in temperature, and kept uniformly so, until the casing has been turned and slimed, when it should be submerged and kept in cool water at a temperature of about 40° F., until passed to the salting boxes.
—Beef casing machines equipped with rice-root brushes are termed “fatting machines,” while those fitted with bristle brushes are termed “sliming machines.”
To process middle guts by machine, they are passed twice through a fatting machine, turned and passed three times through the sliming machine.
To process round guts they are passed through the fatting and sliming machines twice. To obtain the best results the brushes should run 1550 r. p. m. About three horse-power is required to operate a machine. Salt in the sliming water is an advantage.
—It is more difficult to describe the saving of hog casings. The first item is the removing of the bung which should be pulled carefully, and be as long as possible. The removal of the bung without scoring, breaking or cutting is a part of the slaughtering work and requires skillful[215] knife work to accomplish it properly. As soon as the bung gut is pulled it is stripped and trimmed carefully so as to not destroy the crown. The clinging fat is removed and the bung is then turned, after which they are classified and salted over night in a pickle for the purpose of curing. The following day they are bundled and packed in second-hand hardwood tierces. The grading is difficult to describe since the standards vary slightly. They are usually classified as No. 1, medium primes, and No. 2 quality.
The grading of hog bungs for export and medium primes require that they shall be full crown, free from cuts and scores, pulled full length, and when wind tested and blown to about the distention when stuffed, are measured eighteen inches from the crown:
| Exports | 1 | ¹⁵⁄₁₆ | inches diameter and over |
| Medium Prime | 1 | ³⁄₄ | inches diameter and over |
| No. 2 | Less than 1³⁄₄ inches diameter | ||
—The small casings are pulled from the set stripped and soaked over night to allow a fermentation or decay of the slime and muscle on the tissue. The length of time for the soaking and the fermentation are controlled by the workman. Soaking too long or too much heat rots the casing. Too little makes it difficult to properly clean. Water test each gut. This is an advantage since it washes each piece and locates all holes. At the same time the casings are selected for width. After selecting and cleaning in this manner the casings are put in bundles of equal size measured as to quantity. They are then well salted and placed upon draining benches to cure. After a period of from three to five days they are shaken free from salt, rubbed with new finely ground salt and packed in hardwood barrels. These barrels should be cloth lined after soaking several days, the water being changed every forty-eight hours.
The salting process is the trick in the casing business. Casings are usually sold on a free of salt basis, and are supposed to contain forty per cent salt, this quantity being allowed. On shaking, at times, they will show sixty per cent, therefore it behooves the buyer or seller to be on guard.
Machines are used for passing the casing through for removal of muscle and slime. In these, rapidly revolving[216] knives or scrapers fitting closely to a roller, perform the process. The casings after passing through the machines are handled by hand, each piece being scraped while on a board and any holes that may appear being cut out, as well as ragged ends cut square.
The average yield in hog casings is usually one-quarter pound per hog. It takes close attention to develop this quantity.
[217]
Beef Miscellaneous — Livers — Sweetbreads — Beef Hearts — Tails — Weasand Meat — Beef Tongues — Washing — Hanging — Trimming — Curing — Freezing — Surplus Rounds — Stripping Beef Hams — Formulas for Curing — Smoking — Tests — Glass Jar Beef — Beef Trimmings — Barrel Beef — Tripe — Cleaning Tripe — Pickling — Cost of Production.
—The rising value of all flesh foods makes it imperative to carefully conserve all kinds of products and this chapter is devoted to a description of the care and handling of these products.
—There is no edible part of the animal which becomes stale as quickly as the liver. The large proportion of water in its makeup together with the presence of blood and the residual matter from its function in the body all contribute to this rapid decay, and only by the most careful attention will they keep a very great length of time unless they are frozen. The vital point in handling livers successfully is to promptly send them to a proper cooler.
As soon as they are taken from the animal they should be trimmed, care being taken that in cutting the gall bag from the liver they are not contaminated with gall, the trimming consisting of cutting around the lower lobe so as to permit the blood contained therein to drip out.
The cooler in which they are stored should be of the same character as a beef cooler with an overhead loft and a positive and good circulation. The livers should be separated so that warm ones will not come in contact with cold ones. The temperature of the cooler should be about 32° F. In hanging,[218] the cooling racks are preferably metal, frequently cleansed by scalding and should be arranged so that livers do not drip on those below.
At certain times of the year it is profitable to freeze them for the winter trade. Where this is done it will be found that if they are first properly dried and chilled, they freeze in much better condition than if put into the freezer when they are full of moisture. They should be frozen at a temperature as near zero Fahr. as possible, for if frozen quickly they retain their natural color, whereas, if they are put into a higher temperature and the freezing is delayed, they will have a dark appearance when thawed.
—This is a delicate piece of meat and practically the only one in the packing house that improves by being kept in water. The sweetbread should be cut out before the animal is stuck, thereby avoiding their becoming bloody and discolored. After washing and fat is trimmed off, they should be put in ice water in the coolers and held over night; the next day they are ready for shipment and should be packed in cracked ice.
If they are to be frozen they should be allowed to drain properly before placing them in the freezers. A low temperature is very essential for the preservation of sweetbreads, in order to obtain the best possible appearance. When frozen quickly they retain a bright appearance when thawed. If they are frozen slowly they turn slate color when thawed and have an undesirable and unwholesome look, which operates against their being disposed of to advantage.
Western or range cattle, yield a very small proportion of sweetbreads, they being undeveloped by the animal when living in their natural state. Cattle which have been fattened in feed lots, however, yield much larger sweetbreads.
—This piece of meat is generally used in sausage and canning, largely in the former. The hearts after being taken from the animals are trimmed and washed and should be hung in a cooler where there is a temperature of from 33° to 36° F. After they are thoroughly chilled they are used for sausage purposes, either fresh or cured.
—There is little to be said on the handling of tails,[219] except that they should be kept clean, for if handled carelessly and allowed to become stained it is impossible ever to get them clean afterward, and it is always preferable not to wash them, as this has a tendency to discolor them when chilled. If they are to be frozen they should be put into the freezer under a low temperature in order to have them come out in desirable condition.
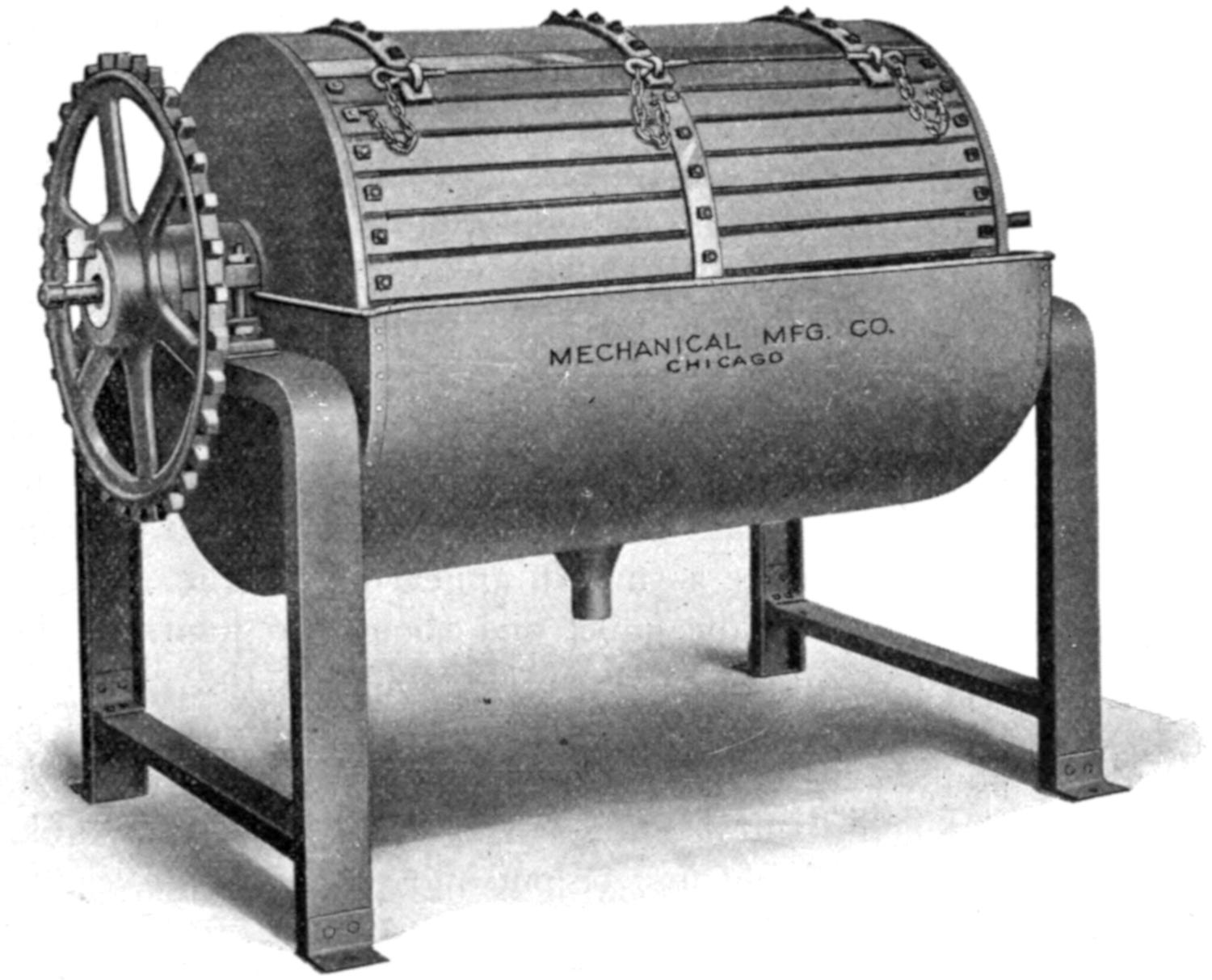
FIG. 78.—MECHANICAL WASHER.
—This is a meat taken off the weasands. It is a low grade of meat and is at times “tanked” rather than saved. When cured it should be packed in tierces, and to a tierce of 400 pounds sprinkle through thoroughly a mixture of twenty pounds of salt and one pound of saltpetre. The goods should be held in storage at from 36° to 38° F. during the process of curing.
—The tongue should receive careful attention from the time it is taken out of the head, until it is cured. In taking the tongue out of the head it should be left smooth on the bottom, leaving on all fat. It should be cut close to[220] the jaws, taking off with it all fat possible, as it is worth much more on the tongue than if left on the head.
—The tongue should be thoroughly washed in warm water, say at 80° F., as soon as taken from the head. Mechanical washers like that shown in the accompanying illustration, Fig. 78, are frequently used to good advantage. Immediately upon washing they should be chilled in clean, cold water, when they are hung to drip and then sent to the cooler.
—In hanging, the tongue should be suspended from a hook at the point where the tongue was attached to the jaw bone and the tip also fastened upon the same hook. This gives the tongue a compact appearance, but if it is hung up by the point alone when warm, its own weight stretches it out of shape, and it never looks as well as when hung as described. Tongues should be hung in a temperature of from 32° to 34° F. for forty-eight hours.
—Tongues are selected for trimming into short and long cuts. In trimming, the side bones should be cut equally and the side meats cut with a long knife and a draw movement so as to make a smooth appearing tongue. “Long cut tongue” means that the gullet and about two joints of the windpipe are left on. In “short cut tongue” the gullet is entirely cut away. Long cut tongue should average not less than five pounds in weight. The trimmings are retrimmed, the lean parts being suitable for sausage and the fat for tank.
—They should first be put into a plain pickle, eighty degrees strong, at a temperature of 38° to 40° F. for twenty-four hours. This is done to remove all the saliva from the tongue, which has the effect of making the pickle “strong,” if the tongues are put direct into the curing pickle.
After treatment with plain pickle they are put into a sweet pickle to be cured, the sweet pickle consisting of 280 pounds of salt, English salt being preferable, to which is added ten pounds of saltpetre and twenty-four pounds of sugar to each 160 gallons of water. This should be stirred well to insure thorough dissolving of the ingredients. The tongues are then put into barrels, hogsheads or vats, as the case may be, and sufficient pickle put on to submerge them. At the end of five days they should be shifted from one package to another, and at the end of fifteen days they should be rehandled,[221] this being done to bring the pickle into thorough contact with the different pieces. Tongues should be fully cured at the end of thirty days, ready to smoke, or for shipment. When tongues are packed in barrels, after being fully cured, they should be packed, 202 pounds to the barrel, filling the package up with the same pickle in which they were cured. They are then ready for shipment. Tongues readily become excessively salty if allowed to remain in cure too long. It is desirable to have them “off cure” about as wanted.
—As there is an increased demand for tongues in the warm months over any other part of the year, it is advantageous to hold them frozen until the demand develops. In freezing it is necessary that they should be put in a very low temperature and frozen quickly, as if handled otherwise it has a tendency to give them an undesirable color when cured. They can be thawed, cured, and smoked as required.
—The following is a test on tongues thus handled, showing the percentage of shrinkage, freezing, curing and smoking:
TEST ON FREEZING BEEF TONGUES.
| Lbs. | Per cent. |
||
|---|---|---|---|
| Weight of twenty-five 5¹⁄₂-lb. beef tongues to freezer | 140 | ||
| In freezer one week—weight | 138 | ||
| Freezing shrinkage | 2 | = | 1.43 |
| Taken from freezer to leacher—weight | 138 | ||
| Leached twenty hours in city water—weight | 144 | ||
| After leaching, drained twelve hours—weight | 142 | ||
| Gain leaching from frozen to drained weight | 4 | = | 2.90 |
| Gain leaching from green to drained weight | 2 | = | 1.43 |
| After leaching—pickled—weight to pickle | 142 | ||
| Rubbed in salt and packed in bbls. with seventy-deg. pickle to remain for forty-five days; overhauled in forty days, and five days later dumped at forty-five days weight | 141 | ||
| Drained eight hours—weight | 139 | ||
| Shrinkage from green to cured—drained weight | 1 | = | 0.71 |
| Shrinkage from leached to cured—drained weight | 3 | = | 2.11 |
| Weight from cellar to smoke house | 139 | ||
| Smoked fifteen hours—average temperature, 116° F.—smoked weight | 117 | ||
| Shrinkage to smoked from green weight | 23 | = | 16.43 |
| Shrinkage to smoked from leached weight | 25 | = | 17.60 |
| Shrinkage to smoked from cured weight | 22 | = | 15.82 |
[222]
—Where cattle are cut in large quantities it is almost impossible to sell the rounds fresh, there being comparatively small demand for round steak. It is necessary to use this particular part of the meat in some other product, which is done by making what is known as “beef hams.” The very light rounds, or rounds out of canning cattle, are generally used for canning purposes, they being too light to suit the trade for “beef hams.”
—In preparing “beef hams” the rounds are cut by what is known as the “packing house cut,” which leaves a piece of meat from the rump on the round, as compared to the ordinary cut. This piece is what is known as the “knuckle” piece of the set. Rounds cut this way are considered regular. When rounds, cut for market purposes, are stripped, they are known as short knuckled rounds and are not accepted as regular.
Before the round is stripped, the fell, or covering, is skinned off, and the seam of the knuckle followed around by the knife, cutting clear to the bone. The round is hung on a hook and an incision made just above the stifle joint and the knuckle piece peeled from the bone. The round is then turned on the hook and opened to the bone, making what is known as the “inside-and-outside piece” of the round.
In opening the round, what is known as the “kernel fat” should be equally divided. These three pieces are what is known as regular beef hams when packed in sets. When separated they are known as “insides,” “outsides” and “knuckles.” These hams are cured and smoked and are sold at retail as dried beef, the largest sale for this kind of meat being in warm weather. The piece that is left is the shank.
—On the manner in which beef hams are cured depends, to a great extent, their sale. The object in curing is to have them not too salty, thoroughly cured through, and of a bright and attractive color when smoked.
The hams when cut from the cattle should be either spread out or hung up in a room held at a temperature of from 33° to 35° F., for twenty-four hours, thereby insuring proper chilling. They are then best cured in vats holding 1,000 pounds each; many, however, cure them in tierces or barrels.
[223]
—Two formulas for the pickle follow:
—To 1,500 gallons of 80-degree strength pickle, add 300 pounds granulated sugar, 105 pounds saltpetre. Where a smaller amount of pickle is wanted make it proportionately. As the meat is packed in vats, sprinkle in a little fine salt. The vat should then be filled with above pickle, and a rack and weight put on to keep the meat submerged. The hams should be overhauled three times, first in ten days, again twenty-five days later and again forty days after the second overhauling. Beef hams should be considered fully cured in from seventy-five to eighty-five days. If cured in tierces or barrels, they should be rolled at the same periods as in the case of overhauling in the vats, giving the pickle a chance to thoroughly reach all parts of the meat.
—Another formula used extensively, where beef hams are packed and cured exclusively in barrels, is as follows: Dissolve 150 pounds of saltpetre in hot, 88-degree pickle, made from Ashton or dairy salt, a sufficient amount of pickle being used to make fifty-two gallons when dissolved. It is necessary to heat the pickle in order to dissolve this amount of salt. Add 450 pounds of granulated sugar and sufficient cold 88-degree pickle to make 200 gallons of the finished solution. This is then chilled to a temperature of 40° to 45° F. One gallon of this solution is put into each barrel before commencing to pack the meats.
When packing the meat in barrels, use twenty-three pounds of Ashton, or dairy salt, sprinkling between the layers as they are put in. When the barrel is needed, water at a temperature of 40° to 45° F., barrels to be rolled in ten, thirty and fifty days after being packed. They should be stored in a temperature of from 38° to 40° F. if they are to be used in ninety days. If they are to be held for five or six months they should be kept at a temperature of 35° to 39° F. for the first thirty days and thereafter at a temperature of from 28° to 29° F. until used. Meats cured with this formula will be found to have a very good color and flavor and at the same time will not be too salty. In putting the meat in packages, pack 215 pounds green weight per barrel.
[224]
—The smoking of beef hams is treated in the chapter on the Smoke House.
—The following are three smoking tests on regular beef hams, given to illustrate yields in the finished product from a sample lot of each cut:
| REGULAR OUTSIDES FOR SHIPMENT. | ||||
| Packed | Wt. lbs. |
Per cent. |
||
|---|---|---|---|---|
| Twenty-three tcs. dry packed 449 lbs. each, marked weight 440 lbs. each | 1,127 | pcs. | 10,327 | |
| Twenty-three tcs. dumped to smoke, actual weights | 1,127 | pcs. | 10,215 | |
| Pounds loss while in storage | 112 | |||
| Per cent loss while in storage | .0128 | |||
| Culls not smoked | 44 | pcs. | 235 | |
| Actual weights to smoke | 1,083 | pcs. | 9,980 | |
| Smoked weights | 1,083 | pcs. | 7,099 | |
| Shrinkage in smoking | 2,881 | |||
| Per cent shrinkage in smoking | .2887 | |||
| Smoked 108 hours, temperature 112° to 128° F. | ||||
| REGULAR INSIDES FOR SHIPMENT. | ||||
| Packed | Wt. lbs. |
Per cent. |
||
| Sixteen tcs. dry packed, 449 lbs. each, marked weight 440 lbs. each | 497 | pcs. | 7,184 | |
| Sixteen tcs. dumped to smoke, actual weights | 497 | pcs. | 7,027 | |
| Pounds loss in storage | 157 | |||
| Per cent loss in storage | .02119 | |||
| Culls not smoked | 8 | pcs. | 73 | |
| Actual weights to smoke | 489 | pcs. | 6,954 | |
| Smoked weights | 489 | pcs. | 5,351 | |
| Shrinkage in smoking | 1,603 | |||
| Per cent shrinkage in smoking | .2304 | |||
| Smoked ninety-six hours, temperature 112° to 124° F. | ||||
| REGULAR KNUCKLES FOR SHIPMENT. | ||||
| Packed | Wt. lbs. |
Per cent. |
||
| Eight tcs. dry packed 408 lbs. each, marked weight 400 lbs. each | 389 | pcs. | 3,264 | |
| Eight tcs. dumped to smoke, actual weights | 389 | pcs. | 3,190 | |
| Pounds loss in storage | 74 | |||
| Per cent loss in storage | .0227 | |||
| Culls not smoked | 1 | pc. | 4 | |
| Actual weights to smoke | 388 | pcs. | 3,186 | |
| Smoked weights | 388 | pcs. | 2,388 | |
| Shrinkage in smoking | 798 | |||
| Per cent shrinkage in smoking | .2505 | |||
| Smoked ninety-four hours, temperature 112° to 128° F. | ||||
[225]
—A great deal of dried beef is put up in glass jars under a vacuum, as well as in tin cans. Beef handled in this manner is cured by formulas given, but in smoking it is handled somewhat differently, being smoked less and dried more, it being necessary to have all the pickle and moisture evaporated from the meats to insure keeping.
After the meat has been handled as described it is generally put in smoke houses equipped with steam coils, the heat brought up to 110° to 120° F., and left to dry from three to four days. It then shows a shrinkage anywhere from 35 to 42 per cent. It is necessary to dry beef in this manner in order to make it keep satisfactorily when put in cans.
The following test will show the shrinkage of this product when smoked in the manner described above for canning purposes:
SHRINKAGE OF SMOKED DRIED BEEF HAMS.
| Packed | Wt. lbs. |
Pct. | ||
|---|---|---|---|---|
| Thirty-two tcs. beef hams, four months old, weight to smoke | 1,461 | pcs. | 12,542 | |
| Smoked weight | 1,461 | pcs. | 7,254 | |
| Shrinkage in smoking | 5,287 | |||
| Per cent shrinkage in smoking | 42.15 | |||
| Smoked eleven hours; temperature 112 degrees F.; hanging in house to dry, seventy-two hours. |
||||
—In the slaughtering of live stock in large numbers there is an accumulation of trimmings which has to be cured for the sausage room or canning department, as the case may be. The following formula will serve for the curing of beef, pork and sheep cheek meat and hearts, hanging tenderloins and other meats for sausage and canning purposes:
To 1,100 gallons of seventy-degree pickle dissolve seventy-nine pounds saltpetre. Use this pickle for the curing of beef cheek meat, pig snouts, pork cheek meat, sheep cheek meat, ox-lips, beef hearts, etc. This material is usually cured in vats and should be overhauled in five, fifteen and thirty days after being packed. If freezer space is available it is preferable to box it in convenient sizes and to freeze it, using it as a fresh product, when thawed.
—Barreled beef, graded as described, in a previous chapter, is usually packed in barrels, using a plain[226] pickle fully saturated. It is cured in the packages with a pickle of the following formula, for plate beef, rump butts, briskets, clods, and all trimmings of a similar character:
To 1,500 gallons of 100-degree strength pickle add ninety-eight pounds of saltpetre. It will be found necessary to dissolve the saltpetre before putting it into the pickle. Store in a cellar at 38° F. temperature. Repack with capping salt at time of shipment if for long exposure.
—Tripe is an article for which there is a large demand in the eastern states, comparatively little of it being consumed in other states, while there is not a very great foreign demand. It is made from the stomachs of cattle and is a very wholesome and nutritious dish. It is also being used extensively in sausage.
—The stomach after being made empty is thoroughly washed in such a manner or with such devices as to permit of removing all manure from the inside surface. After it is thoroughly washed, put into a kettle, or vat, scalded, the temperature of the water being from 140° to 160° F. After a few minutes immersion the inside lining of the stomach may be easily removed. When sufficiently scalded it is scraped, leaving a clean, white surface. After scraping it is put into a vat and boiled for about three hours, or until it is tender. It is then put into cold water and chilled, the fat from the seams is removed and the “finishing process” begins, first scraping off all the loose fat with a sharp scraper and then removing a membrane on the outside of the stomach, which, when worked carefully, comes off, leaving the “tripe” perfectly clean and free of any fat, etc.,—the tripe being the muscular part of the stomach.
—It should first be put into a 45-grain vinegar pickle for ten to fifteen hours. After it has been submitted to the first pickling it is ready to be put into barrels and the vinegar in which it was first pickled should be strengthened with full-strength vinegar, making it again 45-grain, when it is packed in barrels and should be held in a temperature of from 45° to 50° F.
There is a remarkable gain in tripe if properly handled. A barrel of tripe packed at 135 pounds, at the end of three weeks, will weigh out 200 pounds and sometimes as high as[227] 215 pounds. The tripe absorbs the vinegar, and it is essential in storing tripe that it be kept at a temperature so this absorption can take place, if it is kept in too cool a temperature it will not take up the vinegar as it should, consequently the gain will not be found when the package is opened.
The following test will show the gain in a barrel of honey-comb and a barrel of plain tripe, one barrel of each being packed in 45-degree vinegar and one barrel of each in 60-degree vinegar.
TEST PACKING TRIPE HOT DIRECT FROM FINISHING TABLE.
| Lbs. | Per cent. |
||
|---|---|---|---|
| One barrel honey-comb, 45-degree vinegar, 95 pcs. packed weight | 125 | ||
| Held in cellar for two weeks and unpacked, weight | 227 | ||
| Gain | 102 | = | 81.60 |
| Drained over night on racks, weight | 183 | ||
| Loss draining from pickled weight | 44 | = | 19.38 |
| Gain to drained weight from packed weight | 58 | = | 46.40 |
| One barrel honey-comb, 60-degree pickle, ninety-three pcs. packed, weight | 125 | ||
| Held in cellar for two weeks and unpacked, weight | 227 | ||
| Gain | 102 | = | 81.60 |
| Drained over night on racks, weight | 194 | ||
| Loss draining from pickled weight | 33 | = | 14.53 |
| Gain to drained weight from packed weight | 69 | = | 55.20 |
| One barrel plain, 45-degree pickle, thirty-nine pcs. packed weight | 125 | ||
| Held in cellar for two weeks and unpacked, weight | 193 | ||
| Gain | 68 | = | 54.50 |
| Drained over night on racks, weight | 182 | ||
| Loss draining from pickled weight | 11 | = | 5.70 |
| Gain to drained weight from packed weight | 57 | = | 45.60 |
| One barrel plain, 60-degree pickle, thirty-eight pcs. packed weight | 125 | ||
| Held in cellar two weeks and unpacked, weight | 201 | ||
| Gain | 76 | = | 60.80 |
| Drained on racks over night, weight | 184 | ||
| Loss draining, from pickled weight | 17 | = | 8.45 |
| Gain to drained weight from packed weight | 59 | = | 47.20 |
| Temperature all pickle when put on tripe 65° F. Temperature cellar, from 50° to 52° F. |
|||
—The expense of saving tripe is shown in the following table illustrating the cost of 100 tripe, including packages and vinegar:
[228]
TEST ON 100 TRIPE FINISHED.
| 100 regular bellies | 2,053 | lbs. | average weight | 20.53 | lbs. |
| Honey-comb | 400 | lbs. | average weight | 4.00 | lbs. |
| Plain | 1,653 | lbs. | average weight | 16.53 | lbs. |
Debits:
| 5 barrels | $0 | .80 | each | = | $4.00 |
| 75 gallons 45-grain vinegar | .02¹⁄₂ | per gallon | = | 1.88 | |
| 100 bellies | .1309 | each | = | 13.09 | |
| Labor and expense | 1 | .08 | per cwt. finished | = | 7.13 |
| Total | $26.10 | ||||
Credits:
| Scrapings to tank | 312 | lbs. | |||||
| Yield tallow | 15 | lbs. | $0 | .0525 | per lb. | $0.79 | |
| Yield dry tankage | 75 | lbs. | 14 | .00 | per ton | .53 | |
| Trimmings to tank | 200 | lbs. | |||||
| Yield tallow | 8 | lbs. | .0525 | per lb. | .42 | ||
| Yield dry tankage | 5 | lbs. | 14 | .00 | per ton | .04 | |
| Seam fat—finishing bench | 83 | lbs. | |||||
| Yield oil | 25 | lbs. | .1035 | per lb. | 2.59 | ||
| Grease from cooking into oil | 75 | lbs. | .6850 | per lb. | 5.14 | $ 9.51 | |
| Total cost | $16.59 | ||||||
| Cost per barrel, 135 lbs., $3.31 per cwt., fresh, loose, $2.51. Green weight, 1,653 pounds; scraped, 1,333 pounds; cooked, 933 pounds; finished, 660 pounds. |
|||||||
[229]
Increased Production of Sheep — Penning — Dressing by Piece Method — String Gang — Sheep Ring — Sheep Dressing — Legging — Pelting — Methods of Finishing — Washing and Its Effect — Chilling — Lamb Tongues — Pickled Lamb Tongues — Lamb Tongue Tests — Slaughtering Calves — Heads and Feet.
—The increased consumption of mutton has been marked in this country in the last twenty-five years. Prior to that time, while there were many sheep raised, mutton, except in the large centers, was comparatively little used. The packers being able to obtain sheep in large quantities at live stock centers, and with their superior distributing facilities, soon created a demand for mutton at points where previously there had been little demand. As a consequence there has been a large increase in the production of sheep and consumption in this country.
It is a meat for which many must acquire a taste, but it is very healthful and nutritious. At the central abattoirs, where government inspection is in force, comparatively few diseases, or few diseased sheep, are found, this particular kind of live stock proving to be much healthier than either cattle or hogs.
—Sheep should always be kept in dry pens before killing, for if their fleece is allowed to become dirty, it is practically impossible to prevent the meat from becoming stained. Where the sheep get wet and muddy it is found of great advantage to hold them for a time in pens with two to four inches of dry sawdust on the floor, this sawdust having the effect of cleaning and drying the legs and under part of[230] the body so that after slaughtering, when the pelt is removed, the meat may be kept much cleaner than otherwise.
—The dressing of an individual sheep, “round dress,” as commonly performed is such a simple process that one would naturally ask why change.
In the economic use of labor about the modern packing house, probably no other department can show the benefit of modern methods to greater advantage than in sheep slaughtering. The effects of this division are first, economy, and second, better workmanship. It is natural that a man performing one particular operation day after day becomes more expert than if he were doing various kinds of work.
—Formerly sheep were slaughtered largely on a piece-work basis, one man dressing the sheep throughout. With the modern method each man does one particular part of the work, becoming very quick and expert in his line.
In Fig. 79 a string gang at work killing and dressing sheep is shown. A gang sufficient to handle 300 sheep an hour should have at least thirty-six to forty sets of hooks, or, in other words, facilities for working on thirty-six to forty sheep at one time on the dressing rails.
—An early type of “sheep rings” is shown in the accompanying drawing, Fig. 80. The principles formerly in use are now modified to the extent that an endless conveyor is substituted for the stationary dressing beams, the output being increased. Some additional beneficial features are added, namely the use of a wheel hoist which is substituted for the friction hoist. In a space 80 × 32 feet in size, 2,000 sheep per day can be handled readily by means of the complete ring method. The sheep are hoisted with a double shackle, two at a time, and the work is continuous from there on until they are dressed, the sheep never touching the floor again, which means a great saving of labor over the old way of handling sheep by hand entirely. This diagram illustrates the different processes in the arrangement, it also gives height of rails, trucks, spreaders and hooks used on the different rails. Wherever a volume of thirty sheep per hour or over are being slaughtered a saving can be effected by adopting this method of handling.
[231]
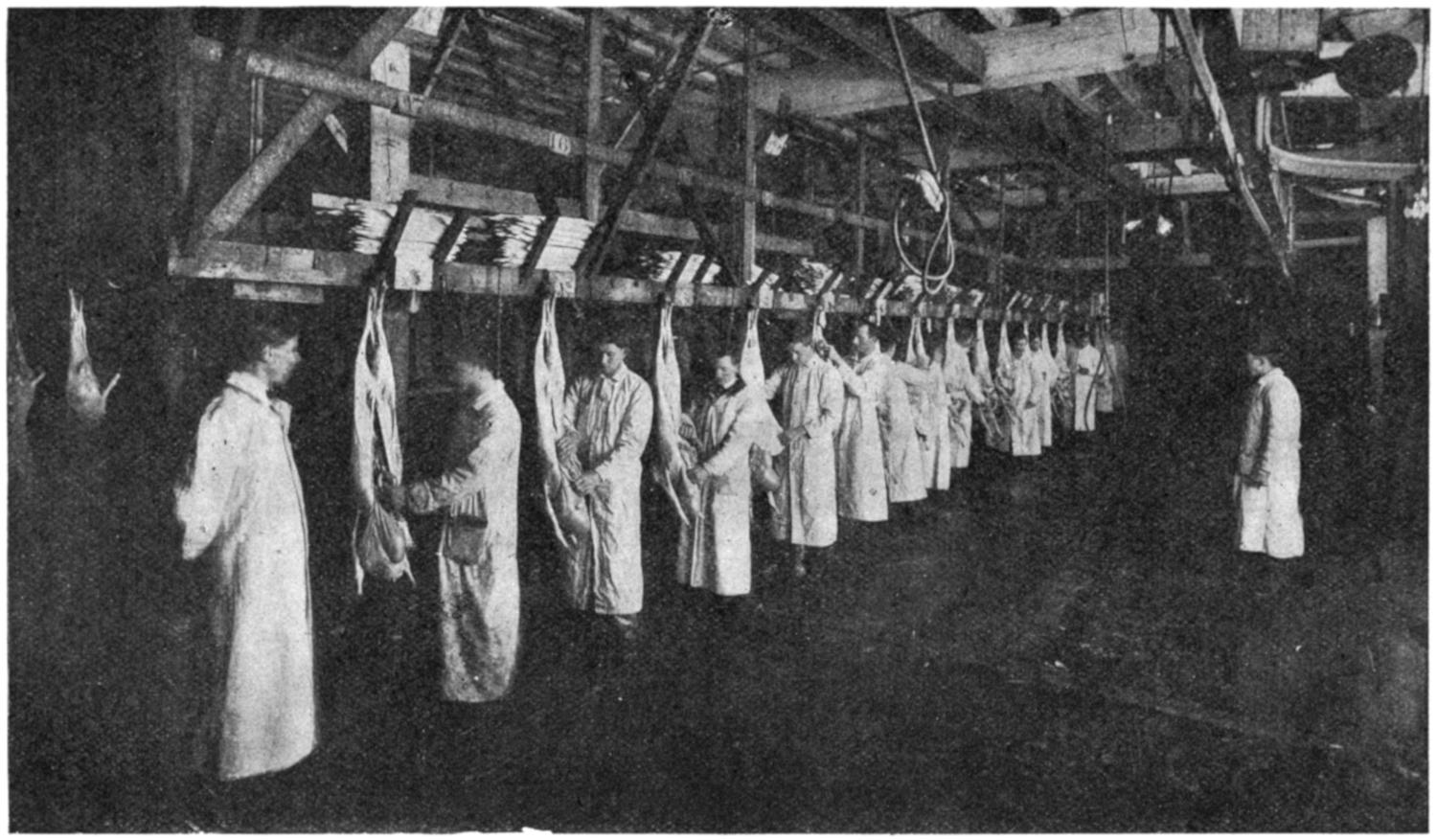
FIG. 79.—VIEW OF A “STRING GANG” AT WORK KILLING AND DRESSING SHEEP.—CONVEYORS ARE NOW SUBSTITUTED.
[232]
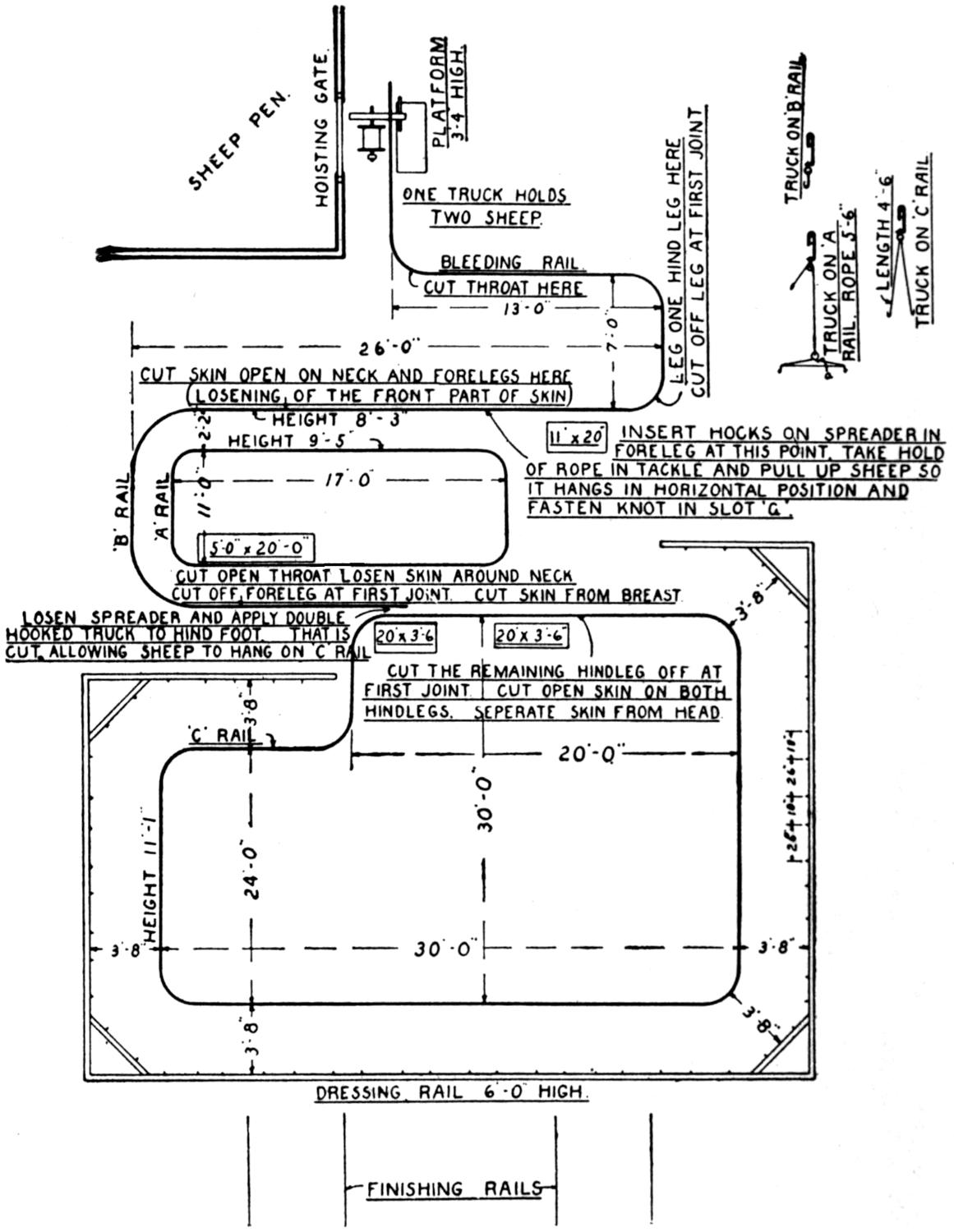
FIG. 80.—DIAGRAM SHOWING ARRANGEMENT FOR SHEEP KILLING AND DRESSING WITH “STRING GANG.”
In Fig. 101 is shown how the hogs are handled by means of a wheel hoist, two at a time, and hung on the sticking rail. Likewise where sheep are killed in large numbers, it is advantageous to hoist two at a time, the shackle being modified. The men shackling become very expert and can shackle two in practically the same time that they can one, and if a gang are running on a capacity of five hundred per hour, it will be seen that considerable time is gained by doing it in this manner.
[233]
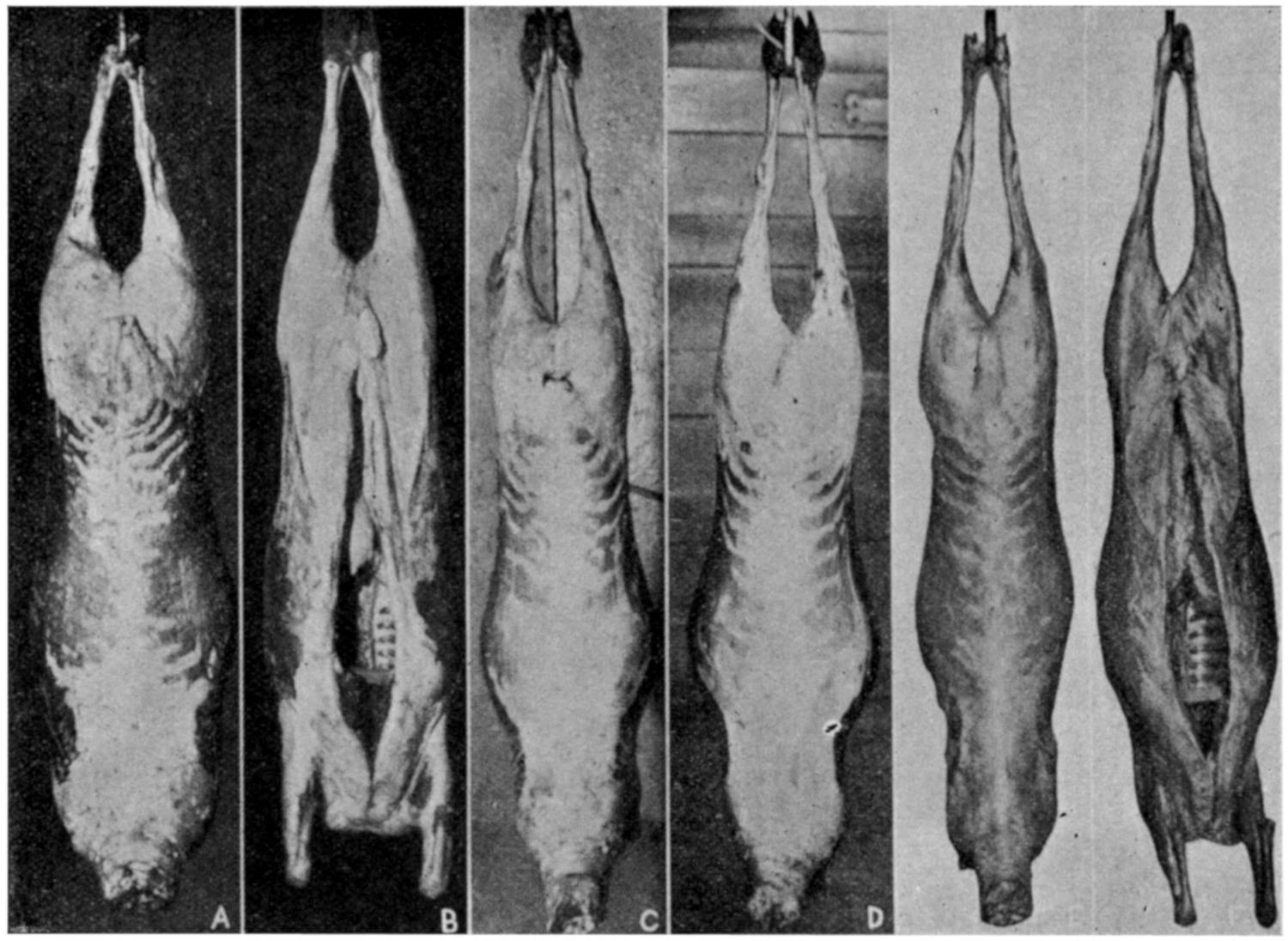
Choice.
Good.
Medium.
Common.
FIG. 81.—WETHERS.
[234]
—In the dressing of sheep the following suggestions will prove advantageous in turning out work with the best results, whether the sheep are dressed by day work, one man dressing them throughout, or whether they are handled by a string gang.
—This consists in opening up the skin around the legs and center of the body. In doing this work care should be taken that the skin be opened up as little around the necks and butts as possible, for wherever the skin is removed in the legging there is more or less stain on the meat, which it is impossible to wash off.
—In removing the pelt from the carcass care should be taken that the “fell” is not broken in any part, for wherever this is broken, the meat will show the effect of age, and will present a very unsightly appearance. The removal of the skin over the brisket is important.
—This is a part of the work which is very hard to describe, as the dressing at different points varies to such an extent that there are hardly two large cities where the methods are alike, especially in the case of lambs. Generally speaking mutton is “round dressed,” using no back sets and not using the caul. Lambs are dressed according to localities, some round dressed, same as mutton, others with double back sets and the caul on, others with single back sets and the ribs broken and still others with inside sets, in every instance the caul being left on. The photograph illustrates dressings for various American markets.
—When the mutton is run immediately into a well-built refrigerator where the proper circulation and temperatures can be maintained, there is no danger in using an excess amount of water in the washing. A wash cloth made of ten to fifteen thicknesses of very loosely woven cheese cloth quilted together, makes an excellent cloth with which to wash sheep. This, in connection with plenty of hot water, will give a bright and attractive appearance to the meat.
[235]
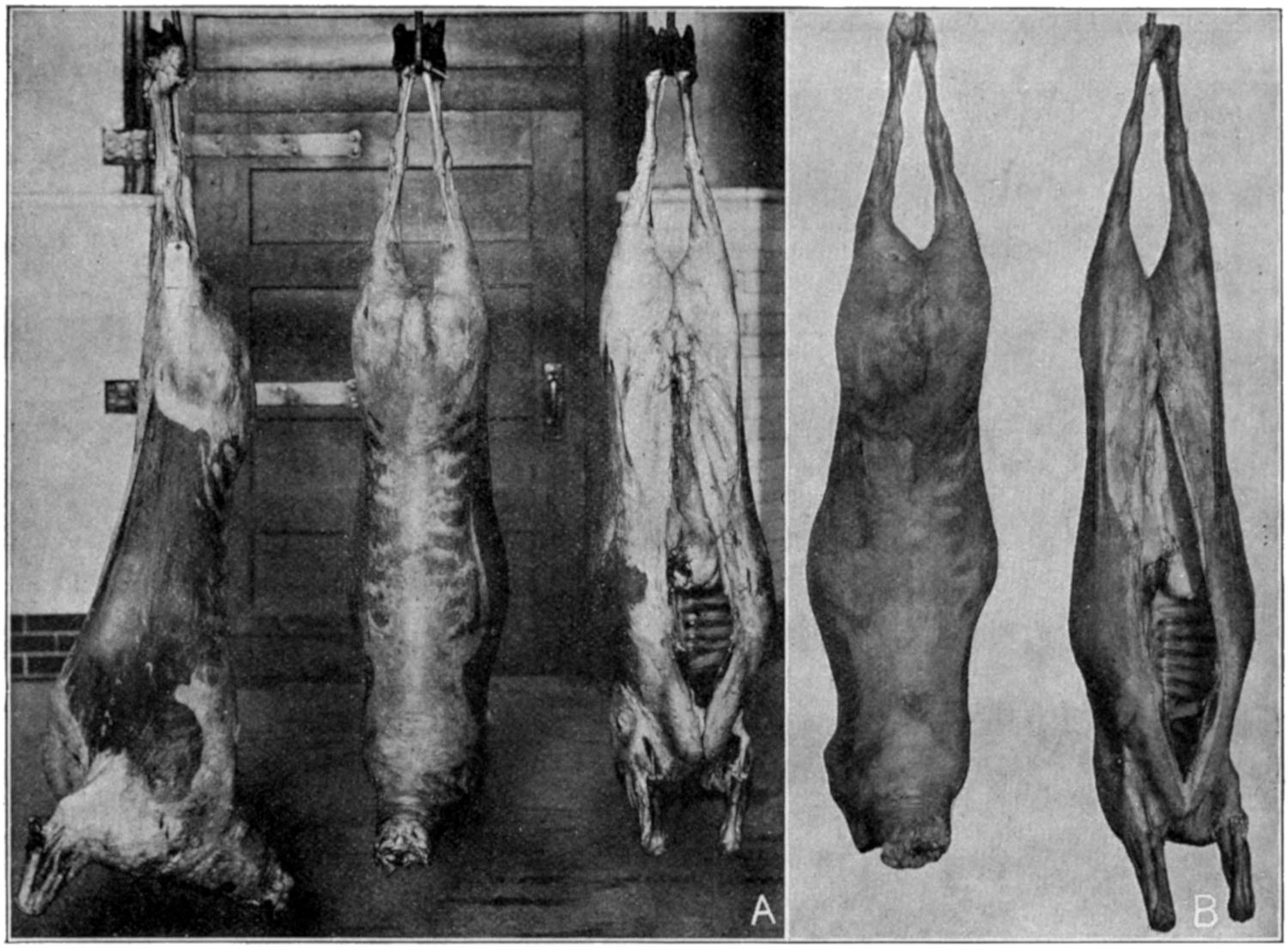
Good.
Medium.
FIG. 82.—BUCKS.—ROUND DRESSED SHEEP.—INDICATING QUALITY.
[236]
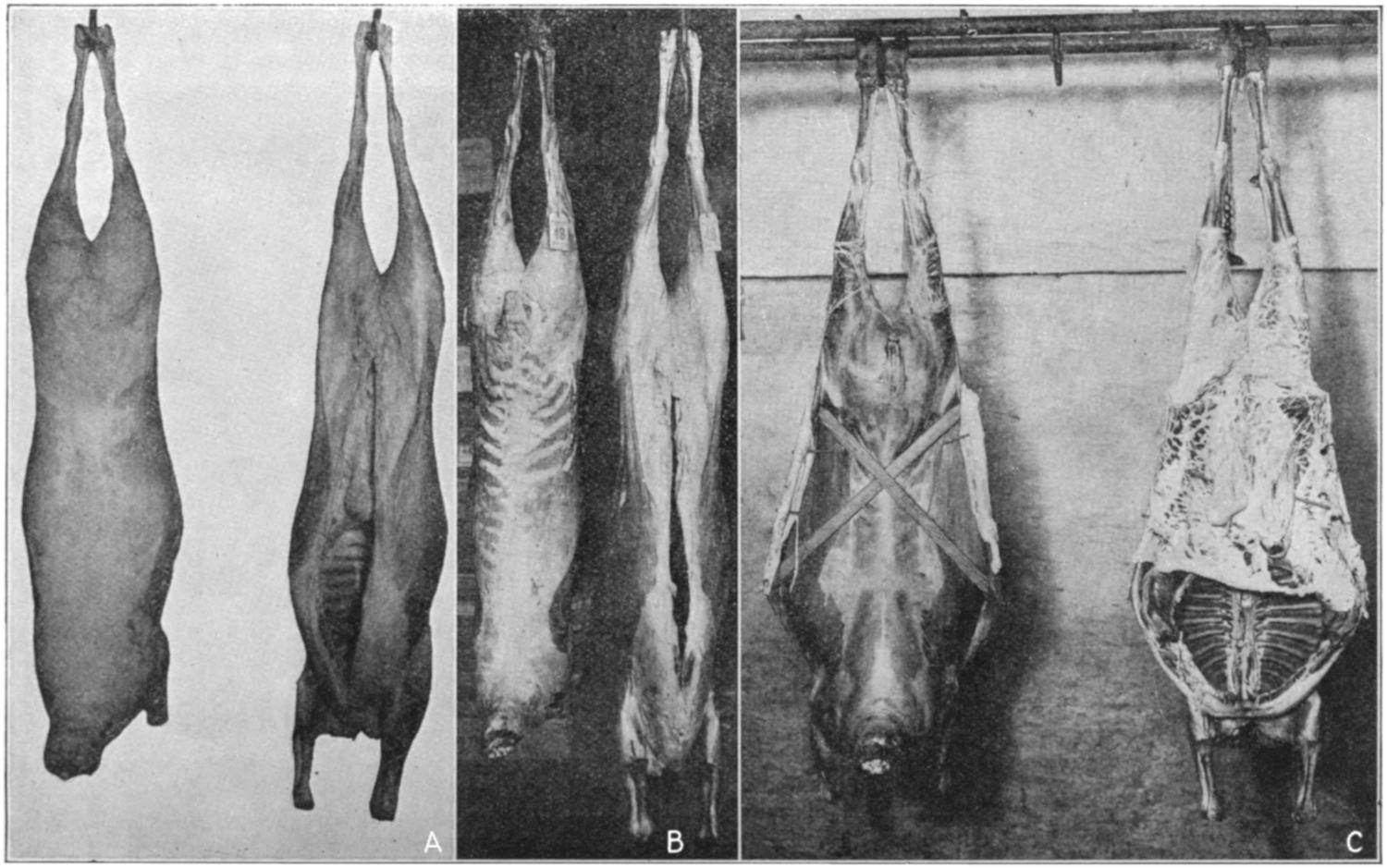
A, choice yearlings.
B, medium yearlings.
C, choppers.
FIG. 83.—SHOWING ROUND DRESS AND LAMB DRESS.—CAUL ON.
[237]
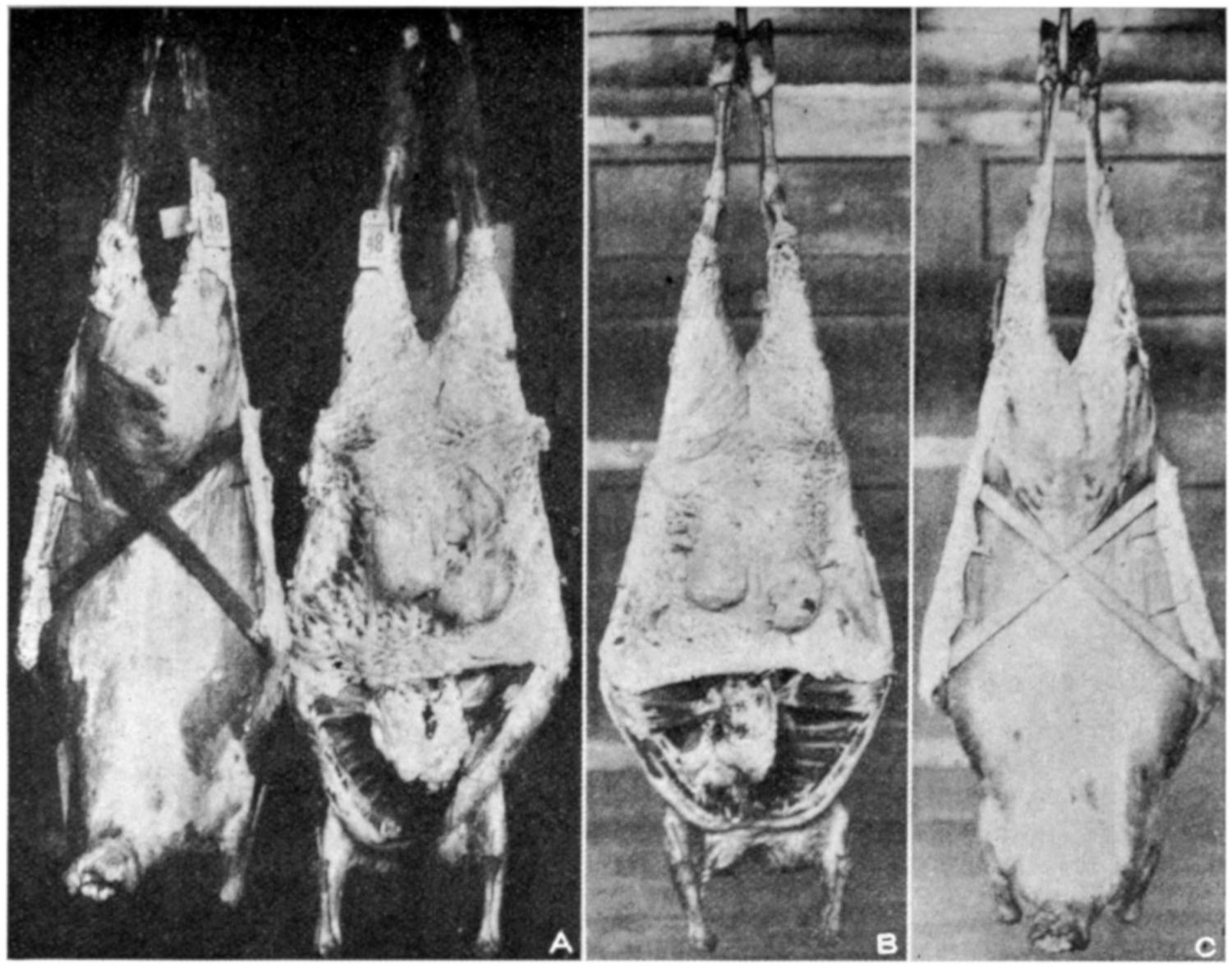
Choice.
Good.
FIG. 84.—SPRING LAMBS SHOWING QUALITY.—NOTE “BOOTS.”
[238]
Where the dressed mutton is not run into a cooler, and outside air is depended upon for chilling, very little water should be used, the meat simply being wiped with a rag, made as heretofore described, dipping in hot water and wringing dry.
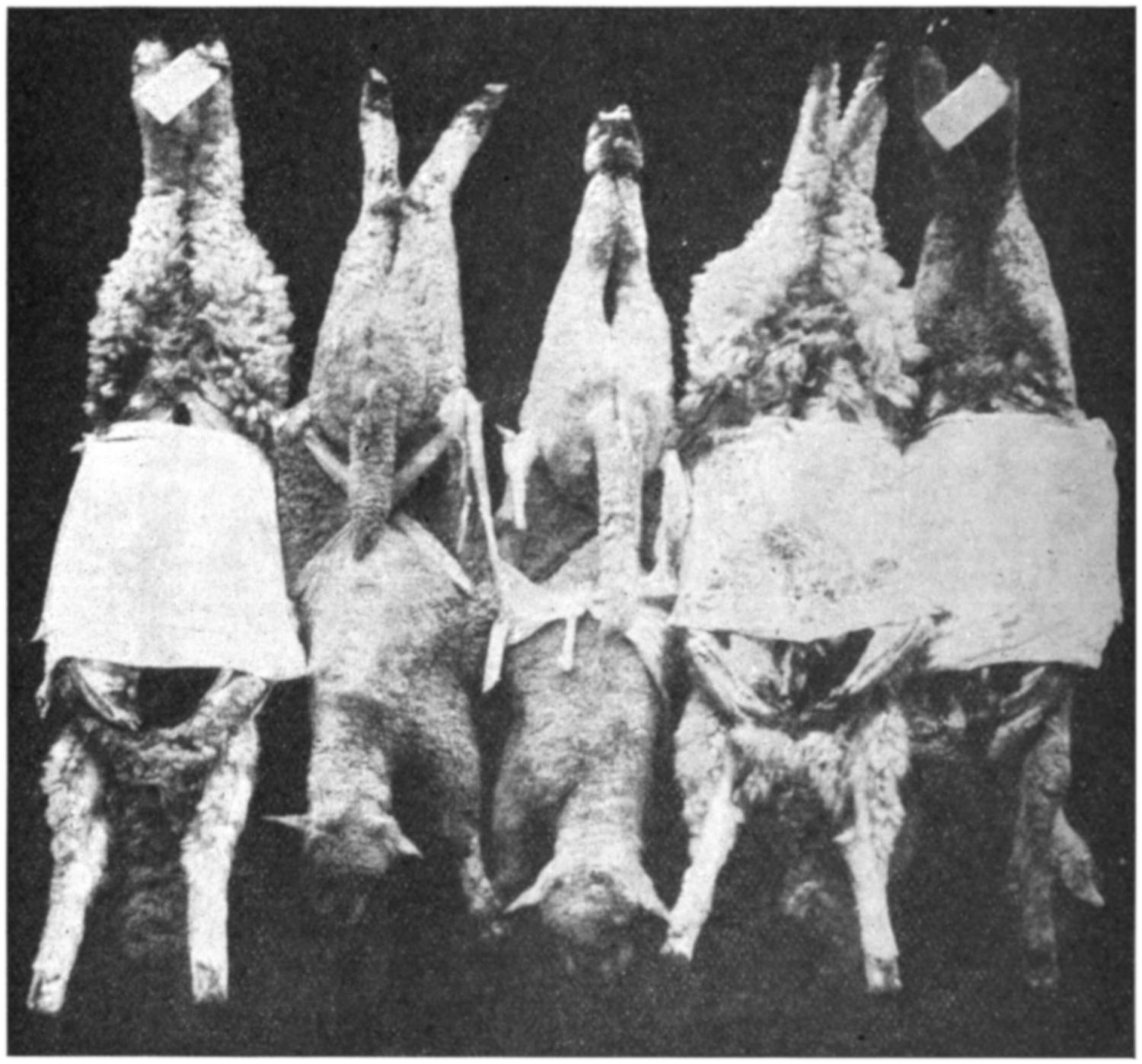
FIG. 85.—“GENUINE” SPRING LAMB.
[239]
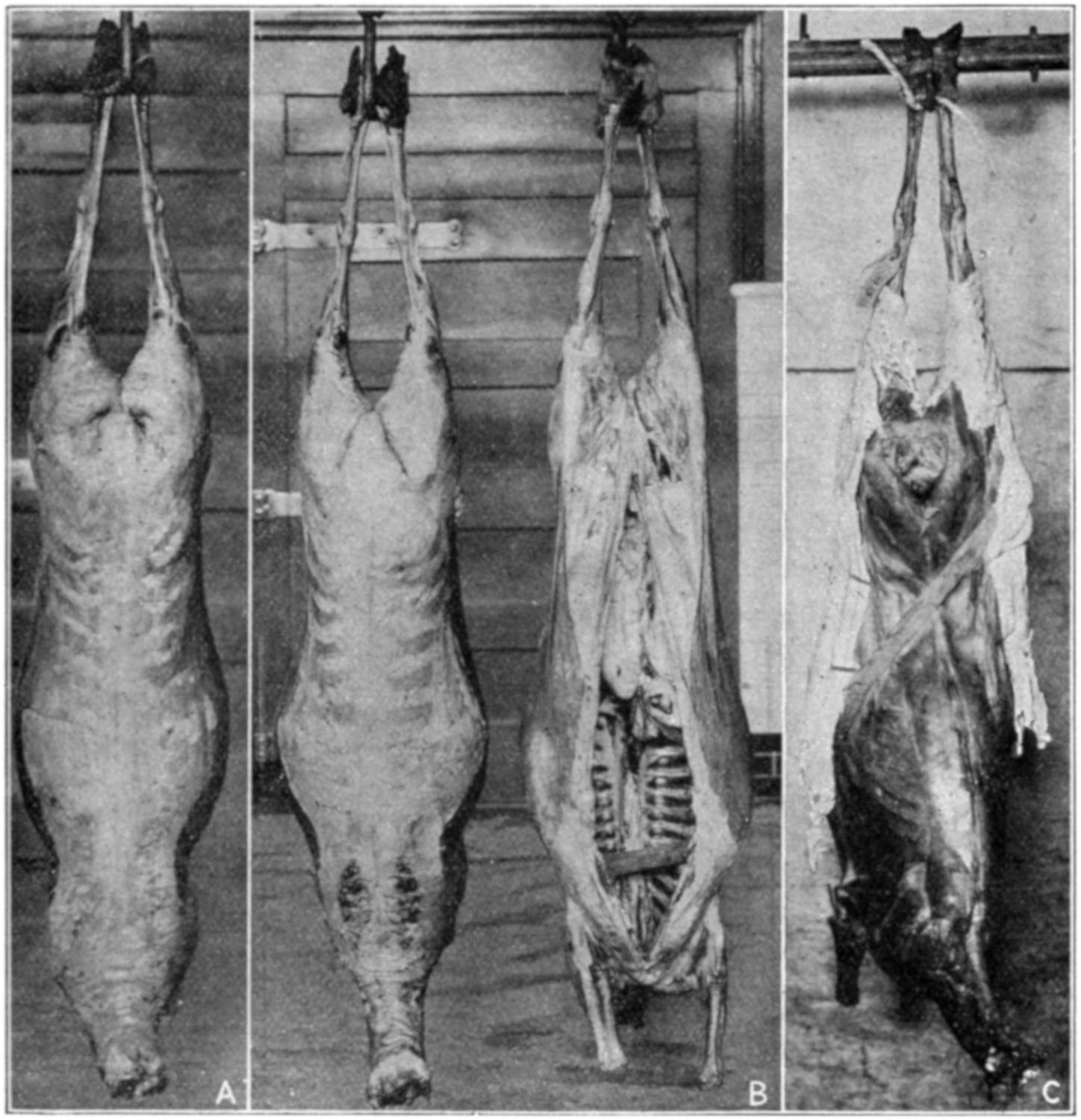
Medium.
Common.
Canner.
FIG. 86.—EWES.
[240]
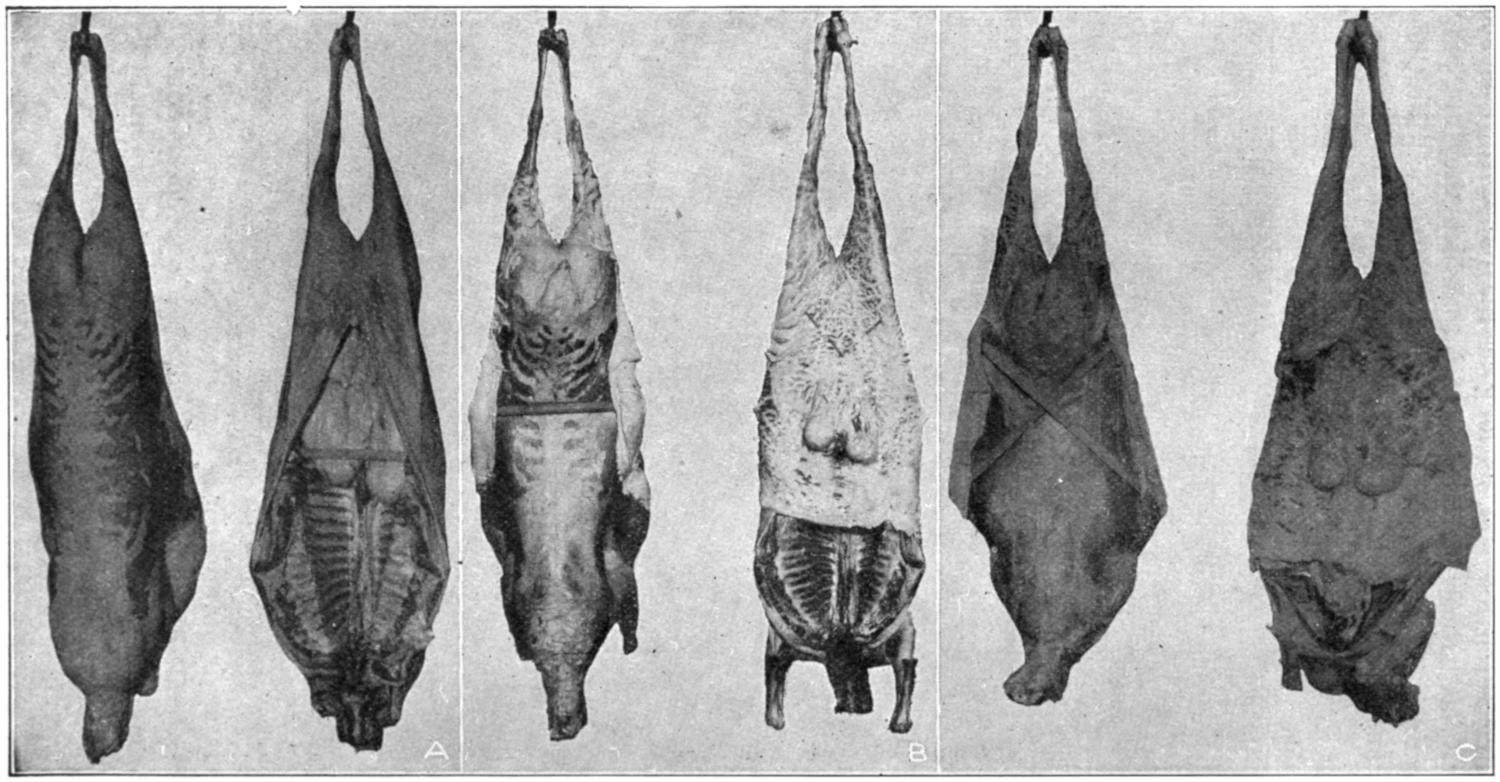
Boston style sheep.
Boston style lambs.
Philadelphia style lambs.
FIG. 87.—SHIPPING MUTTON AND LAMBS.
[241]
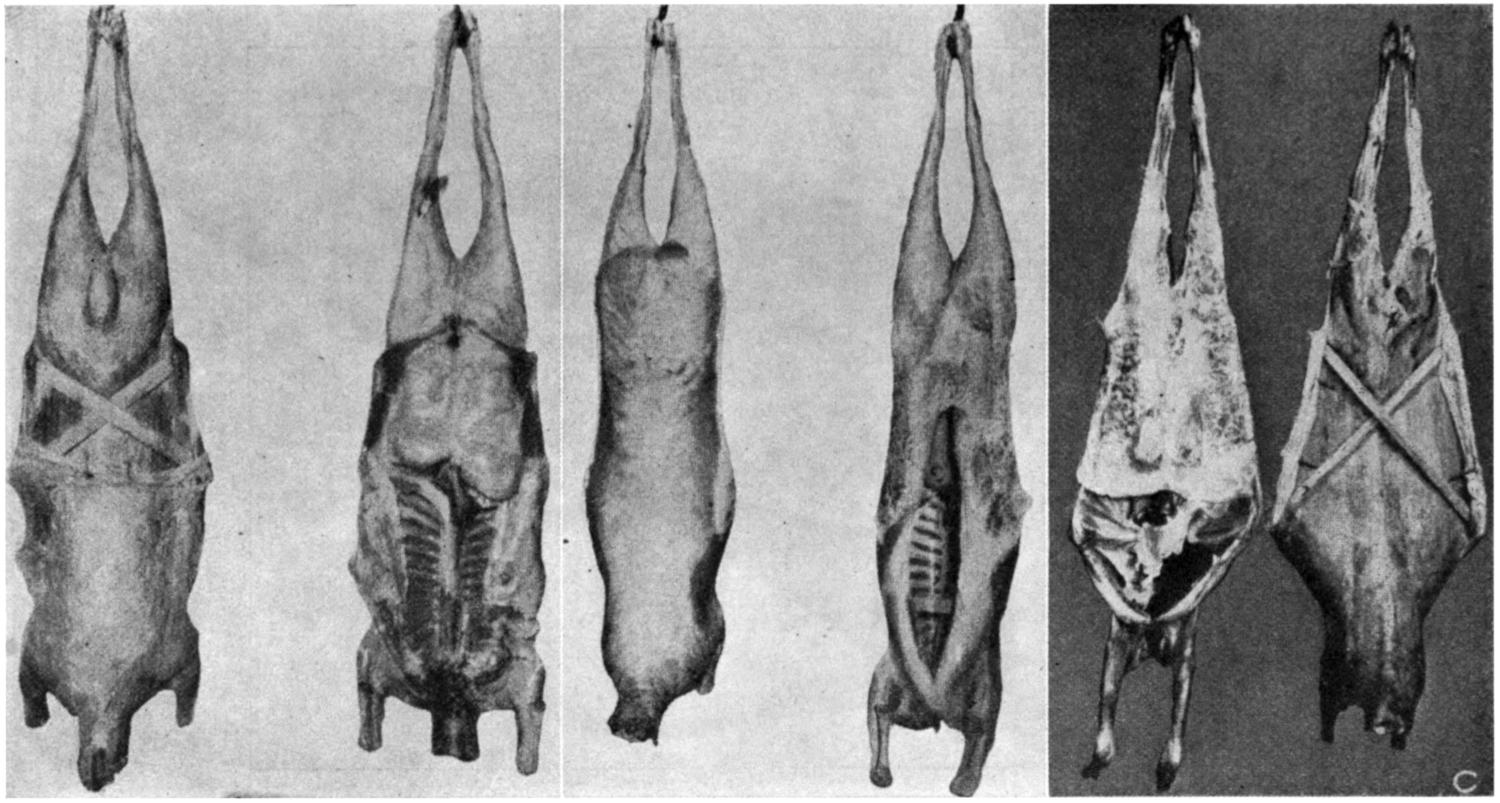
FIG. 88.—A, PROVIDENCE STYLE LAMBS; B, CONNECTICUT STYLE LAMBS; C, GOATS.
[242]
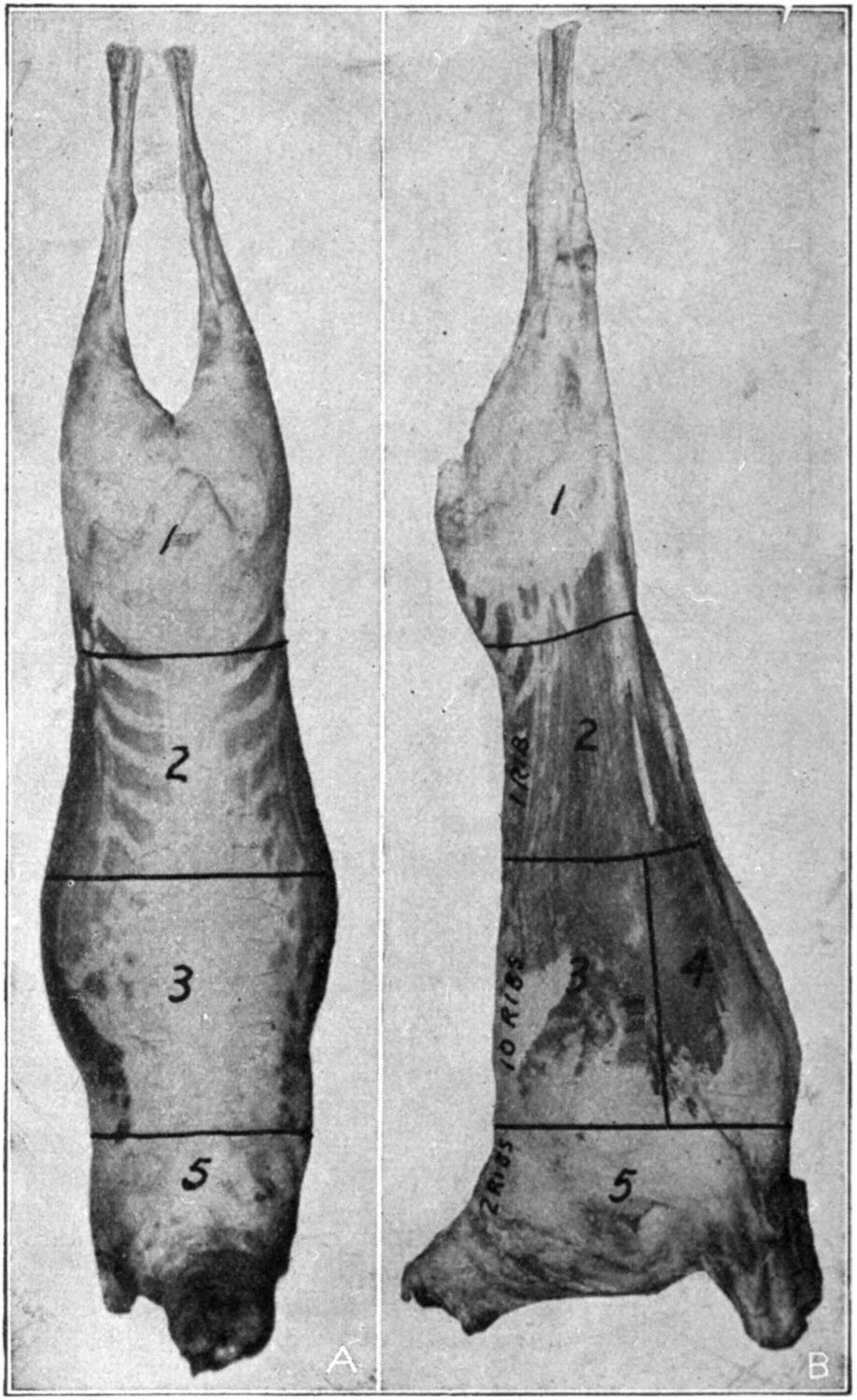
FIG. 89.—MUTTON AND LAMB CHOPS.
| 1, 2. | Saddle. | 1. | Leg. | 4. | Breast. |
| 3, 4, 5. | Rack. | 2. | Loin. | 5. | Chuck. |
| 1, 2, 3. | Long saddle. | 3. | Short rack. | 4, 5. | Stew. |
| 2, 3, 4, 5. | Body. | 2, 3. | Back. | ||
[243]
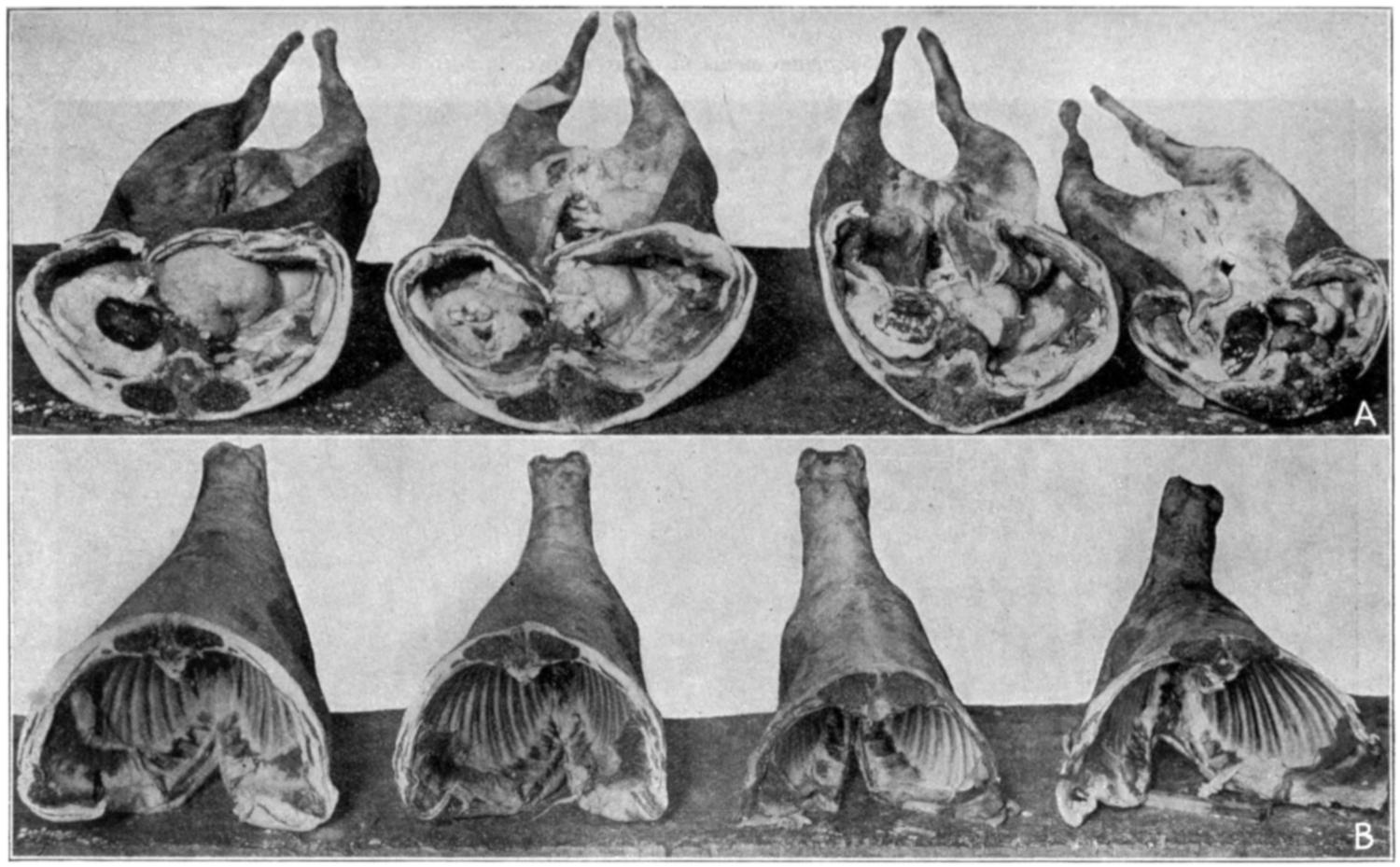
FIG. 90.—A, MUTTON SADDLES. B, MUTTON RACKS. (Choice. Good. Medium. Common.)
[244]
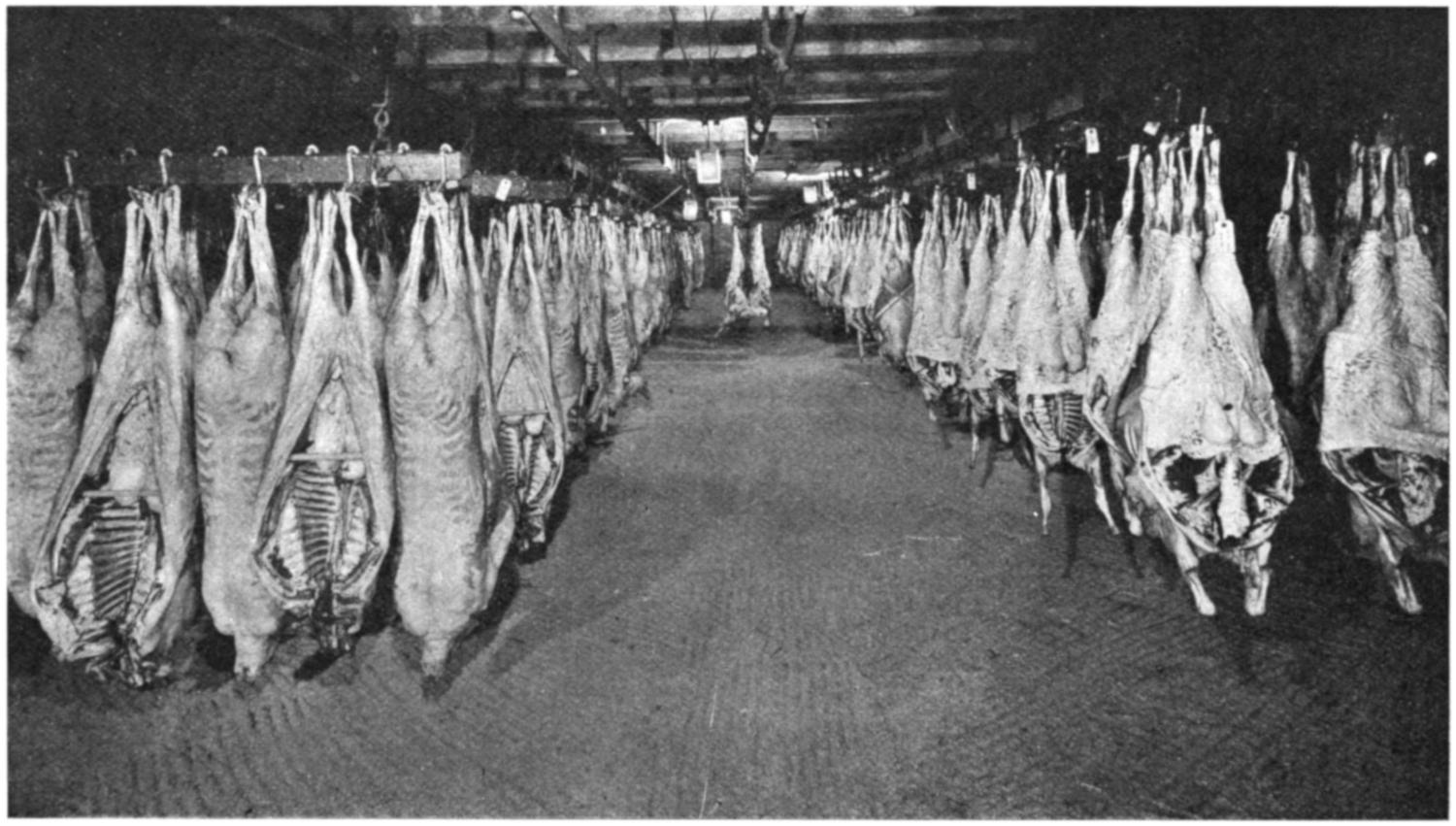
FIG. 91.—VIEW IN SHEEP CHILL ROOM.
[245]
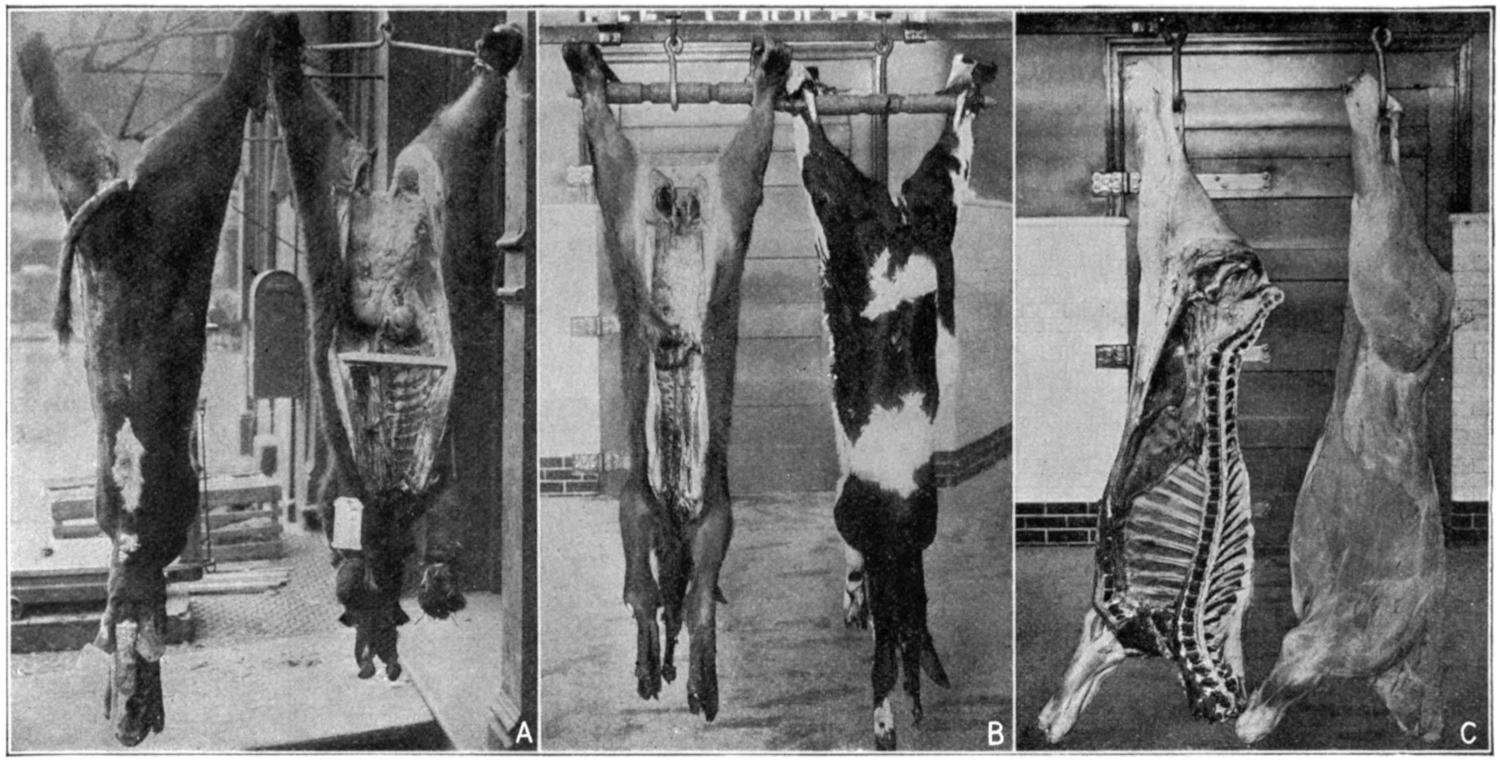
FIG. 92.—A, CHOICE CALVES. B, C, GOOD CALVES.
[246]
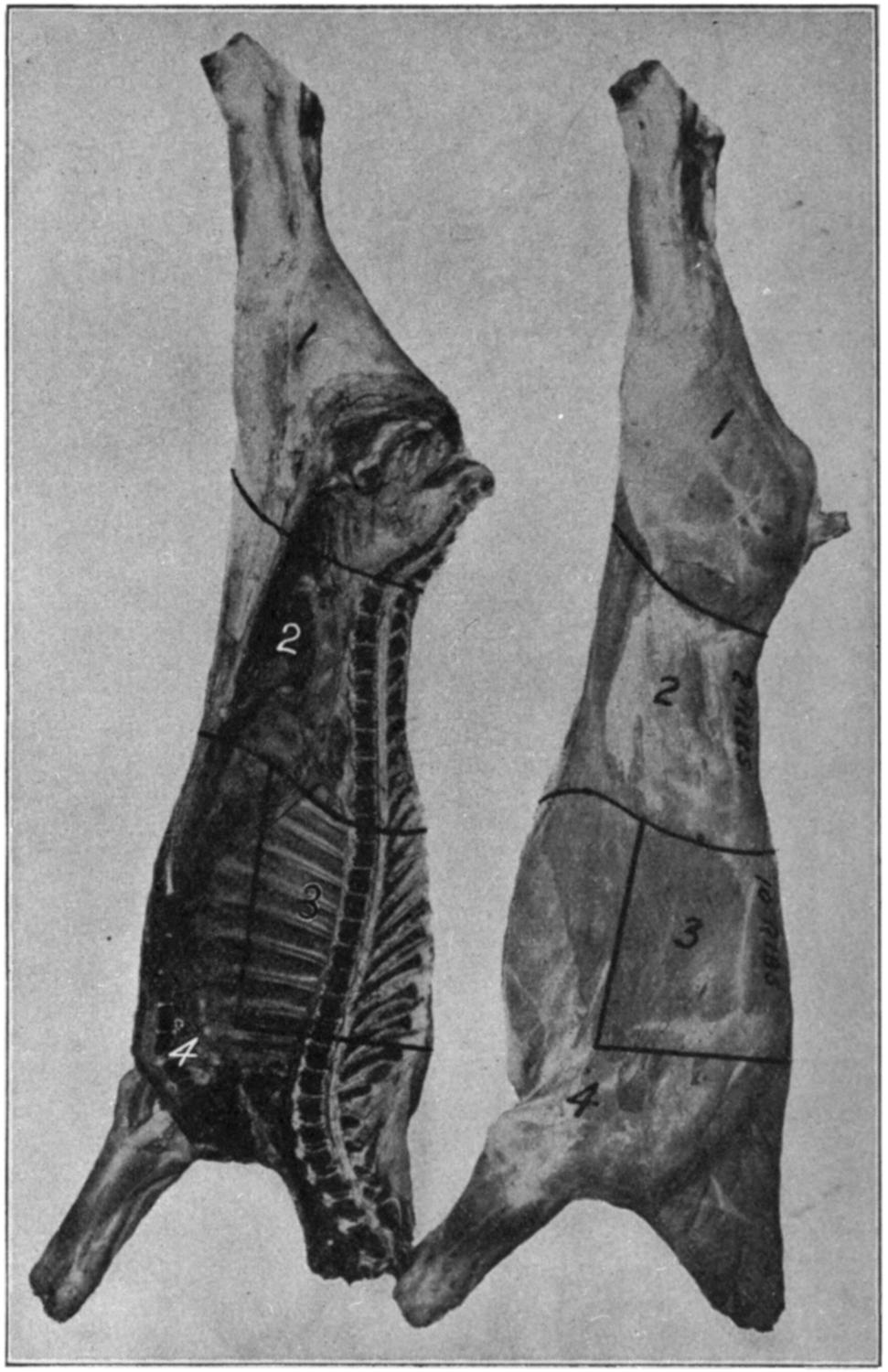
FIG. 93.—VEAL CUTS.
| 1, 2. Saddle (or 2 hind quarters). | 1. Leg. |
| 2. Loin. | |
| 3, 4. Back (or 2 fore quarters). | 3. Ribs. |
| 4. Stew. |
[247]
—As fast as sheep are slaughtered they should be placed in coolers and hung on racks as shown. If left out, and partially air-chilled it has the effect of discoloring them about the legs and thin parts of the carcasses, causing these to look dark and less attractive than when placed in the cooler immediately after slaughtering. There is little or no danger of chilling sheep too fast, as long as the temperature is above 32° F., and the colder the room into which they are put, as long as it is above freezing point, the better will be the appearance of the mutton when it comes out of the cooler. Sheep chilled for twenty-four hours in proper coolers, and thoroughly dried and hardened, are ready for shipment or the cutting block. In many places, especially in Australia and South America, they are frozen. They should be thoroughly chilled in a dry cooler where there is a good circulation of air, for twenty-four hours, after which they may be put into the freezers at a temperature as near zero as possible, so that the freezing will not be delayed. If they are frozen quickly they retain a clear, bright appearance when thawed.
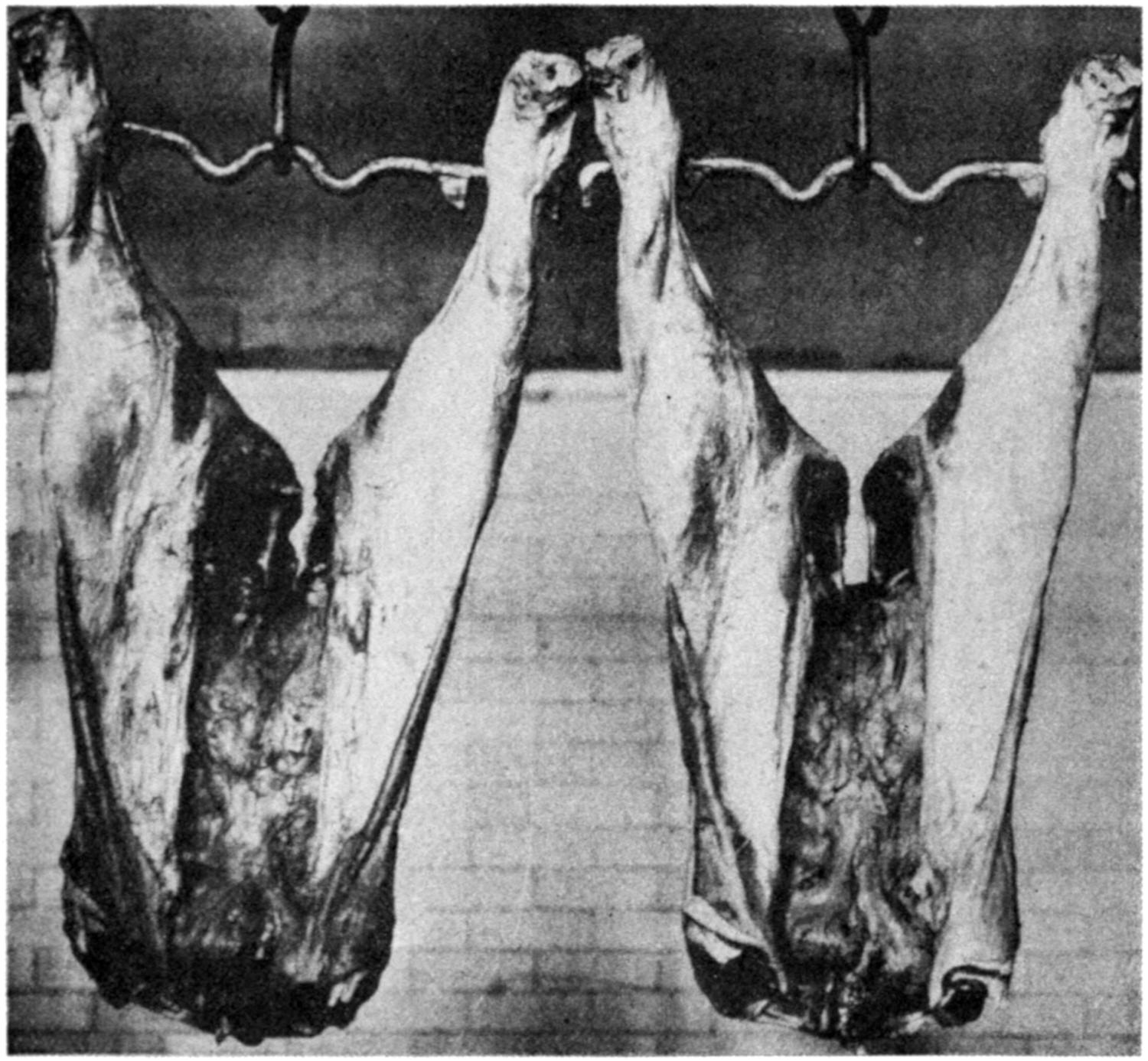
Choice.
Good.
FIG. 94.—VEAL SADDLES.
—All tongues from sheep come under this head. After they have been taken out of the heads they should be thrown into ice water, washed and spread on a table, or in pans, in the cooler at a temperature of from 34° to 38° F. for twenty-four hours. Following that they should be[248] trimmed, cutting off the extra pieces of fat and the gullet. They are then ready for curing. They should be cured in a plain 75-degree strength pickle with six ounces of saltpetre to 1,000 pounds of meat, holding them in this pickle for a week or ten days. They are then ready for use, either in sausage or for cooking.
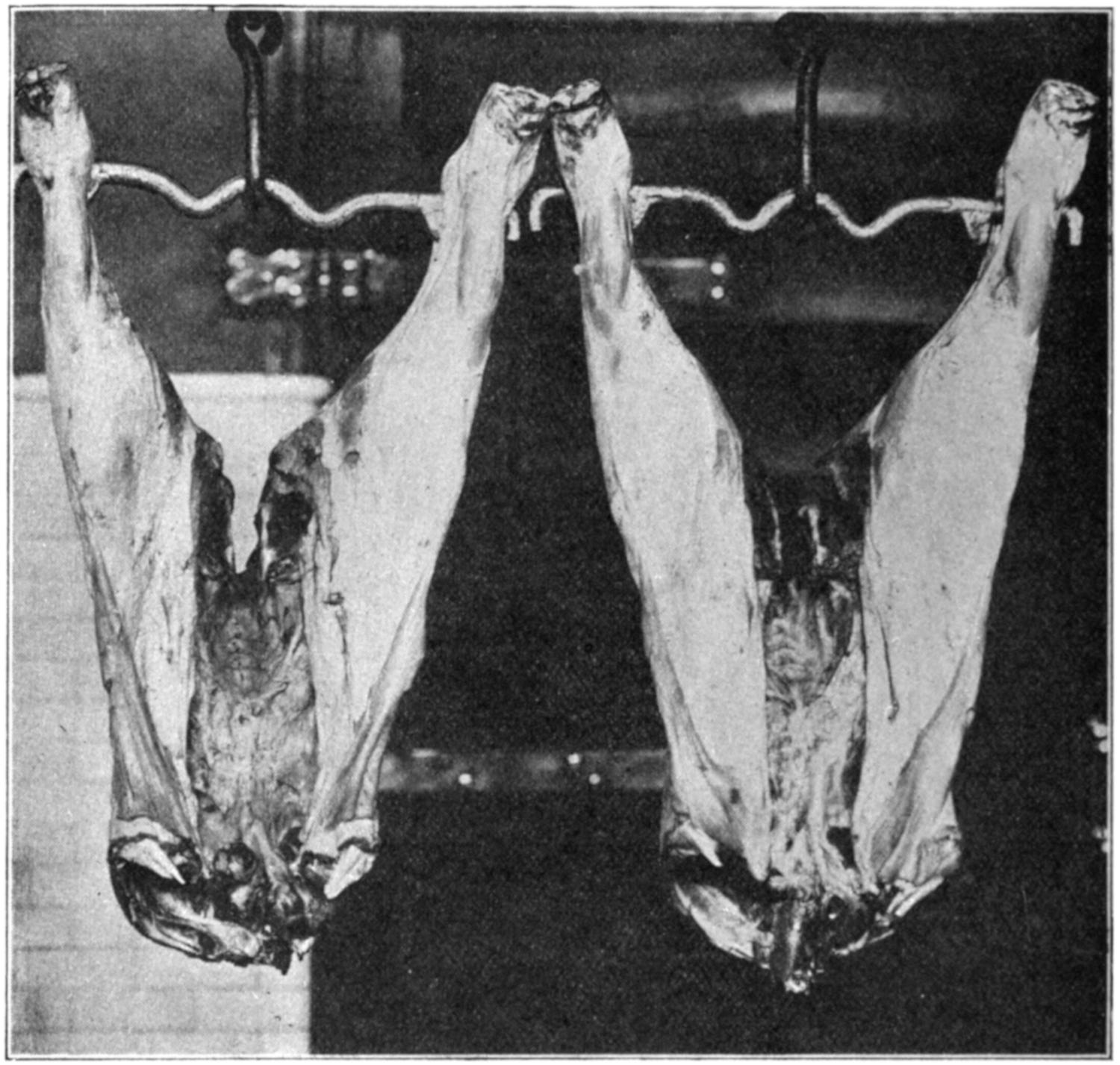
Medium.
Common.
FIG. 95.—VEAL SADDLES.
—When tongues are pickled they are put up with a white wine vinegar and are handled as follows: After they are thoroughly chilled they are scalded sufficiently to take off the outside film or skin on the tongue. This is then scraped off with a hand scraper, or knife, and the[249] tongue trimmed, cutting off any parts that are discolored, or any loose pieces of fat. The tongues are afterwards cooked until they are soft enough for the bone to pull out readily. No special time can be fixed upon for this work as the cooking varies greatly, according to the condition of the animals from which the tongues were taken, and it is well in cooking them to keep the sheep and lamb tongues separate.
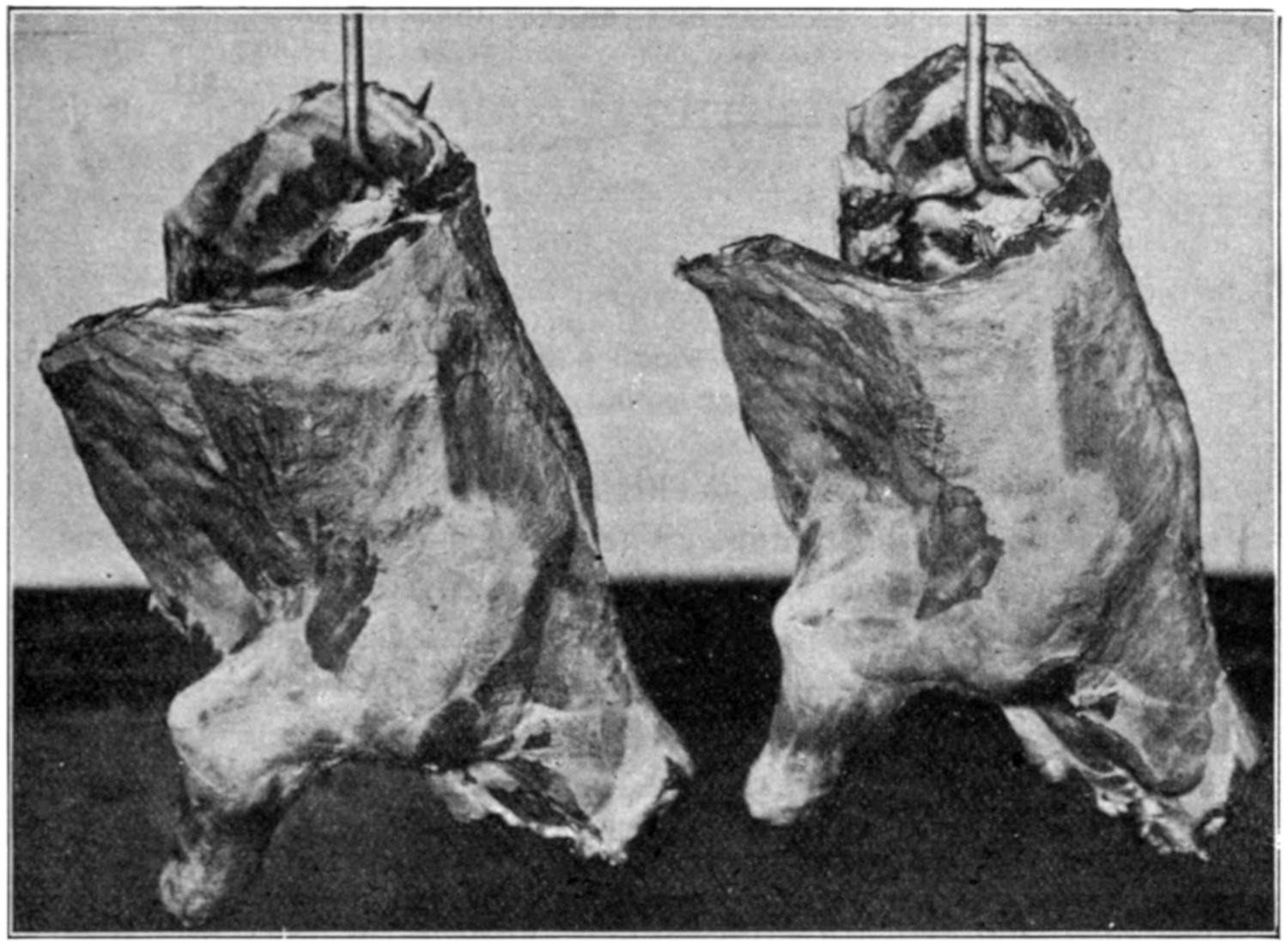
Choice.
Good.
FIG. 96.—VEAL RACKS.
After they are cooked and the bones are pulled out at the root of the tongue, they are ready for pickling. They should first be pickled in 45-degree vinegar for at least twenty-four hours, when they are ready to be packed in packages for shipment using 40-degree vinegar by adding full strength fresh vinegar to the pickle they were first put in. In packing them in small packages especially, they are generally seasoned with coriander seed, bay leaves and sliced lemon.
—The following tests show yields of[250] pickled lamb tongues at values prevailing at the time they were made:
TEST ON 1,000 PIECES OF 320 POUNDS LAMB TONGUES.
| Cost of 1,000 pieces lamb tongues at ³⁄₄c each | $ 7.50 | ||
| Scraping, 10c per 100 pieces | 1.00 | ||
| Snouting, cooking, etc., one and a half hours, at 18c | .27 | ||
| Trimming at 5c per 100 pieces | .50 | ||
| Pickling, 10c per 100 pieces | 1.00 | ||
| Miscellaneous labor | .17 | ||
| General expense, 42c per cwt. on 143 lbs. produced | .60 | ||
| $11.04 | |||
| Produced: | |||
| Green weight | 320 lbs. | ||
| Cooked weight | 143 lbs. | ||
| Shrinkage | 177 lbs. | or 55% | |
| Credit 23 lbs. trimmings at 1¹⁄₂c per lb. | $ .35 | ||
| Cost of 143 lbs. of lamb tongues | $10.69 | ||
| Cost per pound, $0.0747. | |||
—This item is so simple that it scarcely needs mentioning. The chief thing is cleanliness of the hide. Where the work is performed in quantity the calves are knocked, hoisted to a rail; stuck, bled and passed through a washing tub; soaked and curried so the hides are made entirely free from manure, and then scraped reasonably dry. The calf is then gutted and placed in a cooler, if it is to be sold skinned and it is preferable that it be cold skinned. The color justifies the labor expense. Some fancy dressed calves with caul spread are hot skinned but this is a local matter common to but few markets.
—Heads and feet are scalded in sets, and sold fresh or frozen. Eastern markets consume these in quite large quantities.
[251]
Historical — Investment — Hog Yarding — Hog Dressing — Hoisting — Sticking — Neck Washing — Scalding — Scraping Machines — Hand Scraping — Cleaning Bodies — Ham Facing and Cutting — Leaf Lard — Splitting — Washing — Drying — Care in Chill Rooms — Open Air Hanging — Chilling Necessities — Shrinkage in Chill Rooms — Hog By-Products — Heads — Plucks — Paunches — Entrail Fat.
—In no department of the industry has the progress been so extensive as in pork packing. Only a few years ago, comparatively, it was impossible to kill hogs for packing purposes, except during the winter season, and the various packing plants located throughout the country worked during the winter months in their crude way, packing as many hogs as conditions would permit, turning out the cured meat in the spring, in inferior condition.
Under the conditions then existing there was little of the hog sold fresh, for being killed as they were, in isolated places, there was little opportunity to make it available for general consumption, consequently fresh pork was sold only in the immediate vicinity of the slaughtering place and it was necessary to cure the balance. Under present methods, fresh pork product is shipped to England and delivered in good condition to the consumer.
The important step in the evolution of “all-the-year packing” from “winter packing” was the introduction of the refrigerating machine, and in packing houses today little or no regard is paid to the outside temperature. Another great advantage is the transportation facilities now available. When killing hogs in large quantities the fresh pork product is sold[252] fresh and consumed as such, and a much greater revenue is derived than when salted as formerly, and sold as cured meats. With the present facilities for distribution the public can buy fresh pork at any time of the year, while a few years ago it was impossible to obtain it at any price during warmer seasons, unless in the immediate neighborhood of the place where the animals were slaughtered.
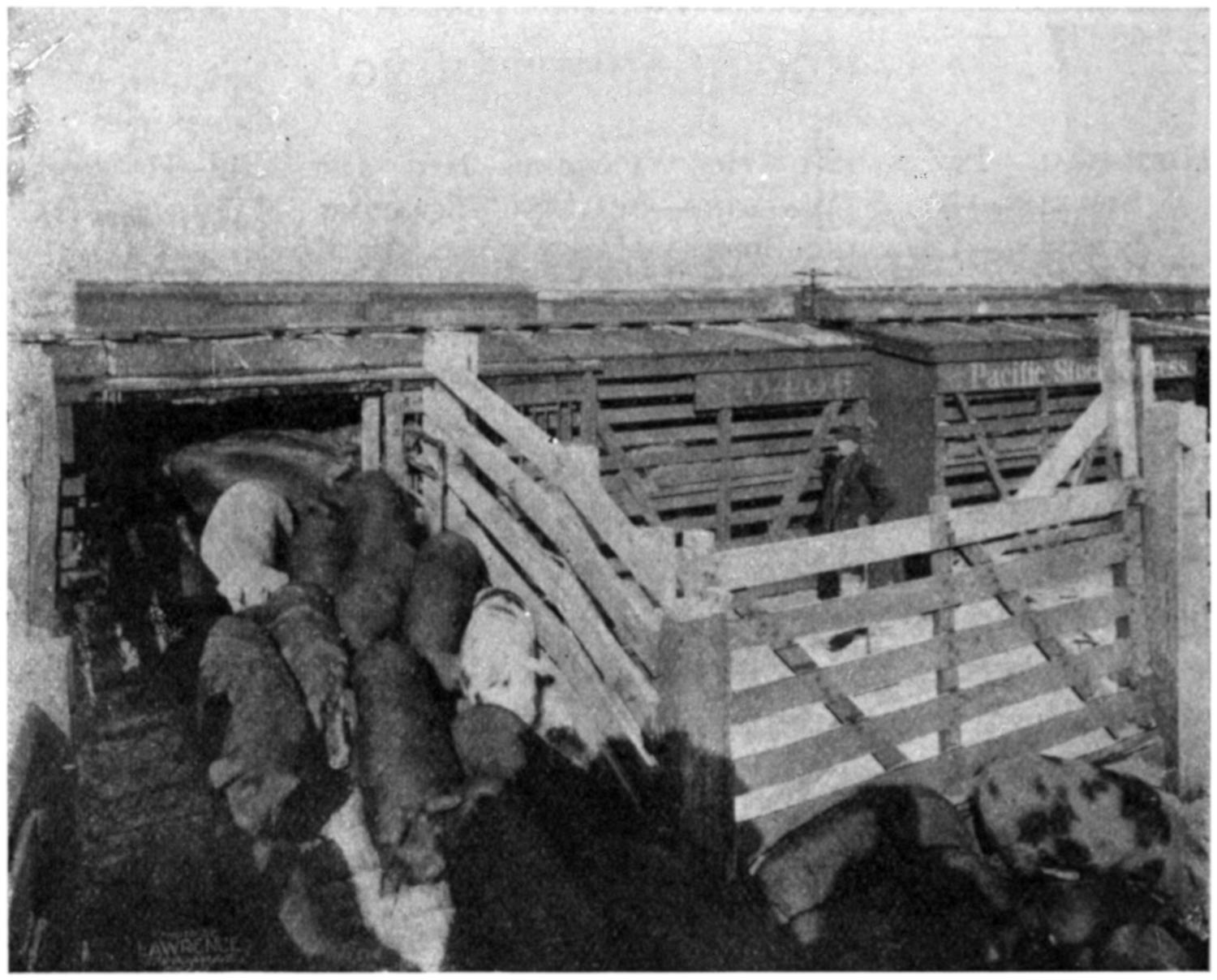
FIG. 97.—UNLOADING HOGS FROM CAR.
—The investment capital used in pork packing is much greater than for beef, for in slaughtering cattle there is comparatively little left that requires storage, but in slaughtering hogs fully seventy per cent of the carcass goes into the curing department, to stay from thirty to ninety days; consequently a much larger and more expensive set of buildings is required than for slaughtering cattle. For instance, in the matter of chill room it is customary to require cooler space for twice or three times the killing capacity and storage[253] area equal to five times the hog hanging area; in other words, if a plant was to be built to kill a thousand hogs a day there should be hanging capacity for 2,500 and five times the floor area should be sufficient for curing the product, providing it is sold promptly as cured. If it is to be carried for any length of time a greater ratio than five to one should be used. This, of course, does not refer to any of the auxiliary departments of the plant but only to the cold storage and chill room department.
—Hogs should be rested in closed covered pens arranged for summer ventilation, and winter warmth. It is essential that they be well rested and cooled before they are slaughtered. To rest twenty-four hours is by no means detrimental. In driving provide the driver with a flat canvass belt attached to a short wooden handle so that the hogs are not abused by clubbing. Keep plenty of water in the troughs and keep pens clean.
More care should be used in handling hogs than any other live stock, as hogs are more easily injured. Special pens should be provided for their reception. Hogs should never be killed until they are thoroughly rested and in normal condition. In the summer weather they should be sprinkled.
—The principal points for attention in hog slaughtering are briefly referred to under the following headings.
—When passing to the catch pens for hoisting, the pen floor should be arranged with raised or corrugated surfaces to avoid the possibility of its becoming slippery and the hogs “spreading” as a result. The hogs should be headed in such a direction that when the shackle is attached to the wheel the hind quarter of the hogs are the first to move upward, without unduly twisting or wrenching the hog. The transfer to the sticking rail should be done smoothly and without jerking.
A hoist, shown in Fig. 102, is often used; it is not only a very useful device but it is also economical from the fact that it does not jar or injure the hogs when hung up, as is often the case with an ordinary hand hoist. This particular machine is adapted for small slaughter houses rather than where business is done on a large scale, in which case a double machine will be found almost indispensable.
[254]
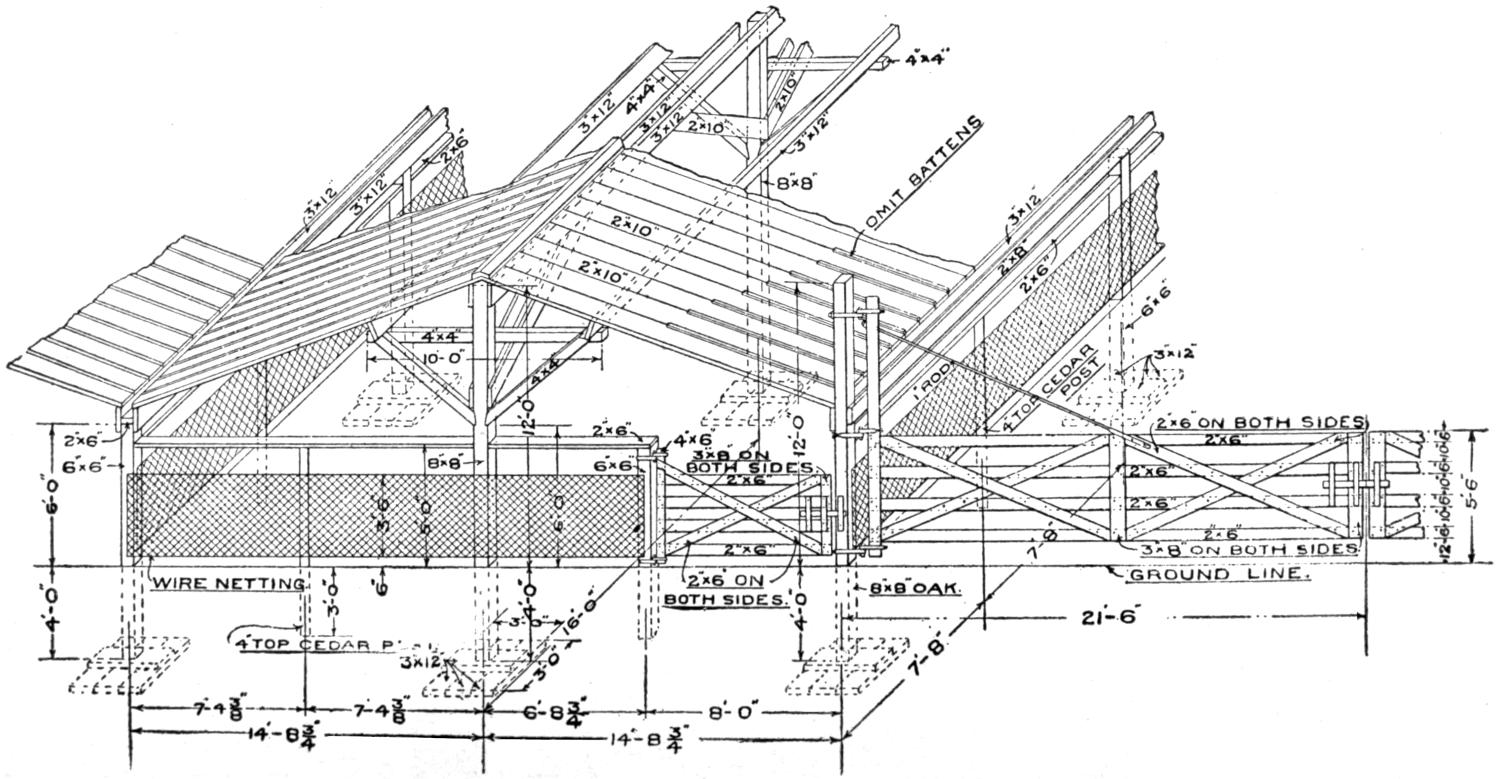
FIG. 98.—DIAGRAM OF COVERED PEN FOR HOGS AND SHEEP WITH DETAIL OF CONSTRUCTION.
[255]
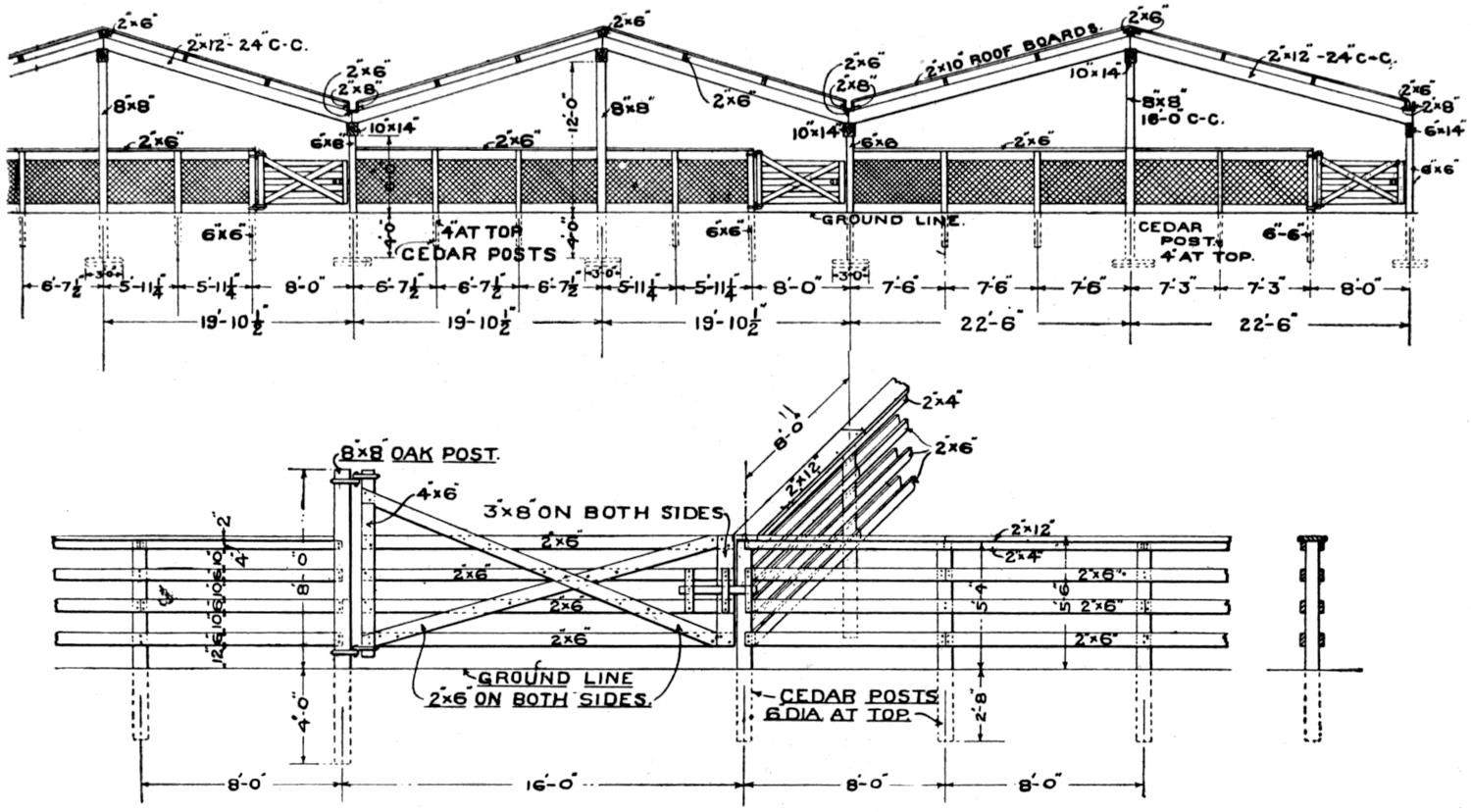
FIG. 99.—ELEVATION FOR COVERED PEN FOR HOGS AND SHEEP WITH DETAIL OF FENCE AND GATE.
[256]
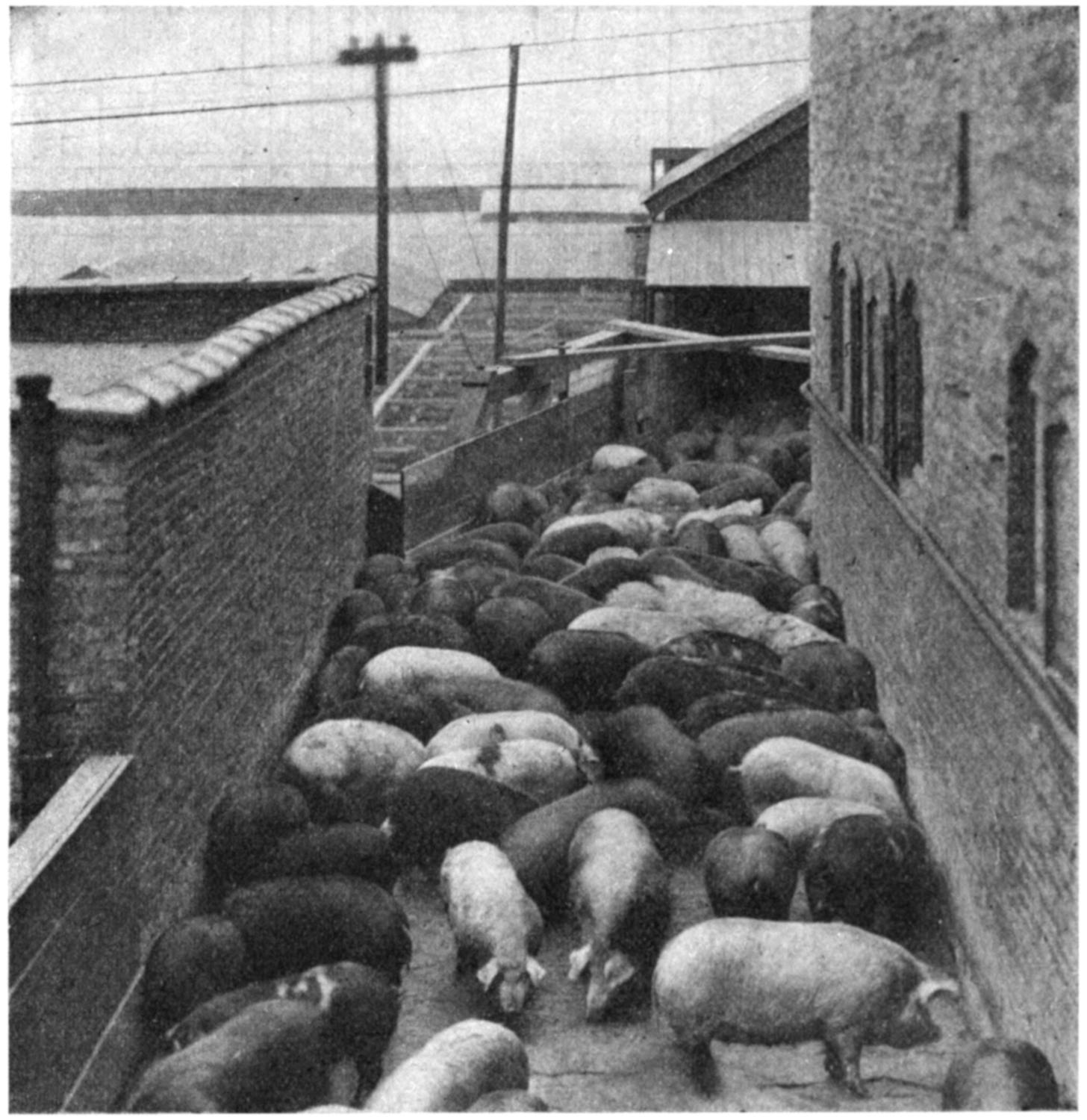
FIG. 100.—HOGS RESTING AND COOLING OFF BEFORE BEING TAKEN TO THE SLAUGHTERING HOIST.
—Make a large and free opening. To insert a knife and make a slit only large enough to admit it is insufficient. The sticker’s knife should be sharpened on both front and back and when it is withdrawn, a long smooth opening four or five inches long should be made. It is far better, as hogs bleed more freely and die much sooner. Be careful to see that the veins and arteries are cut, and at the same time do not cut into the shoulder, as in that instance the blood settles there and it becomes necessary to trim, resulting in considerable loss. See that sufficient hogs are kept on the rail[257] so that they may bleed out well before dropping in the tub. The sticker should keep close to the hanging off—sticking the hogs immediately upon hanging.
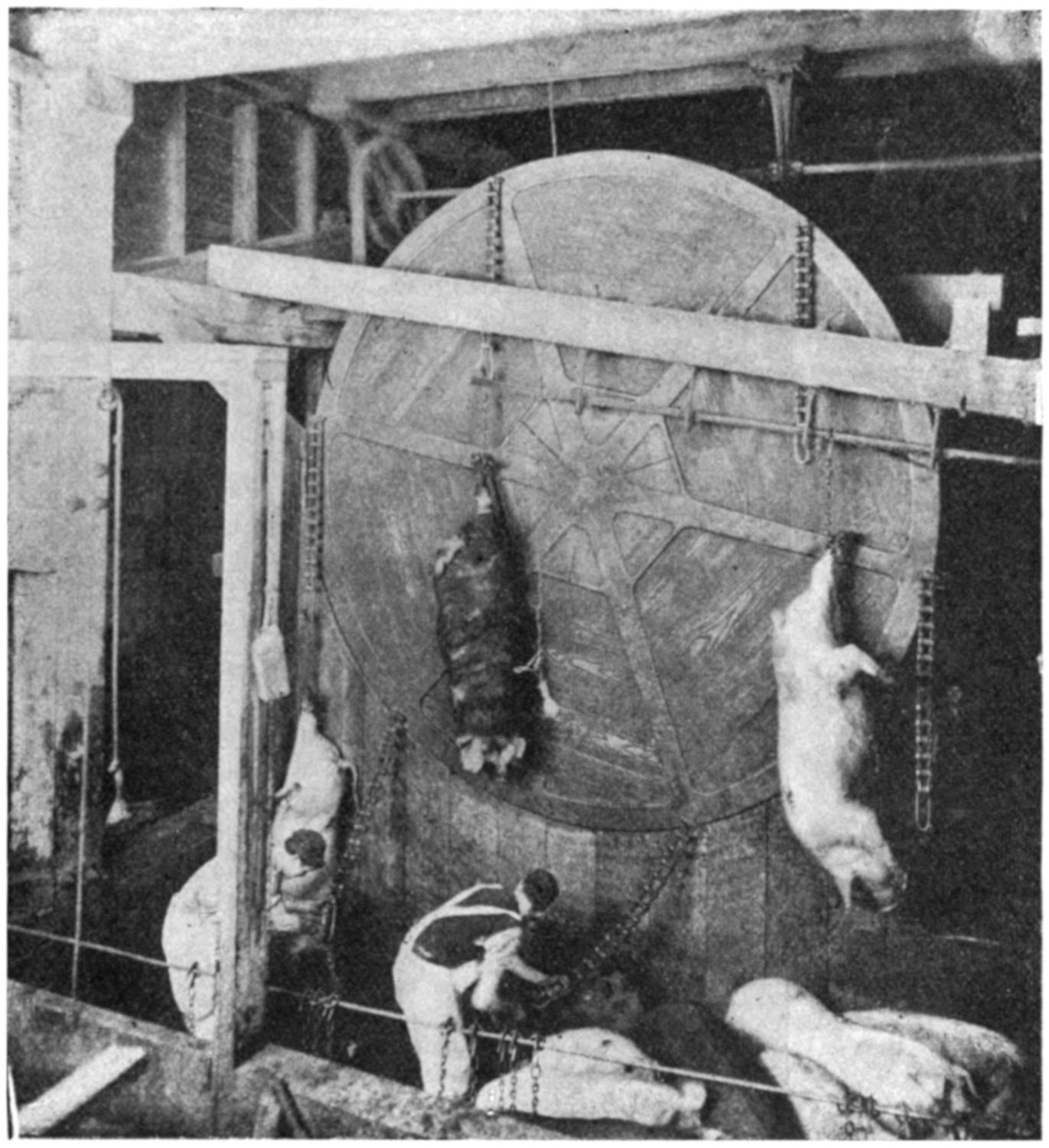
FIG. 101.—HOISTING HOGS ON A HURFORD REVOLVING WHEEL.
—Where space is available a washing spray of cold water to drench the forequarters, head and feet, is a great advantage, as the washing of the blood enables better scalding and makes for cleaner hands and feet.
—See that the tub is long enough to permit carrying a comparatively low temperature and a good soaking of the hogs. This will assist very materially in the removal of the hair, either by hand or by machine. The scalding water[258] should be alkaline, by the use of potash or lime. It should be kept at an even temperature and the hogs put in systematically.
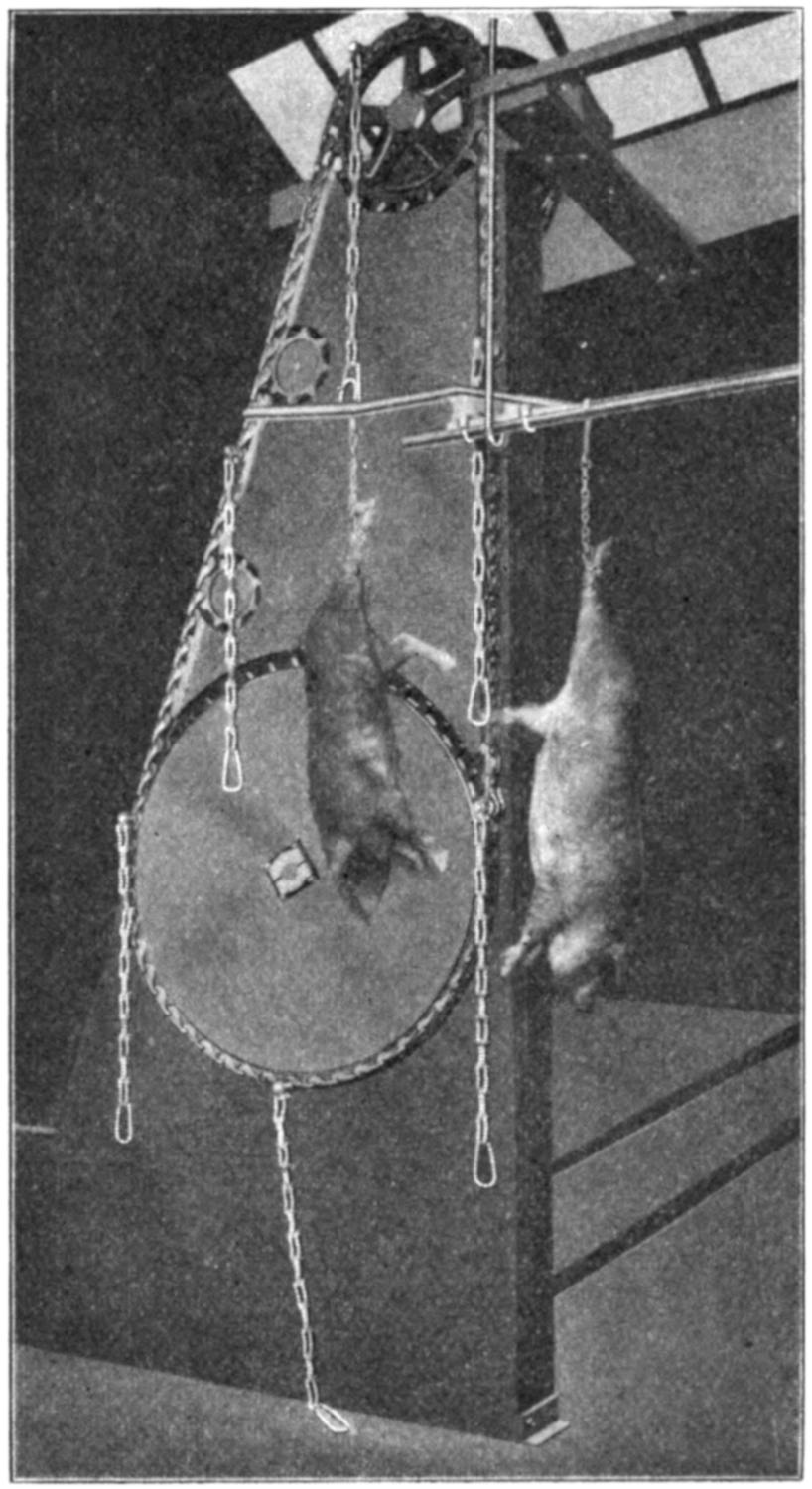
FIG. 102.—HURFORD SMALL HOG HOIST.
—There are a variety of mechanical scrapers on the market, and the output of goods per hour is perhaps the guide in selecting a scraper for a large output. All things considered, a vertical type barrel equipment, with scraping arms, delivering the hog into a horizontal beater type would appear as the most efficient and the less expensive for up-keep. The up-keep on a hog scraper is a matter of no small figure and is worthy of careful consideration in the selection of the equipment. In small plants, the choice is a matter of personal preference, the beater types being probably the most popular.
[259]
—Hair should be scraped out when possible in preference to cutting off by shaving. A bench is provided following the scraper for the finishing touches in this respect.
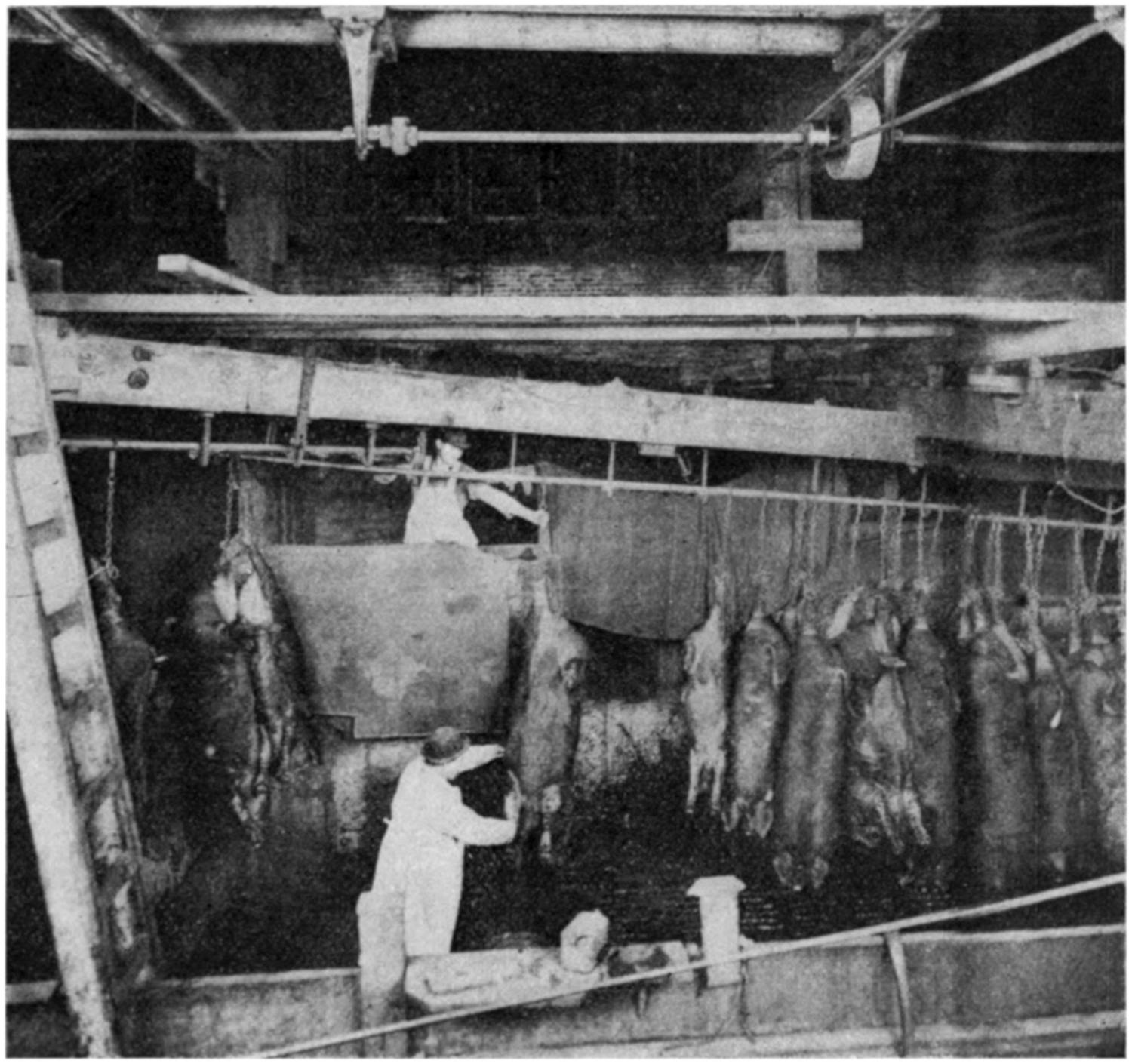
FIG. 103—STICKING AND BLEEDING HOGS.
—A most important feature in dressing hogs is the matter of getting the hair off, the skin cleaned and washed before opening the hog. Inspection requirements as to cleanliness practically demand this, and it is a proper method of dressing.
—In ham facing care should be used to see that the workmen cut off the fat down to the lean meat, and at the same time do not cut the striffen. In opening[260] the hog it is requisite that the opening cut should be a straight line from the stickers cut to the bung. The breast splitting and opening over breast bone is made so as to equally divide the sides and avoid trimming when cutting hogs; the intestines are removed without cutting or breaking.
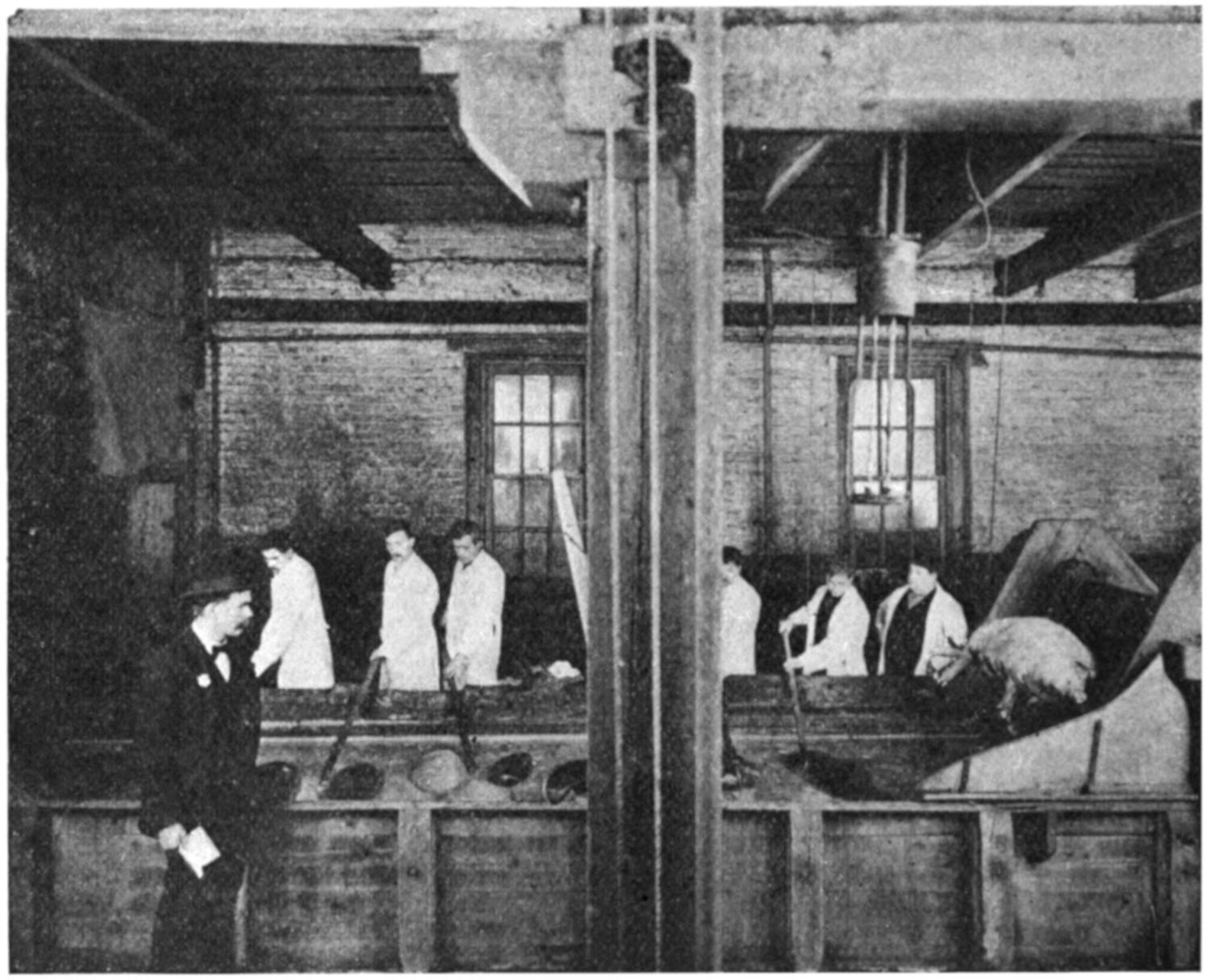
FIG. 104.—HOG SCALDING.
—Pulling the leaf lard just before the splitting, should be done with care in order that the leaves may be pulled clean.
If this operation is performed in an indifferent manner, a considerable amount of the leaf lard will be left in the carcasses and it is afterward scraped out. Lard left after pulling the leaf, should be scraped out, as it is often worth more as lard than if left as meat. Its presence greatly disfigures the meat.
—This should be done carefully and accurately through the backbone. A wide blade chopper is by all means preferable.
[261]
—The hog when once cleaned, and after eviscerating and before splitting or pulling the leaf lard, should not be washed further unless it be on the neck, since water on split backs is detrimental to the keeping quality of pork loins.
—Few appreciate the value and importance of “skin drying” hogs by dry-shaving and dry-scraping the surface. The advantage to refrigerating more than overcomes the initial cost of the labor necessary.
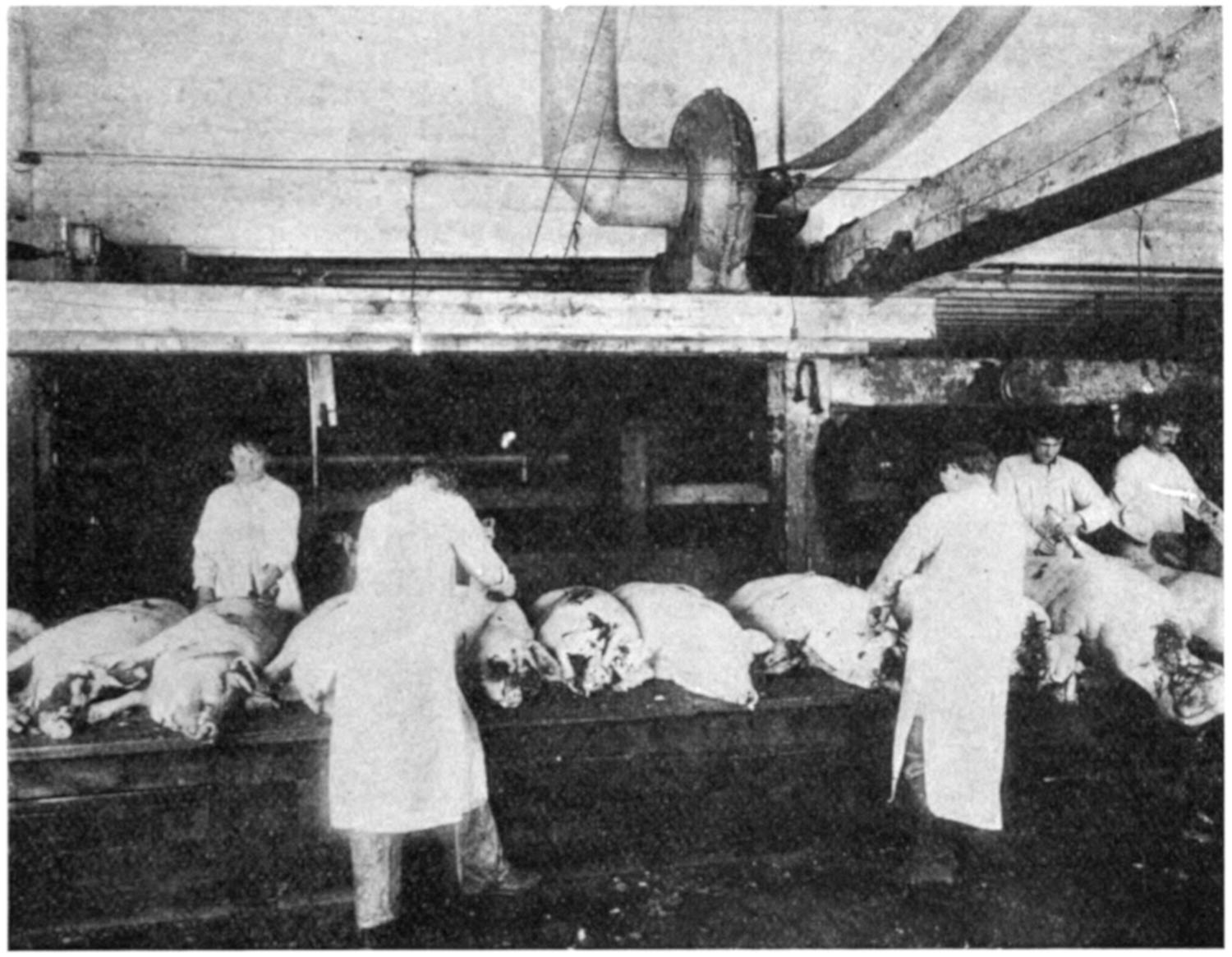
FIG. 105.—HOG SCRAPING GANG AT WORK.
—It is in this particular part of the house that the most careful and minute attention to details is necessary in order to turn out meats in the best marketable condition, as only a few degree deviation in temperatures from carefully set rules in the handling of chill rooms, shows excess per cent of sour meat found thirty to sixty days afterward, when the meats are brought from the curing cellar. This, therefore, is a department that should receive the most careful attention. A wrong start here can never be righted[262] afterward. The rule for operation is previously given under another chapter. (See Chapter on Coolers).
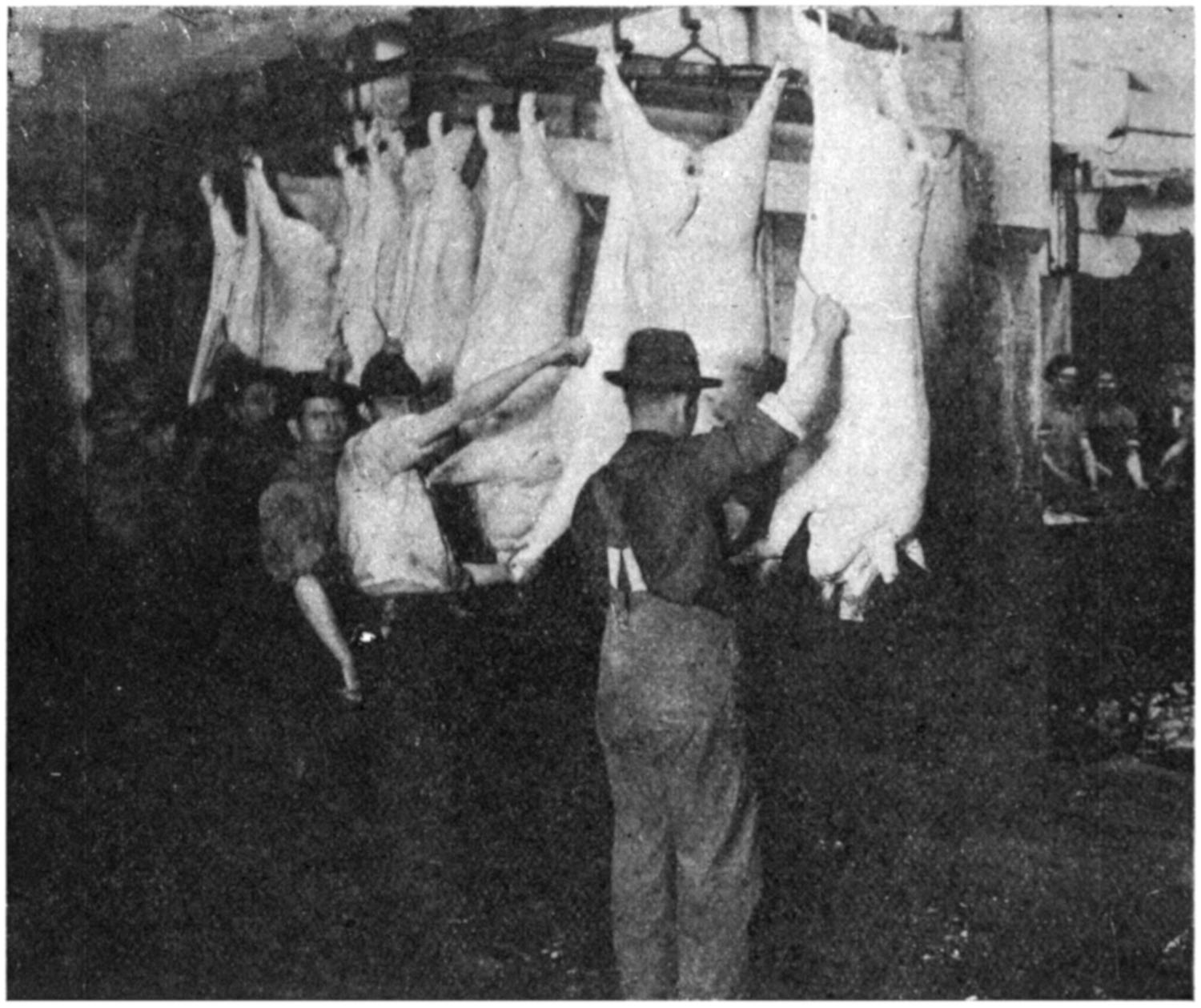
FIG. 106.—CLEANING HOG CARCASSES.
—It was formerly considered a necessity to have an open-air hanging room where hogs could dry after slaughtering, in many cases allowing them to hang over night; the object being to save refrigeration. It is the common opinion that the economy thus obtained is anything but economy. Past experience has proved that there are certain conditions which must be adhered to closely in the safe handling and curing of pork products, and proper temperatures are among the most important of these. It is very rare that these temperatures prevail in the outside atmosphere, and hogs that are left on hanging floor over night are either insufficiently chilled or over-chilled. Many packers feel it advantageous, however, to run hogs into a hanging room, allowing[263] them to dry out for one or two hours prior to putting them in the chill room. While this has no deteriorating effect on the product, the expense of handling them and the cost of labor incurred is about equal to the saving in refrigeration, if they are put directly into the chill room.
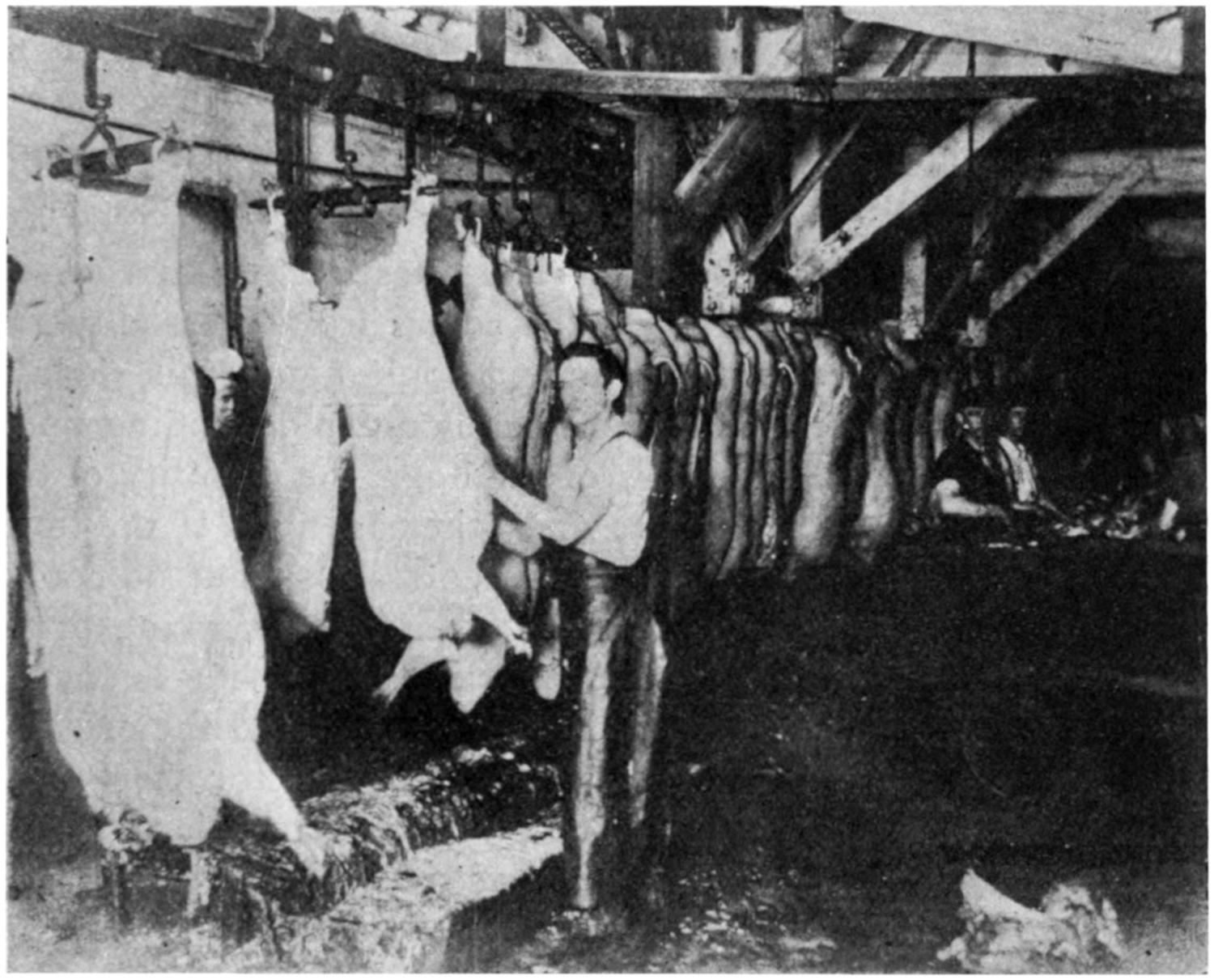
FIG. 107.—SCRAPING LEAF LARD.
—The essential feature in a chill room is that it be properly constructed and have sufficient refrigeration so that the temperatures can be controlled precisely as desired. It is advisable that the coolers be partitioned into tunnels. Into this the hogs are run as fast as killed, providing that the temperature is not run up too high. If the temperature goes above 45° F., the carcasses should be run into another tunnel and placed in the first one as the temperature goes down.
When the carcasses are to be cut after being forty-eight hours in the chill room, the cooler should be brought down[264] gradually to a temperature of 28° F. If they are to be cut when seventy-two hours old, which from the author’s experience is preferable, the cooler should be brought down gradually to a temperature of 30° F. With a cooler properly equipped, and a careful attendant, these instructions can be carried out in detail, and when thus followed the safe curing of the product will be found to be practically assured.
While there are other matters which need careful attention, if the chilling is not done properly, the rest of the operation will never save the product. The cooler should at all times be kept dry and clean with dry sawdust on the floor, to absorb drippings, clots of blood, etc., from the carcasses; whereas, if the drippings are allowed to remain on the floor they soon become soured and a menace to the product.
—The question is often raised as to how much hogs shrink in the cooler from dressed warm weight to chilled weight, and many people figure this shrinkage represents a loss. It is a variable quantity depending upon conditions such as the dryness of the hogs, the quantity of the air circulation, its temperature and other agents. If the hogs be sold whole plant weights it represents a loss, but no cooler can be controlled to prevent shrinkage if it be working properly. Aside from this quite a proportion of the hog is passed to curing rooms for treatment in salt or pickle and the original inherent moisture is hardly a traceable factor here and also the shrinkage in that portion rendered into lard is immaterial, while the portion shipped as fresh pork must be well dried out to arrive in good condition upon shipment.
The following figures give an idea of the actual shrinkage of hogs placed directly in the coolers. It will be noted the tests were made on light hogs used for shipping purposes. The percentage of shrinkage would not be as great on heavier carcasses:
TEST NO. 1 ON SHRINKAGE OF HOGS IN COOLER.
Forty-five hogs weighed in cooler direct from killing floor—Warm weight, 6,892 pounds; average, 153 pounds; temperature of cooler, 51° to 48° F.
Weight after hanging in cooler forty-eight hours, 6,682 pounds; shrinkage of 210 pounds or 3.04 per cent; temperature of cooler, 35° to 36° F.
[265]
Weight after hanging cooler seventy-two hours, 6,570 pounds; shrinkage of 322 pounds or 4.67 per cent; temperature of cooler, 31° to 32° F.
Weight after hanging in cooler ninety-four and one-half hours, 6,552 pounds; shrinkage of 340 pounds or 4.93 per cent; temperature of cooler, 32° F.
TEST NO. 2.
Forty-five hogs weighed into cooler direct from killing floor—Warm weight, 6,970 pounds; average, 155 pounds; temperature of cooler, 54° F.
Weight after hanging in cooler forty-six hours, 6,660 pounds; shrinkage of 310 pounds or 4.45 per cent; temperature of cooler, 36° F.
Weight after hanging in cooler seventy-two hours, 6,623 pounds; shrinkage, 347 pounds or 4.97 per cent; temperature of cooler, 32° F.
Weight after hanging in cooler ninety-four hours, 6,613 pounds; shrinkage, 357 pounds or 5.12 per cent; temperature or cooler, 32° F.
—These consist of the heads, plucks and entrails, and so much ingenuity is being used to make commercial products thereof, that nearly as much labor is expended upon these parts as upon the dressing of the hog.
—The heads are best made free from hair before severing from the carcass. If the loose hair is properly removed before the head is dropped, there is far less likelihood of hair coming in contact with cheek meat and tongues, from which parts it is difficult to hand pick.
The heads cleaned, they are skinned, the tongue is taken out, cheek meat cut off, jaws pulled, brains removed from skulls, skull frame cut into, to separate the teeth section and upper part of skull, cleansed of lithoids; snouts and ears are separated from face pieces and prepared for food products.
—Plucks are separated into livers, lungs and hearts. The hearts are used as sausage meat. The livers are selected for quality and many sold at retail. Defective livers are used for meat meal or digester tankage.
—Thoroughly clean, strip from fat, remove lining for sale to pepsin factories. Hog pouches are used for head cheese stuffing or cleaned like tripe for sheep sausage.
—All entrail fats are satisfactory for use in prime steam lard if properly cleaned.
[266]
Hog Cutting — Variety and Classes of Hogs — Cutting Floor — Pork Cuts — Hams — Side Meats — Bellies — Backs — Loins — Shoulders — Butts and Plates — Percentage of Yield — Change Cuts One Side — Test on Five Sides — Complete Cutting Test.
—The division of a carcass into its parts for disposal of fresh pork and for curing purposes, is a part of the expert work in the packing house business. The cuts placed in the curing cellar for shipment six or seven months hence and a prognostication as to what cut will meet a favorable future market; the sale, etc. are true problems.
There are a number of standard cuts, however, that are usually readily disposed of. A description of the various cuts, etc. is given herein. Use is made of much valuable data collected and published in the Illinois State Agricultural Department Bulletin previously referred to.
—A day’s buying of hogs unless selected to yield a given quality, is likely to yield the following classes:
| Carcass Weights | |
|---|---|
| Smooth Heavy or Heavy Loin Hogs | 240 to 400 lb. |
| Butcher or Light Loin Hogs | 160 to 240 lb. |
| Packing Hogs | 100 to 400 lb. |
| Bacon or Marked Hogs | 90 to 170 lb. |
| Shippers | 100 to 200 lb. |
| Pigs | 20 to 100 lb. |
Different styles of dressing are characteristic of the different classes of carcasses except heavy and light loin hogs, and shippers and pigs. Dressed hogs of all classes are cut open along the underline and through the aitch-bone and[267] brisket, but the method of splitting and trimming varies with the class, as follows:
“Loin Hogs.—These are split down through the center of the back-bone (‘loin-split’ or ‘center-split’) in order that pork loins may be cut from the sides. They are dressed “packer style,” i. e., head off, leaf out and hams faced.
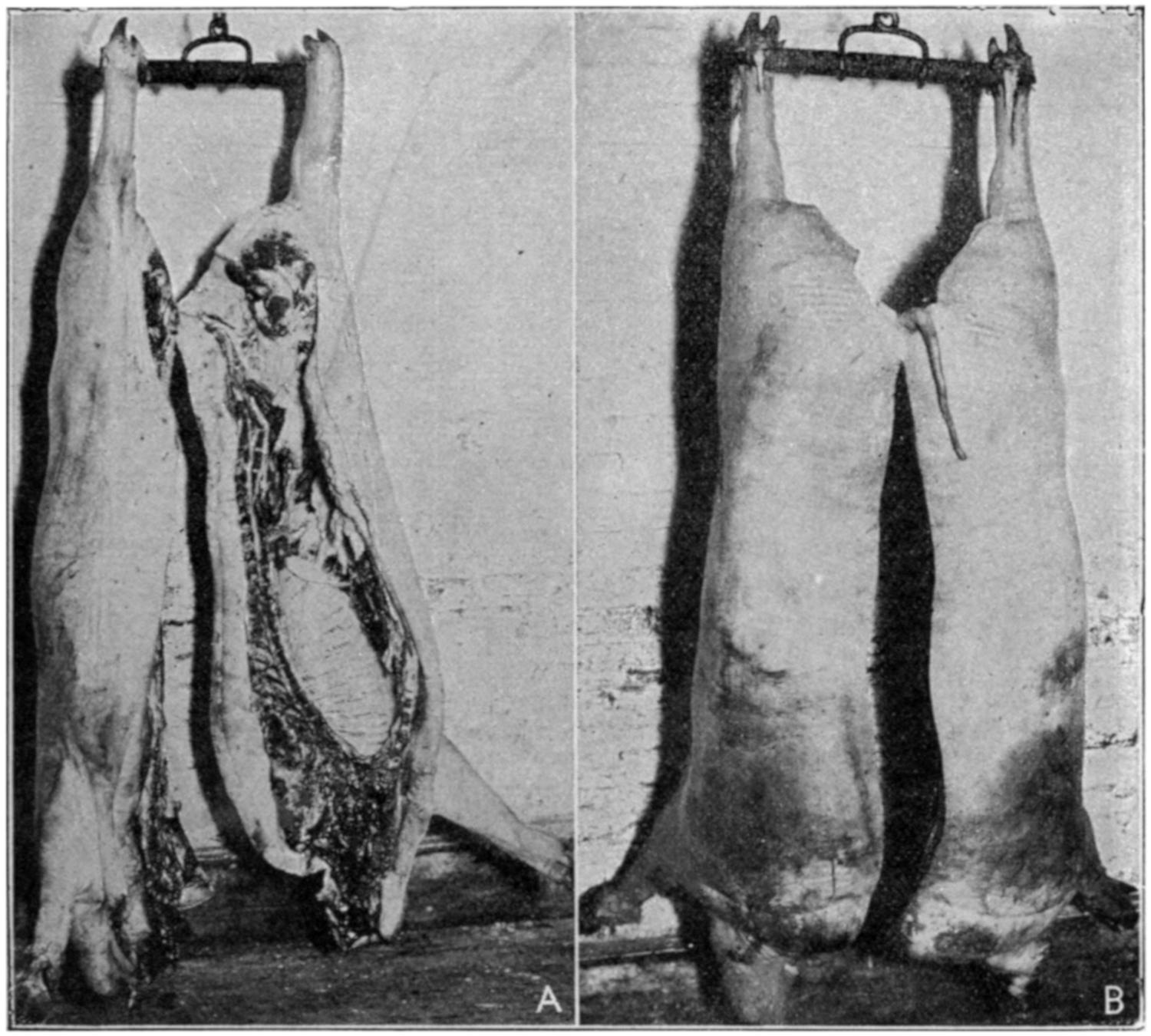
Inside.
Outside.
FIG. 108.—SMOOTH HEAVY HOGS.
“Packing Hogs.—Are usually split like loin hogs; sometimes on one side of the back bone, making a hard and soft side.
“Bacon Hogs.—Or those used for English meats are usually dressed ‘marked’; that is, a knife is passed down each side of the back bone and the backbone removed. The hogs are dressed regular unless the ham is intended for a long cut ham.
[268]
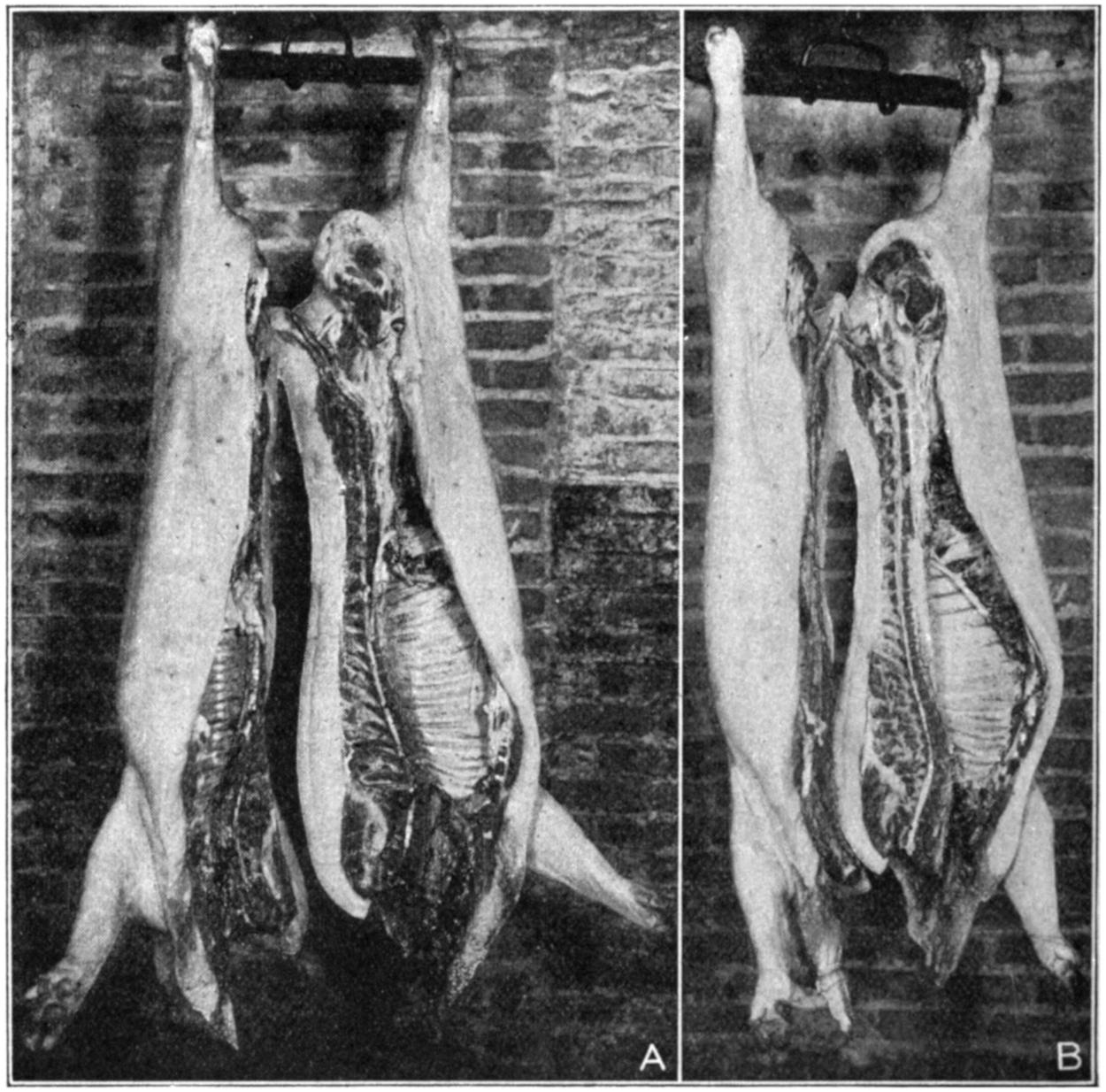
FIG. 109.—BUTCHER HOGS. A, HEAVY. B, LIGHT.
“Smooth Heavy or Heavy Loin Hogs.—The following description is of the usual commercial selection of hogs: These are prime smooth hogs, either barrows or good, clear (not seedy) sows, weighing 240 to 400 pounds, with from four to six inches of fat on the back; thick, wide, level sides without depressions in the back; heavy hams, filled out even with sides, full at the rump and well rounded down toward hocks, without flabbiness. As their name indicates such hogs are suitable for heavy loins. The remainder of the sides are being used for heavy short clears or fat backs and bellies.
[269]
“Butcher or Light Loin Hogs.—A large proportion of the fresh pork sold in retail markets is pork loins, which are cut into chops and roasts; hence light loin or ‘pork loin’ hogs are those from which these cuts can be obtained to best advantage.
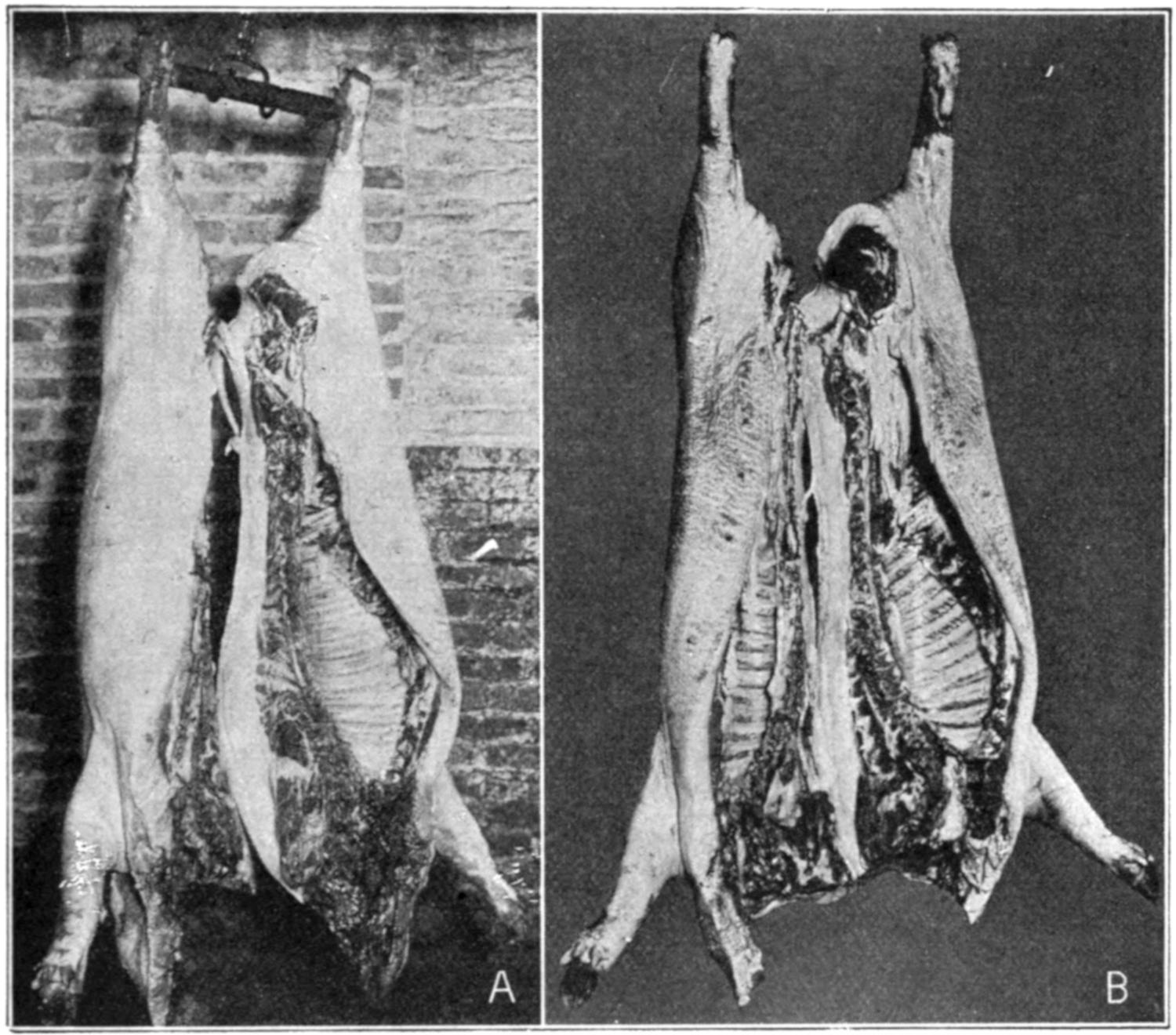
FIG. 110.—PACKING HOGS (SOWS). A, HEAVY. B, MEDIUM.
“To yield loins of the proper size and quality, a hog carcass should weigh about 160 to 240 pounds and have the same shape, smoothness and general quality described for heavy loin hogs. The covering of fat should be two to four inches thick on the back. This class is composed of barrows and smooth, clear sows. The weights most preferred for butcher hogs are 200 to 220 pounds. They are principally cut up by packers, the loins being sold to retail dealers or jobbers. Besides loins, fat backs, clear bellies, extra ribs and extra short[270] clears are commonly made from sides of butcher hogs. The hams are cut short and the shoulders principally made into picnics, New York-cut shoulders and Boston butts. In some instances carcasses of this class are sold to retail markets for fresh trade, in which case they are dressed either ‘head on’ or ‘head off’ as ordered. (See Fig. 109.)
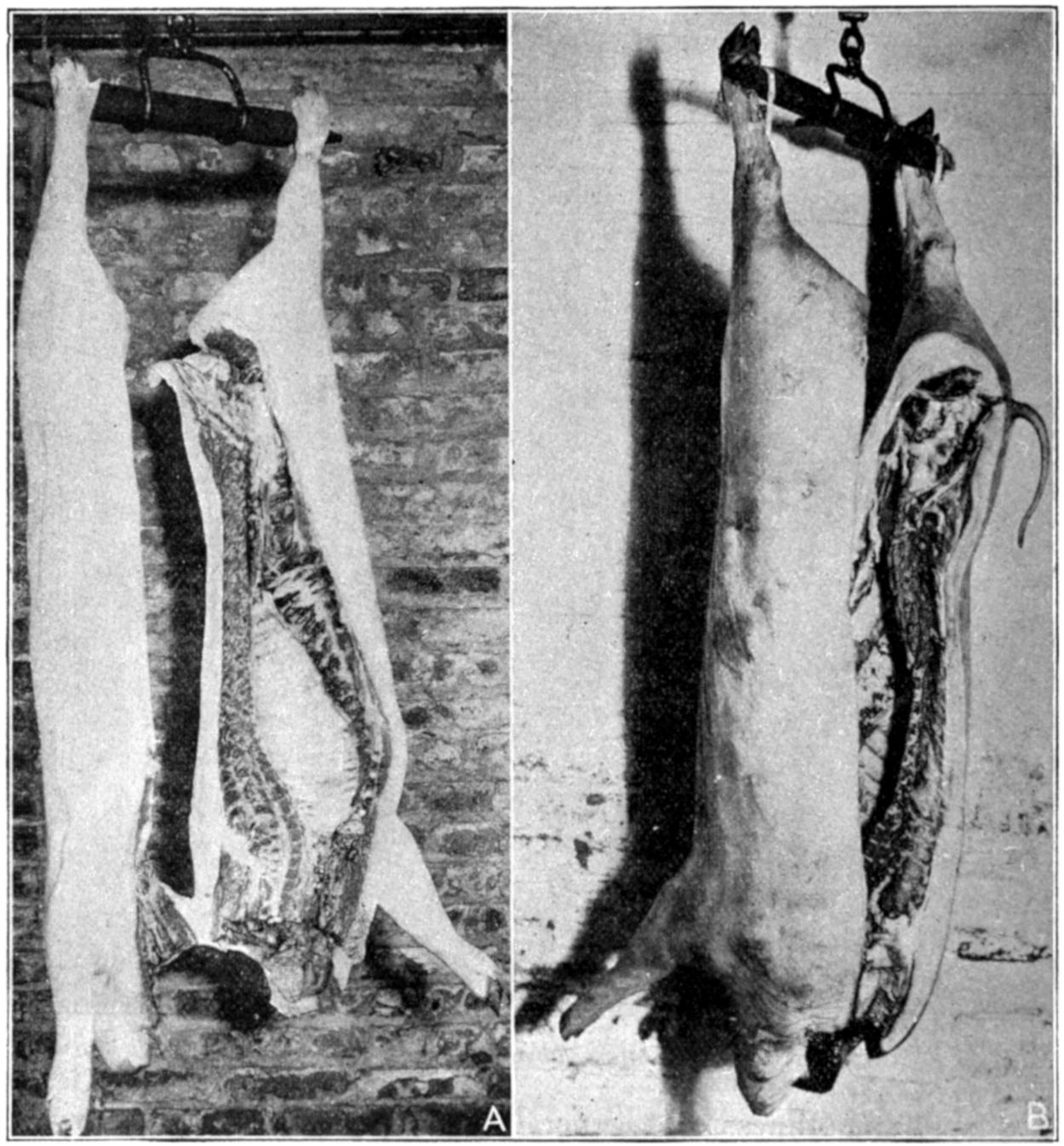
FIG. 111.—CHOICE BACON HOGS.
[271]
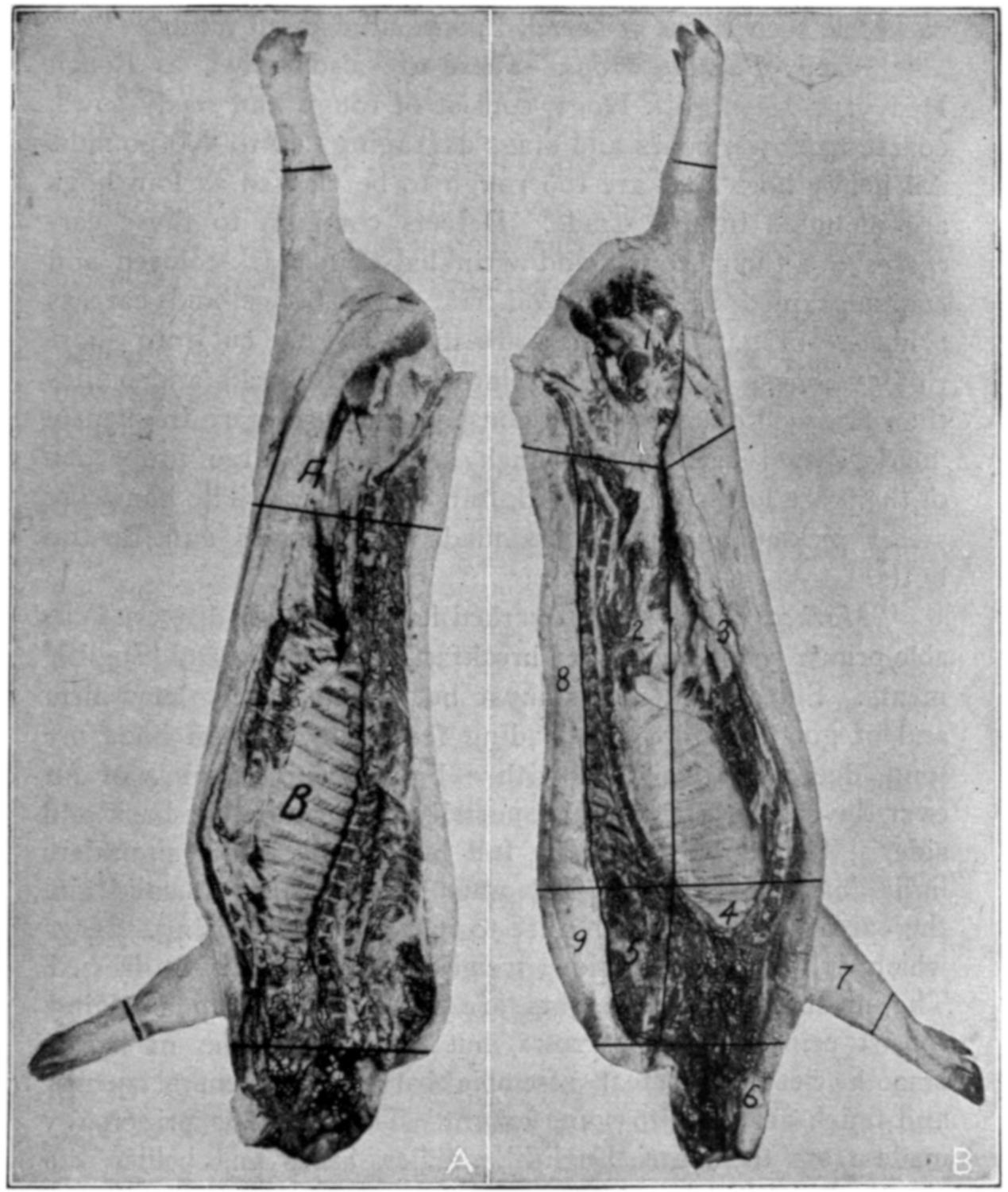
FIG. 112.—PORK CUTS.
| English Cuts. | Domestic Cuts. | 8. Fat back. |
| A, Long cut ham. | 1. Short cut ham. | 9. Clear plate. |
| B, Long side or middle. | 2. Loin. | 2, 8. Back. |
| 3. Belly. | 2, 3, 8. Side. | |
| 4. Picnic butt. | 4, 7. Picnic shoulder. | |
| 5. Boston butt. | 5, 9. Shoulder butt. | |
| 6. Jowl. | 8, 9. Long fat back. | |
| 7. Hock. | 4, 5, 7, 9. Rough shoulder. |
[272]
“Quality of Packing Hogs.—This class includes mixed hogs of all weights which are too coarse in quality, rough in shape or soft and uneven in finish to be suitable primarily for fresh pork products or smoked meats and are therefore principally packed in such forms as barreled pork and dry-salt meats.
“Heavy Packing Hogs.—These are also known as Rough Heavy or Mess Pork Hogs, consist of rough and seedy sows, coarse barrows, boars and stags averaging 240 to 400 pounds. All heavy hogs that are too rough to be classed as loin hogs are included in this grade. Defects common to these carcasses are thick, rough and wrinkled skin, dark-colored and coarse-grained flesh, soft, oil fat, large bones and carcass bruises. (Fig. 110.) They are more largely cut into short ribs and mess pork, and less into loins, fat backs and bellies than Heavy Loin Hogs, and consequently are more frequently ‘marked’ and side-split although at times a large proportion of them are loin-split and pork loins taken out. The hams are sweet pickled and shoulders made into picnics and Boston butts.
“Marked Hogs.—Light marked hogs are those that are suitable primarily for sugarcured breakfast-bacon bellies and ‘English’ meats. Since such meats must be comparatively lean, firm and of good quality, the leading features of bacon hogs are long, deep, smooth sides with a light, even covering of fat over the entire carcass and especially uniform on the back and sides. The hams should be full but lean and the shoulders light and smooth. The flesh must be firm, the fat solid and the carcass sufficiently mature to insure proper curing. Hogs which fulfil these conditions weigh 90 to 170 pounds dressed. The most desirable weights are 120 to 150 pounds. They consist principally of barrows, but for most grades of bacon, smooth clear sows that resemble barrows in general quality and finish are used to some extent. The products principally made from them are ‘English’ middles, backs and bellies, domestic breakfast-bacon bellies, long-cut and short-cut hams. Bacon hogs vary from choice to common in quality, finish and shape, although no fixed grades are universally recognized among packers. This grade is used for the manufacture of ‘Wiltshire’ and ‘Staffordshire’ sides, ‘English’ backs and bellies, and fancy breakfast-bacon bellies, also ‘Cumberland’ sides to some extent. They weigh about 120 to 160 pounds.”
[273]
—The hogs thoroughly chilled are ready for the cutting room. To be safe, however, the hogs should show a temperature of from 34° to 36° F. inside of the hams and shoulders. If this temperature in the meat has been reached by gradual chilling, very little trouble should be experienced in curing the meats. The proper cutting of the hog carcass is one of the most important items in the economical handling of hogs. The great variety of cuts and the percentage of yield of the various cuts are given on succeeding pages. For cutting and trimming economically it is essential that suitable facilities be provided. A cutting floor must be laid out for the quantity to be handled and for the style of meats to be cut. The carcass being heavy, the use of slides, conveyor mechanical saws, etc., are resorted to.
In hog cutting floors of large capacity the arrangement is usually on three floors or decks, the parts gravitating in the movement toward a finished cut. It is preferable to do the cutting in a cooled room in most climates and where a uniform temperature of 40° to 45° can be maintained. Lower temperature would be better but it is difficult to keep working people satisfied, particularly where female help is employed, for trimming purposes.
Be it said that moisture and heat are not conducive to the keeping quality of meats and it is to be avoided. The handling of cold meat in warm rooms brings about this condition, consequently it is far better to avoid exposure in cutting hogs into the several parts.
The usual method is to remove the ham, preferably by knife and hand saw; to chop the shoulder, further separated by power saw; to pull the loin and pass the side on for separation to backs and bellies. The further finishing of the cuts, either immediately on separation from the side or in an adjacent room, is a matter of space available.
—Fresh pork cuts are taken more or less from all classes of hogs. Since the pork loin is by far the leading fresh cut, light loin hogs are more extensively used for fresh pork than any other class. The varying demand for loins determines to a considerable extent the method of cutting other classes of hogs from time to time. Tenderloins and spareribs are also primarily fresh cuts. Skinned shoulders, shoulder butts, hams, bellies, fat backs, and raw leaf fat are sold fresh to a small extent.
[274]
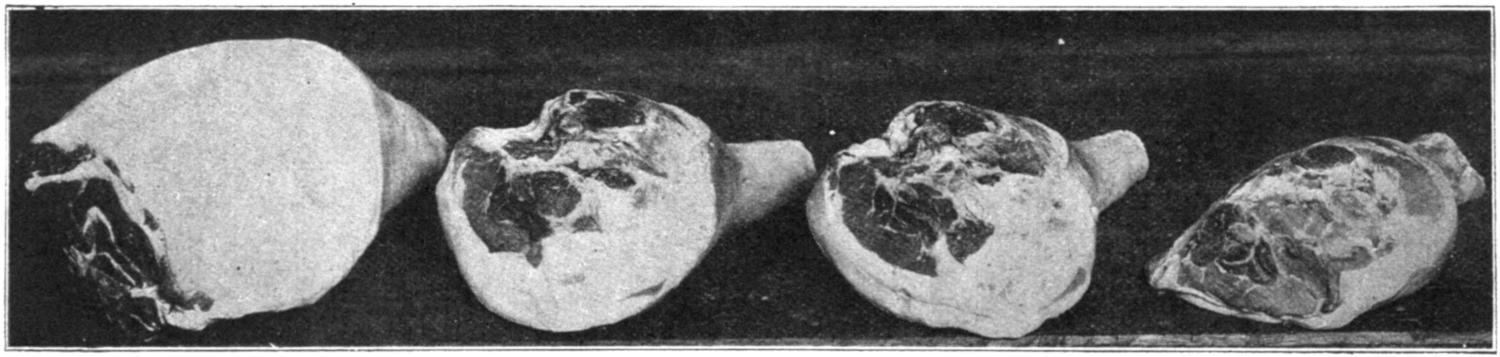
Skinned Ham.
Second Brand.
First Brand.
Third Brand.
FIG. 113—SHORT CUT HAMS.
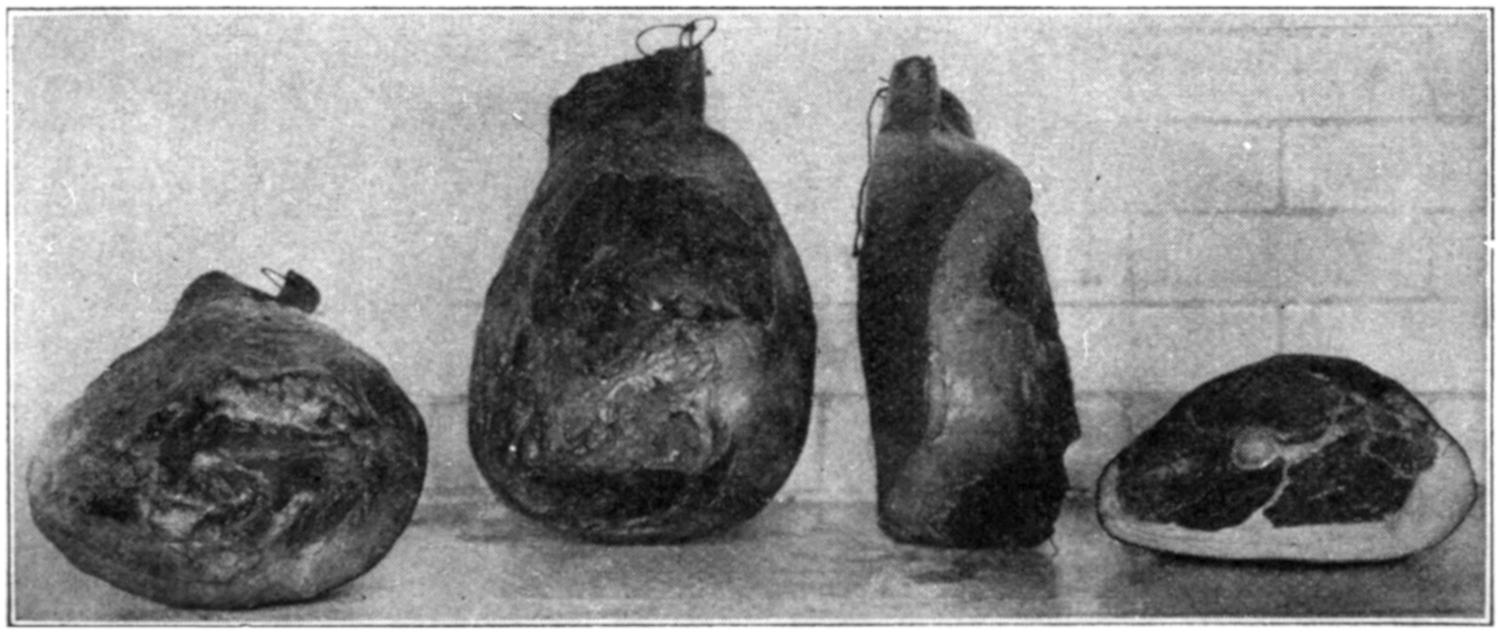
FIG. 114.—SMOKED SHORT CUT HAMS—FIRST BRAND.
[275]
The grading of pork cuts is complex since it involves their quality, shape, proportions of fat and lean, and weight. Many of the grade names refer merely to different methods of cutting and curing; but since they are applied only to cuts of specified quality, thickness or weight, the grades are in reality based on the latter factors to a large extent. The various cuts differ considerably as to methods of grading; consequently an adequate explanation of the factors involved and their relative importance can be presented only by describing the grades of each class.
—Hams are of two general kinds, short-cut and long-cut. The former are made from comparatively fat, plump hams, trimmed short and round at the butt, and the shank cut off at the hock joint. They are sold either as Regular Short-Cut, Skinned, or Boneless Rolled Hams. Long-cut hams are lean, long hams, with the butt left full and the foot taken off at the first joint below the hock. The principal grades are Regular Long-Cut, Stafford Cut, Manchester Cut and Italian Cut Hams.
—These are cut from the side midway between the hench-bone and slip-bone,[A] trimmed round at the butt, cushion[B] faced full, not undercut on the skin side, and shank cut off in or above the hock joint. Until 1909 the Board of Trade required that the shank be cut above the hock so as to expose the marrow. Practically all hams are sold as sweet-pickled or smoked meats. For regular delivery on the Chicago Board of Trade as sweet-pickled hams, they must average, in lots, not to exceed 16 pounds, with no ham to weigh less than 12 pounds and none to weigh over twenty pounds. The short-cut hams is the leading ham cut and has to a large extent taken the place of the long-cut ham in export trade.
[A] The hench-bone is the flat portion of the hip-bone that remains attached to the socket joint of the ham when the hog is split. The slip bone is the portion of the hip-bone that lies in contact with the back-bone near the end of the loin.
[B] The cushion is the fat butt of the ham where the tail piece is cut off.
[276]
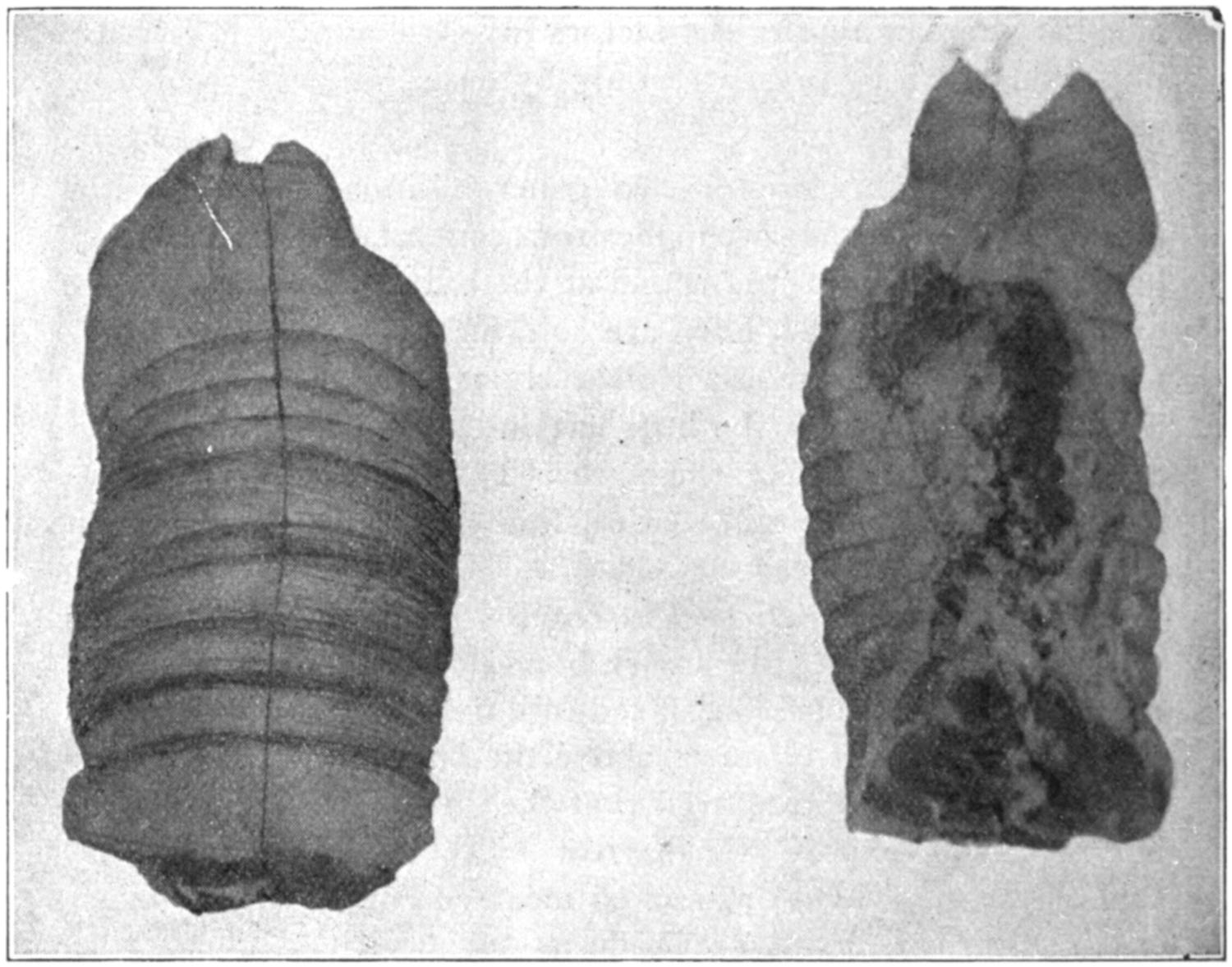
FIG. 115.—BONELESS ROLLED HAMS.
Short-cut hams are graded by packers according to the brand of smoked hams for which they are suitable. For the first brand (known as “extra selected” or “fancy-cured” hams) they are selected for thickness and firmness of lean meat, plump, well rounded shape, solid, white fat or medium thickness (one to two inches on a medium-weight ham), smooth, soft skin, bright color, small shank and absence of bruises. The bulk of this grade weigh 10 to 16 pounds, 10 to 12 pounds being most desirable for family trade, and 14 to 16 pounds for hotels and restaurants. See Fig. 113. Second brand or second grade hams (frequently termed No. 1’s) are deficient in one or more of the points just mentioned, but must be reasonably good in general quality and not exceedingly deficient in any particular. Many of them are too fat for the first brand. The third brand (also known as “seconds”), includes those from which a skin-bruise has been removed, also thin, light hams and any others which lack the shape and quality required for regular meat market trade.
[277]
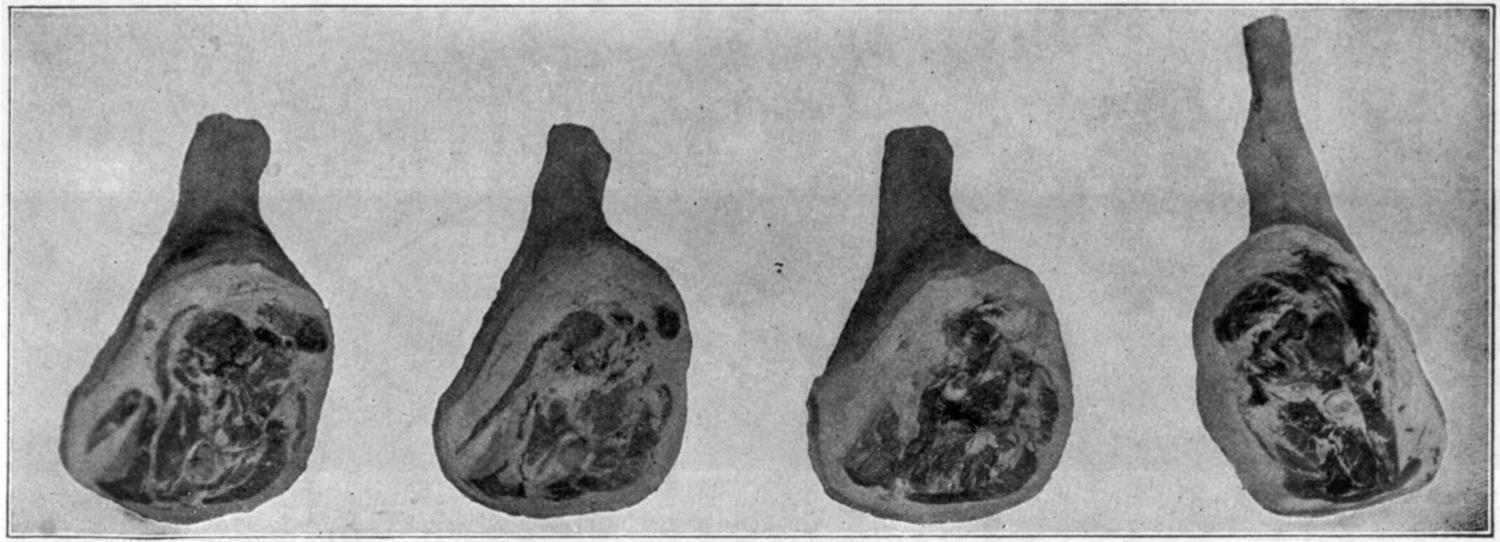
Regular.
Manchester.
Stafford.
Italian.
FIG. 116.—LONG CUT HAMS.
[278]

Short Rib.
Extra Short Rib.
Short Clear.
Extra Short Clear.
FIG. 117.—SIDES.
[279]
—These are cut short as explained above, the skin is removed down to the shank and the fat trimmed off within one inch of the lean. Until 1909 the Board of Trade regulation required the fat to be trimmed off within one-half inch of the lean. They are made from fat hams of first and second grades, weighing from 12 to 30 pounds, but the bulk weigh 16 to 22 pounds. Many skin-bruised hams are also skinned in order to remove bruises.
—These are made from sweet-pickled short-cut hams by lifting the skin, removing the surplus fat and the bone, and pressing or tying in the form of a roll with skin on. They are also made from skinned hams. 15 to 26-pound hams of first and second brands are used. These are usually prepared from cured hams.
—These are lean, long hams with only one-half to one and one-half inches of outside fat, and are “cut from the side by separating with a knife the hip-bone from the rump, properly rounded, foot unjointed at first joint below the hock.” They are not faced; and the butt end is left full, which gives it a flat, lean appearance. (Fig. 116.) Average weights are 10 to 20 pounds but usually above 14 pounds. This cut is made from good and choice bacon hogs. “Yorkshire” or “York” hams are cut slightly longer at the butt than regular, but are otherwise as described above. “Smithfield” or Virginia Style hams are long-cut and very lean, dry salt cured, long smoking, spiced, and “aged” for several months before using. They weigh 9 to 18 pounds.
“Stafford” Hams are cut about two inches shorter at the butt end than regular long-cut hams, hench-bone taken out exposing the socket joint, and foot cut off at the first joint below the hock. They are cut from good and choice bacon hogs and cured for English trade. This grade is made principally from 14 to 18-pound hams. See Fig. 116.
“Manchester” Hams are a very lean grade of long-cut hams comparatively flat in shape, butted like “Staffords,” and averaging 14 to 18 pounds. See Fig. 116.
“Italian” Hams are very thin, long hams, of 9 to 18-pounds average, and of common to good quality. The hench-bone[280] is removed as from “Staffords,” the leg is left extra long, the butt trimmed like American or short-cut hams, the ham pressed flat, dry-salt cured, smoked dark and seasoned with pepper. See Fig. 116.
Numerous other styles of grades of hams which were formerly packed in large quantities, especially for export trade, are no longer made or used sufficiently to be regarded as standard products.
—This class includes various grades and cuts of Short Ribs, Short Clears and “English” Bacon Sides.
—Regular Short Ribs are middles of hogs from which short-cut hams and regular or New York shoulders have been taken off, with back-bone and tenderloin removed, hench-bone and breast-bone sawed or cut down smooth and even with face of side, feather of blade not removed and no incision made in the side. This is a regular Board of Trade cut and is quoted in provision reports simply as “Ribs.” It is made from medium to heavy packing hogs, in averages from 25 to 80 pounds, but principally from 45 to 65 pounds. On the Board of Trade regular ribs averaging not less than 30 nor more than 60 pounds are deliverable at contract price; those over 60 and not over 70 pounds average are deliverable at a discount of 20 cents per 100 pounds; those over 70 and not over 80 pounds are discounted 30 cents, per 100 pounds. Regular ribs are mainly shipped south either as dry-salt or bacon meat. Many are afterward converted into other cuts, as extra ribs, extra clears, backs and bellies, as determined by current prices of the various cuts.
Jobbing or Rough Short Ribs consist of short ribs with the back-bone left in, the hog being center-split leaving equal part of the back-bone on each side. They are sold at a discount of two per cent under regular ribs and must average not less than 30 nor more than 50 pounds for Board of Trade delivery.
Hard Short Ribs are made the same as Jobbing Ribs except that the hog is split so as to leave the back-bone all on one side. The side containing the back-bone is known as the Hard Side or Hard Short Rib and the other as the Soft Side, the latter being the same as the Regular Short Rib.[281] They usually weigh 50 to 70 pounds, are cut from heavy packing hogs and are sold principally in the South as dry-salt pork.
Extra Short Ribs or “Extra Ribs” are made from Short Ribs by removing the loin. They average 35 to 50 pounds. 20 to 30 per cent of the stocks of sides usually consist of Extra Ribs.
Square Cut or “English” Short Ribs are the middles of hogs from which square shoulders and long-cut hams have been cut, thus making the side shorter than a regular rib, square-cut and with the feather of the blade-bone out. They are selected from the better grades of medium weight packing hogs, and average 20 to 30 pounds.
—Regular Short Clears are made from regular short ribs by removing the ribs and cutting reasonably square at each end. They are graded and handled in the same manner as short ribs. Short Clears average 30 to 70 pounds and to grade regular must average not less than 35 pounds. It is primarily a domestic cut but is exported to some extent. Square-Cut Short Clears are the same as Square-Cut Short Ribs except the ribs are taken out.
Extra Short Clear Sides or “Extra Clears” are made the same as short clears except that the loin is also removed. They may be made from extra short ribs by cutting out the ribs. The pieces weigh 25 to 60 pounds, and must average not less than 30 nor more than 60 pounds to grade regular.
—These so-called sides or long middles include both the side and shoulder, and in one instance (Wiltshires) the ham is also included. After arrival in Great Britain, they are usually made into “rolled sides,” which are dried for English trade, but in Scotland are usually smoked.
“Wiltshire” Sides consist of the side, ham and shoulder left together in one piece; the blade-bone is taken out, foot cut off, the shoulder trimmed the same as “Cumberlands,” hip-bone taken out, not backstrapped, the belly trimmed smooth and even, and leg of the ham cut off below the hock joint. These sides average 40 to 70 pounds and are selected especially for thickness of lean meat with a light, even covering of fat from 1¹⁄₄ to 2 inches thick, not exceeding 1³⁄₄ inches in the[282] best grades. They are made exclusively from choice lean bacon hogs, and are the highest grade of English bacon sides.
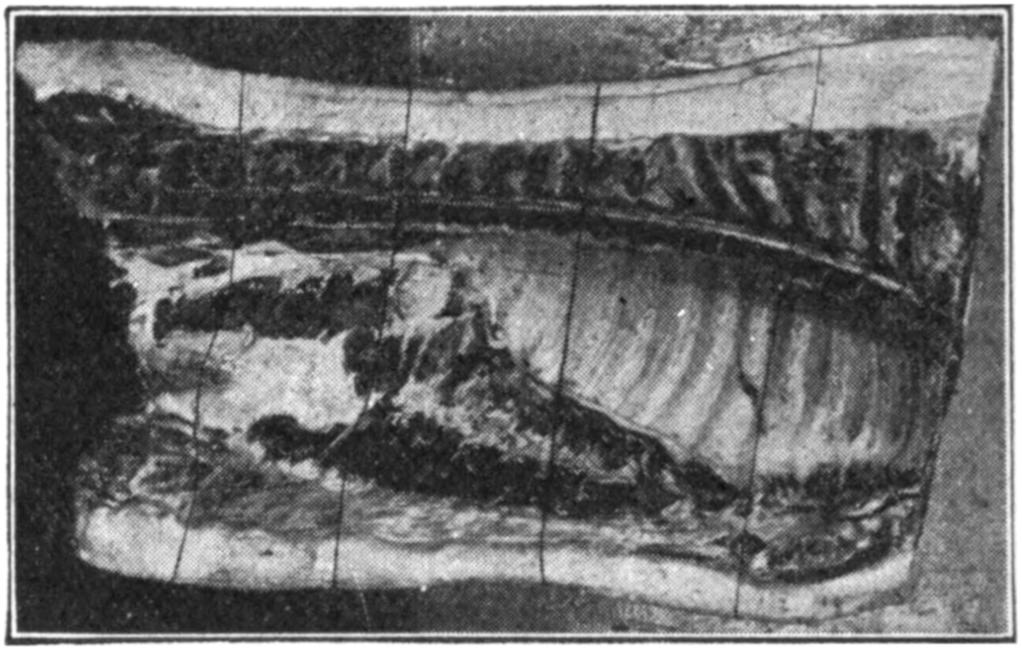
FIG. 118.—SHORT RIBS. CUT FOR MESS PORK.
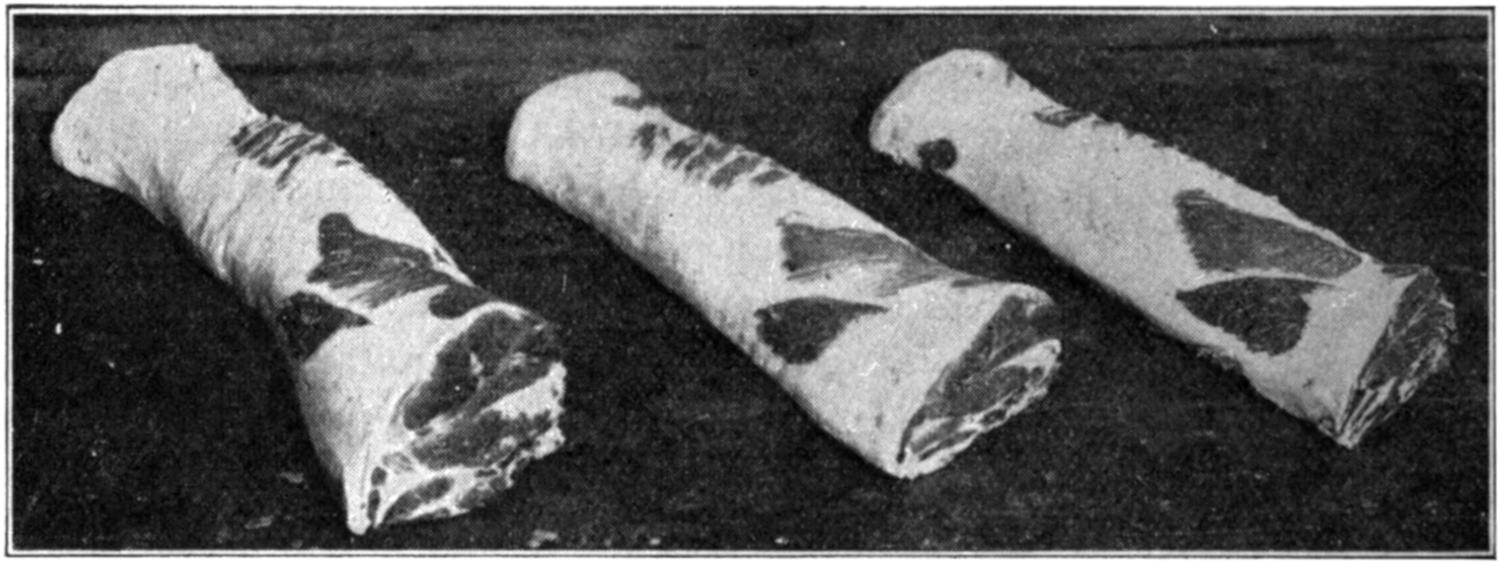
Heavy.
Medium.
Light.
FIG. 119.—PORK LOINS.
“Cumberland Sides” have the end from which the ham is taken cut square; the leg cut off below the knee joint; the shoulder ribs, neckbone, back-bone and blood vein taken out; breast-bone sawed or cut down smooth and even with the face of the side; and should not be back-strapped or flanked. They are made from good and choice bacon hogs and average 20 to 60 pounds, but the bulk run 25 to 40 pounds. This is by far the leading export side cut, and being made in various grades and averages is suitable for converting into other English side cuts, such as “Yorkshires,” “Birminghams,” “Staffords.”
[283]
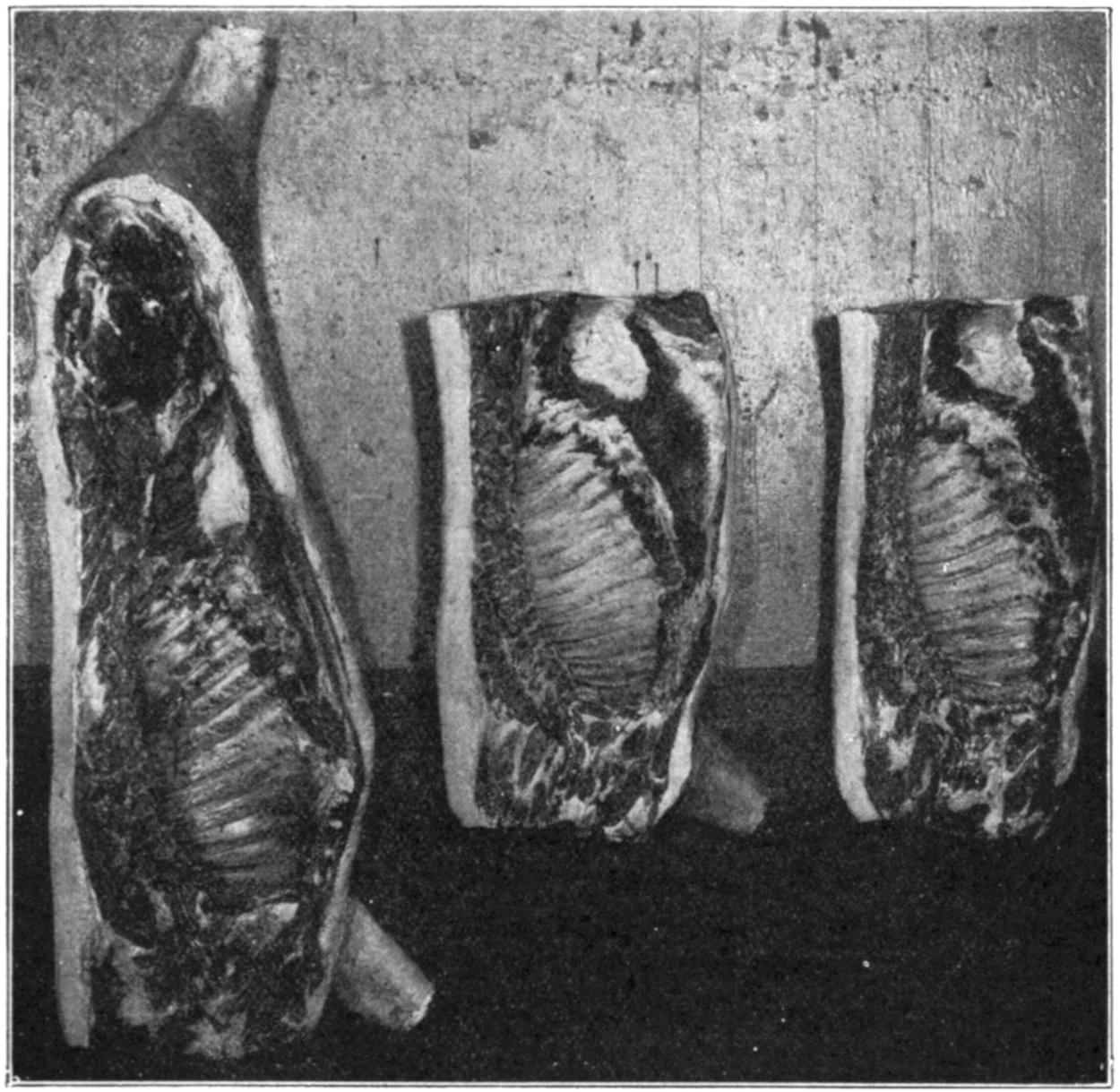
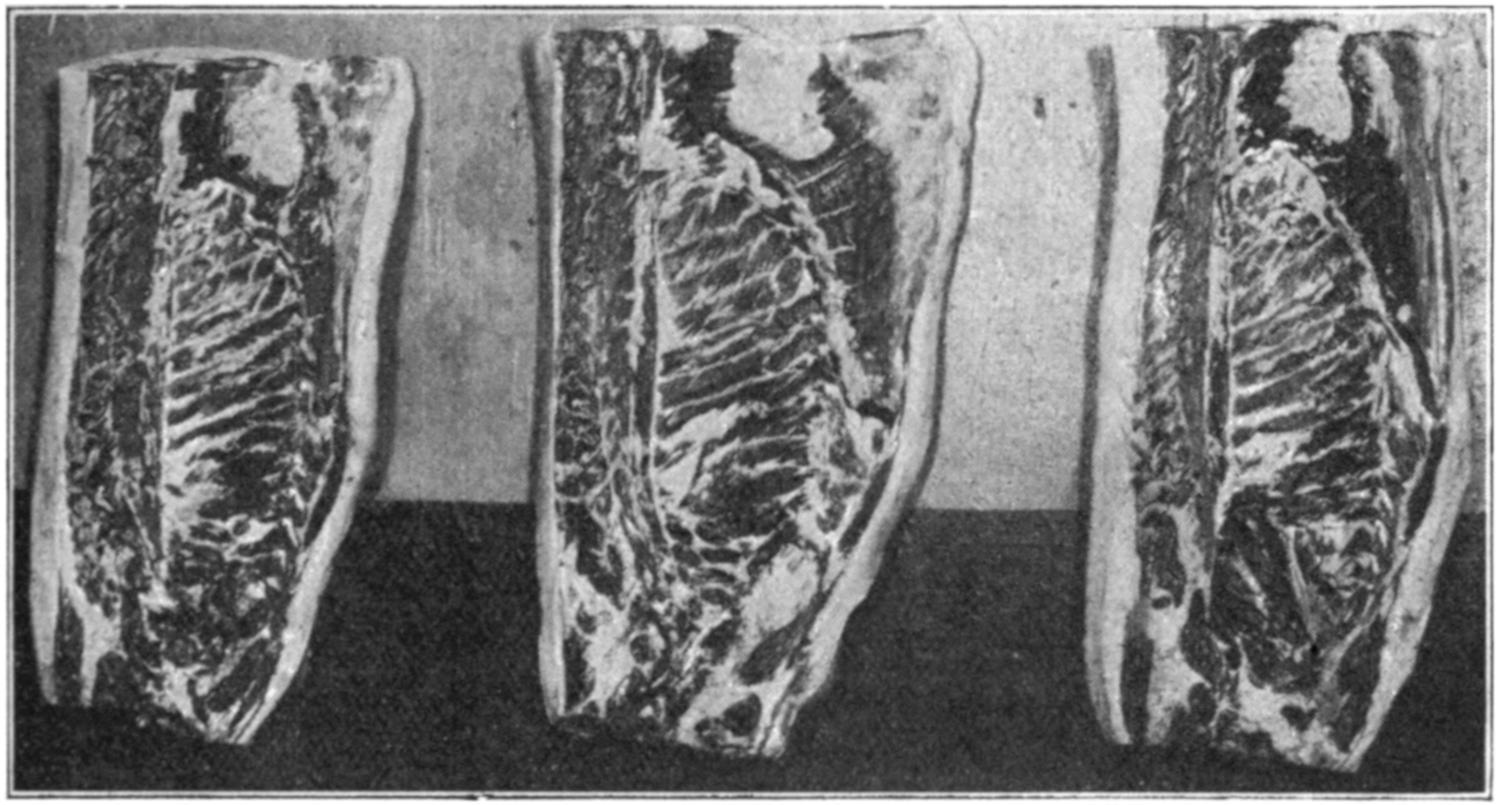
Wiltshire.
Long clear.
Cumberland.
Yorkshire.
Dublin.
Staffordshire.
FIG. 120.—LONG SIDES.
[284]
Long Rib Sides are made from the same as Cumberlands except the shoulder bones are taken out and the leg cut off close to the breast. The average weight is 18 to 25 pounds.
Long Clear Sides are cut the same as long ribs and in addition have the ribs taken out. For English trade, they are made from good bacon hogs weighing 120 to 160 pounds dressed, and the sides weigh 18 to 26 pounds. For regular Board of Trade delivery they must not average less than 45 pounds. The latter are used in domestic trade and Continental Europe, and are made from the heaviest bacon hogs and from comparatively lean butcher hogs. Extra long clears are made like long clears except that the loin is also removed. They are seldom used.
“Dublin” Middles are thin lean sides cut like “Cumberlands” and in addition the leg cut off close to the breast. They are made from light, common bacon hogs and pigs. The sides weigh 12 to 20 pounds. See Fig. 120.
—The grades of this cut are Dry-Salt, Sweet-Pickle, Breakfast-Bacon and “English” Bellies.
—These are made from short rib sides of mixed packing hogs by cutting off the back. For delivery on the Board of Trade they must be “Well cut and trimmed; no bellies that are coarse, bruised, soft or unsound shall be accepted.” However, they are not as closely trimmed as sweet-pickle bellies. They are made in averages from 10 to 45 pounds. They are quoted as Dry-Salt Rib and Dry-Salt Clear Bellies, the latter having the ribs removed and being made usually from bellies weighing less than 25 pounds. When smoked they are known as “Bacon Meats.”
—These are made from butcher bacon and good packing hogs, being “well cut and trimmed, to average, in lots, not to exceed 14 pounds.” The edges are squared and trimmed more closely than Dry-Salt bellies. They are made in 6 to 14 pound averages.
—These are clear bellies cut from bacon or light butcher hogs and selected with reference to firmness, color, proportions of fat and lean, smooth skin and general quality. They are trimmed still more closely than the regular sweet-pickle bellies. Selected bellies of this class weighing 4 to 10 pounds are known as Fancy or Special Breakfast Bacon Bellies and are made into the best brands of sugar-cured breakfast-bacon. The second brand includes bellies that are too fat for fancy bacon, or which lack the necessary firmness of flesh and thin smooth skin. They weigh 4 to 16 pounds.
[285]
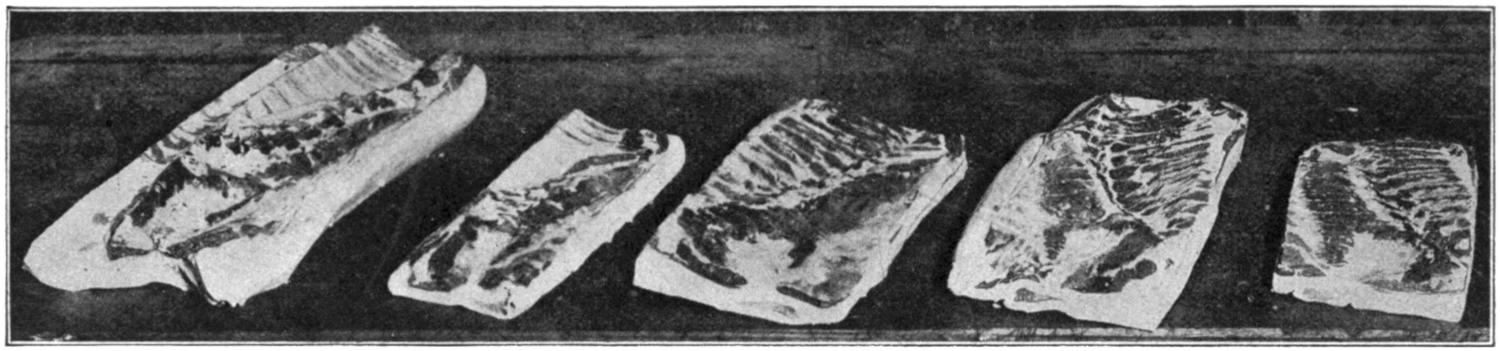
Dry Salt Rib.
Sweet Pickle Rib.
English Clear.
Sweet Pickle Clear.
Fancy Clear.
FIG. 121.—BELLIES.
[286]
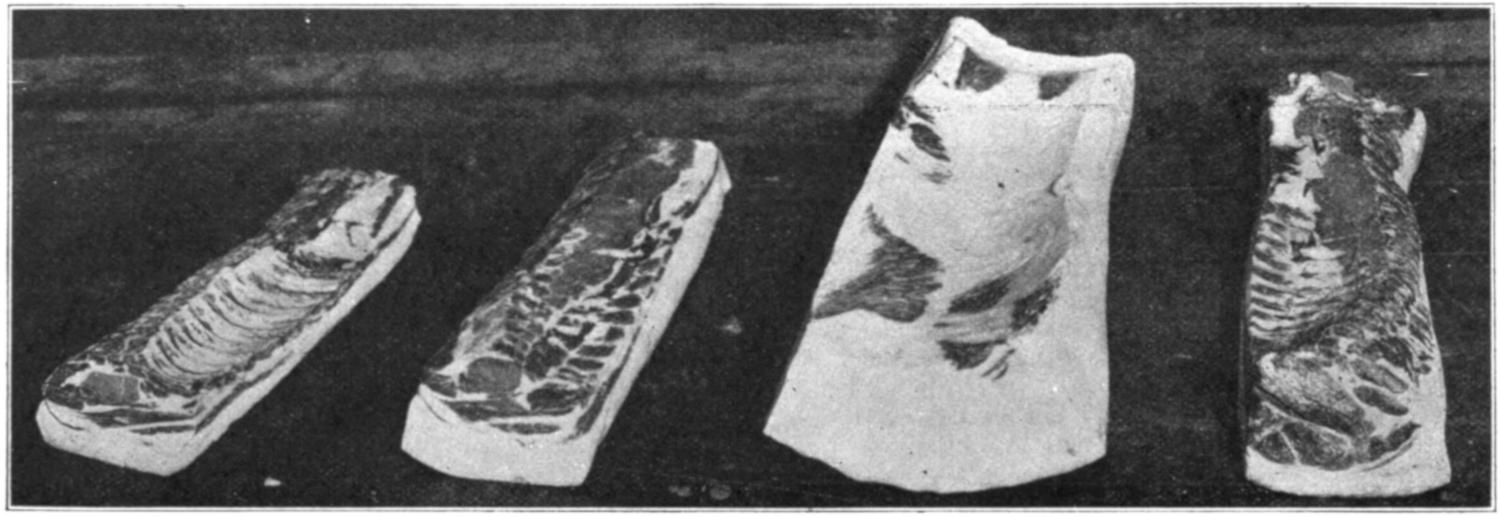
English Rib.
English Clear.
Short Fat Back.
Sweet Pickle Clear.
FIG. 122.—BACKS.
[287]
—These are clear bellies weighing 10 to 20 pounds, cut from choice heavy bacon hogs and light butcher barrows, and selected for firmness and a large proportion of lean. They are cut square on all edges.
FIG. 123.—SMOKED BREAKFAST BACON BELLIES (FIRST BRAND).
—The grades of backs are Short Ribs, Short Clear, Short Fat and Long Fat Backs.
—These are made from short rib sides by cutting off the belly; they therefore contain the loin, back fat and back-ribs but not the back-bone nor tenderloin. It is a dry-salt cut, weighing 25 to 45 pounds and is not commonly[288] made. Hard Backs are made from hard rib sides, thus containing the back-bone. “English” Rib Backs are made from Square Short Ribs, and average 12 to 20 pounds.
—These are “made from the sides of smooth hogs from which the bellies have been cut, back-bone and ribs taken out and the lean left on, tail-bone sawed off even with the face of the meat, and trimmed smooth and square on all edges.” They are cut from medium and heavy packing hogs. The weights run from 16 to 40 pounds. “English” Short Clear Backs are lighter than regulars, averaging 10 to 20 pounds, and are shorter at the butt end, being cut off in front of the hip-bone. Pickled Clear Backs are short clear backs of light weight and lean quality. They weigh 6 to 10 pounds and are sweet-pickled, smoked, and sold as “Loin Back Bacon” or “Breakfast Bacon Backs.”
—These are “made from the sides of heavy, well-fatted hogs from which the bellies have been cut, back-bone and ribs taken out and all the lean taken off, to be trimmed smoothly and properly squared on all the edges.” It is made from packing and loin hogs when cutting pork loins, and is usually quoted as a dry-salt cut in 8 to 20 pound averages.
Export Short Fat Backs have the blade-bone taken out, are more closely trimmed and squared than domestic fat backs and are made principally in heavy averages, 16 to 40 pounds. Paprika Fat Backs are thin, light fat backs, weighing 4 to 8 pounds.
—These consist of “the upper half of the side cut through the center of the ribs from the ham to and including the shoulder, with the loin and blade-bone taken out, trimmed smoothly and squared on all edges.” It is a dry-salt cut, not as commonly made as formerly and used only for export trade.
—Loins, consisting of the back with the fat trimmed off, are sold either as Regular Pork Loins or as Loin Rolls.
—These are made from sides of loin hogs, with the belly and back-fat cut off; they contain the back-bone, back-ribs and tenderloins, and have but a small amount of fat (one-fourth to one-half inch) on the outside. The weights of regular pork loins are 8 to 18 pounds and the price usually[289] varies inversely with the weight. 14 pounds is the heaviest average generally used for fresh trade. Extra or Long Pork Loins include, in addition to the regular loin, the top or lean cut of the shoulder, but this cut is seldom made.
Tenderloins consist of short round muscles lying underneath and on each side of the back-bone; they are attached to the “slip-bone” and extend from the loin butt almost to the last rib. They weigh one-fourth to one pound each, but those weighing three-fourths pound or over are most extensively used. They are cut from hogs that are too heavy and rough to yield regular pork loins, and from which short ribs, mess pork and boneless loins are made.
—These are made from heavy loins (15 to 22 pounds) by boning them completely.
—The standard grades are Rough, Regular, Picnic, New York Cut, Skinned, Square, New Orleans Cut and Boneless Rolled Shoulders.
—These are untrimmed shoulders as cut from the hog, separated from the side between the first and second ribs and with the jowl cut off square.
—These are “cut as close as possible to the back part of the forearm joint without exposing the knuckle, (leaving two ribs on the shoulder) butted off square on top, the neck-bone and short ribs taken out, neck squared off, blood vein lifted and cut out, breast flap cut off on or above the knee joint.” They are made principally from hogs that are too heavy and rough for New York style shoulders, and at times when the supply of “picnics” exceeds the demand. Sausage Shoulders are regular-cut shoulders which are unsuitable for dry-salt or sweet-pickle because of being trimmed to remove bruises, cut from “shoulder stuck” hogs, or otherwise deficient, and are used for the purpose which their name indicates. Bladed Shoulders are cut the same as Regulars except the shoulder-blade is taken out and the corners rounded.
—Formerly termed California hams—These are cut 2¹⁄₂ ribs wide, trimmed and packed as follows: “Shank cut off above the knee joint, trimmed as full on the face (lean surface) as possible, butt taken off to the edge of the blade, well rounded at the butt in the shape of a ham, breast flap taken off, and trimmed close and smooth, reasonably uniform[290] in size, and to average, in lots, not to exceed 12 pounds. The lighter averages (4 to 8 pounds) are sometimes termed Boston Shoulders, and were formerly butted shorter than Calas and only slightly rounded. Skinned Picnics are made from the fatter grades of Picnics by removing the skin and trimming the fat off within one-half inch of the lean. They average 6 to 10 pounds.
—These are cut two ribs wide, butted one inch from blade-bone, trimmed smooth, neck and breast flap cut off, and shank cut off between knee and brisket. 8 to 14-pound grades are made for domestic trade and the bulk weigh 10 to 12 pounds.
—These are cut similar to New York Cut Shoulders and in addition the skin is taken off down to the shank and the fat trimmed off close to the lean. They weigh 6 to 16 pounds, and are sold fresh, sweet-pickled and smoked. Skinned shoulders with the shank cut off close to the breast are termed “Chicago Shoulders,” or “Skinned Shoulders, hock off.”
—These are cut three ribs wide, squared on all sides, neck-bones out, breast flap off, foot cut off at the knee joint, butted just above blade-bone, and so trimmed as to expose the lean as much as possible. This is the leading “English” shoulder cut, and is made in averages from 10 to 20 pounds.
—These are made 1¹⁄₂ ribs wide, smooth and rounded on neck end, part of shoulder butt left on and neck-bone out. They are cut principally in 12 to 14 pound averages, but are also made from 10 to 16 pounds, from shoulders that are too rough and fat to make New York Cut or Picnic Shoulders.
—These are made from heavy picnics by lifting the skin, removing the surplus fat and the bone, pressing or rolling and tying with cord in the form of a roll in the same manner as rolled hams. They are also made from skinned picnics. Boneless rolled shoulders are made similarly from regular shoulders.
—Butts are cut from the end or top of the shoulder and from the jowl. Plates are made from shoulder butts. The various grades of these cuts are Boston Style, Milwaukee Style, Boneless, Buffalo Style, New York Style, Picnic, Dry-Salt and Square-Cut Butts; Regular Plates, Clear Plates and Back Plates.
[291]

Rough.
New York.
Skinned.
New Orleans.
Square.
FIG. 124.—SHOULDERS.
[292]

Boston Butt.
Regular Plate.
Boneless Butt.
Clear Plate.
New York Butt.
Picnic Butt.
FIG. 125.—BUTTS AND PLATES.
[293]
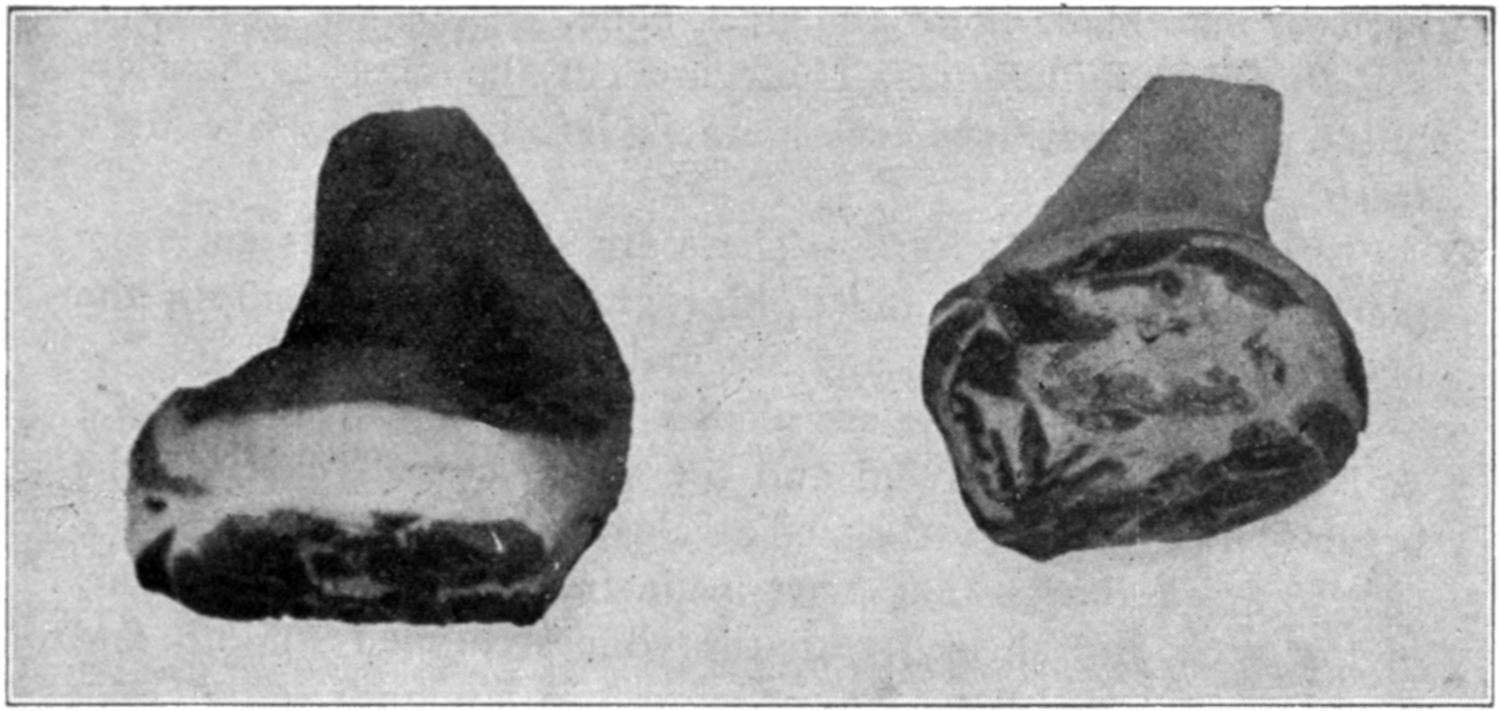
Heavy.
Light.
FIG. 126.—PICNICS.
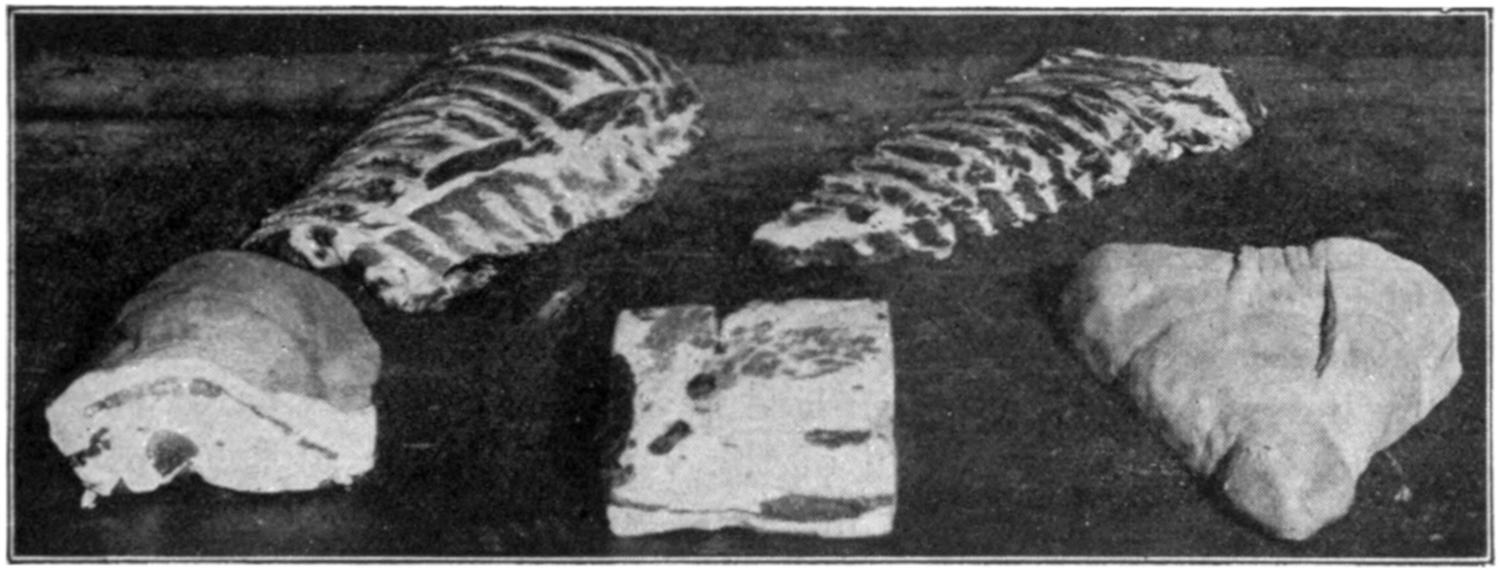
Spare Ribs (full sheet).
Spare Ribs (half sheet).
Dry salt butt (jowl).
Square cut butt.
Virginia style jowl.
FIG. 127.
—These are the ends or top pieces cut from heavy shoulders when making picnics; the neck-bone, ribs and surplus fat being removed and the piece trimmed[294] smooth. They include the end of the shoulder blade. Average weights are 3 to 7 pounds.
—These are the same as Boston butts with the neck-bone and rib left on.
—Also termed Cala Butts—These consist of the lean, boneless portion of Boston butts between the blade-bone and neck-bone.
—These are cut the same as boneless butts except that the neck-bone is left in. They are used fresh.
—These are shoulder butts cut from picnics of the thinner and lighter grades. They contain the neck-bone, fat and lean, and are mainly plain-pickled.
—These are picnics from which the surplus fat and the skin are removed and the shank cut off close to the breast. They are not trimmed as closely as regular picnics.
—These are made from the jowl (lower part of the neck and cheek) with the edges trimmed smooth and the piece pounded flat. They weigh 3 to 5 pounds.
—These are also made from the jowl but are more closely trimmed and squared. They average 2 to 4 pounds.
—These are made from shoulder butts by removing a boneless butt, thus making a fat piece with a facing of lean, containing the end of the blade-bone, and weighing 6 to 12 pounds.
—The variety of cuts into which a hog can be divided are many and the tables following indicate the percentages of yield of the different cuts, based on the live weight of the hogs. The percentage of yield of lard includes both prime steam lard and leaf. It should be understood that the total yield of the various cuts mentioned will vary slightly in different markets, and in the same market at different seasons of the year, according to the quality of the hog. These variations will not be more than 2 per cent, probably, on the total yield.
The percentages here given are about an average, or possibly a little under the average, and are based on hogs averaging from 240 to 275 pounds live weight. Extra short clears, extra short ribs, pork loins, fat backs and bellies are[295] made out of mixed packing hogs, averaging 220 to 300 pounds; at some seasons of the year averaging twenty-five to thirty pounds heavier.
In the percentages given it is estimated that the offal, such as hair, blood, fertilizer, casings, blade bones, etc., will cover the cost of killing and cutting and in figuring these tests prices of green meat should be used.
CUT INTO EXTRA SHORT CLEARS WILL YIELD.
| Per cent. |
||
|---|---|---|
| Extra short clears | 26 | |
| Loin | 9 | |
| Ham | 12 | ¹⁄₂ |
| Shoulder | 9 | |
| Lard | 13 | |
| Total | 69 | ¹⁄₂ |
CUT INTO EXTRA SHORT RIBS WILL YIELD.
| Per cent. |
||
|---|---|---|
| Extra short ribs | 26 | ¹⁄₂ |
| Loin | 9 | |
| Ham | 12 | ¹⁄₂ |
| Shoulder | 9 | |
| Lard | 13 | |
| Total | 70 | |
CUT INTO PORK LOINS, BELLY AND SHORT FAT BACKS WILL YIELD.
| Per cent. |
||
|---|---|---|
| Loin | 9 | |
| Belly | 12 | |
| Backs | 12 | |
| Shoulders | 9 | |
| Hams | 12 | ¹⁄₂ |
| Lard | 13 | |
| Total | 67 | ¹⁄₂ |
CUT INTO REGULAR SHORT RIBS AND ROUGH RIBS WILL YIELD.
| Per cent. |
||
|---|---|---|
| Ribs | 37 | |
| Hams | 12 | ¹⁄₂ |
| Shoulders | 8 | |
| Lard | 14 | ¹⁄₂ |
| Total | 72 | |
CUT INTO ROUGH RIBS WILL YIELD.
| Per cent. |
||
|---|---|---|
| Rough ribs | 37 | ¹⁄₂ |
| Hams | 12 | ¹⁄₂ |
| Shoulders[296] | 8 | |
| Lard | 14 | ¹⁄₂ |
| Total | 72 | ¹⁄₂ |
CUT INTO REGULAR SHORT CLEARS WILL YIELD.
| Per cent. |
||
|---|---|---|
| Short clears | 36 | |
| Hams | 12 | ¹⁄₂ |
| Shoulders | 8 | |
| Lard | 14 | ¹⁄₂ |
| Total | 71 | |
CUT INTO MESS PORK WILL YIELD.
| Per cent. |
||
|---|---|---|
| Mess pork | 38 | |
| Hams | 12 | ¹⁄₂ |
| Shoulders | 8 | |
| Lard | 14 | ¹⁄₂ |
| Total | 73 | |
CUT INTO CUMBERLANDS WILL YIELD.
120-lb. LIVE HOG.
| Per cent. |
||
|---|---|---|
| Cumberlands | 37 | |
| American cut hams | 14 | |
| Lard | 10 | |
| Total | 61 | |
170-lb. LIVE HOG.
| Per cent. |
||
|---|---|---|
| Cumberlands | 39 | |
| American cut hams | 14 | |
| Lard | 11 | ¹⁄₂ |
| Total | 64 | |
145-lb. LIVE HOG.
| Per cent. |
||
|---|---|---|
| Cumberlands | 38 | |
| American cut hams | 14 | |
| Lard | 11 | |
| Total | 63 | |
190-lb. LIVE HOG.
| Per cent. |
||
|---|---|---|
| Cumberlands | 40 | |
| American cut hams | 14 | |
| Lard | 12 | ¹⁄₂ |
| Total | 66 | ¹⁄₂ |
CUT INTO ENGLISH LONG CLEARS WILL YIELD.
| Per cent. |
||
|---|---|---|
| Long clear | 38 | |
| American cut hams | 14 | |
| Lard | 12 | ¹⁄₂ |
| Total | 64 | ¹⁄₂ |
—The following tests indicate how one side might be manipulated and changed to various cuts. This side weighed forty-four pounds, with ham and shoulder removed. The prices were those current at the time of making[297] the tests and indicates the variable commercial value of the side by the various manipulations. The same weight side of meat made into different cuts varies in value from $4.00 to $4.34:
SUMMARY OF TESTS.
| Product | Value |
|---|---|
| Hard ribs | $4.2428 |
| Standard ribs | 4.1648 |
| Short clear | 4.1724 |
| Back and dry salt bellies | 4.2790 |
| Back and dry salt rib bellies | 4.3281 |
| Back and sweet pickle bellies | 4.1979 |
| Extra rib | 4.2743 |
| Extra short clear | 4.2739 |
| Dry salt fat backs and dry salt rib bellies | 4.3435 |
| Dry salt fat backs and dry salt bellies | 4.2947 |
| Dry salt fat backs and sweet pickle clear bellies | 4.2635 |
| Fat back (tank) and dry salt rib bellies | 4.0677 |
| Fat back (tank) and dry salt clear bellies | 4.0317 |
| Fat back (tank) and sweet pickle clear bellies | 4.0005 |
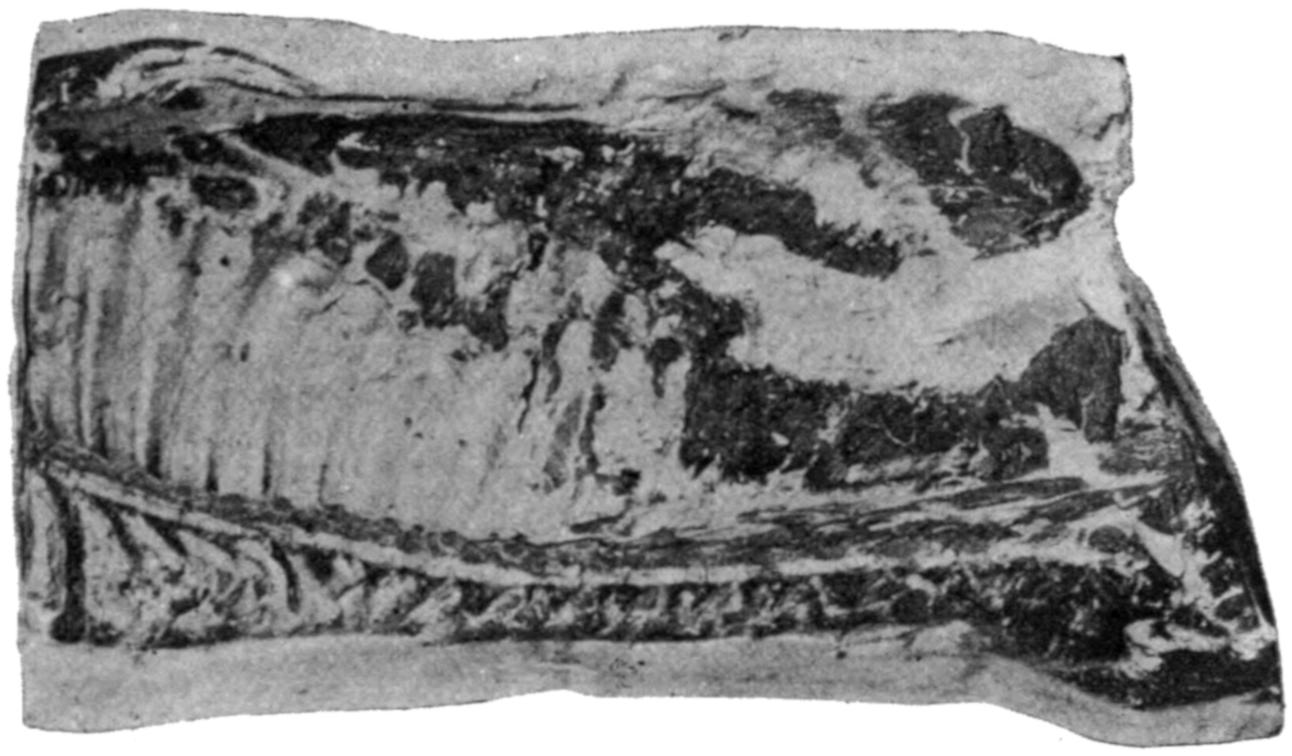
FIG. 128.—HARD SHORT RIBS. (NOT DELIVERABLE, BOARD OF TRADE.)
HARD SHORT RIB TEST.
| Yield | Lbs. | Per lb. | Value | |||
|---|---|---|---|---|---|---|
| Hard short ribs | 43 | $0 | .09675 | $4 | .1603 | |
| Lean trimmings | ¹⁄₄ | .07 | .0175 | |||
| Fat trimmings | ¹⁄₂ | .065 | .0325 | |||
| Tenderloins | ¹⁄₄ | .13 | .0325 | |||
| Totals | 44 | ... | $4 | .2428 | ||
[298]
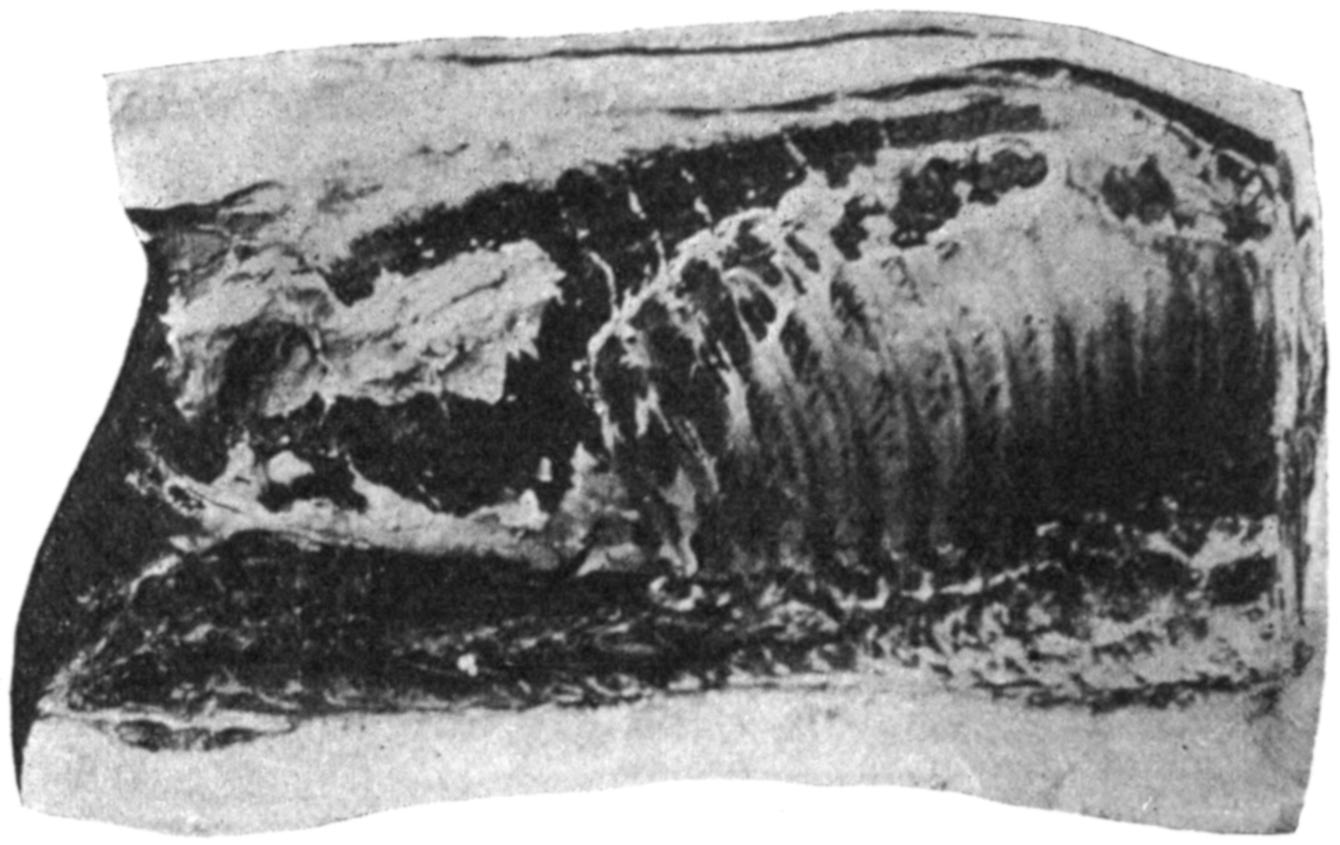
FIG. 129.—SHORT RIB.
STANDARD SHORT RIB TEST.
| Yield | Lbs. | Per lb. | Value | |||
|---|---|---|---|---|---|---|
| Standard short ribs | 41 | ³⁄₄ | $0 | .097 | $4 | .0498 |
| Lean trimmings | ¹⁄₂ | .07 | .0350 | |||
| Fat trimmings | ¹⁄₂ | .065 | .0325 | |||
| Tenderloins | ¹⁄₄ | .13 | .0325 | |||
| Back bone | 1 | .015 | .0150 | |||
| Totals | 44 | ... | $4 | .1648 | ||

FIG. 130.—EXTRA SHORT RIB.
[299]
EXTRA SHORT RIB TEST.
| Yield | Lbs. | Per lb. | Value | |||
|---|---|---|---|---|---|---|
| Extra short rib | 34 | ¹⁄₂ | $0 | .0965 | $3 | .3293 |
| Pork loin | 8 | ¹⁄₂ | .105 | .9031 | ||
| Lean trimmings | ¹⁄₄ | .06625 | .0175 | |||
| Fat trimmings | ³⁄₄ | .0965 | .0244 | |||
| Totals | 44 | ... | $4 | .2743 | ||
FIG. 131.—SHORT CLEAR (SHORT RIB AND SPARE RIB REMOVED.)
SHORT CLEAR TEST (SHORT RIB AND SPARE RIB REMOVED.)
| Yield | Lbs. | Per lb. | Value | |||
|---|---|---|---|---|---|---|
| Short clears | 39 | ³⁄₄ | $0 | .10025 | $3 | .9497 |
| Lean trimmings | ¹⁄₂ | .07 | .0350 | |||
| Fat trimmings | ¹⁄₂ | .065 | .0325 | |||
| Tenderloins | ¹⁄₄ | .13 | .0325 | |||
| Back bone | 1 | .015 | .0150 | |||
| Spare ribs | 2 | .055 | .1100 | |||
| Totals | 44 | ... | $4 | .1724 | ||
[300]
FIG. 132.—EXTRA SHORT CLEAR.
EXTRA SHORT CLEAR TEST.
| Yield | Lbs. | Per lb. | Value | |||
|---|---|---|---|---|---|---|
| Extra short clears | 33 | ¹⁄₂ | $0 | .097 | $3 | .2495 |
| Pork loins | 8 | ¹⁄₂ | .10675 | .9031 | ||
| Lean trimmings | ¹⁄₄ | .07 | .0175 | |||
| Fat trimmings | ³⁄₄ | .065 | .0488 | |||
| Spare ribs | 1 | .055 | .0550 | |||
| Totals | 44 | ... | $4 | .2739 | ||
FIG. 133.—CLEAR BACK.
[301]
CLEAR BACK.—S. P. BELLY TEST.
| Yield | Lbs. | Per lb. | Value | |||
|---|---|---|---|---|---|---|
| Clear backs | 21 | ³⁄₄ | $0 | .10075 | $2 | .1903 |
| Clear bellies (sweet pickle) | 15 | ¹⁄₄ | .105 | 1 | .6013 | |
| Lean trimmings | 1 | .07 | .0700 | |||
| Fat trimmings | 2 | ³⁄₄ | .065 | .1788 | ||
| Tenderloin | ¹⁄₄ | .13 | .0325 | |||
| Back bone | 1 | .015 | .0150 | |||
| Spare ribs | 2 | .055 | .1100 | |||
| Totals | 44 | ... | $4 | .1979 | ||
CLEAR BACK.—D. S. BELLY TEST.
| Yield | Lbs. | Per lb. | Value | |||
|---|---|---|---|---|---|---|
| Clear back | 21 | ³⁄₄ | $0 | .10075 | $2 | .1914 |
| Clear bellies (dry salt) | 17 | ¹⁄₂ | .1045 | 1 | .8288 | |
| Lean trimmings | ³⁄₄ | .07 | .0525 | |||
| Fat trimmings | ³⁄₄ | .065 | .0488 | |||
| Tenderloin | ¹⁄₄ | .13 | .0325 | |||
| Back bone | 1 | .015 | .0150 | |||
| Spare ribs | 2 | .055 | .1100 | |||
| Totals | 44 | ... | $4 | .2790 | ||
CLEAR BACK.—D. S. RIB BELLY TEST.
| Yield | Lbs. | Per lb. | Value | |||
|---|---|---|---|---|---|---|
| Clear back | 21 | ³⁄₄ | $0 | .10075 | $2 | .1903 |
| Rib bellies (dry salt) | 19 | ¹⁄₂ | .102 | 1 | .9890 | |
| Lean trimmings | ³⁄₄ | .07 | .0525 | |||
| Fat trimmings | ³⁄₄ | .065 | .0488 | |||
| Tenderloin | ¹⁄₄ | .13 | .0325 | |||
| Back bone | 1 | .015 | .0150 | |||
| Totals | 44 | ... | $4 | .3281 | ||
[302]
LOIN.—S. P. BELLY, D. S. FAT BACK TEST.
| Yield | Lbs. | Per lb. | Value | |||
|---|---|---|---|---|---|---|
| Fat backs (dry salt) | 16 | ¹⁄₂ | $0 | .09525 | $1 | .5716 |
| Clear bellies (sweet pickle) | 14 | .105 | 1 | .4700 | ||
| Pork loins | 8 | ¹⁄₂ | .10675 | .9031 | ||
| Lean trimmings | ³⁄₄ | .07 | .0525 | |||
| Fat trimmings | 3 | ¹⁄₄ | .065 | .2113 | ||
| Spare ribs | 1 | .055 | .0550 | |||
| Totals | 44 | ... | $4 | .2635 | ||
LOIN.—S. P. BELLY, FAT BACK (TANK) TEST.
| Yield | Lbs. | Per lb. | Value | |||
|---|---|---|---|---|---|---|
| Clear bellies (sweet pickle) | 14 | $0 | .105 | $1 | .4700 | |
| Pork loins | 8 | ¹⁄₂ | .10675 | .9031 | ||
| Lean trimmings | 1 | ¹⁄₂ | .07 | .1050 | ||
| Fat trimmings | 3 | ¹⁄₄ | .065 | .2113 | ||
| Back fat, tank | 15 | ³⁄₄ | .07975 | 1 | .2561 | |
| Spare ribs | 1 | .055 | .0550 | |||
| Totals | 44 | ... | $4 | .0005 | ||
LOIN.—D. S. BELLY, FAT BACK (TANK) TEST.
| Yield | Lbs. | Per lb. | Value | |||
|---|---|---|---|---|---|---|
| Fat backs, tank | 15 | ³⁄₄ | $0 | .07975 | $1 | .2561 |
| Pork loins | 8 | ¹⁄₂ | .10675 | .9031 | ||
| Lean trimmings | 1 | .07 | .0700 | |||
| Fat trimmings | 2 | .065 | .1300 | |||
| Clear bellies (dry salt) | 15 | ³⁄₄ | .10275 | 1 | .6175 | |
| Spare ribs | 1 | .055 | .0550 | |||
| Totals | 44 | ... | $4 | .0317 | ||
[303]
FIG. 134.—RIB BELLY.
LOIN.—D. S. FAT BACKS. D. S. RIB BELLY TEST.
| Yield | Lbs. | Per lb. | Value | |||
|---|---|---|---|---|---|---|
| Rib bellies (dry salt) | 16 | ³⁄₄ | $0 | .10275 | $1 | .7203 |
| Fat backs (dry salt) | 16 | ¹⁄₂ | .09525 | 1 | .5716 | |
| Pork loin | 8 | ¹⁄₂ | .10675 | .9031 | ||
| Lean trimmings | ¹⁄₄ | .07 | .0175 | |||
| Fat trimmings | 2 | .065 | .1300 | |||
| Totals | 44 | ... | $4 | .3435 | ||
LOIN.—D. S. FAT BACK.—CLEAR BELLY TEST.
| Yield | Lbs. | Per lb. | Value | |||
|---|---|---|---|---|---|---|
| Fat backs (dry salt) | 16 | ¹⁄₂ | $0 | .09525 | $1 | .5716 |
| Clear bellies (dry salt) | 15 | ³⁄₄ | .10275 | 1 | .6175 | |
| Pork loin | 8 | ¹⁄₂ | .10675 | .9031 | ||
| Lean trimmings | ¹⁄₄ | .07 | .0175 | |||
| Fat trimmings | 2 | .065 | .1300 | |||
| Spare ribs | 1 | .055 | .0550 | |||
| Totals | 44 | ... | $4 | .2947 | ||
[304]
LOIN.—D. S. RIB BELLY. FAT BACKS (TANK TEST).
| Yield | Lbs. | Per lb. | Value | |||
|---|---|---|---|---|---|---|
| Fat backs, tank | 15 | ³⁄₄ | $0 | .07975 | $1 | .2561 |
| Pork loins | 8 | ¹⁄₂ | .10675 | .9031 | ||
| Lean trimmings | 1 | .07 | .0700 | |||
| Fat trimmings | 2 | .065 | .1300 | |||
| Rib bellies (dry salt) | 16 | ³⁄₄ | .102 | 1 | .7085 | |
| Totals | 44 | ... | $4 | .0677 | ||
—The following tests show the results of cutting sides in various manner and are useful as showing the percentage yield in various lots:
RECAPITULATION.
| Value per cwt. |
|
|---|---|
| Five rough ribs, tenderloin in, made into extra short clears | $9.910 |
| Five rough sides with the tenderloin in, made into extra short ribs and pork loins | 9.946 |
| Five rough sides made into extra short clears, this cut being the same as the previous one, except that the spare rib is removed from the side | 9.880 |
| Five rough ribs, tenderloin in, made into regular ribs | 9.734 |
| Five rough sides made into pork loins, clear bellies, which consist of taking out the spare ribs and fat backs | 9.600 |
| Five rough ribs with tenderloin in, made into rib bellies, pork loins and fat backs | 9.614 |
| Five rough ribs made into short clear backs by removing spare rib on loin and leaving spare ribs in bellies | 9.700 |
| Five rough ribs made into short clear backs, removing the spare rib from the bellies, making them clear bellies | 9.700 |
In the foregoing tests the prices were effective at the time the tests were made. The percentages are accurate. It will be noted that the different cuts vary in value from $9.60 to $9.91, a variation of 31c per hundred pounds. From this will readily be seen the advantage of cutting hogs according to the market conditions.
[305]
FIVE ROUGH RIBS, TENDERLOIN IN, MADE INTO REGULAR RIBS.
| Yield | Lbs. | Per cent. |
Per lb. | Value | ||||
|---|---|---|---|---|---|---|---|---|
| Five regular ribs | 350 | 95 | .89 | $0 | .0980 | $34 | .30 | |
| Back bones | 8 | 2 | .19 | .02 | .16 | |||
| Tenderloins | 5 | 1 | .37 | .19 | .95 | |||
| Fat | 2 | .55 | .0625 | .12 | ||||
| Totals | 365 | 100 | .00 | ... | $35 | .53 | ||
| Value, $9.734 per 100 pounds. | ||||||||
FIVE ROUGH RIBS CONVERTED TO RIB BELLIES IN SHORT CLEAR BACKS.
| Yield | Lbs. | Per cent. |
Per lb. | Value | ||||
|---|---|---|---|---|---|---|---|---|
| Five short clear backs | 128 | 47 | .76 | $0 | .0975 | $12 | .48 | |
| Five rib bellies | 112 | 41 | .79 | .101 | 11 | .31 | ||
| Tenderloins | 4 | 1 | .49 | .19 | .76 | |||
| Ribs | 6 | ¹⁄₂ | 2 | .42 | .08 | .52 | ||
| Fat trimmings | 9 | 3 | .36 | .0625 | .56 | |||
| Blade bones | 3 | 1 | .12 | .07 | .21 | |||
| Back bones | 5 | 1 | .87 | .02 | .10 | |||
| Lean trimmings | ¹⁄₂ | .19 | .0775 | .04 | ||||
| Totals | 268 | 100 | .00 | ... | $25 | .98 | ||
| Value, $9.70 per 100 pounds. | ||||||||
FIVE ROUGH RIBS CONVERTED TO SHORT CLEARS.
| Yield | Lbs. | Per cent. |
Per lb. | Value | ||||
|---|---|---|---|---|---|---|---|---|
| Short clears | 330 | ¹⁄₂ | 90 | .55 | $0 | .10125 | $33 | .46 |
| Spare ribs | 16 | 4 | .38 | .08 | 1 | .28 | ||
| Tail bones | 3 | ¹⁄₂ | .96 | .03 | .10 | |||
| Back bones | 8 | 2 | .19 | .02 | .16 | |||
| Tenderloins | 5 | 1 | .37 | .19 | .95 | |||
| Fat | 2 | .55 | .0625 | .12 | ||||
| Totals | 365 | 100 | .00 | ... | $36 | .07 | ||
| Value, $9.88 per 100 pounds. | ||||||||
[306]
FIVE SIDES CLEAR BACKS.—CLEAR BELLIES.
| Yield | Lbs. | Per cent. |
Per lb. | Value | ||||
|---|---|---|---|---|---|---|---|---|
| Five short clear backs | 128 | 47 | .76 | $0 | .0975 | $12 | .48 | |
| Five clear bellies | 105 | 39 | .18 | .1025 | 10 | .76 | ||
| Spare ribs | 7 | 2 | .61 | .08 | .56 | |||
| Tenderloins | 4 | 1 | .49 | .19 | .76 | |||
| Ribs | 6 | ¹⁄₂ | 2 | .42 | .08 | .52 | ||
| Fat trimmings | 9 | 3 | .36 | .0625 | .56 | |||
| Blade bones | 3 | 1 | .12 | .07 | .21 | |||
| Back bones | 5 | 1 | .87 | .02 | .10 | |||
| Lean trimmings | ¹⁄₂ | .19 | .0775 | .04 | ||||
| Totals | 268 | 100 | .00 | ... | $25 | .99 | ||
| Value, $9.70 per 100 pounds. | ||||||||
FIVE ROUGH SIDES, MADE INTO PORK LOINS, CLEAR BELLIES.
| Yield | Lbs. | Per cent. |
Per lb. | Value | ||||
|---|---|---|---|---|---|---|---|---|
| Five pork loins | 63 | ¹⁄₂ | 22 | .64 | $0 | .1075 | $6 | .82 |
| Five clear bellies | 101 | 36 | .01 | .1025 | 10 | .35 | ||
| Spare ribs | 8 | ¹⁄₂ | 3 | .03 | .08 | .68 | ||
| Five fat backs | 85 | 30 | .30 | .09 | 7 | .65 | ||
| Fat trimmings | 18 | ¹⁄₂ | 6 | .59 | .0625 | 1 | .16 | |
| Lean trimmings | ¹⁄₂ | .18 | .0775 | .04 | ||||
| Blade bones | 3 | ¹⁄₂ | 1 | .25 | .07 | .24 | ||
| Totals | 280 | ¹⁄₂ | 100 | .00 | ... | $26 | .94 | |
| Value, $9.60 per 100 pounds. | ||||||||
FIVE ROUGH RIBS, TENDERLOIN IN, CONVERTED TO EXTRA SHORT CLEARS.
| Yield | Lbs. | Per cent. |
Per lb. | Value | ||||
|---|---|---|---|---|---|---|---|---|
| Five extra short clears | 189 | 72 | .69 | $0 | .09875 | $18 | .66 | |
| Spare ribs | 5 | 1 | .93 | .08 | .40 | |||
| Five pork loins | 57 | 21 | .92 | .1075 | 6 | .13 | ||
| Fat trimmings | 8 | 3 | .08 | .0625 | .50 | |||
| Lean trimmings | 1 | .38 | .0775 | .08 | ||||
| Totals | 260 | 100 | .00 | ... | $25 | .77 | ||
| Value, $9.91 per 100 pounds. | ||||||||
[307]
FIVE ROUGH RIBS, TENDERLOIN CONVERTED TO RIB BELLIES, PORK LOINS AND FAT BACKS.
| Yield | Lbs. | Per cent. |
Per lb. | Value | ||||
|---|---|---|---|---|---|---|---|---|
| Five pork loins | 63 | ¹⁄₂ | 22 | .64 | $0 | .1075 | $6 | .82 |
| Five rib bellies | 109 | ¹⁄₂ | 39 | .04 | .101 | 11 | .06 | |
| Five fat backs | 85 | 30 | .30 | .09 | 7 | .65 | ||
| Fat trimmings | 18 | ¹⁄₂ | 6 | .59 | .0625 | 1 | .16 | |
| Lean trimmings | ¹⁄₂ | .18 | .0775 | .04 | ||||
| Blade bones | 3 | ¹⁄₂ | 1 | .25 | .07 | .24 | ||
| Totals | 280 | ¹⁄₂ | 100 | .00 | ... | $26 | .79 | |
| Value, $9.614 per 100 pounds. | ||||||||
EXTRA SHORT RIBS.
| Yield | Lbs. | Per cent. |
Per lb. | Value | ||||
|---|---|---|---|---|---|---|---|---|
| Five extra short ribs | 194 | 74 | .62 | $0 | .09875 | $19 | .15 | |
| Five pork loins | 57 | 21 | .92 | .1075 | 6 | .13 | ||
| Fat trimmings | 8 | 3 | .08 | .0625 | .50 | |||
| Lean trimmings | 1 | .38 | .0775 | .08 | ||||
| Totals | 260 | 100 | .00 | ... | $25 | .86 | ||
| Value, $9.946 per 100 pounds. | ||||||||
—Average Live Weight 245 Pounds. In all well-managed houses a test is made at least weekly to determine the actual profit or loss appearing. These tests are of value as a guide when buying hogs to secure a quality best adapted to make cuts sell to the best advantage. The following tests on 1,265 live hogs, averaging 245 pounds, shows the method in use. It will be noted that this test is carried through carefully, taking the market price on the various cuts. The recapitulation shows the actual results at the time the test was made. All percentages of cuts of meats shown in the following tables are figured from the live weight of hogs:
[308]
HAMS.
| Product | Average Wt. Lbs. |
No. of Pieces |
Green Weight Lbs. |
Average Price Per lb. |
Value | ||||
|---|---|---|---|---|---|---|---|---|---|
| Amer. cut hams | 10 | and under | 68 | 616 | $0 | .11375 | $ 70.07 | ||
| Amer. cut hams | 11 | - | 13 | 143 | 1,740 | .0975 | 169.65 | ||
| Amer. cut hams | 14 | - | 16 | 658 | 9,965 | .0925 | 921.76 | ||
| Amer. cut hams | 18 | and over | 590 | 11,114 | .0925 | 1,028.04 | |||
| Amer. cut hams | (skinned) | 415 | 7,503 | .1025 | 769.06 | ||||
| Special hams | 11 | - | 13 | 223 | 2,892 | .10 | 289.20 | ||
| Special hams | 14 | - | 16 | 337 | 5,187 | .095 | 492.77 | ||
| Face and cushion bruised hams | ... | 9 | 145 | .085 | 12.33 | ||||
| No. 2 hams | 14 | and under | 63 | 933 | .0925 | 86.30 | |||
| No. 2 hams | 15 | and over | 24 | 288 | .0875 | 25.30 | |||
| Totals | ... | 2,530 | 40,383 | $0 | .0957 | $3,864.48 | |||
SHOULDERS.
| Product | Average Wt. Lbs. |
No. of Pieces |
Green Weight Lbs. |
Average Price Per lb. |
Value | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| N. Y. shoulders | ... | 77 | 680 | $0 | .0675 | $ 45.90 | |||||
| Rough | ... | 8 | 202 | .07375 | 14.90 | ||||||
| Skinned | ... | 283 | 2,731 | .075 | 204.83 | ||||||
| Three rib | ... | 18 | 250 | .08 | 20.00 | ||||||
| California hams | 5 | ¹⁄₂ | and under | 929 | 4,705 | } | .06125 | 828.90 | |||
| California hams | 5 | ¹⁄₂ | - | 7 | 856 | 5,838 | |||||
| California hams | 8 | - | 10 | 324 | 2,532 | ||||||
| California hams | 10 | and over | 45 | 458 | |||||||
| Clear plates | ... | ... | 890 | .05775 | 51.40 | ||||||
| Boneless ham butts | ... | ... | 382 | .075 | 28.65 | ||||||
| Jowl butts | ... | ... | 214 | .0425 | 9.10 | ||||||
| Rough butts | ... | ... | 245 | .07675 | 18.07 | ||||||
| Boston butts | ... | ... | 6,703 | .075 | 502.73 | ||||||
| Barrel pork | ... | ... | 1,110 | .06025 | 66.88 | ||||||
| Totals | ... | 2,530 | 26,940 | $0 | .0664 | $1,791.36 | |||||
[309]
SIDES.
| Product | Average Wt. Lbs. |
No. of Pieces |
Green Weight Lbs. |
Average Price Per lb. |
Value | |
|---|---|---|---|---|---|---|
| Dry salt fancy bellies | 4- 6 | 85 | 383 | $0 | .11 | $ 42.13 |
| Sweet pickle clear bellies | 6- 8 | 53 | 275 | .1075 | 29.56 | |
| Sweet pickle clear bellies | 8-10 | 252 | 2,158 | .1025 | 221.19 | |
| Sweet pickle clear bellies | 10-13 | 274 | 3,059 | .095 | 288.70 | |
| Sweet pickle clear bellies | 13-15 | 67 | 893 | .0875 | 78.13 | |
| Dry salt clear bellies | 18-20 | 144 | 2,803 | .07775 | 217.93 | |
| Dry salt clear bellies | 25-30 | 135 | 3,711 | .076 | 282.04 | |
| Regular short ribs | 60-70 | 116 | 7,731 | .072 | 556.63 | |
| Extra short ribs | 30-40 | 1,404 | 52,600 | .069 | 3,629.40 | |
| Fat backs | 10-12 | 110 | 1,246 | .057 | 71.02 | |
| Fat backs | 25-30 | 10 | 260 | .065 | 16.90 | |
| Back pork | ... | ... | 3,330 | .0585 | 194.80 | |
| Back fat (fifty K. R. lard) | ... | ... | 5,100 | .057 | 290.70 | |
| Brisket pork | ... | ... | 245 | .08 | 19.60 | |
| Regular loins | ... | 2,414 | 27,268 | .1025 | 2,794.97 | |
| Totals | ... | 5,064 | 111,042 | $0 | .0787 | $8,733.70 |
LARD.
| Product | Green Weight Lbs. |
Average Price Per lb. |
Value | |
|---|---|---|---|---|
| Prime steam lard (killing) | 16,075 | ... | ... | |
| Prime steam lard (cutting) | 17,059 | ... | ... | |
| Totals | 33,134 | $0 | .07125 | $2,289.55 |
| Leaf lard | 7,965 | $0 | .07 | $ 557.55 |
MISCELLANEOUS.
| Product | Green Weight Lbs. |
Average Price Per lb. |
Value | |
|---|---|---|---|---|
| Spare ribs | 1,474 | $0 | .04 | $ 58.96 |
| Tenderloins | 75 | .15 | 11.25 | |
| Tails | 96 | .02 | 1.92 | |
| Neck bones | 1,012 | .01 | 10.12 | |
| Blade bones | 296 | .04 | 11.84 | |
| Trimmings | 7,383 | .04 | 295.32 | |
| Feet | 4,803 | .01 | 48.03 | |
| Totals | 15,139 | $0 | .0289 | $437.44 |
[310]
OFFAL.
| Product | No. of Pieces |
Green Weight Lbs. |
Average Price Per lb. |
Value | |
|---|---|---|---|---|---|
| Cheek and head meat | ... | 1,664 | $0 | .02 | $ 33.28 |
| Tongues | ... | 950 | .055 | 52.25 | |
| Hearts | ... | 335 | .01 | 3.35 | |
| Kidneys | ... | 380 | .01 | 3.80 | |
| Brains | ... | 46 | .02 | .92 | |
| Plucks | 600 | ... | .02 | 12.00 | |
| Heads | ... | 102 | .035 | 3.57 | |
| Ears | ... | 25 | .02 | .50 | |
| Snouts | ... | 985 | .02 | 19.70 | |
| Totals | ... | 4,487 | ... | $129.37 | |
| Estimated value of blood and casings at 6c per head, $77.10. Added to $129.37, the value of the offal, makes a total value of $206.47. |
|||||
RECAPITULATION.
| Product | Per cent Yield |
Lbs. Weight |
Average Price Per lb. |
Value | |
|---|---|---|---|---|---|
| Hams | 13.04 | 40,383 | $0 | .0957 | $ 3,864.38 |
| Shoulders | 8.70 | 26,940 | .0665 | 1,791.36 | |
| Sides | 35.86 | 111,042 | .0787 | 8,733.70 | |
| Prime steam lard | 10.38 | 32,134 | .07125 | 2,289.55 | |
| Leaf lard | 2.57 | 7,965 | .07 | 557.55 | |
| Miscellaneous | 4.89 | 15,139 | .289 | 437.44 | |
| Offal ($0.167 per head) | ... | ... | ... | 206.47 | |
| No. 1 grease | ... | 1,281 | .07125 | 91.27 | |
| Total yield | 75.44 | 234,884 | ... | $17,971.72 | |
NET RESULTS
| 1,265 | hogs—Net live weight 309,925 pounds at average $0.0533 per lb. | $16,518.90 |
| 1,265 | hogs—Killing expense | 642.50 |
| 13 | condemned for No. 1 grease, weighing 3,158 lbs. and 7 condemned for | |
| hogs—No. 2 grease, weighing 1,908 lbs., at average, $0.0150 per lb. | 75.99 | |
| Total | $17,237.39 | |
| Gain, $733.33, or 58c per hog, or 23c per 100 pounds alive. | ||
Prices on preceding tests are changeable—the percentage yield is practically the same at present.
[311]
Curing Cellars — Hams and Their Treatment — Wilder Hams — Shoulder Meats — Bellies — Overhauling Meats — Fancy Bacon — Shipping Ages — Second Pickle — Dry Salt Meats — Curing Dry Salt Meats — Smoking Dry Salt Meats — Barreled Pork — Curing Barreled Pork — English Meats — Pigs Feet — Pigs Tongues — Pigs Snouts.
—Curing Cellars are pretty generally carried at a temperature of 35° to 36° F., for sweet-pickled meats and 38° to 40° F. for dry salted meats. At times the temperature in the foregoing is lowered to 34° F., but not frequently.
—Formerly tierces were used almost entirely, but the trend has been toward the use of vats or casks, uniform so far as possible in capacity, since it tends to better standardization. The vats can be taken out for airing, washing and sunlight, which is a prime requisite.
Dimensions of a standard vat are about as follows: For 1,500 pounds capacity, 42 inches high, 42 inches in diameter at the head, 48 inches in diameter at the bilge or center of vat. Thickness of stave one inch. Heads 1¹⁄₂ inch yellow pine; five galvanized iron hoops, two inches wide, made from No. 12 iron. Heads to be set flush with the chime, so that the weight of the contents comes directly on the floor.
Vats of this kind seem to last indefinitely and are much cheaper to handle than tierces, saving a large expense in coopering, and making it possible to use the space in the curing houses to better advantage. Cold storage houses should be sufficiently high under the joists, so these vats can be double-decked, one setting on top of the other, leaving about twenty inches of space. When handled in this manner the space in[312] the cellar is used to much better advantage with vats than tierces.
Into a vat of the dimensions named, should be put 1,450 pounds of meat. It will take practically sixty-eight gallons of pickle to fill the vat on a basis of 21¹⁄₃ pounds of meat to be cured, to each gallon of pickle.
—In the handling of product there is no part of the animal that requires as close and skillful attention as does the ham during the curing process. It is a thick, compact body of meat and it takes considerable time to chill, it becomes tainted very soon if not properly chilled. If the heat is removed, and the curing agent does not reach the interior promptly, decomposition sets in. As before stated the first chilling of the carcass has everything to do with the curing of this meat. If hams are properly chilled in the cooler, the balance of the process is comparatively simple. If they are only partially chilled from lack of proper attention or because of improper coolers, no curing agency will bring the hams out in a satisfactory condition.
—In hog coolers properly operated, on light and medium weight hogs, where a ham temperature of 33° to 35° F. is obtained, hams can be packed directly into the vats or tierces. Heavy hams are sometimes placed in a holding room for twenty-four hours and kept at a temperature of 33° F. to thoroughly chill. Some curers prefer to shelve all hams and to pump them before shelving.
—Each day’s cutting of hams should be tested internally with a thermometer made especially for this purpose to find the internal temperature. Light hams averaging from twelve to fourteen pounds should run from 33° to 34° F., heavy hams from 35° to 37° F. Temperatures higher than those designated are not safe, from a curing standpoint, and should be reduced to these points before the hams can be safely cured. What is meant by “safely cured” is the minimum percentage of sour, which should run less than one ham in 1,000 pieces. If previous directions as to refrigeration, handling, etc., are followed closely this condition is possible.
—The use of a pump in curing hams is a requisite to reasonably safe cure. A pump similar to that shown in[313] Fig. 135 is used, the pickle being inserted around the joint by means of a hollow nickel needle. The needle is put in where the pickle is wanted, and with one stroke of the pump the pickle is forced into the inside of the ham. It is advisable to use a strong pickle, getting as much of the curative properties as possible into the ham with a minimum amount of water.

FIG. 135.—HAM PUMP.
The pump illustrated is designed so that a measured quantity must be thrown per stroke. It was formerly thought unwise to pump the selected or fancy hams, but if the work be carefully done, whatever damage might occur, is justified by the general results. In pumping hams care should be used not to pump them heavy enough to burst the tissues, and to get as much as possible of the ingredient pumped in around the stifle joint, as this is the joint where decomposition sets in.
—Ham pumping pickle is usually quite a strong solution. A good recipe is one gallon of 100° brine, to[314] which is added fifteen ounces of saltpetre (potassium nitrate) and fifteen ounces sugar; in the same proportion for larger quantities.
The sugar has the effect of toning down the brash salt effect in the meat, giving it a more palatable flavor, also to a certain extent it aids in curing. The saltpetre aids in curing the meat, and gives it a bright, attractive color. Meat which is cured without the use of saltpetre has a dead appearance, and is very unattractive.
—Fancy hams should be pumped with one stick of the needle pushed in from the shank end, delivering along the bone at the stifle joint, using two strokes of the pump.
Regular hams should be pumped as above with an additional stick in the stifle and one under the aitch bone, one in the butt of the ham, two strokes per stick. Heavy hams, eighteen to twenty pounds, use three strokes for each stick. Picnics or Californias should be pumped with one stroke. Stick in shank, in blood vessel over blade-bone and under blade-bone.
—Ham curing pickle varies among different curing authorities. The use of freezers for storing fully cured meats is now so general that the curing pickle, even for fancy hams, can be made somewhat stronger with no serious saltiness resulting, provided the ham is removed at about the cured age. Fancy hams, owing to the selection and usually being of lighter weight are put in a medium pickle, with a pickle of 78-degree density. To one-thousand gallons of 78-degree brine add 250 pounds of sugar and 50 pounds of saltpetre, using 5 gallons of solution per 100 pounds net weight of meat. The 78-degree pickle referred to being the density of salt solution measured by a Salometer test.
For standard hams use 78-degree pickle with 200 pounds of sugar and 65 pounds of saltpetre.
—For sake of uniformity it is best to have as large vessels as possible for making pickle solutions, so as to minimize the likelihood of error; storage vats should be provided, with coils, through which refrigerated brine should be circulated for the purpose of chilling the pickle to a uniform temperature, usually 35° F.
[315]
—A ham cure method advocated by Mr. Wilder was as follows:
A very satisfactory method of handling hams, before beginning to pickle is (providing the hogs have been properly chilled in the cooler for from sixty to seventy-two hours), as soon as they are inspected and graded, to spread them on the floor, piling them up carefully, shank down, about 2¹⁄₂ to 3 feet high, salt each ham slightly with fine salt, and let them lie packed over night in the cooler at a temperature of from 36° to 38° F. The next day they are put into process of curing. When hogs are properly chilled in a dry cooler, they come out more or less dried, and the surface of the ham, as well as the rind, is not sufficiently porous and open to absorb the pickle promptly, the meat being cooler than the curing room. When, however, it comes in contact with the fine salt, this causes moisture to form on the meat, which opens up the pores, in which condition the ham readily absorbs the pickle.
—Inasmuch as the hams have been salted on the floor, the pickle should carry correspondingly less salt in curing. Otherwise the meat will be too salty. A 75-degree plain pickle is as strong as should be used for hams thus handled.
To a tank holding 1,680 gallons, filled with 75-degree pickle, there should be added:
475 pounds granulated sugar.
90 pounds saltpetre.
This makes a very safe and effective cure. The hams when being put down should be pumped as follows:
Five stitch in the shank;
One on the shank joint;
One on the aitch bone;
One on top of the shank;
Two in the body;
making a total of ten stitches per ham. The meat should be overhauled from one vat to another at the end of five days, second overhauling ten days later, pumping at that time with three stitches:
One in the shank;
One in the body;
One in the aitch bone.
[316]
It adds greatly to the certainty of the cure of meats to be thus pumped.
—The best flavored meats are produced with sirup, instead of sugar, but meats handled in this way have not the keeping qualities that meats have when cured with a granulated or light sugar. The sirup also has a tendency to discolor the meat, making it look less attractive, and this, coupled with its tendency to cause fermentation, has made the curing of meat with sirup, in large concerns at least, undesirable.
A formula for the use of sirup in a 1,500-gallon vat would be as follows:
88 gallons sugarhouse sirup.
75 pounds saltpetre.
This will make a dark-colored pickle. Hams turned out in this manner are of a very delicate flavor.
—Shoulder meats are quite difficult to cure, probably owing to the blood content, etc. The chilling is quite as essential as for ham, and it is customary to use a stronger pickle, as well as to pump the meat somewhat heavily. The pickle for shoulder meats is to add to 1,000 gallons of 85-degree brine, 150 pounds of sugar and 65 pounds of saltpetre.
—Bellies cured in vats are a comparatively easily cured product. The process being to simply put the requisite quantity of meat in the cask and add the pickle. S. P. Bellies can be nicely cured in a pickle of 70-degree strength with 150 pounds of sugar and 65 pounds of saltpetre per 1,000 gallons.
—Overhauling is the term used in cellars to describe the process of transferring meat from one cask to another to insure its being shifted so that all parts of the meat may be equally exposed to the curing solution. It is a laborious task, but a necessity, and perhaps one of the first processes to be neglected in case of labor shortage. In most establishments its importance is recognized to be of such magnitude that a record is kept of each cask to see that the transaction is carried out. The following table gives the periods at which the meats should be changed:
[317]
| Fancy hams | 5, 15 and 30 days. |
| Regular hams | 5, 20 and 40 days. |
| Picnics | 5 and 20 days. |
| Bellies | 4 and 15 days. |
—This particular part of the animal is cured either in dry salt or sweet pickle, according to the requirements of the trade and the grade or quality of the meat. The highest class bacon used in this country is generally “dry salt,” being specially handled and prepared to make the most attractive appearance. A much sought for point in bacon is to so prepare it that when fried it is of a light color. The only way to obtain this color is to use less sugar in curing, as it causes discoloration in cooking; but at the same time it greatly adds to the flavor, hence curing by the dry salt method adds to the looks. When it is cured in this way it should be dry packed in air-tight boxes lined with galvanized iron, or other material, the meat being put down with a fine salt combination, thoroughly mixed per 100 pounds of meat as follows:
| 2 | .75 | pounds English salt. |
| 1 | .25 | pounds sugar. |
| 3 | ounces saltpetre. |
The meat should be held in this cure about twenty days.
The meats are packed with the rind down uniformly, the salt being spread between the layers, the top layer being put on with the rind up and the box closed, keeping the air from it as much as possible; meat must not be overhauled. It should be fully cured in twenty-five days. Meat handled in this manner, as stated before, when fried cooks white; it also has a very bright appearance when smoked. This is a delicate cure and must be handled accordingly.
—The table on next page gives what is considered the age, in days, at which different kinds and weights of sweet pickled hams and sides are cured sufficiently to smoke; also at which different kinds of barrel pork are cured sufficiently to be sold; also the cuts which should and should not be pumped.
—A wasteful practice in packing houses, is to throw away pickle as soon as the meat is cured. A pickle which will show 78-degree strength, to which has been added[318] five to seven degrees of sugar, saltpetre, etc., making it 83 to 85-degree when used, if tested after meats have been cured, will show a strength of from 52 to 58-degrees, the meat having absorbed the balance of the curative ingredients. The remaining ingredients in this pickle are good when purified—salt and sugar being the same under all conditions—hence when meats are fully cured the pickle should be pumped into a vat, in the bottom and sides of which are galvanized iron coils. Steam should then be turned on these coils heating the pickle by the radiation from the pipe.
SHIPPING AGES.—TIME REQUIRED FOR CURING.
| Product | Average wt. lbs. |
Days to smoke |
Days to ship |
Pumped | ||||
|---|---|---|---|---|---|---|---|---|
| S. P. hams | 10 | and under | 30 | 30 | Yes | |||
| S. P. hams | 10 | ¹⁄₄ | - | 14 | 35 | 35 | Yes | |
| S. P. hams | 14 | - | 18 | 50 | 50 | Yes | ||
| S. P. hams | 18 | - | 23 | 70 | 70 | Yes | ||
| S. P. hams | 24 | and over | 80 | 80 | Yes | |||
| S. P. hams skinned | 14 | - | 16 | 50 | 50 | Yes | ||
| S. P. hams skinned | 18 | and over | 70 | 70 | Yes | |||
| S. P. hams fancy | 11 | - | 13 | 60 | 60 | No | ||
| S. P. hams fancy skinned | 14 | - | 16 | 65 | 65 | No | ||
| S. P. hams export | 10 | - | 14 | 30 | 30 | Yes | ||
| S. P. hams export | 14 | - | 18 | 35 | 35 | Yes | ||
| S. P. California hams | 8 | 30 | 30 | Yes | ||||
| S. P. California hams | 8 | - | 10 | 35 | 35 | Yes | ||
| S. P. California hams | 10 | - | 14 | 50 | 50 | Yes | ||
| S. P. N. Y. shoulders | 12 | and under | 50 | 50 | Yes | |||
| S. P. N. Y. shoulders | 13 | and over | 55 | 55 | Yes | |||
| Bellies | 6 | - | 8 | 20 | 20 | No | ||
| Bellies | 8 | - | 10 | 22 | 22 | No | ||
| Bellies | 10 | - | 12 | 25 | 25 | No | ||
| Bellies | 12 | - | 14 | 30 | 30 | No | ||
| Bellies | 14 | - | 16 | 35 | 35 | No | ||
| Bellies rib | ... | 25 | 20 | No | ||||
| Bacon backs | ... | 30 | 30 | No | ||||
| Belly pork | ... | ... | 15 | ... | ||||
| Bean pork | ... | ... | 15 | ... | ||||
| Loin pork | ... | ... | 15 | ... | ||||
| Fat back pork | ... | ... | 15 | ... | ||||
| Short cut pork | ... | ... | 15 | ... | ||||
| S. P. pork trimmings | ... | ... | 15 | ... | ||||
| Brisket pork | ... | ... | 15 | ... | ||||
After the pickle has been thoroughly boiled for an hour or so, it should be allowed to settle, when the particles of[319] grease, as well as all the albumin drawn from the meat will rise to the surface in the form of a thick heavy scum; this should be carefully skimmed off and the pickle again boiled, when a second skimming is necessary, after which it should be drawn off, cooled and sufficient fresh ingredients added to give it its original strength, when it is as useful as new. For instance, to a vat of 1,500 gallons of old pickle, 50-degree strength, add:
200 pounds sugar,
38 pounds saltpetre.
—These are domestic cuts or those saleable in the standard trade. They are distinct from English meats, described subsequently.
—This is a regular Board-of-Trade cut and is quoted on the market daily. The price of same is used as a basis of value for other cuts of dry salt meats. Short ribs are made from the sides of the hog between the ham and shoulder, having the loin and ribs in, and the backbone removed. Graded usually as follows:
40 to 45 lbs. average.
45 to 50 lbs. average.
50 to 55 lbs. average.
55 to 60 lbs. average.
60 to 65 lbs. average.
Prices vary according to weight. This cut is known as “regular short ribs” and is delivered on Board-of-Trade transactions.
—These are the same as regulars, except that the backbone is removed. This cut cannot be delivered on the Board-of-Trade without removing of the backbone. This is a cut sold largely in the south and is made out of the heaviest, roughest hogs.
—These are the same as short ribs, but have the spare ribs and backbone removed. They are cut square at each end and graded as to average weight, same as short ribs.
—These are made from the backs of hogs with the loin left in, the ribs and backbone removed.[320] This cut is also known as “lean backs” and “loin backs.” Values vary according to average weight as follows:
14 to 16 lbs. average.
18 to 20 lbs. average.
20 to 25 lbs. average.
25 to 30 lbs. average.
—These are made from sides of hogs between the ham and shoulders with the rib and loin taken out. They are sold on an average from—
35 to 40 lbs. average.
40 to 45 lbs. average.
45 to 50 lbs. average.
—These are the same cut as extra short clears, in every respect, except that the spare ribs are left in the belly.
—These are made from back pork of prime hogs, being free from lean and bone, properly squared on the edges. They are generally quoted as follows:
10 to 12 lbs. average.
14 to 16 lbs. average.
18 to 20 lbs. average.
20 to 25 lbs. average.
25 to 30 lbs. average.
30 to 35 lbs. average.
35 to 40 lbs. average.
These cuts may be used for the domestic trade and are usually under twenty-five pounds average in weight. The heavier backs are, however, in general practice used mainly for the export trade.
—These are made from the sides, hams being cut off, backbone and ribs removed, shoulder blade taken out, the leg cut off close to the brisket; being the entire side of the hog, with the ham and the bones removed.
—These are trimmed the same as long clears, except that the loin is cut out.
—These are cut with the sides squared and well trimmed on all edges. They are cured in sweet pickle, plain pickle, or dry salt and graded generally, as follows:
10 to 12 lbs. average.
14 to 16 lbs. average.
18 to 20 lbs. average.
20 to 25 lbs. average.
25 to 30 lbs. average.
[321]
—These are made from the end of the shoulder when this is cut into California hams, and have half of the blade bone with a facing of lean left on. The usual weight averages six to eight pounds.
—These are the same as regulars except blade bones are never trimmed out.
—This is a cut made from the fat cheek or jowl, trimmed to average from three to four pounds each and is a uniform cut of the hog.
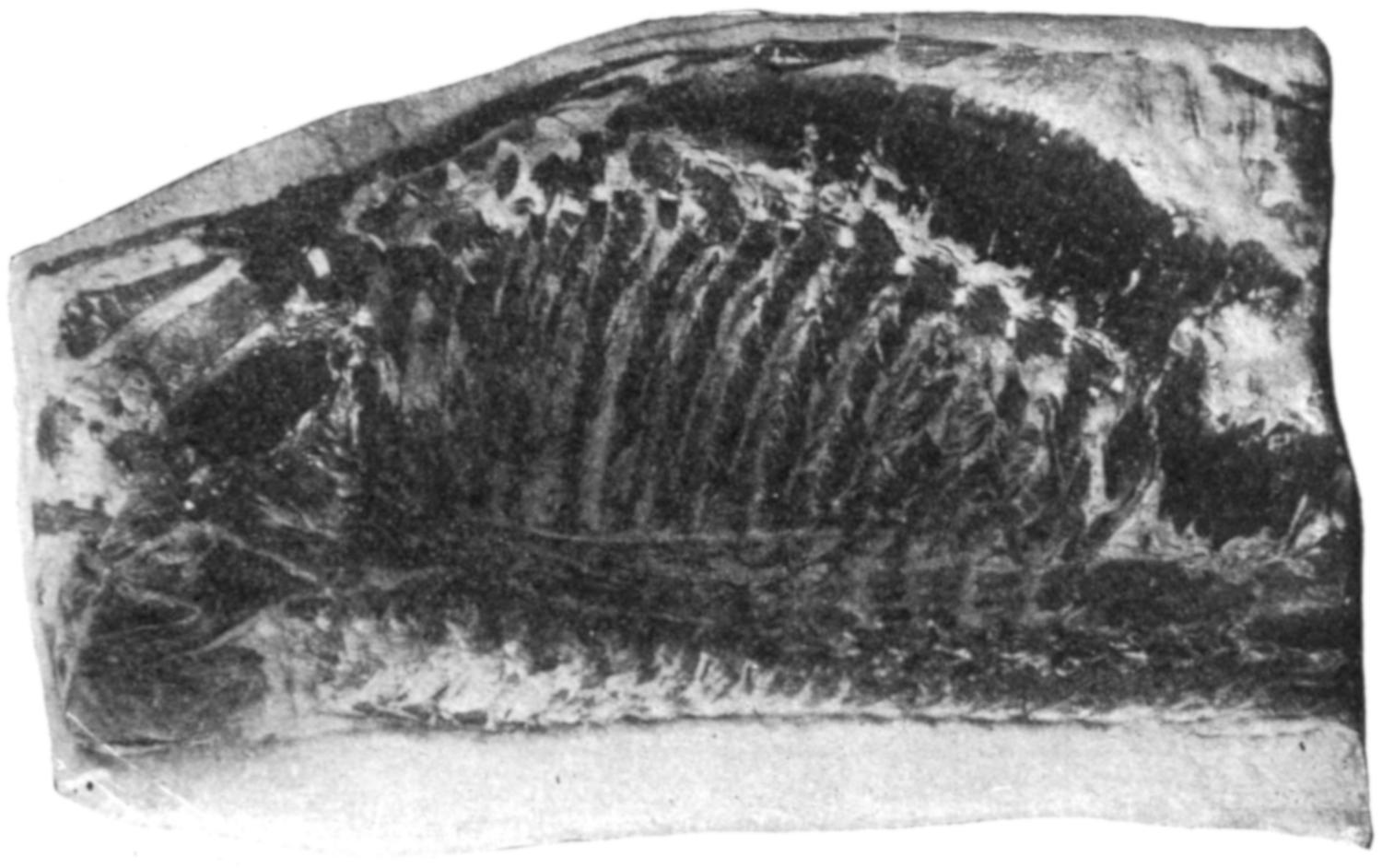
FIG. 136.—LONG CLEAR.
—Dry salt meats, as the name implies, are supposedly salted dry and piled to cure. Being mostly fat, which contains but little moisture, and absorbs but little salt, the fat portion, or cuts consisting principally of fat are easy to cure. Those cuts which contain lean parts, bone or blood vessels need the most careful attention. As a result all cuts of the latter type are pumped by use of hollow needles through which brine solution is forced, varying with the weight and with the cut. A hard rib is pumped more than a short rib.
—The meats are usually passed through a dipping[322] tub so as to make the edges moist and cover the entire surface with salt; damp salt being caused to adhere to the edges.
—The salt usually used is known as No. 1 Fine or Common salt, evaporated, rather than mined or ground salt.
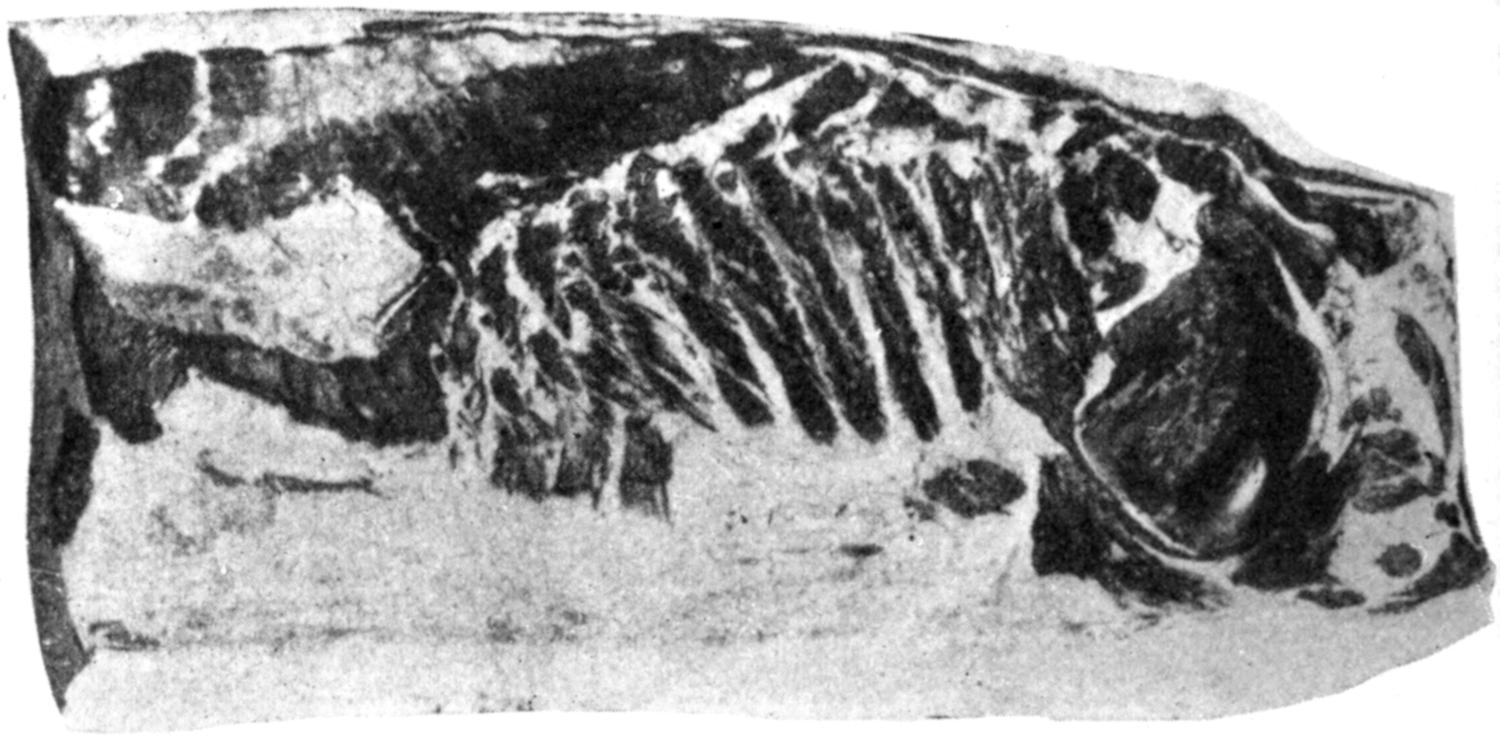
FIG. 137.—EXTRA LONG CLEAR.
—A standard pumping schedule, using an open point needle and common type dry salt pump, would be as follows:
STANDARD PUMPING SCHEDULE.
| Products | Points | Strokes per Point |
|---|---|---|
| Dry salt shoulders | 4 | 2 |
| Plates | 2 | 2 |
| Short ribs | 7 | 1 |
| Short clears | 7 | 1 |
| Rib bellies | 4 | 4 |
| Clear bellies | 4 | 1 |
| Hard ribs | 10 | 1 |
Dry salt pumping pickle should be 100° brine using one pound of saltpetre per gallon.
—The sides are always piled hollow side up so that pickle made by solution of moisture purging from the meat is contained on the meats. The piles are overhauled at regular intervals so as to insure the meats being subjected[323] to salt at all points. Overhauling should be made: first, eight to twelve days; second, eighteen to twenty-five days; third, forty-five to fifty-five days.
Green meats should not be piled to exceed three and one-half feet in height until the third overhauling when they can be stacked higher to make room.

FIG. 138.—JOWL (DRY SALT BUTTS.)
—The following table shows the age, in days, at which dry salt meat should be cured in order to smoke safely; also at which to ship safely; also the cuts that should and should not be pumped:
TIME REQUIRED FOR CURING.
| Product | Average wt. lbs. |
Days to smoke |
Days to ship |
Pumped | ||
|---|---|---|---|---|---|---|
| Extra short clears | ... | 25 | 15 | Yes | ||
| Short clears | 45-55 | 50 | 40 | Yes | ||
| Extra short ribs | ... | 25 | 20 | Yes | ||
| Short ribs | 45-50 | 55 | 55 | Yes | ||
| Short ribs | 50-80 | 75 | 70 | Yes | ||
| Bellies | 15-17 | 25 | 25 | Yes | ||
| Bellies | 18-21 | 30 | 27 | Yes | ||
| Bellies | 18-22 | and over | 35 | 32 | Yes | |
| Bellies fancy | 4- 6 | 20 | 20 | No | ||
| English bellies | ... | 15 | 20 | No | ||
| Shoulders | ... | 30 | 30 | Yes | ||
| Shoulders English | ... | 25 | 30 | Yes | ||
| Cumberlands | ... | 20 | 30 | Yes | ||
| Dublins | ... | 20 | 20 | Yes | ||
| Long cut hams | ... | 20 | 25 | Yes | ||
| Fat backs | ... | 20 | 25 | No | ||
| Jowl butts— | ||||||
| 10 days in brine | } | ... | 20 | 20 | No | |
| 10 days in salt | ||||||
| Backs | ... | 25 | 25 | Yes | ||
| Plates | ... | 10 | 10 | No | ||
[324]
Meats put into a smoke house before they are sufficiently cured develop a condition known to the trade as “puffy,” which means that the meats being insufficiently cured when submitted to the heat of the smoke house, decompose and a gas forms which produces the condition referred to.
In cold weather and by arrangement, meats are frequently shipped at younger ages.
—Being usually cut and handled by the Cellar Department, barreled pork is consequently described therewith.
—Regular Mess Pork is “made from sides of well fatted hogs, split through or one side of the back-bone and equal proportions on both sides, cut into strips of reasonably uniform width, properly flanked and not back stripped.” The regular proportion of flank and shoulder cuts must be included. The strips average about six inches in width, and not over sixteen pieces may be packed in a barrel for regular delivery. Mess Pork is made from rough and heavy packing hogs and occasionally from heavy loin hogs. Mess pork packed between October 1 of one year and September 30 of the succeeding year is “new pork” until January 1 of the following year, and is thereafter termed “old pork.” Mess Pork made during December, January and February must have been packed at least ten days before delivery, and that delivered during the period from March to November, inclusive, must have been packed at least thirty days before delivery to grade regular.
—The hog is split through the center of the back-bone, after the shoulders and hams are removed, about six inches wide, and are packed 190 pounds to the barrel, but it is supposed to weigh 200 pounds when sold; the gain of pickle making up the difference in weight. When it is six months old, it will, weigh more than 200 pounds, and if repacked will make 104 to 105 barrels per 100 barrels when packed, and should be repacked at 200 pounds. When a number of pieces is not specified, mess pork is packed from eleven to fifteen pieces per barrel.
Prime Mess Pork is made from the shoulder and side, containing the back-bone and ribs, cut into square pieces of[325] about four pounds each. The shank is cut off close to the breast. In making this cut, the side is split lengthwise, the back cut into about six pieces and the belly into four. It is made from light packing hogs.
Extra clear pork is “made from the sides of extra heavy, well-fatted hogs, the back-bone and ribs to be taken out, (the same as short clear sides) the number of pieces in each barrel not to exceed fourteen, and in all other respects to be cut, selected and packed in the same manner as mess pork.”
Clear pork is “made from the sides of extra heavy, well-fatted hogs, the back-bone and half the ribs next the back-bone to be taken out, the number of pieces in each barrel not to exceed fourteen, and in all other respects to be cut, selected and packed in the same manner as mess pork.”
Loin clear pork is “made from the sides of medium-weight packing hogs, the loin, back-bone and back ribs being removed and belly ribs left in.” It consists of extra short ribs cut into strips, and is also known as long-cut clear pork. The pieces average five inches in width.
—Regular belly pork consists of heavy, fat rib bellies cut into five-inch widths and packed as plain-pickled pork in barrels of fifty to sixty pieces. This pork is made from the same grade of bellies as dry-salt rib bellies.
Brisket pork rib is made by cutting a five-inch strip from the brisket end of heavy rib bellies (fourteen to twenty pounds average) and packing like other barreled pork. The pieces average about four pounds each. This cut is made only when it is desired to reduce the weight of heavy bellies. Clear brisket pork is made in the same manner as the above except the pieces are cut from clear bellies. Fancy clear pork is a strip cut from the brisket end of fancy breakfast bacon bellies, averaging one to one and one-half pounds per piece.
Lean belly pork consists of lean clear bellies, thirteen to fifteen pounds average, cut into three pieces each and barreled in plain pickle.
—Regular back pork (short cut mess, or family back pork) is “made from the backs of well-fatted hogs, after bellies have been taken off, cut into pieces of about six pounds each, and in all other respects to be cut, selected and packed in the same manner as mess pork.” This cut contains the loin,[326] back-bone and back ribs, with tenderloin out, and the pieces are cut six inches wide, averaging four to six pounds.
Clear back pork is “made from the backs of heavy, well-fatted hogs, after bellies have been taken off, and back-bone and ribs taken out, cut into pieces of about six pounds each, and in all other respects to be packed in the same manner as mess pork.” In other words, it consists of short clear backs cut into strips about six inches wide, and is the same as regular back pork with the rib removed. It is sometimes called loin clear pork. The pieces average two to seven pounds.
Fat back pork or short cut clear pork is made from short fat backs by cutting them into five-inch strips. The pieces average from two to seven pounds and are packed like mess pork.
Ham butt pork (loin end or rump pork) consists of triangular pieces cut from the ham end of short clear backs or sides and includes a portion of the tail-bone. It is made when cutting short-cut harps and “English” sides, or when it is desired to reduce the weight of heavy sides or backs. It is packed in barrels, the pieces averaging three to four pounds.
—Consists of the following products made from shoulders and butts:
Extra prime pork is “made from heavy untrimmed shoulders cut into three pieces, the leg to be cut off close to the breast, and in all other respects to be cut, selected and packed in the same manner as mess pork.” The pieces average about four pounds. This and the preceding cut are not used as extensively as formerly.
Boston style butt pork is made from Boston style butts averaging four to seven pounds, packed in plain pickle.
Bean pork or clear butt pork is made from the jowl or fat cheek of the hog, cut square, trimmed smooth and averaging three to four pounds, packed in plain pickle.
—Consist of the ribs trimmed from the carcass or side with as little lean as possible. They are termed “full-sheet,” “half-sheet” and “back-bone” spareribs according as they are cut from full sides, bellies or backs respectively. They are essentially a fresh pork product and are sold in retail markets especially in fall and winter, for which purpose “half-sheet” ribs are principally used. They are packed in limited[327] amounts in sweet pickle at times when the demand for fresh spareribs is dull; dry-salt spareribs are taken from dry-salt sides and bellies when making them into clear cuts after curing.
—Barreled or plain-pickled pork is packed in plain salt brine in tight barrels (eighteen feet × twenty inches) at 200 pounds net weight of cured pork per barrel (355 pounds gross). The strength of brine is varied somewhat according to the cuts of pork and their destination. The regulation of the Chicago Board of Trade governing standard barreled pork (except prime mess) is as follows: “Between October 1, and the last day of February, inclusive, 190 lbs., and between March 1st and September 30th, inclusive, 193 lbs., of green meat—shall be packed in each barrel, with not less than forty pounds of coarse salt and barrel filled with brine of full strength; or forty pounds of coarse salt and in addition thereto fifteen pounds of salt and barrel filled with cold water.” Standard prime mess pork is packed twenty pounds salt and twelve ounces of saltpetre per barrel, otherwise as above.
—There is, at times, a demand in England for American pork products, and the English cuts, as well as their methods of curing in many cases, vary from the American methods on account of the natural fat hardness due to feeding and breeding, and to the fact that the English market is supplied chiefly from Denmark, Ireland and Holland, except as to the pigs raised locally. The result is that the cure of English meats is quite mild owing to non-exposure and prompt consumption. These conditions make it requisite that much care be taken in the production of meats shipped England.
—It is usual to pump English meats with a pumping pickle of saturated brine, containing three ounces of saltpetre to the gallon. In pumping Cumberlands (Fig. 139) and shoulders, pump into the blood vein and under the blade, using one and one-half to two ounces of pickle in each place, and exercising care to lodge the pickle near the bone and away from the fat on the side of the meat.
In pumping long cut hams, use ham pumping pickle and pump in the same manner as described for fancy hams.
[328]
—Imported English salt is invariably used. There are a number of standard brands, but the endeavor is to obtain a salt free from lime or magnesia compounds. The quantity should be exact.
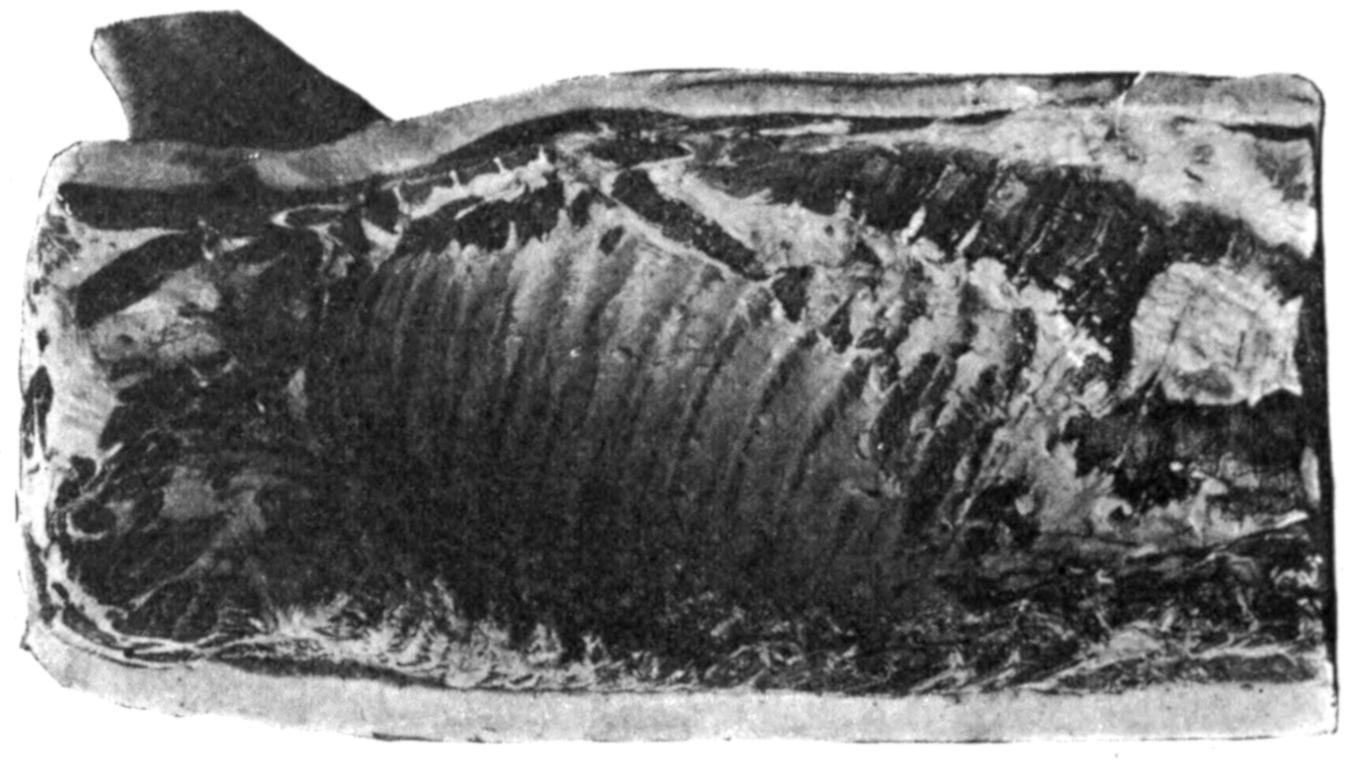
FIG. 139.—CUMBERLAND CUT.

FIG. 140.—LONG CUT HAM.
[329]
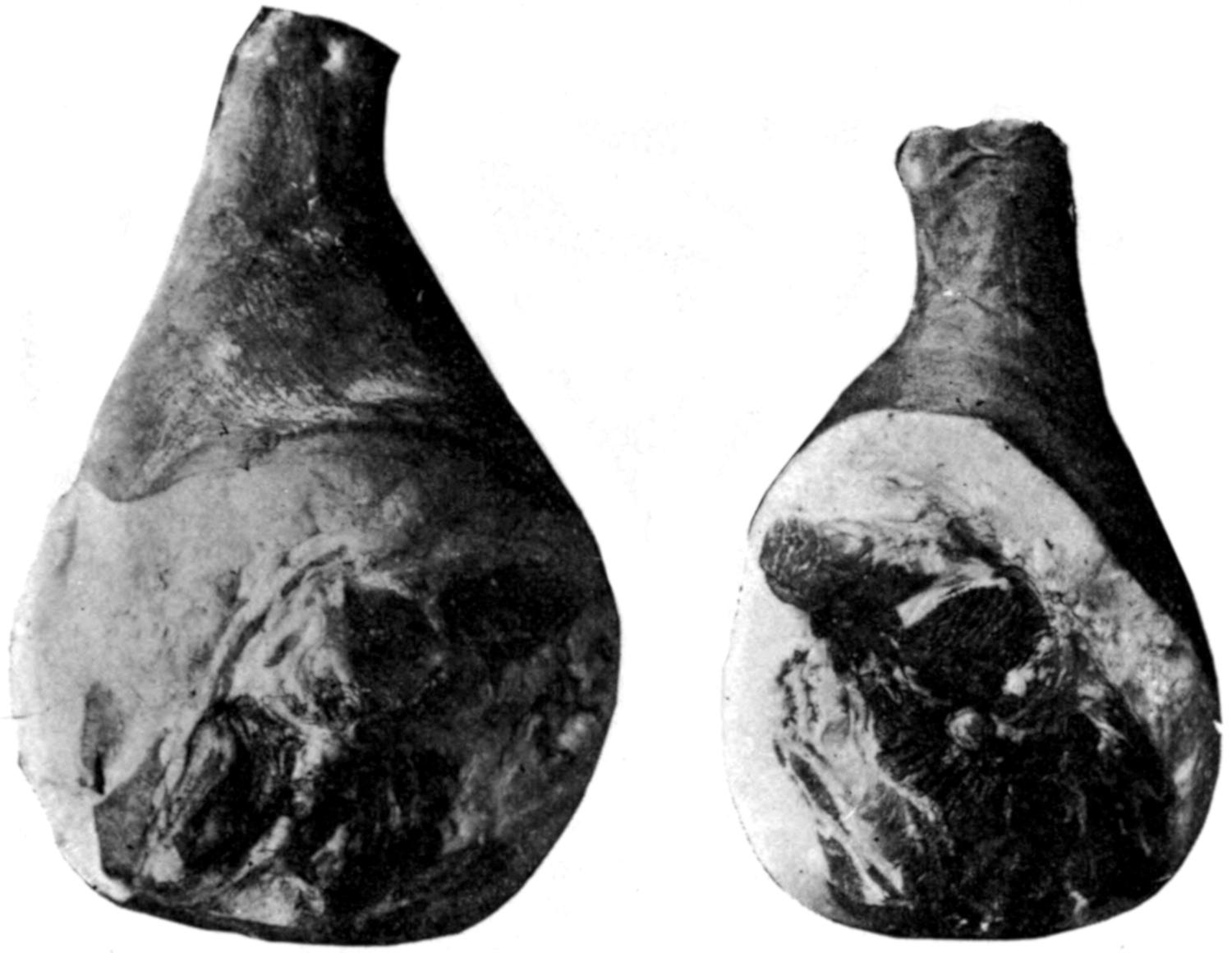
FIG. 141.—MANCHESTER HAM.
FIG. 142.—STAFFORDSHIRE HAM.
FIG. 143.—YORKSHIRE SIDE.
On meats not overhauled not less than four and one-half nor more than five and one-half pounds of salt to the one-hundred pounds on all cuts excepting long cut hams, should be used. On the latter from five to six pounds of salt per one-hundred pounds of meat should be applied. In the summer[330] months the maximum amounts heretofore described should be used.
On meats overhauled used three to three and one-half pounds of salt per one-hundred pounds when putting down, and three pounds per one-hundred pounds when overhauling. Rub salt in well under the sides of shanks of shoulders, and use plenty on the top of shanks of both.
FIG. 144.—STAFFORDSHIRE SIDE.
FIG. 145.—DUBLIN CUT.
—In salting sides, salt the heaviest on the shoulder and along the loin, rubbing the edges of all cuts carefully, seeing that the salt adheres to all parts of the meat before it is piled, for if there are places where there is no salt on the meat, it will discolor and eventually become slippery and in bad condition.
[331]
In stuffing the pockets of long clears and long ribs, do not use more than one and one-half times the amount of salt on the same area of shoulder or loin. Too much salt used in the pockets of the sides gives the meat a burned salty appearance and condition.

FIG. 146.—ANTWERP BACK CUT.
In rubbing the salt into the pockets be careful to put the salt into every part, otherwise meat will spoil in places missed.
Bellies require less salt, the fixed rule being 42%. They are not usually overhauled but are frozen at cure, if shipping is deferred.

FIG. 147.—SQUARE EXPORT SHORT RIB.
—A great deal depends upon the color of English meats. The trade demands a bright, attractive appearance in[332] same and considerable saltpetre is necessary. Four ounces of saltpetre to the 100 pounds of meat on cuts weighing from three to five pieces per 100 pounds, to as high as six ounces per 100 pounds on smaller cuts, should be used. The salt and saltpetre should be thoroughly mixed before applying.

FIG. 148.—WILTSHIRE SIDE.
—Use extra care to pile meats closely and exclude[333] the air, for they will not develop a desirable color when they are exposed to the air. After the meats are all piled evenly, the edges should be gone over, and any exposed parts covered with a fine sprinkling of salt.
Sides are piled so as to make a cup of the hollow portion with a tendency for the pickle to drain slightly toward the back. Hams are piled shank down on an angle of about 45°.
FIG. 149.—SQUARE SHORT CLEAR.
—English middles weighing from twenty-three to thirty pounds average, and long cut hams from twelve to fourteen pounds and heavier, should be overhauled at from eight to twelve days old, salting them as before described. Do not overhaul English meats unless necessary in order to hold them after they are cured.
SHIPPING AGE.
| Product | Average wt. lbs. |
Oct. 15 to March 1 Days |
March 1 to Oct. 15 Days |
|---|---|---|---|
| Bellies | ... | 15 to 25 | 15 to 25 |
| Boneless backs | ... | 15 to 25 | 15 to 25 |
| Cumberlands | 20-24 | 20 to 25 | 20 to 25 |
| Cumberlands | 24-30 | 20 to 25 | 25 to 30 |
| Cumberlands | 30-40 | 25 to 30 | 25 to 30 |
| Long clears | under 30 | 20 to 25 | 20 to 25 |
| Long clears | over 30 | 20 to 25 | 25 to 30 |
| Dublins and long ribs | ... | 20 to 25 | 20 to 25 |
| Long cut hams | 10-14 | 20 to 25 | 20 to 25 |
| Long cut hams | 14-18 | 25 to 30 | 25 to 30 |
[334]
—The table on the preceding page shows the ages at which English meats can be safely shipped during seasons from October 15 to March 1, and from March 1 to October 15.
These ages for shipping should be followed closely, but when necessary the following exception may be made without detriment.
From October 15 to March 1, shortest shipping age may be reduced five days.
—Meats to be packed in borax, cured as above, should be put in a plain cold pickle 100-degree strong, then scraped on the skin side and wiped with cloths wrung out of hot water. If the meats are old and have a slippery appearance, they should be scrubbed with a brush in warm pickle and wiped afterwards. They should then be rubbed in borax with the rind placed upon a grating and the surplus borax brushed off the skin side of the meat, using a fine brush for so doing. It is customary to use from five and one-half to six and one-half pounds of borax per 300 pounds of meat. Meats to be packed in salt should not be washed. The skin and edges of the meat should be thoroughly scraped and then rubbed in fine salt before being put in the boxes. Meats are nailed under heavy pressure so as to exclude all the air possible.
—Singed Wiltshires, a cut which was revived during the “Great War,” are made from hogs suitable for Cumberlands. Weights vary by averages. The hogs are singed during slaughter, cured in plain pickle, and shipped on ten days’ pickling, packed in dry salt.
LONG CUT HAMS AND CUMBERLAND TESTS.
| Av. wt. live hogs, lbs. |
Average weight cuts, lbs. |
Per cent hams |
Per cent Cumber- lands |
Per cent miscellaneous |
Per cent total |
||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 190 | { | Long cuts Cumberlands |
16-18 36-42 |
} | 18.37 | 40.43 | { | P. S. lard | 9.86 | } | 73.97 |
| Raw leaf | 3.59 | ||||||||||
| Trimmings | 1.92 | ||||||||||
| 168 | { | Long cuts Cumberlands |
14-16 32-38 |
} | 18.66 | 39.17 | { | P. S. lard | 7.42 | } | 70.47 |
| Raw leaf | 3.30 | ||||||||||
| Trimmings | 1.92 | ||||||||||
| 136 | { | Long cuts Cumberlands |
12-14 24-28 |
} | 18.45 | 37.48 | { | P. S. lard | 8.48 | } | 69.34 |
| Raw leaf | 3.38 | ||||||||||
| Trimmings | 1.55 | ||||||||||
[335]
—This test may be of service. It shows the percentage of yields of different weight hogs made into long cut hams and Cumberlands, also average weights.
—Usually only the front foot is used as it is a better shaped foot to prepare than the hind foot. The hind feet are more or less disfigured and out of condition by having the gam strings opened in order to hang the hog on the sticks. The hind foot being used largely for making a low grade of glue. It can, however, be used in boneless pig’s feet.
—The feet are scalded, after which the hoofs are removed and the feet are shaved and cleaned, put into a plain salt pickle, 90-degree strong by salometer test, and to this pickle should be added six ounces of saltpetre to each 100 pounds of feet. The feet should be left in this curing pickle for from six to eight days, or until they show a bright red appearance when cooked. If this red appearance does not extend clear through the feet after being cooked, it shows that they are not fully cured. They should not be left in the pickle longer than necessary to fully cure them for if heavily salted it has the effect of making them break in the cooking water.
—After properly cured in the salt pickle the feet should be cooked in a wooden vat (an iron vat discoloring them) provided with a false bottom about six inches above the bottom, so that the direct heat from the steam pipe does not come in contact with the feet. The water should be brought to a temperature of 200° to 206° F. and held at this temperature until the feet are sufficiently cooked. The water should never be brought to the boiling point, as the feet will become badly broken, which greatly injures their appearance.
After the feet are sufficiently cooked and thoroughly chilled in cold water, they should be put into a white wine vinegar pickle 45-degree strong, it being preferable to pack feet which are to be used at once in open vats in a refrigerated room held at a temperature of 38° to 40° F. Where feet are to be held for some months before using it is advisable to put them into barrels or tierces after filling the tierces with vinegar of 45-degree strength. The packages should be stored in a temperature 40° F. When held this way it will be found that the feet have absorbed a great deal of the vinegar and a[336] very marked increase in weight is obtained. There should be a gain of from 10 to 15 per cent in weight at the end of three months.
—Prepared pig’s feet at certain seasons of the year are difficult of sale and there are times when it pays better to tank them or use them for glue purposes. The following tests on rough uncleaned fore and hind feet will show the yield when tanked. Percentages in tests are correct. The prices are those ruling at the time tests were made:
TEST ON TANKED PIGS FEET.
| Total weight of front feet tanked 1,070 pounds cooked in tank five hours at forty pounds pressure: | |
| Sixty pounds hock meat, 5.61 per cent, at 3c per pound | $ 1.80 |
| Prime steam lard, 138 pounds, 12.90 per cent, at $9.35 per cwt. | 12.90 |
| Tankage (dry basis), 125 pounds, 11.68 per cent, at $17.50 per ton | 1.09 |
| Total | $15.79 |
| Gross value, $1.47 per cwt. | |
| Weight hind feet to tank, 996 pounds, cooked in test tank five hours, with forty pounds pressure: | |
| Prime steam lard, 163 pounds, 16.37 per cent, at $9.35 per cwt. | $15.24 |
| Tankage (dry basis), 13.76 per cent, at $17.50 per ton | 1.19 |
| Total | $16.43 |
| Gross value, $1.62 per cwt. | |
The following tests show costs, in detail, of pig’s feet put up in different sized packages, costs being figured at the regular Chicago market prices at the time these tests were made:
TEST ON 483 PIECES OR 500 POUNDS PIGS FORE FEET.
—Various uses are made of this piece of meat. They are very extensively used in canning factories where they are put up and known as “lunch tongue”; they are also used in different kinds of sausage, and are put up to quite an extent in vinegar pickle. When handled in the latter manner the following suggestions are of practical value.
The tongues after being trimmed should be cured in a 75-degree plain salt pickle using three ounces of saltpetre to 100 pounds of tongue. After the tongues are fully cured, which will require from eight to twelve days, they are scalded, the outer surface of the tongue being scraped off. In some instances the scalding is done before the tongues are put in the pickle. Either way is proper. After being scraped and cleaned they are cooked as desired and afterward pickled in a white wine vinegar pickle of 45-degree strength. The following tests will show the cost of tongues packed in different sized packages, the cost being determined by the cost of meat and supplies at the time tests were made:
TEST ON 1,000 PIECES, OR 910 POUNDS PIG TONGUES.
| Debit: | |
| 910 pounds pig tongues, at 6¹⁄₄c per pound | $56.88 |
| Scraping at 15c per 100 pieces | 1.50 |
| Counting, cooking, etc., three hours at 18c per hour | .54 |
| Trimming at 5c per 100 pieces | .50 |
| Miscellaneous labor | .20 |
| Administrative expense, 47c per 100 on 560 pounds produced | 2.63 |
| Total | $62.25 |
| Credit: | |
| Green weight, 910 pounds; cooked weight, 560 pounds; shrinkage, 38 per cent. | |
| Trimming 112 pounds at 1¹⁄₂c | 1.68 |
| Net cost | $60.57 |
| Cost per pound, 10⁴⁄₅c; cost handling per cwt., including administrative expense, $0.665 per 100 pounds finished. |
|
[338]
COST OF ONE BARREL PIG TONGUES PACKED AT 190 POUNDS NET.
| 190 pounds pig tongues at 10⁴⁄₅c per pound | $20.52 |
| One barrel | .78 |
| Packing, one-half hour at 17¹⁄₂c per hour | .09 |
| Pickle, ten gallons at 2¹⁄₂c per gallon | .25 |
| Coopering, one-sixth hour at 25c per hour | .04 |
| Spices, 2c | .02 |
| Miscellaneous labor | .03 |
| Total cost per barrel | $21.73 |
—There is at times quite a demand for fresh pig tongues in Liverpool and other foreign points, in which case the trade demands that they arrive there without being salt-cured. The following formula will be found very valuable for this purpose and also point out how to carry tongues without salting them, when it is desired to do so: Use 116 pounds of boracic acid, fifty-eight pounds of borax, twenty-nine pounds of fine salt and seven and one-quarter pounds of saltpetre.
The method of mixing is as follows: The boracic acid and borax are put into a vat containing sixty gallons of water. The vat should be connected with steam supply so that it can be brought to the boiling point, cooking same slowly and stirring it well for half an hour. The salt and saltpetre is then added and should be stirred until thoroughly dissolved. After the solution has been allowed to cool, add sufficient cold water to give it a strength of 21 degrees by salometer test. Chill the solution to a temperature of 38° F. The tongues should be trimmed and thoroughly chilled, it being essential that they are in perfect condition. They should then be packed in a tierce, after which the tierce is filled with the preservative. Tongue should be shipped in refrigerator cars where the temperature is not allowed to go above 38° F.
—These consist of the snout of the hog together with the upper lips and front part of the nose. During preparation they are handled very much in the same manner as pig’s feet. They are first shaved and cleaned, afterward scalded, removing the outer skin or membrane of the nose. Then they are cured, using a 90-degree plain salt pickle and adding thereto three ounces of saltpetre to 100 pounds of snouts. After they are fully cured, which will require from[339] five to eight days, they should be cooked in a wooden vat to the desired degree of tenderness after which they are chilled in cold water and pickled in white wine vinegar of 45-degree strength. The following tests show the cost of preparing pig snouts in different sized packages:
TEST ON 1,060 PIECES, OR 1,000 POUNDS PIG SNOUTS.
| Debit: | |
| Cost of 1,000 pounds pig snouts at 2¹⁄₂c per pound | $25.00 |
| Shaving at 40c per 100 pieces | 4.24 |
| Labor, trucking, cooking, inspecting, pickling, etc. | 1.10 |
| 100 pounds salt at ¹⁄₄c per pound | .25 |
| Two pounds saltpetre at 5c per pound | .10 |
| Administrative expenses, 47c per 100 pounds on 610 pounds production | 2.87 |
| Total | $33.56 |
| Credit: | |
| Trimmings, 90 pounds at 2c per pound | 1.80 |
| Net cost | $31.76 |
| Cost per pound, 5¹⁄₅c; cost of handling, administrative expense, 85⁶⁄₁₀c per cwt. |
|
| Green weight, 1,000 pounds; cleaned weight, 900 pounds; cooked weight, 610 pounds. |
|
[340]
Historical — Quantity and Quality — Neutral Lard — Kettle Rendered Lard — Prime Steam Lard — Refined Lard — Bleaching Lard — Filter Press — Lard Roll — Lard Packing — Compound Lard — Cottonseed Oil — Refining Crude Oil — Deodorizing Cottonseed Oil — Pressing Temperatures — Lard Oil — Treatment for Lard Grease.
—The refining of lard in packing houses is comparatively recent, and many people will be surprised to know that even the largest packers only added lard refining to their business within the past twenty-five to thirty years. Previous to that time lard refineries were operated by independent firms, who bought their supply of prime “steam” lard, converting it into the different grades in their own establishments. In the natural evolution of the business this branch was taken up by the packers.
Before the advent of present methods, lard refining consisted in pressing from the lard about 30 to 40 per cent lard oil, sold for lubricating and lighting purposes, etc., and mixing the stearine with straight lard, making a high grade pure lard. At this time the method of bleaching in all lard refineries was accomplished by the use of caustic soda, pearl ash, lime, alum, or other substances, the principal ingredient, being caustic soda. The underlying principle is that alkali, used in proper proportion, saponified the acid in the lard. This process, however, is a thing of the past.
—As shown in a previous chapter from thirteen to fifteen percent of the live weight of the hog is fresh lard, consequently where large numbers of hogs are killed the manufacture of lard is an important factor in the[341] packing business. The principal grades are known as neutral lard, kettle rendered lard, prime steam lard, refined lard and compound lard.
Tallow and stearine also enter into the manufacture of refined and compound lards.
—When oleomargarine was first manufactured it was considered necessary to use natural butter in the mixture in order to give it the proper consistency, as the oleo oil was grainy and coarse, therefore sufficient natural butter was added to change that condition. Some one conceived the idea of using neutral lard made from leaf lard in place of natural butter in oleomargarine. When this was worked out successfully the term oleomargarine practically disappeared and the term “butterine” was substituted. In most of the butterine made today no natural butter is used.
The conditions in making oleo oil and tallows have their parallel in neutral lard and kettle rendered lard. When leaf lard is cooked for kettle rendered lard, if a temperature of from 250° to 260° F. is obtained the tissues of the lard are burned or partially consumed, this heat giving it a flavor which is called “high kettle rendered” flavor. When it is made into neutral this condition is reversed, the lard being melted at a temperature of from 126° to 128° F. At this temperature no burning of tissues is possible, hence the oil extract is neutral in every sense of the word, in color, flavor and smell. With these three essential points the material readily forms the chief substance for butterine by adding milk or cream and oleo oil and cotton seed oil, as desired.
—The following steps define the process of manufacture necessary to produce neutral:
—The leaves as pulled from the hogs are rapidly sent to a cooling room to be thoroughly chilled. The leaves are spread separately in flat sheets on metal supports, which are preferable to wood. If it is chilled too slowly a strong “hoggy” flavor is developed, which it is impossible to eradicate from the fresh product. The leaf lard should be chilled for twenty-four hours in a temperature of 32° to 34° F.
—It is put through a hasher of the Enterprise type to an open top water jacketed kettle, similar in type to an oleo[342] kettle. Frequently the melting kettle is a wooden vat with a galvanized iron kettle inside, the space between the wooden vat and the galvanized kettle being filled with water which is heated to the desired temperature for melting the product. It is not practicable to use a steam jacket as the heat would be excessive and it would be difficult to control. This kettle properly is water jacketed and open top so no pressure is generated.
In a kettle holding 4,000 to 5,000 pounds, water should be warmed in the jacket before lard is put in, the agitator started slowly, not to exceed 10 to 12 revolutions per minute, and the heat should be regulated so as to have the lard all melted and ready to drop in one and one-half hours from the time of starting to hash. By the time the lard is thoroughly melted the temperature should be 126° to 128° F.
—As soon as the lard is melted it should be drawn off with a siphon into receiving kettles, which are also jacketed and held at practically the same temperature. When dropped it should be salted with one-half to one per cent of fine salt, letting it stand from fifteen to thirty minutes. In drawing off it should be siphoned through several layers of cheese cloth, forming a strainer, into receiving tanks, where it should settle four hours. It is drawn into tierces through a pipe raised from the bottom to leave one and one-half to two inches of lard in the tank, care being taken that no “bottoms” are drawn into the tierce, as these contain tissues which are, for the most part, undiscernible; also moisture. These ingredients in neutral, being only partially cooked, immediately begin to decompose. It is a delicate article to handle and the settling of all impurities is important. The neutral, when drawn into tierces, should be at a temperature of from 115° to 118° F.
—The tierced lard should be kept at a temperature of about 75° F. for about ten or fifteen hours, and then put into a cooler with a temperature of from 45° to 50° F. The tierces should be filled through the bilge and not closed when stored in the first mentioned temperature, the bungs being left out, while the heat is permitted to escape, thus carrying with it considerable flavor, and making the material more neutral than if the tierces were closed as soon as filled.
[343]
—This is a neutral lard made from back fat. At times it is profitable to make this product into No. 2 neutral instead of steam lard, for when the market for No. 1 neutral is extremely high there is demand for a good No. 2. When making this, the rind should be skinned off from the back fat, leaving clear back fat to be hashed for neutral. If the rinds are put in, it gives the product a “hoggy” flavor, which makes it undesirable. It is hashed and melted the same as No. 1 neutral, except as to temperature, the melting point for this being 132° to 134° F., method and apparatus as described for the making of No. 1 neutral, being applicable to this.
—Below is a test on raw leaf lard rendered into neutral, showing yield, and percentage of the neutral lard produced; the scrap and bottoms from the kettle being run into kettle rendered lard.
TEST ON LEAF LARD RENDERED INTO NEUTRAL.
| Raw leaves | 8,958 | pounds at | $ 0 | .08¹⁄₈ | per pound | = | $727.84 | |
| Salt for settling | 35 | pounds at | 4 | .90 | per ton | = | .09 | |
| $727.93 | ||||||||
| Production: | ||||||||
| Neutral lard | 7,880 | pounds at | $0 | .09125 | per pound | = | $718.96 | |
| Neutral bottoms | 1,055 | pounds | ||||||
| (Run under forty pounds pressure two and one-half hours.) | ||||||||
| Prime steam lard | 497 | pounds at | 0 | .082 | per pound | = | 40.75 | |
| Tankage | 56 | pounds at | 18 | .00 | per ton | = | .45 | |
| $760.16 | ||||||||
| Gain on production | $ 32.23 | |||||||
| Gain per 100 pounds on raw weight, $0.036. | ||||||||
| Percentage Production: | ||||||||
| Neutral lard to raw weight | 87.97 | |||||||
| Neutral bottoms to raw weight | 11.78 | |||||||
| Prime steam lard to raw weight | 5.55 | |||||||
| Tankage to raw weight | .63 | |||||||
| Prime steam lard to weight of bottoms | 47.11 | |||||||
| Tankage to weight of bottoms | 5.31 | |||||||
| Total production of lards | 93.52 | |||||||
| Total production of raw weights | 94.15 | |||||||
| Tanking Leaf Lard: [344] | ||||||||
| Raw leaves | 1,000 | pounds at | $ 0 | .08125 | per pound | = | $ 81.25 | |
| Prime steam lard | 929 | pounds at | 0 | .0825 | per pound | = | 76.18 | |
| Tankage | 5 | pounds at | 18 | .00 | per ton | |||
| Loss on production | $ 5.07 | |||||||
| Loss per pound on raw weight | .0051 | |||||||
| Prime steam lard to raw weight, per cent, 92.9. | ||||||||
—
TEST ON CHILLED LEAF LARD TO DETERMINE VALUE AND YIELD.
| Warm leaf lard to cooler | 1,000 lbs. | ||||||||
| Chilled leaf lard | 986 lbs. | ||||||||
| Shrinkage, 1.4 per cent | 14 lbs. | ||||||||
| Weight to test tank, 986 pounds; value per cwt., $7,556. | |||||||||
| Yield prime steam lard | 94 | .12 | per cent; | 928 | lbs. at | $8 | .025 | per cwt. | $74.47 |
| Yield tankage (pressed) | .81 | per cent; | 8 | lbs. at | 9 | .89 | per ton | .04 | |
| Total | $74.51 | ||||||||
—Showing manipulation of 5,000 pounds of back fat to make neutral, kettle rendered lard and pure steamed lard:
TEST ON 5,000 POUNDS OF BACK FAT CONVERTED TO NO. 2 NEUTRAL KETTLE RENDERED LARD AND PRIME STEAM LARD.
| Net wt. lbs. |
Per cent. |
||
|---|---|---|---|
| Back fat | 5,000 | ||
| Less skins removed | 586 | = | 11.72 |
| Skinned back fat rendered to No. 2 neutral | 4,414 | ||
| Production No. 2 neutral | 1,846 | = | 41.82 |
| Bottoms left in kettle | 2,568 | ||
| Bottoms from No. 2 neutral rendered to kettle rendered lard | 2,568 | ||
| Stearine added | 270 | = | 10.51 |
| Total | 2,838 | ||
| Production of kettle rendered lard from above | 1,940 | = | 68.36 |
| Bottoms from No. 2 neutrals | 898 | ||
| Kettle rendered bottoms | 673 | ||
| Loss on production | 225 | ||
| Bottoms from kettle rendered to prime steam lard to tank | 673 | ||
| Production of prime steam lard | 307 | = | 45.62 |
| Skins from back fat rendered to prime steam lard | 586 | ||
| Production of prime steam lard | 192 | = | 32.76 |
[345]
RECAPITULATION.
| Net wt. lbs. |
|||
|---|---|---|---|
| Rendering back fat | 5,000 | ||
| Oleo stearine added | 270 | ||
| Total | 5,270 | ||
| Production No. 2 neutral lard | 1,846 | pounds | |
| Production kettle rendered lard | 1,940 | pounds | |
| Production prime steam lard | 499 | pounds | 4,285 |
| Waste | 985 | ||
—Kettle rendered lard is the purest and best lard made in packing houses and consists of leaf lard and back fat, the proportions varying according to the value of the raw product, usually on a basis of about 60 per cent back fat and 40 per cent leaf. While kettle rendered lard is sold under the label of “pure leaf lard” there is little leaf used, as this part is worth more as a neutral lard than when made into kettle rendered. A very acceptable formula for kettle rendered lard, if handled properly, is as follows:
| 70 | per cent back fat; |
| 15 | per cent leaf scraped lard, which is pieces of leaf, scraped out of the hog after the leaf lard has been pulled, and thoroughly chilled; |
| 15 | per cent lard stearine. |
Where neutral lard and kettle rendered lard are made together a nice flavor may be imparted to the kettle rendered lard by using the bottoms of neutral lard when cooking it, as the scrap from the neutral when brought to the high temperature of kettle rendered lard imparts a rich flavor.
—The raw product is put through a hasher which cuts the fat tissues, so that when the heat is applied the oil readily separates. The kettle generally used for this purpose is about five feet in diameter and from five to seven feet deep, made of wrought iron, jacketed for steam, with an agitator to keep the product agitated while cooking. The jacket should be kept heated until through hashing, then increased until the temperature of the lard reaches 255° to 260° F., when the pressure should be shut off for one and one-half hours at least—one and one-half hours should be taken to reach this period. If lard stearine is used it should be added at this time, using about 15 per cent[346] for the summer formula. After this period of shut-off, again turn on the steam, holding temperature, allowing the contents to cook until dry, or until no further steam arises, which will consume probably from thirty to forty-five minutes. Stop agitating and add twenty pounds of salt, let stand to settle one hour, then lower into the kettle below, strain through a cloth sieve, the lard being taken off the scrap with a siphon. The scrap will remain in the bottom of the cooking kettle; if handled carefully, very little will pass through the pipe. The lard, when being drawn into the kettle below, should be passed through several thicknesses of cheese cloth in order to catch any small pieces of scrap or tissue.
—After the lard is lowered into the settling kettle, allow it to stand two to three hours, then siphon to a third kettle, as considerable scrap will have gone through into the lard from the cooking kettle, strain it through a double thickness of cheese cloth stretched over a frame. In the third kettle a scum will arise on it, which should be immediately skimmed off, and about ten pounds of fine salt added to a 5,000-pound batch, to aid in settling. If convenient, it is advisable to allow the lard to settle in this kettle for twelve hours before drawing it off, although this length of time is not necessary, but a perfect settlement of the impurities is necessary to make the best lard.
—After the lard is drawn from the cooking kettle, the scrap should be drawn from the bottom. This scrap is used in the prime steam lard tank. If, however, there is no other provision for handling the scrap, it should be put into a hoop press (Fig. 150), and pressure applied, thereby liberating all the oil left in the residue, the scrap then being used as “pressed scrap.”
—Kettle rendered lard is usually sold and used more extensively during the cooler weather. It is very desirable that there should be a light, fluffy top. This is only possible when the lard is drawn hot in a cool room; chilling the lard rapidly causes this appearance at the top, which is always looked upon by the trade as a mark of excellence. When the lard is drawn off into small packages they are placed one on top of the other, covering the top with[347] paper. The cover should not be put on the package until it is chilled, otherwise the fluffy appearance is lost.
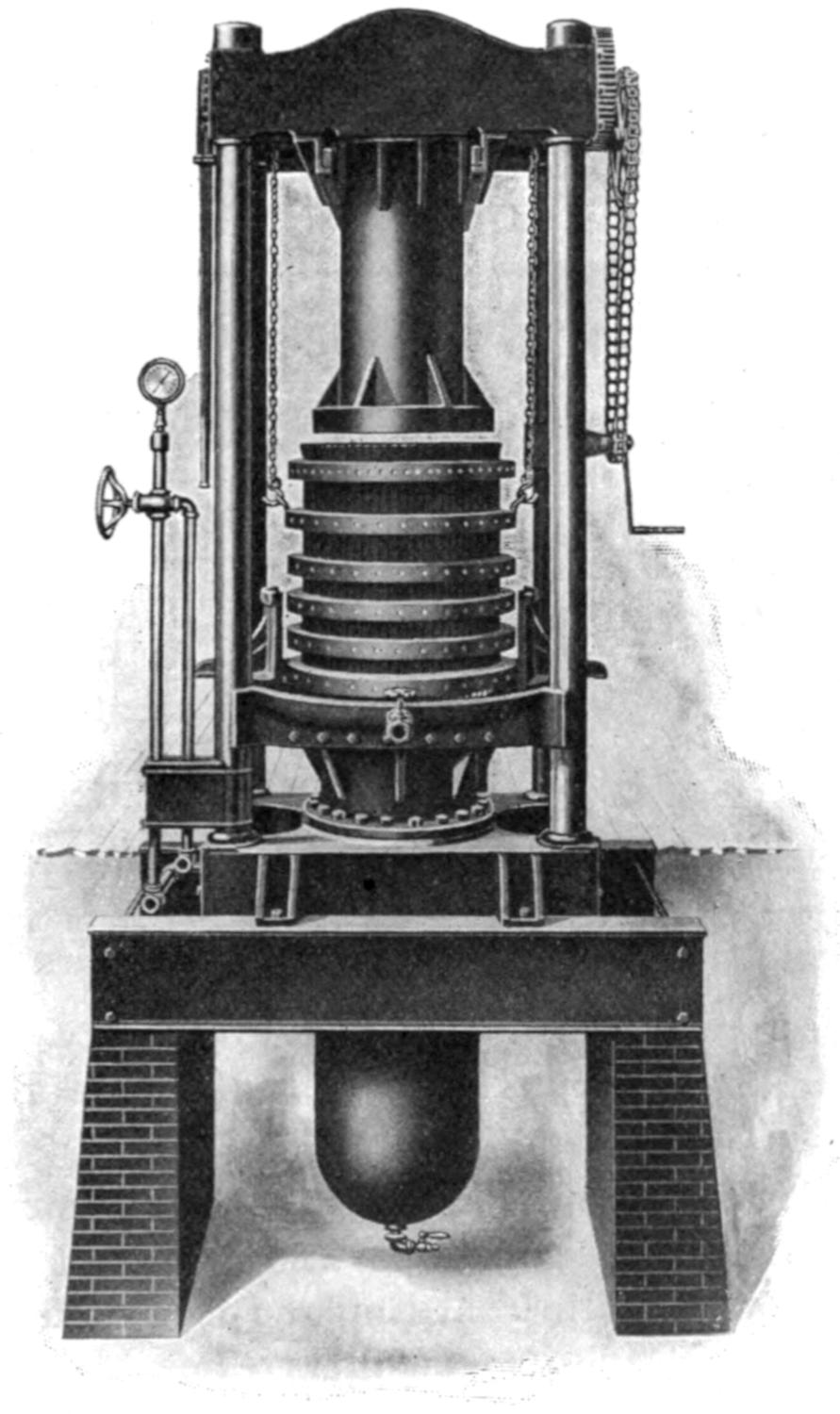
FIG. 150.—HOOP PRESS.
—When drawn into wooden packages, such as ten, twenty or fifty pound pails, lard should be drawn at 150° F. If drawn into tins it should be drawn off at 175° to 180° F.; when drawn into tierces, barrels or half barrels it should be drawn at about 130° F. When drawing lard into wooden packages they should be silicated the day before, giving them ample time to dry, as this prevents the packages from soaking up the lard and also prevents excessive shrinkage of the package.
[348]
—Refined prime steam lard is made into two products, pure refined lard and lard with beef fat added.
—Pure refined lard consists of prime steam lard with lard stearine added. This is a product resulting when prime steam lard is pressed to obtain lard oil, a process described later; however, the quantity available is quite limited. Descriptions will be confined to the making of lard with beef fat added.
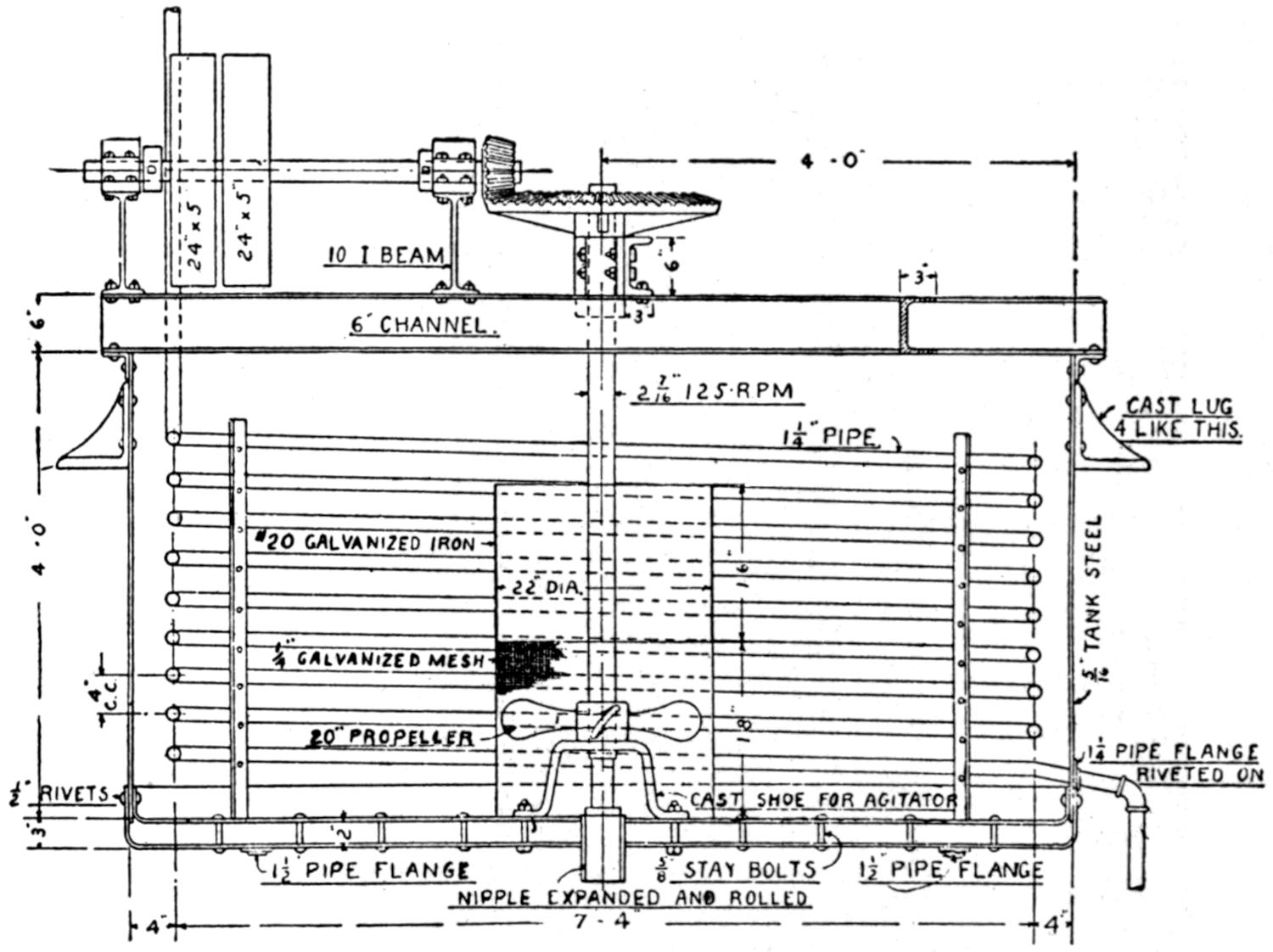
FIG. 151.—SECTION THROUGH TANK FOR MIXING FULLERS EARTH AND LARD.
—About thirty years ago the method of refining lard with fullers earth was first inaugurated, and for years only imported earth from England was thought suitable for this purpose. Deposits of fullers earth, of fair quality, have been discovered in the United States and American fullers earth is today used in some lard refineries. Indications are that with improvements in mining and methods of grinding, and possibly also in the discovery of better beds or layers of this substance, manufacturers will not continue to go abroad for supplies of fullers earth.
An explanation of how fullers earth bleaches lard and its[349] kindred fats would be interesting, if anyone knew the exact explanation, but so far there has been no scientific reason given that accounts for this property of this material, therefore no chemical test can be applied to different samples of fullers earth to determine whether they are suitable for refining or not. The only safe test is the practical one of heating a sample together with lard and watching the result of the bleach.
Fullers earth is used for bleaching cotton seed oil and other greases and fats which are subjected to the bleaching process. In improving the color of lard it is done at the expense of flavor, and a wholesome odor, which is natural to the lard, is sacrificed in a greater or lesser degree to the advantage of color. The tendency is to make lard white, even though it loses in odor and taste. In compounding lard this is intensified by the general use of tallow.
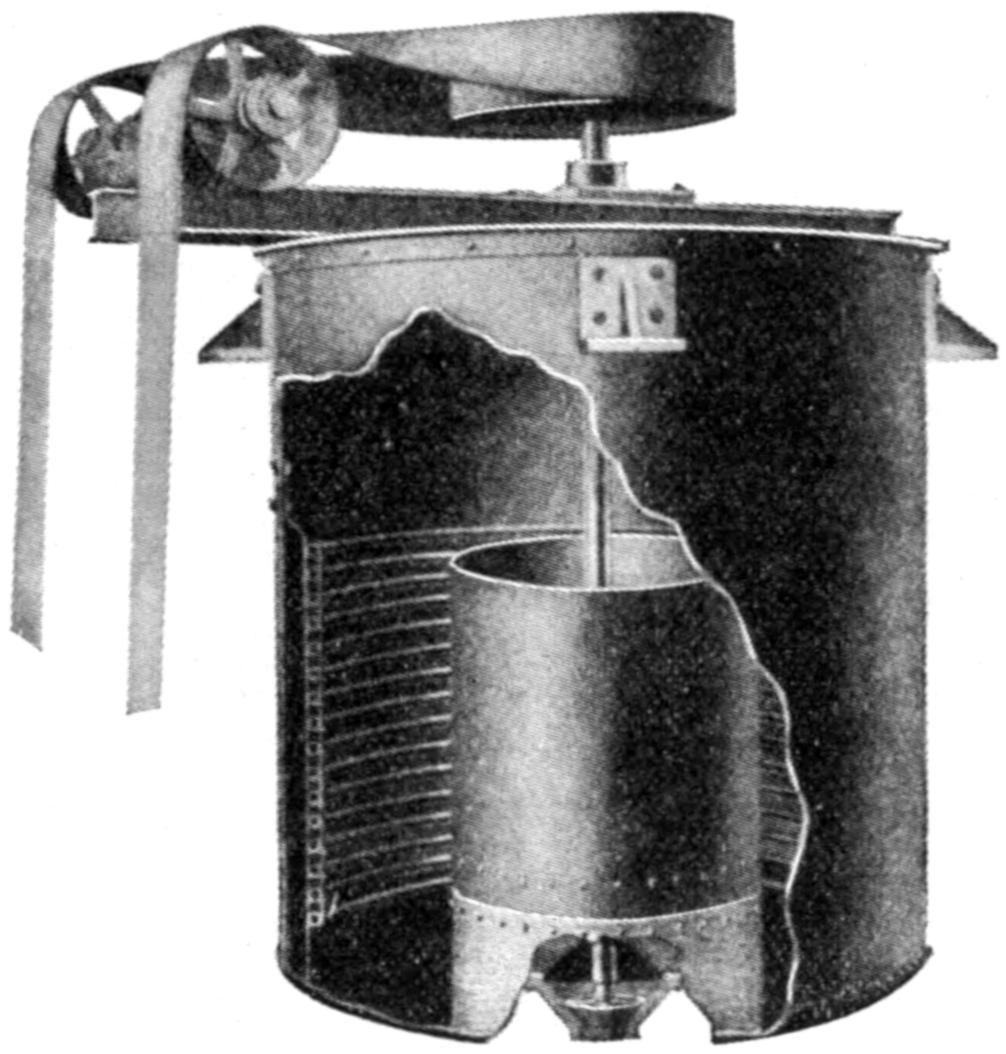
FIG. 152.—FULLERS EARTH KETTLE FOR SMALL HOUSES.
—This can be of a predominant size dependent upon the volume of business. For a moderate business the most suitable dimensions are about six feet in diameter and four feet deep. A sectional view of such a kettle is shown in Fig. 151 and a smaller kettle is illustrated in Fig. 152. It was the practice to use compressed air for agitation[350] so as to mix the fullers earth with the lard. This has been discontinued in the best refineries, as it was found that agitation with air had a tendency to make the lard turn rancid more readily than if agitated by mechanical device.
The kettle is supplied with a vertical shaft, to the bottom of which is attached a propellor about fourteen inches in diameter. Around this is fitted a wire screen about thirty inches high made of galvanized wire, ³⁄₁₆-inch mesh, this screen clearing the blades of the fan about an inch. On top of this screen is fixed an iron pipe approaching to within about eighteen inches of the surface of the lard when the kettle is filled. A kettle of this size will hold about 5,000 pounds of lard for treatment. The agitating blade should revolve at a speed of from 125 to 175 revolutions per minute. This has the effect of producing a miniature whirlpool in the body of lard by driving the lard through the screen against the sides of the kettle, where it rises to the surface and goes down through the funnel-shaped tube to be again driven through the screen. In this way the fullers earth is thoroughly mixed in and if there is a tendency to “lump” the lumps are readily broken up by impact.
—If cold lard is used it should be melted and any sediment or moisture which settles should be drawn off. It is best not to draw off too close to the bottom so as to avoid any moisture.
The temperature at which lard should be bleached is an important matter to be determined. If the lard has been heavily cooked and has a strong steam flavor, a temperature of 180° F. is correct. If the lard has not been well cooked a somewhat lower temperature is necessary. As a rule the lower the temperature at which bleaching is done, the more fullers earth is required to get the proper bleach and at the same time as little earth flavor as possible is a point for careful and intelligent consideration. The best way to determine, where there are large quantities of lard, is to take a small sample and make tests in the laboratory. The point to be obtained is to get the bleach with as little of the flavor of the earth as possible. Generally speaking, from three-fourths to one and one-half per cent of fullers earth will get the desired result.
[351]
When the lard is brought to the proper temperature, fullers earth is put in the kettle, when it is agitated from eight to twelve minutes, then pumped through the filter press as rapidly as possible. It takes a certain length of time for fullers earth to do its work properly, and a strong agitation of from eight to twelve minutes appears to be the best method to adopt in order to obtain the full effect of the earth.
—Where tallow is used in lard, it is always advisable to bleach the tallow separately. This is done in the same manner as described for lard, with the exception that about three per cent of fullers earth is used, after which it is pumped through the filter press and into the receiving tanks.
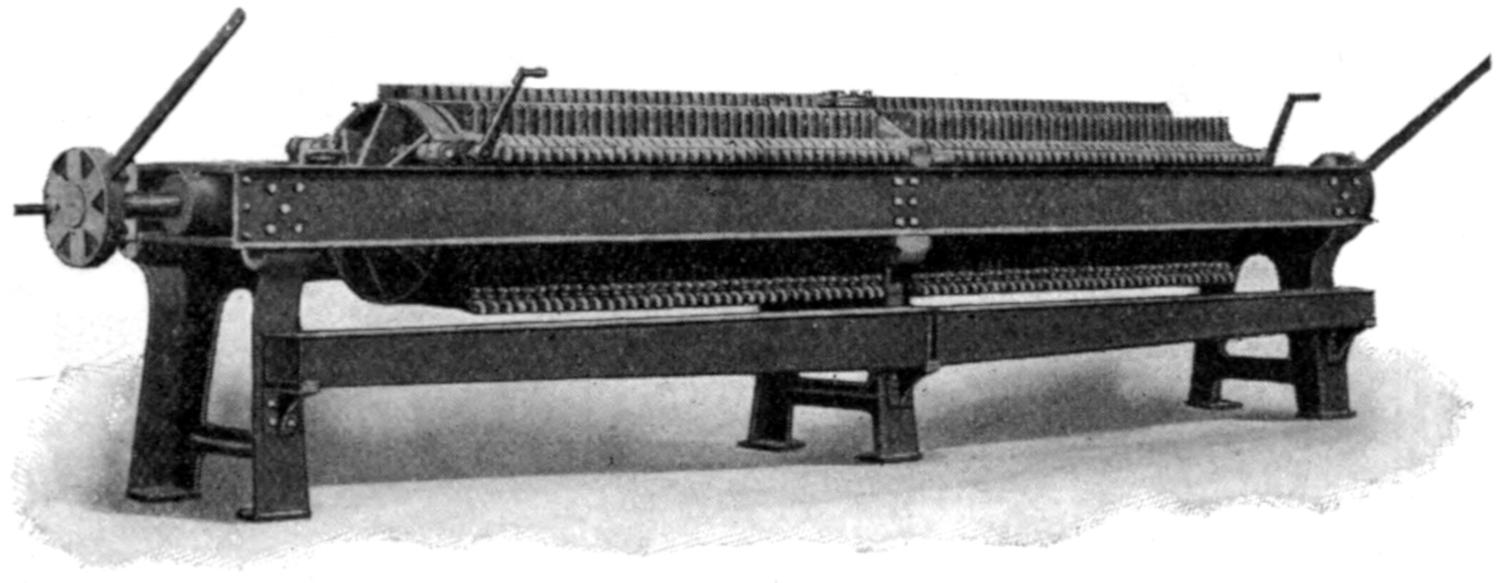
FIG. 153.—FILTER PRESS.
When it is compounded with the lard, the desired amount should be put into the kettle with the lard after it is treated. The same is true of oleo-stearine, except that in the bleaching of this article from one-half to one and one-half per cent of fuller earth is sufficient. Measures must be taken to see that ingredients are intimately mixed before passing the product to the rolls.
The use of tallow or stearine is for the purpose of cheapening the product, as well as hardening it, the formula for same being made according to the values and conditions under which the lard is to be sold. For instance lard going south, or into a warm climate, is made much harder than lard for a temperate climate; hence lard formulas, generally speaking, are worthless for general use, the different formulas being made to suit widely different conditions, and their availability[352] also depends to a considerable extent upon the fluctuation of values.
—After the contents of the kettle have been pumped through the filter air pressure should be turned into the filter press in order to blow out all the lard possible. After this live steam should be turned on, expelling the balance of the lard from the pipe. A large portion of this latter lard, however, is unfit to be used again, as it contains sediment and fullers earth combined, having a rank, strong odor, and can be used only for grease.
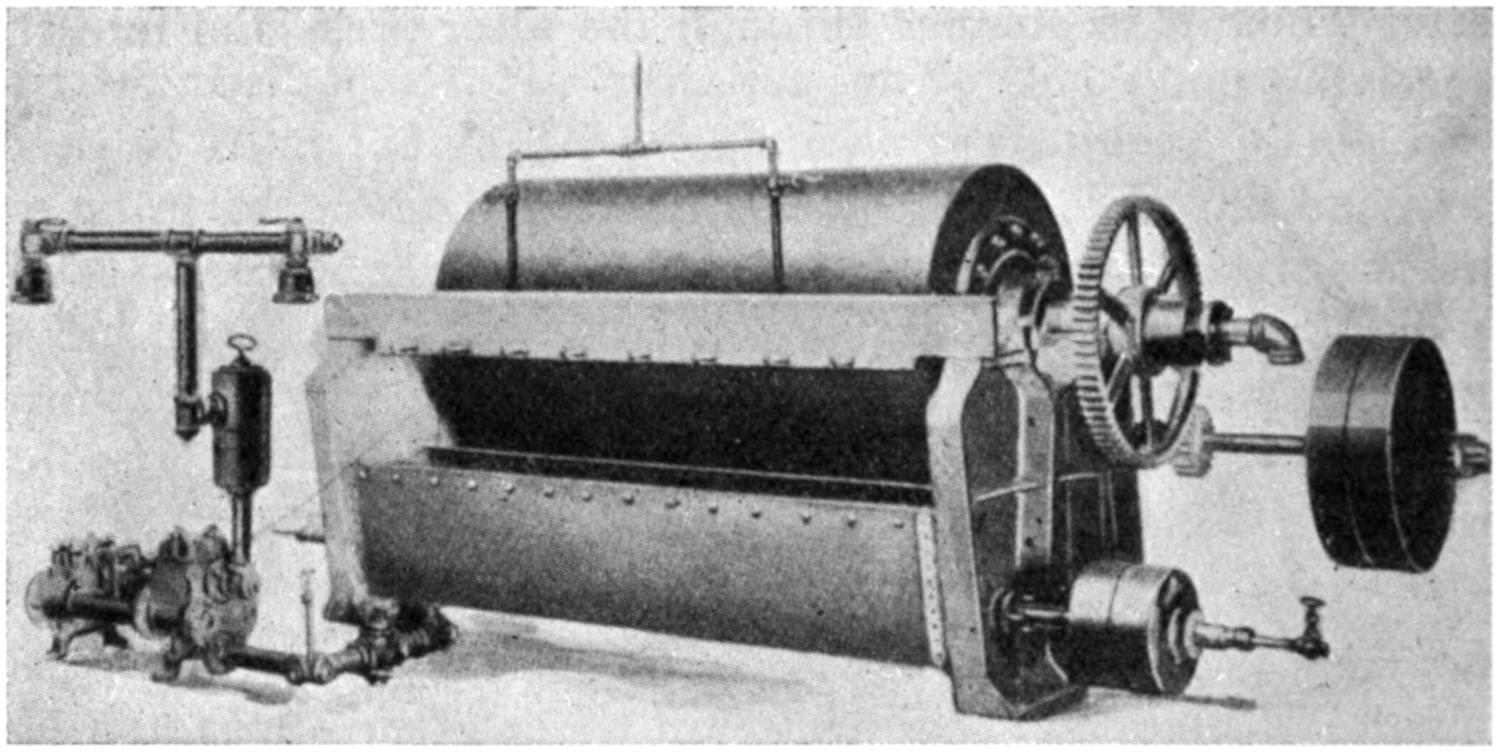
FIG. 154.—LARD COOLING CYLINDER.
—This is a device provided for cooling lard in a film so as to bring plenty of air in contact with the surface during the congealing. After the lard has been put through the filtering press it goes to a receiving tank and is next passed over rollers for chilling. (Fig. 154.) These are cast iron cylinders containing refrigerated brine. The cylinders revolve at from ten to fourteen revolutions per minute, the lard being congealed on the outer surface. Fixed against the side of the cylinder is the edge of a steel knife which scrapes close to its surface. The lard, in contact with the cool surface of the cylinders, congeals and as it passes to the knife it is removed and drops into the trough. Here it is thoroughly beaten by a revolving shaft with pickers on it, so that all lumps are broken and the grain is of a smooth, even consistency. Pure lard passes to an agitator, which is a jacketed kettle, where[353] it is given a thorough agitation and drawn off cool as possible, the object being to have the different ingredients thoroughly mixed at a low temperature.
At times rolls are used in tandem. When a bountiful supply of cold water, say at 60° F., is available, the saving in refrigeration justifies the use of tandem rolls. In this instance the first roll is elevated so as to gravitate the lard to the feed of the second.
WEIGHT OF LARD PACKAGES.
| Weight packages | Weight material |
Avg. weight |
||||
|---|---|---|---|---|---|---|
| 3-POUND PAILS: | ||||||
| 100 pails | 43 | lbs., | 7 | oz. | 6.95 | oz. |
| 100 bails | 5 | lbs., | 4 | oz. | .84 | oz. |
| 100 covers | 9 | lbs., | 7 | oz. | 1.51 | oz. |
| 100 summer covers | 6 | lbs., | 3 | oz. | .99 | oz. |
| Average weight each | ... | 10.29 | oz. | |||
| 5-POUND PAILS: | ||||||
| 100 pails | 58 | lbs., | 12 | oz. | 9.40 | oz. |
| 100 bails | 5 | lbs., | 15 | oz. | .95 | oz. |
| 100 covers | 13 | lbs. | 2.08 | oz. | ||
| 100 summer covers | 8 | lbs., | 10 | oz. | 1.38 | oz. |
| Average weight each | ... | 13.81 | oz. | |||
| 10-POUND PAILS: | ||||||
| 100 pails | 92 | lbs., | 14 | oz. | 14.86 | oz. |
| 100 bails | 7 | lbs., | 12 | oz. | 1.24 | oz. |
| 100 covers | 19 | lbs., | 5 | oz. | 3.09 | oz. |
| 100 summer covers | 13 | lbs., | 10 | oz. | 2.18 | oz. |
| Average weight each | ... | 21.37 | oz. | |||
| 20-POUND PAILS: | ||||||
| 100 pails | 144 | lbs., | 15 | oz. | 23.19 | oz. |
| 100 bails | 10 | lbs., | 9 | oz. | 1.69 | oz. |
| 100 covers | 34 | lbs. | 5.44 | oz. | ||
| 100 summer covers | 22 | lbs., | 4 | oz. | 3.56 | oz. |
| Average weight each | ... | 33.88 | oz. | |||
| 40-POUND SQUARE CANS: | ||||||
| 100 cans | 268 | lbs., | 8 | oz. | 42.96 | oz. |
| 100 caps | 2 | lbs., | 8 | oz. | .40 | oz. |
| Average weight each | ... | 43.36 | oz. | |||
| 50-POUND ROUND CANS: | ||||||
| 100 cans | 270 | lbs., | 10 | oz. | 43.30 | oz. |
| 100 covers | 50 | lbs., | 2 | oz. | 8.02 | oz. |
| 100 summer covers | 38 | lbs., | 12 | oz. | 6.20 | oz. |
| Average weight each | ... | 57.52 | oz. | |||
[354]
—Refined lard is not usually drawn in a cooler. In most climates the non-refrigerated rooms will suffice. It is packed in tubs, barrels or tierces of wood. The lard, when available, in the picker trough, is usually chilled and stiff. The use of a pump is made to withdraw and force it through a strainer in an enlarged section of the pipe, so as to effectually break all lumps. A relief valve should be placed on the line to spill into the picker in case the draw cocks are all suddenly closed.
—In wooden packages tare is deducted. The table on preceding page shows the actual weight of the different packages which are usually made from an X L grade of tin. Inasmuch as lard sells at more per pound than the tin costs, there is always an endeavor to get the packages as heavy as consistent.
—Many moderate sized plants that do not cater to a trade accustomed to highly refined lard, prefer to make kettle rendered lard as most of their output, using leaf, back fat and trimmings, adding the complimentary proportion of killing lard and agitating the whole in a water jacketed agitator. All implements used are similar to those described previously, also the method of drawing from the agitator to packages is the same. Beef fat can be rendered in the same way when oleo departments are not operated, and it can thus be used to good advantage.
—Compound is a substitute for lard and is made of cotton seed oil and oleo stearine, or tallow, or both. The formula on this article varies according to the relative values of the ingredients. The generally accepted formula is 80 per cent cotton seed oil, and 20 per cent oleo stearine.
If the market price of oleo stearine is high, a formula may be substituted as follows: 75 per cent cotton seed oil, 7¹⁄₂ percent tallow, 17¹⁄₂ per cent oleo stearine. In cold weather even a smaller amount of stearine may be used and a proportionately larger amount of tallow.
—This is a product derived from cotton seed. Before the manufacture of cotton seed oil, the cotton seed, removed from the cotton, was thrown in large compost[355] heaps and after decomposition, was used sparingly as a fertilizer. An idea of its value may be gained from the following table. From one ton of seed, by average, is obtained:
| 270 | pounds or 36 gallons of oil at 28c per gallon | $10.08 |
| 750 | pounds cotton seed meal at 90c per 100 pounds | 6.75 |
| 850 | pounds hulls at 15c per 100 pounds | 1.27 |
| 30 | pounds lint at 3¹⁄₂c | 1.05 |
| Total value | $19.15 | |
| 100 pounds waste and dirt. | ||
The oil when extracted from the seed is termed “crude oil.” In refining this oil the loss varies from 7 per cent to 12 per cent, on an average about 9¹⁄₄ per cent.
—The crude oil is purchased by refiners and treated to produce “yellow oil.” In this process it is put into a tank (it is generally considered profitable to refine cotton seed oil only in large quantities) supplied with a revolving agitator. Into the tank is put a solution of eighteen to twenty per cent caustic soda. The quantity and strength of the solution necessary is determined by treating a small sample. To a small sample of oil add the soda solution, stirring continuously, having it heated to a temperature of 160° to 180° F. When sufficient soda lye has been added a floculent precipitation will be noticed. This indicates a “breaking” of the oil. By calculation of the relative amount the comparative quantities can be arrived at.
An excessive amount of lye will saponify its equivalent in good oil, therefore care must be exercised to see that only the proper amount is used. In a practical way the soda is introduced in the crude oil solution and agitation is started to insure the thorough mixing of the caustic soda and the oil. The floculent substance appearing, the agitation is stopped and the oil allowed to settle, the sediment and substance other than oil collecting at the bottom of the tank. A small quantity (about one-quarter of one per cent by weight) of fullers earth is added and the oil removed by pumping through a filter press producing what is known to the trade as “yellow oil.”
The sediment, known as “foots” is collected in kettles and treated with additional lye, boiled and settled with salt; water added, settled and drawn. This treatment is duplicated as[356] many times as necessary, until the soap stock will separate from impurities. When thoroughly settled draw the soap stock into packages for the soap trade. The finished “foots” contains about 33 to 40 per cent of moisture and a small percentage of lye.
—The “yellow oil” of trade has a decided flavor which it is desirable to remove, and this process is accomplished by deodorizing. (See Fig. 155.)
—This tank is equipped for heating the oil to a very high temperature by the introduction of a large coil surface, preferably rings, one within the other and arranged so that each ring is accessible. The kettle coils, etc., should be made extra heavy. The top of the kettle must also be hooded and as the oil boils violently the steam must be given free opportunity to escape. The escape pipe should be at least sixteen to twenty inches in diameter in a tank six feet in diameter, and should be provided with a goose neck, so that the steam rising which condenses, does not drip back into the tank. Fig. 155 show the construction of an oil treating tank.
The exhaust pipe extends into the atmosphere a short distance above the deodorizing tanks. On account of the extreme agitation caused by the heat, the oil is likely to boil over and waste. Special attention is called to the crook or neck in the exhaust pipe with two-inch outlet at the lowest point. This is done so that the condensation will not run back into the oil, but can be taken out at this point.
—The tank is filled with oil to about half its capacity. The oil is then heated to a temperature of 320° to 360° F. After being held at this temperature for an hour to an hour and a half, it is ready for the washing process. This is done by means of a two-inch perforated pipe at the top of the kettle, through which is sprinkled cold water on the oil. The extreme temperature evaporates the water very rapidly and at the same time causes a precipitation. The water should be allowed to run for five minutes, and then the body of oil should stand for from one to two hours. The cone, or bottom of the kettle, will be found to have a sediment which has been precipitated from the oil. This “bottom” should be drawn off, and the steam again turned on the coils.
[357]
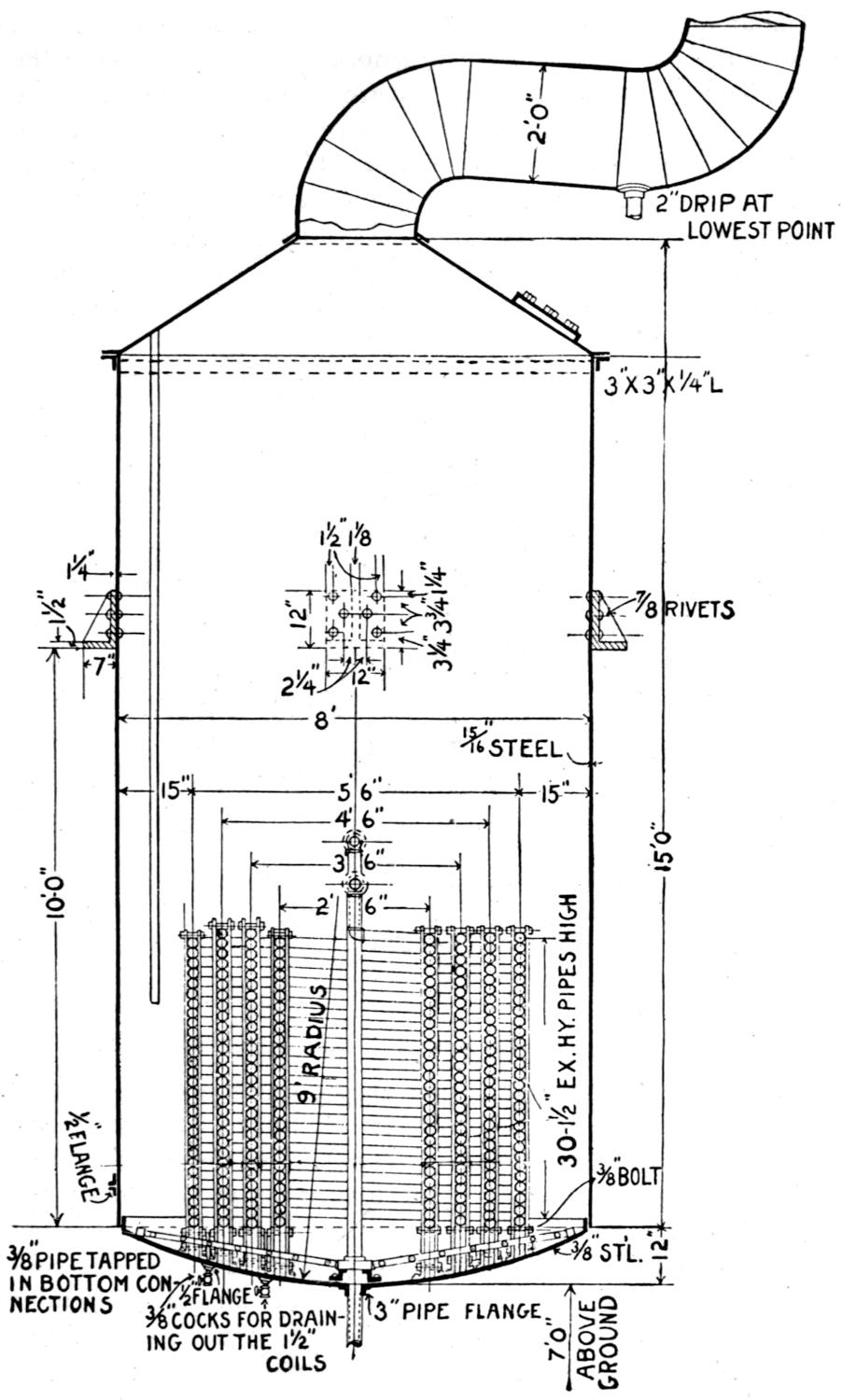
FIG. 155.—DEODORIZING TANK FOR COTTON SEED OILS.
[358]
—The oil is heated to the original temperature and steam of high pressure and temperature introduced into the body of the oil. The length of time required for treating the oil depends largely upon its nature, some oils being more neutral and more nearly odorless than others, consequently no exact rule can be laid down that would fit all cases; it must be left to the judgment of the person handling the oil.
—To obtain the temperature above mentioned a pressure of 150 pounds should be carried, and late practice introduces a superheater for reheating the steam to insure high temperature by adding 100° to 150° F. to the steam temperature.
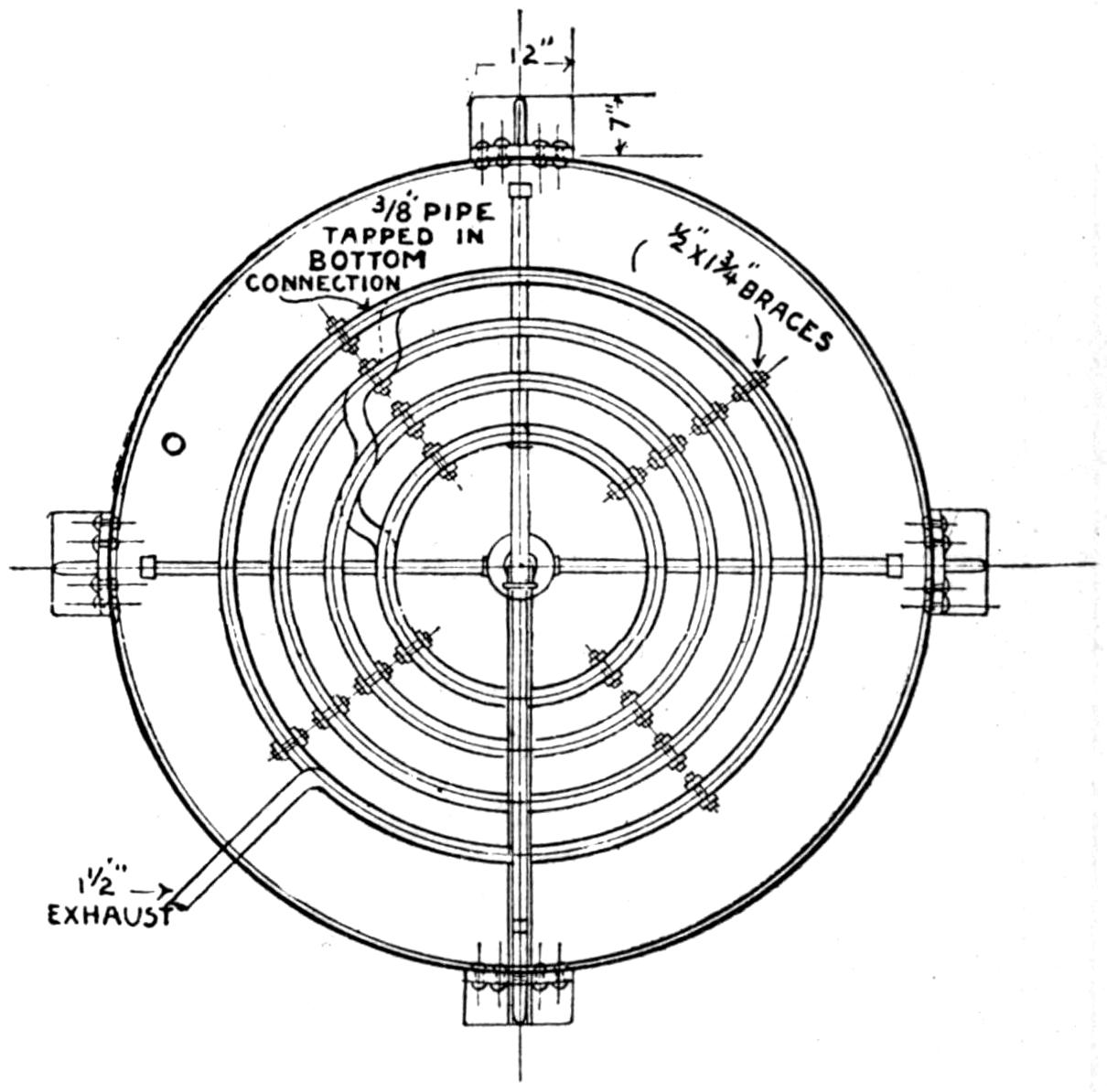
FIG. 156.—SECTION OF BOTTOM OF DEODORIZING TANK.
—As soon as the oil is deodorized it is drawn off and allowed to cool. It is pumped into the treating kettle, or what is known in refineries as the “dirt” kettle. There it is brought up to a temperature of 160° F., when the fullers earth is added, generally using from one to two percent of earth with this bleach, following an agitation of about ten minutes. It should then be pumped through the filter press into the receiving tank, where it is held until used. After going through this process the oil is known to the trade as “water white.”
[359]
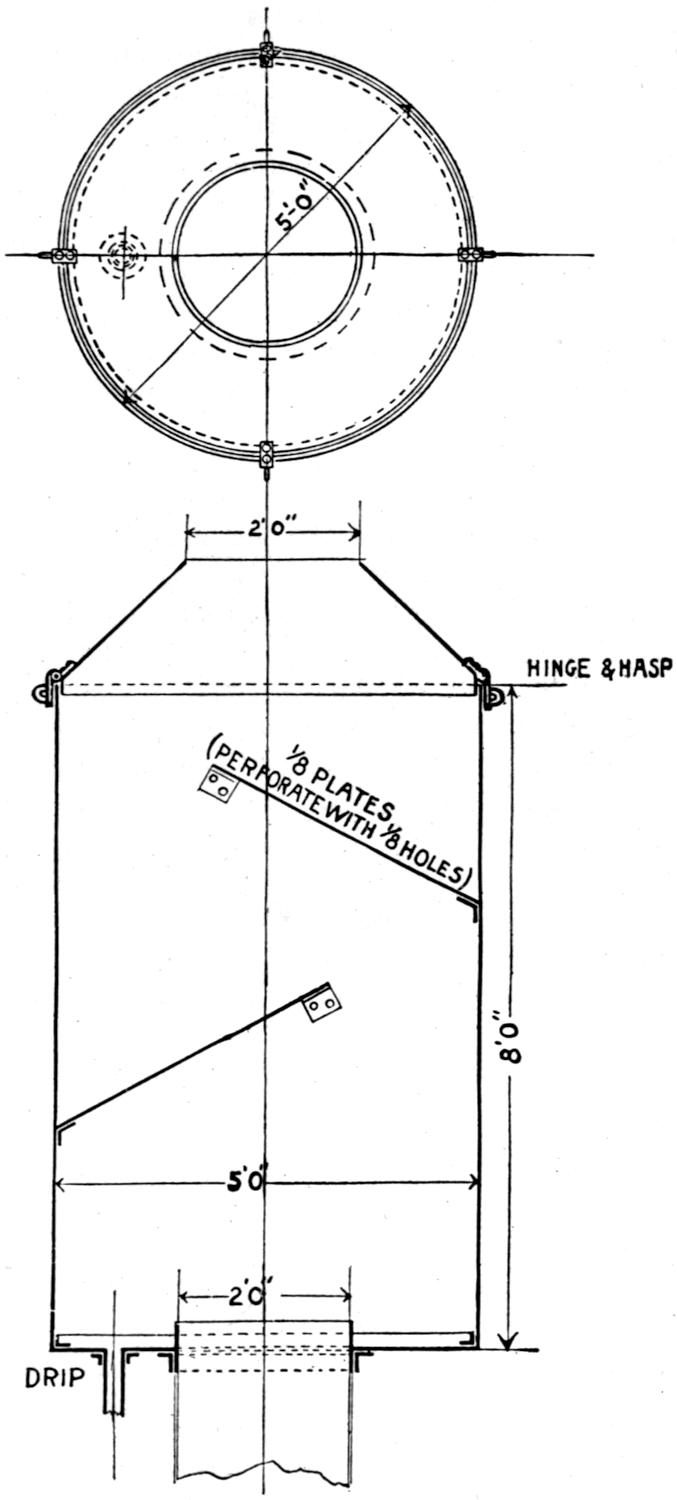
FIG. 157.—SECTION THROUGH EXHAUST HOOD OF DEODORIZING TANK.
[360]
—Refined tallow or oleo stearine melted and clarified by pumping through a filter press without the use of fullers earth is added to the cotton seed oil so prepared, and the mixed substance, containing proportions previously described, are ready for passing over the cooling roll.
—The filter press (Fig. 158) should not be used more than two or three times until it is taken apart, all the sediment and dirt removed and clean cloths substituted. Continued use of filter cloths, without proper cleaning, has a deteriorating effect upon the material pumped through the presses, and different kinds of products should not be passed through the same press.
—Color is an important feature of compound, when an odorless oil has been produced. The mixture passed to the rolls is usually at a temperature of 120° F. and this heated body of material amounting to 4000 pounds per hour on an eight foot roll requires a very large capacity of refrigerating equipment.
It is desirable to maintain a brine temperature in the shell of from zero to five degrees above. A fifty-ton refrigerating equipment of commercial rating is inadequate for this duty. Consequently compound manufacturers must have ample refrigerating machine capacity.
The lard roll is preferably of the size noted and should operate at not to exceed seven revolutions per minute, provided brine of the above temperature is supplied; fewer revolutions if temperature is higher, which naturally reduces the capacity.
The lard roll, pump, and strainer equipment is the same as described for lard, except that the lard is packed directly from the picker trough without the use of an additional agitator.
—A new process has been devised whereby soft oils, such as cotton seed oil, can be hardened so as to make a purer vegetable product. The substance has quite a large field but it is not intimately connected with the packing business.
—This is a purchasable product and is used at times as a substitute for oleo stearine.
—The production of lard oil used in compounding[361] lubricating oils and illuminating oils is still carried on to some extent. The process consists of graining the oils in graining tanks or in seeding trucks similar to oleo oil graining trucks.
—The lard cooled to a temperature of 40° F. is placed in cloth wrapper arranged so that all oil is strained through the wrapper. The solid substance contained in the wrapper is lard stearine used to harden pure lard.
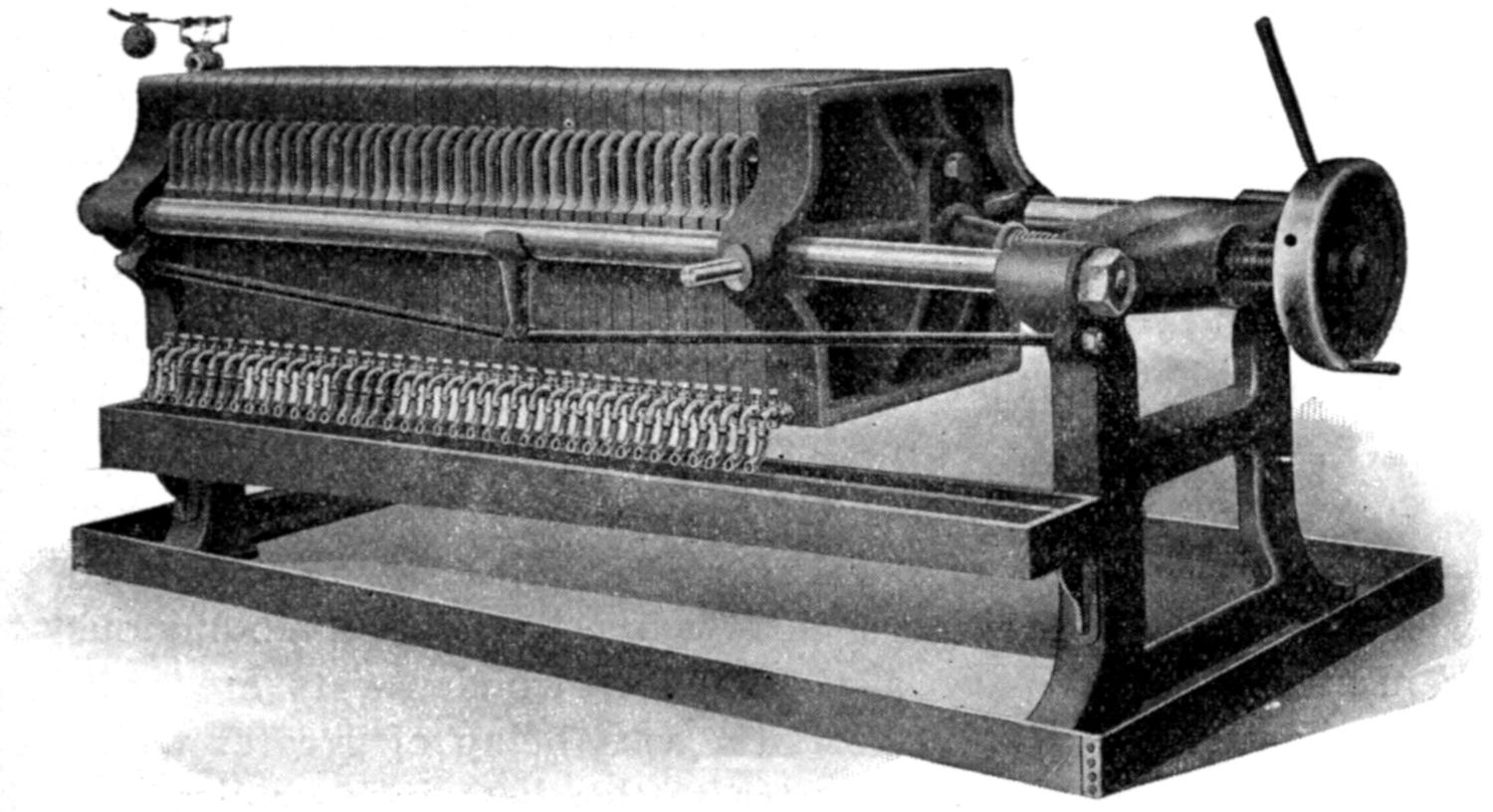
FIG. 158.—FILTER PRESS FOR LARD OR OLEO OIL.
—After the fats have been washed they should be drawn into trucks or tierces and placed in a room where there is good ventilation, and kept there for about two days, giving the acid fumes an opportunity to pass off; the fat will then be found to be lowered to about 80° F. and should then be removed to a room that is refrigerated. After remaining in this temperature three or four days the fats will be found to be crystallized, or grained, and of about the temperature of the rooms. It is then ready to go to press.
—The usual pressing temperatures for the several kinds of commodities pressed are as follows:
| Tallow | 58° to 65° F. |
| Prime steam lard | 48° to 50° F. |
| Neatsfoot oil | 45° to 48° F. |
[362]
These and the temperature of the room, however, are subject to variations.
—A lower quality of lard oil is made from hog greases. These are made from condemned hogs, catch basin skimmings and similar sources. The methods are similar to those used for No. 1 lard oil, except that the former is treated as an edible product and the latter as inedible.
The extracted stearine is sold or used for soap purposes.
—It is not customary to speak of any particular cold test of cotton or grease oils; however, in case of pure lard oil, pressed, it would have a cold test of about 42° F. Pure neatsfoot would have a cold test of about 45° F. In case colder degree oils are desired, either pure lard or neatsfoot, it would be necessary to make the lard colder than above; as to neatsfoot oil, if it is desired to make a 30° F. test, it would be best to make two pressings. First chill stock to a temperature of 42° F., pressing it in a room at 45° F. and then take the oil that is made in this way, refrigerating it in a room at 32° F. and pressing it at a temperature of 32° F.
—Before pressing the low grade greases it is necessary to wash with sulphuric acid to eliminate the impurities, such as water, lime soaps, albuminous matters and ordinary dirt. Shallow wooden vats are ordinarily used for this purpose, the vats being of greater width than depth, as the acid water settles best in a shallow receptacle. Where a comparatively small amount of work is to be done an ordinary wooden vat made out of good sound pine, with three-inch staves and well bolted together, is all that is necessary, but where the work is continuous these wooden vats should be lined with ten-ounce lead, as the acid very soon destroys the vats.
—The method of washing with the sulphuric acid is as follows: Into the wooden or lead-lined vat run clear water to the amount of about 10 to 15 per cent of the weight of the grease to be treated, and when the water is in, add one per cent of sulphuric acid to the fat to be washed, the acid to be 66-degree density. It is important that the water be put in first, for if the acid is put into the tank first and the water afterwards run in, an explosion is liable to[363] occur on account of the intense heat generated by the absorption of the water by the acid. In case of an explosion the acid is liable to be thrown on the attendants. After the water and acid have been mixed, add grease, turn on steam and boil until the fat and acid show clear; at first it will be muddy or cloudy. Usually a boiling of twenty to thirty minutes is sufficient. This work should be done on the top floor of the building, or some place where there is ample room for the escape of the vapor, as the fumes of the acid are very strong and are injurious to the building. After the boiling is finished, allow the tank to settle ten to twelve hours, draw off the acid water from the bottom, and if the same is clear and clean it shows that the fat had little foreign substance and the solution can be used over again. If it shows a great deal of foreign matter in the solution it should be run away.
All pipes leading from such treating vats should be of lead. It is also necessary that the pipes in the vats be of perforated lead coils, as iron pipes would very soon be destroyed.
—At times, for bleaching purposes, and especially on low grade greases, it is usual to refine and bleach the oil. The amount of fullers earth to be used in filtering depends upon the condition of the oil to be filtered. With prime steam lard no fullers earth should be used; it is simply filtered through clean press cloths. In the case of lard oils and tallow oils, the color of the oil desired must also determine the amount of fullers earth to be used, no set rule as to the amount to be used in every case being practicable.
Every manufacturer of these different grades of oils has his own grades and standards established, to which the lard refiners usually work, and the amount of bleaching, etc., which is necessary for each individual lot should be governed by the knowledge of the operator, rather than by any set rules.
In the pressing of these articles the oils generally run from 40 to 52 per cent of stock, the balance being stearine, the percentage of oil obtained varying according to the temperature at which it is pressed, and according to the relative market prices for oils and stearines.
[364]
Smoking Meats — Nomenclature — Soaking — Smoking — Gas Smoking — Temperatures — Treatment After Smoking — Trolley System — Canvased Meats — Shrinkage — Wrapping — White Wash — Dried Beef — Packages — Skipper Fly.
—The smoking of meats is an ancient method of preserving for future use. In the smoking process which drys the meat and to some extent impregnates it, a preservative result is brought about, and meats which are smoked can be carried for quite a long period of time without becoming unfit for food. Notably a Virginia ham. The old style developed in Virginia was to smoke the ham for a month or six weeks. The ham, dried to about 75 per cent of its original weight and in this form hung in a moderately dry place, would be edible at the end of twelve months.
—The naming of meats has grown up among the trade and it is understood that the prefix, “bacon,” as applied to meats indicated the same to be dry salted, when smoked. Whereas, when used as a suffix it indicates a sweet pickled cure. For example, “Bacon Bellies” means dry salted, smoked bellies; while “Breakfast Bacon” means sweet pickle cured, smoked meats.
—Before meats are placed in the smoke house, they are soaked in fresh water. This is done to remove the surplus salt, making the meat more palatable; and to give it a better appearance. If it is not properly soaked the salt forms a white crust on the surface. Meat over-soaked becomes “water-logged” and often becomes water-sour when exposed[365] to the heat for smoking, also moulds quickly after smoking, hence it is essential that this part of the work receives careful attention.
The best results from soaking are obtained by using soaking water at a temperature of 65° F. A soaking schedule that will be found to give excellent results is as follows:
THE TIME REQUIRED TO SOAK MEATS.
| Hams at full cured age | 2 | hrs. (3 min. for each day older) | |
| Bellies, 8-10 lbs., 20 days | 1 | ¹⁄₂ | hrs. (3 min. for each day older) |
| Bellies, 10-12 lbs., 25 days | 1 | ¹⁄₂ | hrs. (3 min. for each day older) |
| Bellies, 12-16 lbs., 30 days | 1 | ¹⁄₂ | hrs. (3 min. for each day older) |
| Dry salt meats | ¹⁄₂ | hrs. (except bellies, two hours) |
If meats still show salt after smoking change water once, as the fresh water will take up salt rapidly. It will be found better to change water than to soak longer. Mildly cured bacon is washed to remove salt on surface, and not soaked. Thorough washing of all meats with a stiff brush is done before hanging. “Bacon” or dry salted meat is not soaked.
—After the meats are washed and hung in the smoke house, they should be allowed to dry about three hours, or until they stop dripping, for if the smoke is applied while the meats are still dripping, wherever one piece of meat is subjected to the dripping of another, the smoke fails to take effect, giving the meats a striped and discolored appearance. The meat, thoroughly dry, fire should be built in the smoke house with either hickory, maple or oak wood (partially green being preferred) and the temperature brought up from 112° to 118° F., and maintained until the surface of the meat has become thoroughly dried and has a partially glazed appearance. As soon as this effect is noticed, which will be in five to eight hours, hardwood sawdust should be added, which will form a dense, penetrating smoke. At the same time the temperature should be gradually increased in the smoke house, or brought up to from 115° to 120° F.
A pile of sawdust, quantity depending upon the size of the smoke house used, should be raised in the center of the house and a few burning brands of wood laid around it. These will cause the sawdust to ignite and a small fire, producing a great deal of smoke, will result therefrom. If the sawdust is put on a fire already burning much of the sawdust[366] will go up through the house in the form of a light ash, which is deposited upon the meat, injuring its appearance.
A house of sweet-pickle meats should be smoked for about twenty-four to thirty hours, to get good results, and be allowed to stand for twelve hours with the ventilators open, to give the meat a chance to thoroughly cool off before discharging.
—The growing scarcity and consequent increased cost of wood is forcing many packers to use gas and sawdust for smoking. With this system the use of sawdust and gas is made in combination, the gas being burned by slow delivery through a perforated pipe, and the sawdust banked nearby to burn with a creeping fire. The use of steam coils for heating the house is a valuable assistance particularly if exhaust steam is available for use.
—The following temperatures will be found to give very satisfactory results in smoking and while it will be found impossible to adhere to them absolutely, it is advisable to do so as closely as possible during the smoking period:
| 3 | hours in smoke | 107° F. |
| 6 | hours in smoke | 114° F. |
| 9 | hours in smoke | 116° F. |
| 12 | hours in smoke | 118° F. |
| 15 | hours in smoke | 119° F. |
| 18 | hours in smoke | 118° F. |
| 21 | hours in smoke | 120° F. |
| 24 | hours in smoke | 118° F. |
| 27 | hours in smoke | 119° F. |
| 30 | hours in smoke | 115° F. |
It should be the aim to have the house at a temperature of 118° F. after twelve hours, and it should be held at that if possible. Meats thus handled will be found to have a light amber color which indicates a light smoke, whereas a dark amber would indicate a heavy smoke. The color of the meats should be regulated by the requirements of the trade. Lighter meats, such as fancy bacon, should be hung on the upper floors with the hams nearer the fire.
—When meats are finished smoking the fire should be put out, the house opened up, giving it a free circulation of air, and the meats allowed to thoroughly dry and cool before being removed. Smoked meats should be handled as little as possible, for every time they are handled or piled on trucks, it detracts from their appearance. They become greasy and soon lose their bright, attractive appearance. After being cooled, the meat should not be handled until inspected[367] and packed for shipment, thereby preserving a very desirable appearance, as well as reducing the cost of labor in operation.
—Originally meats were hung from nails in beams or from cross sticks suspended from beams, the smoke house being an open shaft. Many devices have been originated for saving time in taking meats in and out of smoke, and various forms of racks operated on overhead rails have been devised. Some sort of arrangement of this kind is a necessity.
A trolley storage space is usually arranged near to the packing space and meats packed direct from the trolley. It is usual to make a complete inspection out of smoke and pass the hams to the storage trolley, graded, wiped and ready for packing.
—Canvased meats are usually sold on packed weight, cloth included. The gain in weight usually pays for all cost involved and somewhat better, as the test below indicates:
CANVASING 1,031 HAMS.
| 325 | yards sheeting at 4⁷⁄₈c | $15.84 | ||
| 3 | ³⁄₄ | yards Andover twine at 30c | 1.12 | |
| 274 | yards paper at 1³⁄₄c | 4.32 | ||
| One man three hours at 17¹⁄₂c per hour | .52 | |||
| Sewing at $1.10 | $11.34 | |||
| Cost of canvasing | $33.14 | |||
| 445 | pounds wash at 2.1c | $ 9.34 | ||
| 1,031 | labels at $1 per 1,000 | 1.03 | ||
| Eight men two hours twenty-eight min., seven men thirty-five min. | 4.11 | $14.48 | ||
| Total actual cost | $47.62 | |||
| Weight before canvasing | 10,550 lbs. | |||
| Weight after canvasing | 11,041 lbs. | |||
| Weight after washing | 11,486 lbs. | |||
It will be noted from the previous test that there was a gain of 936 pounds in canvasing these hams, at a cost of $5.09 per 100 pounds. As hams always sell at a much higher price than this, the difference would represent the profit in this operation.
—Shrinkage of smoked meats is a matter tangible in dollars and cents. Meats for prompt consumption,[368] such as those smoked and distributed from a branch house, can be smoked for less than meats smoked at the parent house for shipment via carload or local freight.
The aim is to smoke out the meat as near green weights as possible, the amount of shrinkage depending largely upon the requirements at points to which meats are to be shipped and the conditions to which they are to be subjected. For instance, hams and shoulders which are to be used for immediate consumption should smoke out 98¹⁄₂ to 100 per cent green weight, whereas meats which are to be held for some length of time after being smoked, or which are intended for a warmer climate, will smoke out from 95 to 97 per cent of the green weight.
Meats, which are to be consumed immediately and not shipped to a warm climate, may carry more moisture and hence show less shrinkage. At the same time they have a much finer and more attractive appearance. This is a matter to which an owner or manager of a smoke house must necessarily give minute and close attention in order to obtain the best results. Perhaps as important a point as any, is when the condition of the meats as to dryness is concerned. Meats should be shipped promptly when in condition and not allowed to remain in the smoke house awaiting disposition.
The following table shows the result of tests on 1,136 pounds of meat hung in smoke house for seven consecutive days, temperature of smoke house about 90° F.
| Lbs. | |
|---|---|
| Weight when fully smoked | 1,136 |
| 24 hours later | 1,129 |
| 24 hours later | 1,121 |
| 24 hours later | 1,114 |
| 24 hours later | 1,108 |
| 24 hours later | 1,105 |
| 24 hours later | 1,100 |
| Thirty-six pounds shrinkage in seven days’ hanging. |
|
—Fancy meats, now almost entirely distributed in wrappers of paper or cloth, should be well cooled before wrapping. A piece of cheese cloth is wrapped over the butt, and absorptive paper folded next, usually doubled at the butt, with an outer covering of parchment paper. The[369] neatness and appearance of the package must be considered and naturally the package should be kept clean.
For some trade, meats are sewn in burlap. Others are covered with whitewash solution, or yellow wash. Meats put out in such manner are usually intended for distant shipment and should be harder smoked. Canvassed or white-washed meats are paper wrapped, same as fancy meats, before covering with the outer bag.
—The following recipe can be used for making white-wash:
| 1,200 | pounds floated barytes. |
| 90 | pounds flour. |
| 140 | pounds water. |
| 63 | pounds white ham wash glue. |
| 1 | teaspoon blueing. |
The glue should be cooked and strained through a piece of cloth before being added to the solution, as there is liable to be more or less sediment in the glue, which should be removed, after which mix with the flour; let stand about twelve hours, then add the barytes, using hot water in mixing. After it is mixed add the blueing.
This material should be put in a tub, held at a temperature of 90° to 100° F., into which the canvassed meats are to be immersed. After being dipped they are hung up over the tub while an attendant rubs his hand over them, taking off the surplus material which has adhered to the package, and at the same time forcing the wash into the openings of the cloth. They should next be brushed over with a heavy paint brush, smoothing off the surface, and then hung in a dry-room to dry. After being allowed to hang for eight to ten hours, until the wash is thoroughly dry and has hardened, they are ready for shipment.
—This is practically the same as white wash, except that a chrome yellow color is used, and the mixture will have a yellow instead of a white shade when finished. Handle same as white wash for meats. A formula for yellow wash is given as follows:
| 1,200 | pounds floated barytes. |
| 210 | pounds whiting. |
| 195 | pounds water. |
| 114 | pounds lemon yellow. |
| 35 | pounds joiner’s glue. |
[370]
This is used at a temperature of from 90° to 100° F. As all meats canvassed are sold gross weight, the barytes is added to give an additional weight to the meats which are canvassed.
A dry room in which meats can be dried by forced draft from fan is a valuable adjunct for quick deliveries.
—Dried beef is an article which has to be smoked heavier, dried more, than pork hams, and unless the moisture is well evaporated the time it may be kept will be short. An approved method for handling dried beef is as follows:
Steam coils should be placed at the top and also at the bottom of the smoke house. The steam should be turned on until the temperature of house is between 130° and 140° F. After the meat has hung in this temperature about thirty hours, a light fire should be started, by using two or three sticks of wood, and plenty of hard wood sawdust scattered close to the fire, so as to form a dense smoke. It is very essential that dried beef should have a strong smoked flavor. Steam should be kept on the house all the time the beef is being smoked and it will require eighty to ninety hours under these conditions to bring the beef out in the best condition.
Beef can be smoked in a regular house, but it takes much longer and it cannot be handled as satisfactorily as with steam heat in connection with the smoking process.
After the meat is sufficiently smoked the house should be allowed to cool off, and the meat to hang for about twenty-four hours before being handled. It is then ready for packing and shipping. Dried beef thus handled will shrink about 38 to 33 per cent from the cured weight to the smoked weight.
The following test will show the shrinkage on 100 pieces of dried beef hams, also the shrinkage each twenty-four hours after:
SHRINKAGE ON DRIED BEEF.
| 100 pieces, cellar weight | 1,184 lbs. |
| After smoking 85 hours | 812 lbs. |
| 24 hours later | 806 lbs. |
| 24 hours later | 793 lbs. |
| 24 hours later | 781 lbs. |
| 24 hours later | 762 lbs. |
| 24 hours later | 755 lbs. |
| 24 hours later | 750 lbs. |
[371]
—The packing of meats for shipment is best done in open type barrels or crates. Fancy meats should not be packed to exceed one hundred pounds per box so as not to injure the shape.
—The skipper, the larvae in the life cycle of a fly is the one pest needing close watching in a smoke house. This fly does not attack either green or salted meats, but will select a piece of pork ham in preference to a beef ham. The fly lays an egg which hatches to a larvae, and this is the disgusting form in which it is the enemy of sweet-smoked meats.
The preventive seems to be such as windows and doors finely screened, regular “gassing” with sulphur fumes and ample light. It is claimed by some that if smoke houses are well lighted, for instance as a show room, the skipper fly will not frequent them since it prefers darkness for the egg laying period.
There is no known chemical agent that can be used without conflicting with pure food laws that will destroy the egg once deposited. A fly lays upward of thirty eggs during the life cycle of about two weeks, consequently it multiplies rapidly.
[372]
Meats and Handling — Arrangement of Department — Curing Meats — Cooler for Ground Meats — Grinding and Stuffing Room — Smoke House — Cook Room — Dry Hanging Room — Cooler — Smoking Temperature — Cooking Time — Shrinkages — Pickle-Cured Products — Dry-Cured Meats — Packing — Casings and Spices — Sausage Cereals — Sausage Formulas — Bologna Varnish — Boiled Ham.
—There is probably no department where there is more diversity of methods than in the sausage room. The business of sausage making is an old one, and was largely developed in Europe, where on account of the low wages and the high prices for meats it was necessary to make the cheaper meat products into an edible article. The gradually increasing value of meats in the United States makes the same conditions paramount.
In the operation of packing houses the cutting of meats into many parts so as to supply the various purchasers with what they require, makes a comparatively large amount of wholesome meat product, equally nutritious with porter house steak, but not quite so tender or pleasing to the taste. Cheek meat, hearts and various trimmings are wholesome as a porterhouse, but not so delectable, at least, in their original condition; hence, the art of sausage making consists in taking these products and making from them a palatable, wholesome and less costly article.
—Sausage is made in such varieties that there are a multitude of ingredients in a multitude of forms. Primarily beef and pork trimmings are the broad classes, but of these there are many forms, each of different[373] physical properties. Hearts and cheeks are, for example, the toughest part of the animal organism, and these usually find their way to the sausage room. On the other hand the parts of hams and shoulders used are equally delicate with the meats so conserved, but are of necessity relegated to the sausage room on account of their shape as a trimming. It is the skillful manipulation of these various meats that makes for the real results in this department. Too frequently, the sausage department is regarded as a necessity, like the tank house, to put things through. The most successful operators are those who regard the department otherwise, and many good and successful businesses have been builded on the sausage department as a basis; not by trying to make sausage to retail at five cents per pound, extravagantly speaking.
—This department becomes quite comprehensive in its scope in large establishments requiring:
Refrigerated space for curing fresh meats.
Cooler for curing meats after ground.
Grinding and stuffing room.
Smoke houses.
Cook room.
Dry hanging room for smoked sausage.
Cooler for sausage other than smoked sausage.
—In certain sausages cured meats are a necessity, in others they can be used without detriment, while there still remain others in which cured meats are positively bad. Therefore exactly how to handle the meats so as to have them available for use in proper form becomes a matter of concern. Formerly when preservatives, like borax and boracic acid could be used, many products were put into cure with a preservative of saltpetre, borax, boracic acid, sugar and salt, and kept sufficiently mild to be acceptable, but the pure food laws abolishing the use of preservatives have changed conditions. The result is that sausage products should be cured like hams and frozen when cured or frozen before curing and carried in this form until wanted. However, quite a large space should be provided near the sausage department for curing products.
—In close proximity to the[374] sausage room is provided a shelving room arranged for placing ground fresh spiced meats for curing processes; spiced completely and ready for stuffing. Meats can be held in this manner and stuffed, smoked, cooked and packed rapidly as the exigencies of shipping demand. This enables the maker to shorten the time between himself and the consumer, most necessary for a successful business.
—This should be a well lighted and well ventilated room. Here the grinding equipment and stuffing tables are located. The principal equipment needed are “Enterprise” type grinders, silent cutters, mixer and back fat choppers, with a spice mill.
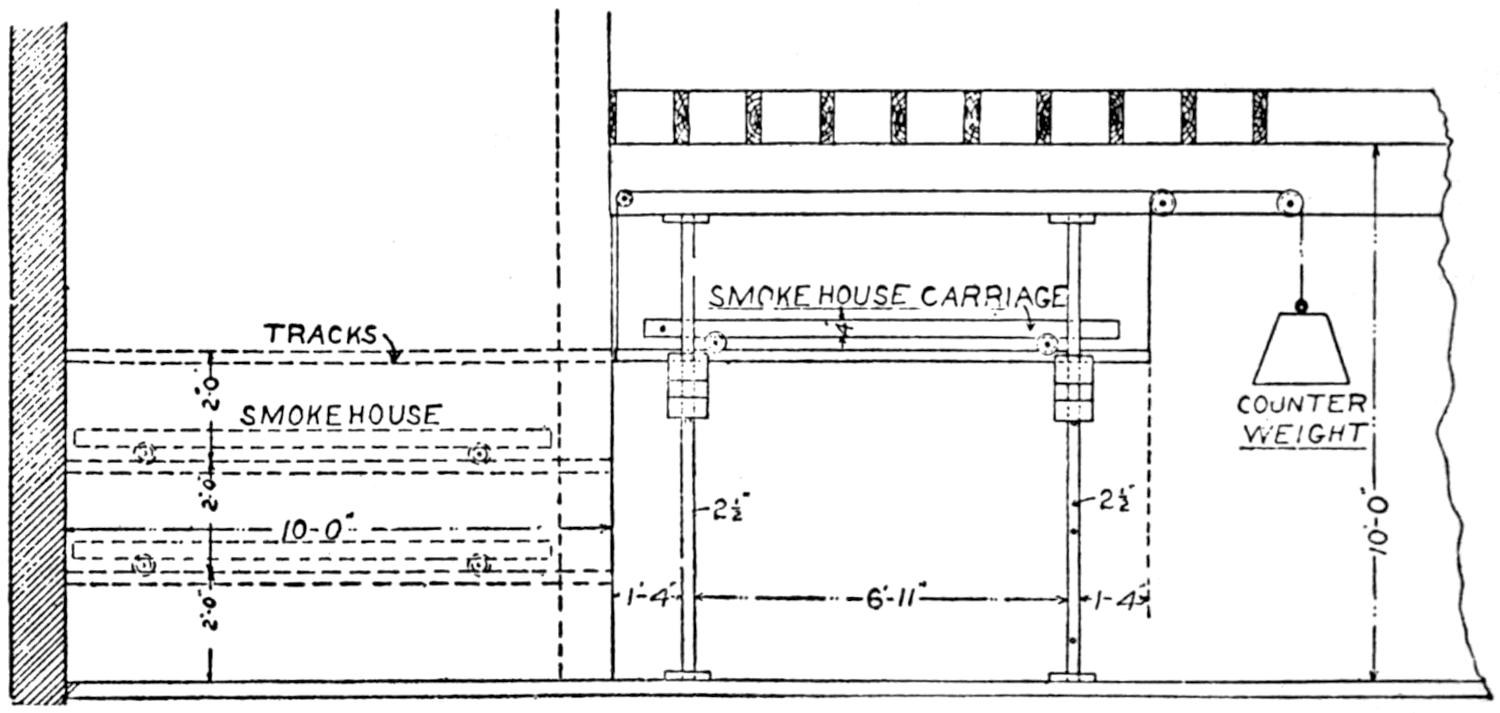
FIG. 159.—DEVICE FOR RUNNING SAUSAGE INTO SMOKE HOUSE.
Mechanical cutters are expected to be an aid to teeth and therefore they should be made to perform their part by being fitted with sharp knives to do the cutting. Choppers are only necessary in making summer sausage although some manufacturers prefer to rock their fancy breakfast sausage.
—The management of sausage smoke houses for ordinary sausage vary considerably. Figs. 159 and 160 with description illustrate one of the sliding carriage types. The smoke house carriage is made of angle irons and is run on a track which is supported by vertical columns. The outside tracks can be raised to any height desired to match the tracks in the smoke house. The sausage is hung on this carriage and run into the smoke house, and when it is sufficiently smoked the carriage can be drawn out on the movable[375] rails, the sausages taken off, others put in their place and the operation repeated.
This device necessitates a carriage for each set of tracks in the smoke house. Later practice tends toward the use of some sort of cage—operated from overhead rails; the sausage department being arranged with rails near to the stuffing tables. Extending to the smoke houses, thence to the cook boxes and on to the hanging rooms. This arrangement is so familiar that it does not require further description. The tracks are made in such form and size as to fit the houses and usually conform to one of the types illustrated.
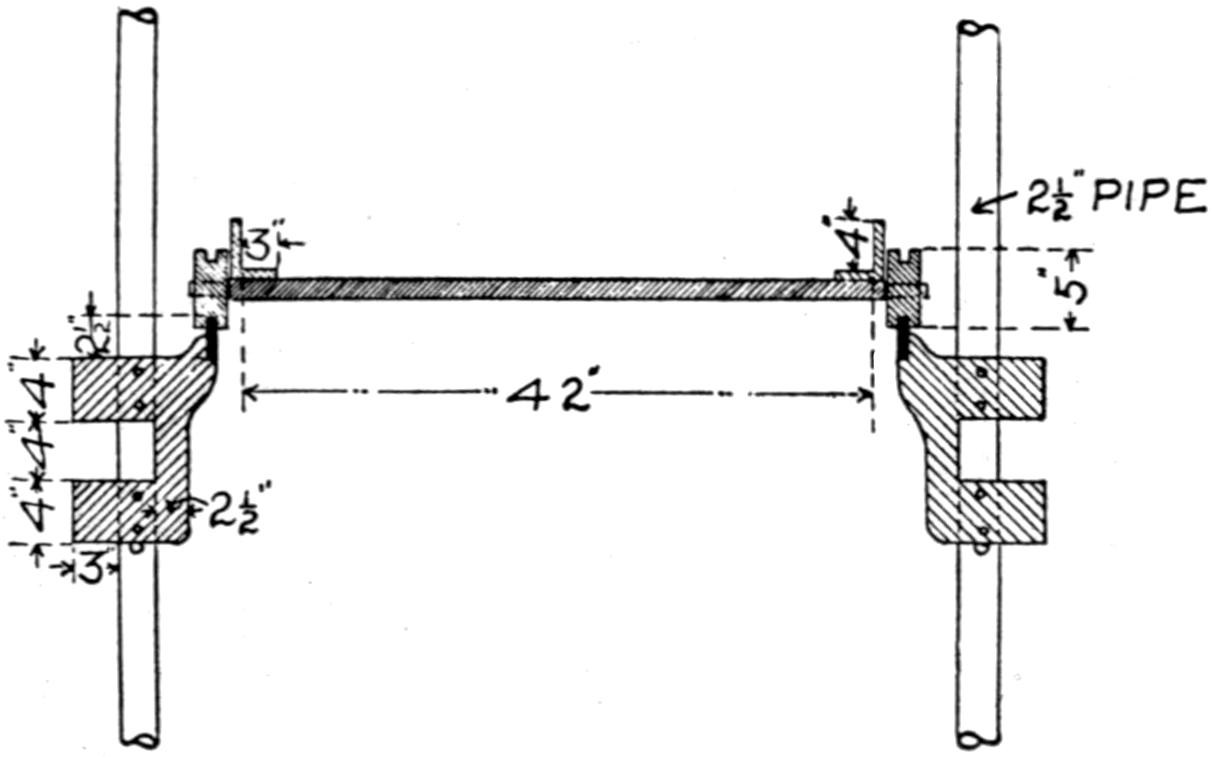
FIG. 160.—DETAIL OF SMOKE HOUSE CARRIAGE.
The modern houses are built of brick, about 54 inches in width, which will allow, clear of the frame, two to four inches. In depth the houses vary and can be from ten to sixteen feet. Where possible, they should be built on a corresponding level to the cook rooms and grinding rooms, so as to avoid the necessity of using elevators. This brings the fire pit within a reasonable distance, which is a decided advantage for high temperature smoke houses.
Smoke house compartments for summer or dried sausage can be from two to three stories and should be built exclusively of brick, as it has been shown by numerous experiments with sheet iron and iron lined houses that these are not a success for smoking all kinds of sausage. The draft of the house is, of course, regulated by ventilators at the top.
[376]
Better results are obtained by the use of tin clad wood center doors than by the use of plate iron doors.
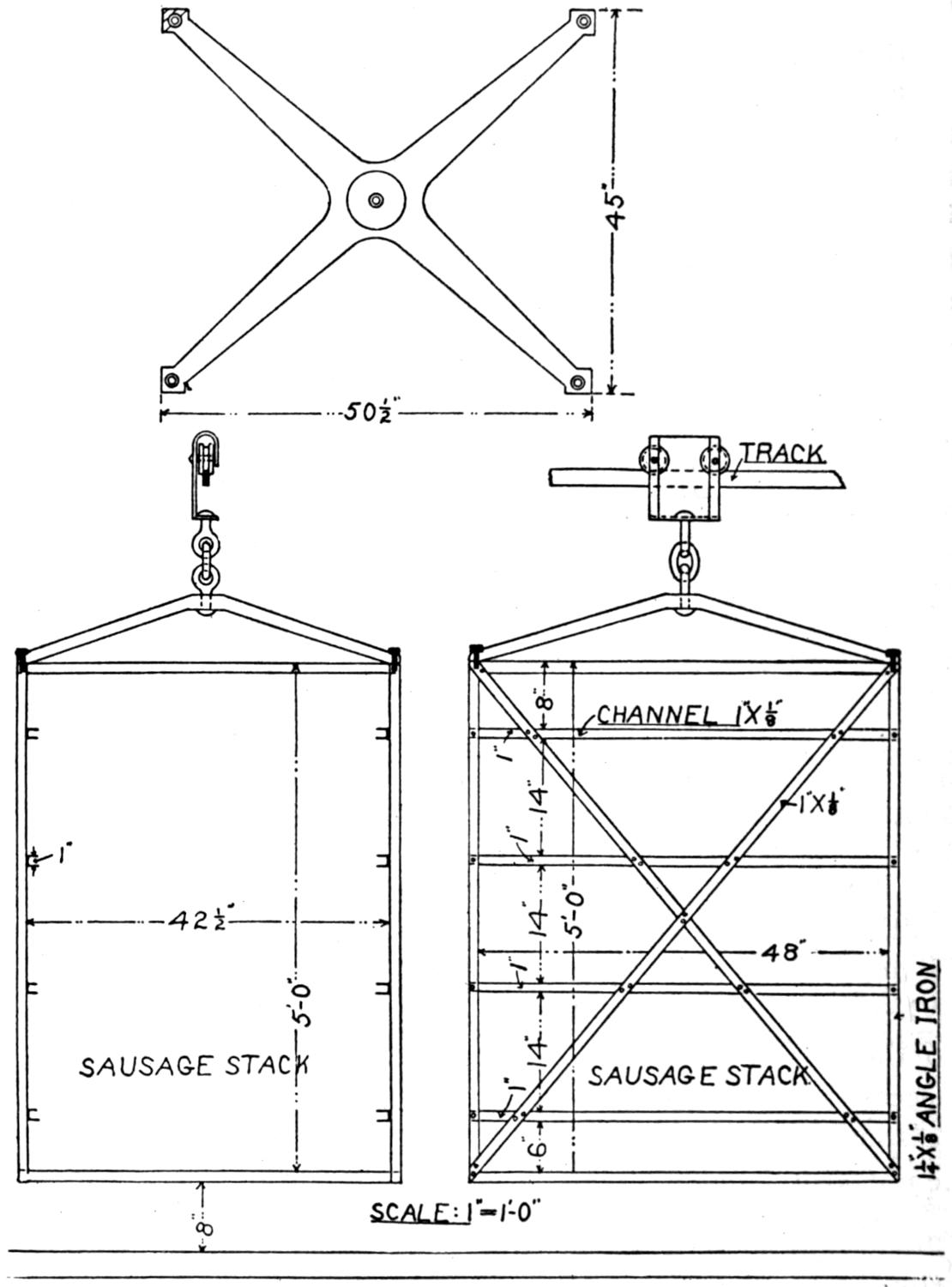
FIG. 161.—DIAGRAM SMOKE HOUSE SAUSAGE STACK.
In smoking domestic sausage, it is always preferable to use hard wood, never to put green or unsmoked sausage into a cold smoke house, the house should be warmed by first building a fire in it, in case it has not been recently used. In hot[377] weather or in the summer time this is not so important, as smoke houses then are sufficiently warm at all times. In cool weather or during the winter, the smoke house should either be kept warm by constant usage or by warming up before using in case the house is empty and has become cold. The fire should not be over eight feet from the cage.
—To successfully manufacture sausage it should be cooked properly. The following schedule gives the time and temperature of cooking different kinds of sausage, forming the “Cooking Schedule” referred to in many of the foregoing formulas:
COOKING SCHEDULE FOR SAUSAGE.
| Kind of sausage | Time hours |
Time minutes |
Temperature degrees Fahrenheit |
|---|---|---|---|
| Long Bologna | ... | 30 | 160 |
| Large Bologna | 2 | ... | 160 |
| Round Bologna | ... | 20 | 155 |
| Bag Bologna | 2 | ... | 160 |
| Bologna in weasands | ... | 45 | 155 |
| Knoblauch | ... | 20 | 160 |
| Leona Bologna long | ... | 40 | 155 |
| Leona Bologna large | 2 | ... | 160 |
| Regular Frankfurts | ... | 7 | 160 |
| Vienna Frankfurts | ... | 7 | 160 |
| High grade Frankfurts | ... | 7 | 160 |
| Blood | 2 | ... | 200 |
| Tongue | 2 | ... | 200 |
| Liver | ... | 30 | 160 |
| Minced ham | 4 | ... | 150 |
| Berlin ham | 2 | ... | 170 |
| Head cheese | ... | 45 | 180 |
| Cooked pressed ham | 2 | 30 | 180 |
—The cook room should be provided with vats of various types, usually of iron plate on account of ease in cleaning. A later type is provided with a hood, the apparatus looks like a piano box, a lifting cover being provided which permits it to be raised and lowered at will. Permanent ventilating spouts are attached to the top to dispose of the steam—something that must be contended with in the cook room. The vats are usually arranged in pairs and are accessible from three sides.
In some large institutions cook tanks are set in the floor and the sausage cage submerged with the sausage hanging[378] thereon. This is not advisable as there is sure to be a discoloration from the cages.
Sausage upon removal from the cook tanks should be drenched with cold water, preferably sprayed on from the top. This washes the sausage and cools it, preparatory to hanging in the sales or packing department.
—The smoking of sausage is a very important factor, and in the different formulas given in the instructions for handling, reference has been made to the “Smoking Schedule.” This schedule has been carefully compiled and the time and temperatures given should be closely followed in order to get the best results.
SMOKING TEMPERATURES FOR SAUSAGE.
| Kind of sausage | Time hours |
Temperature degrees Fahrenheit |
||||||
|---|---|---|---|---|---|---|---|---|
| Long Bologna | 3 | 145 | to | 150 | ||||
| Large Bologna | 3 | 145 | to | 150 | ||||
| Round Bologna | 2 | 135 | to | 140 | ||||
| Bag Bologna | 1 | 140 | to | 145 | ||||
| Bologna in weasands | 4 | 185 | ||||||
| Knoblauch | 1 | ¹⁄₂ | 130 | |||||
| Leona Bologna long | 3 | 145 | ||||||
| Leona Bologna large | 3 | 145 | ||||||
| Regular Frankfurts | 2 | ¹⁄₂ | to | 3 | 130 | to | 135 | |
| Vienna Frankfurts | 3 | 140 | to | 145 | ||||
| High grade Frankfurts | 3 | to | 3 | ¹⁄₂ | 150 | to | 160 | |
| Blood | 12 | 65 | to | 70 | ||||
| Tongue | 12 | 65 | to | 70 | ||||
| Liver | 1 | to | 1 | ¹⁄₂ | 110 | to | 120 | |
| Polish | 3 | to | 3 | ¹⁄₂ | 150 | to | 160 | |
| Minced ham | 3 | to | 3 | ¹⁄₂ | 135 | |||
| Berlin | 5 | 130 | to | 140 | ||||
| Cooked pressed ham | 5 | 130 | to | 140 | ||||
| Cottage ham | 32 | 120 | ||||||
| Boneless ham | 48 | 80 | ||||||
A thermometer in a smoke house is a necessity—not an ornament. A clock is of the same consequence.
—A well ventilated room with all the light possible should be provided for storage of smoked sausage awaiting shipment. This should not be a cooler. Sixty degree Fahr. is amply low, and in summer a higher temperature is advisable. If smoked sausage is placed in a cooler it condenses moisture on the surface and becomes slimy, mouldy and rotten in rapid succession.
[379]
—As is known to all sausage makers it is in very rare cases that 100 pounds of meat makes 100 pounds of finished sausage; there is always a shrinkage and before the cost of the finished sausage can be determined one must know the shrinkage from original weights of raw materials.
The following tabulated statement is compiled from experience with very large amounts of the different kinds of sausage, extended over a year and a half of actual manufacture. The mean average of shrinkage is accurate information and may safely be used as a guide. The cost of the formulas is not given as there is such a variation in prices of ingredients induced by market prices that any figures would be misleading. To find out the cost of the formulas, figure the given weights at market value, shrinking them according to the table below, adding cost for labor and supplies, and a very close approximate cost of the manufactured article will be obtained.
| Kind of Sausage. | Per cent of Shrinkage. |
||||
|---|---|---|---|---|---|
| Long Bologna | 8 | ¹⁄₂ | to | 11 | |
| Large Bologna | 7 | ¹⁄₄ | to | 10 | |
| Round Bologna | 8 | ¹⁄₂ | to | 11 | |
| Bag Bologna | 6 | to | 9 | ||
| Bologna in weasands | 6 | to | 9 | ||
| Knoblauch | 10 | to | 11 | ||
| Leona, long | 10 | to | 13 | ||
| Leona, large | 10 | to | 12 | ||
| Regular Frankfurts | 11 | to | 13 | ¹⁄₂ | |
| Vienna Frankfurts | 19 | to | 22 | ||
| High grade Frankfurts | 18 | to | 20 | ||
| Regular pork | 2 | to | 4 | ||
| Little pig pork | 2 | to | 4 | ||
| High grade breakfast | 1 | ¹⁄₂ | to | 3 | |
| Blood | 31 | to | 36 | ||
| Liver | 12 | to | 14 | ||
| Tongue | 38 | to | 40 | ||
| Polish | 12 | to | 14 | ||
| Head cheese | 39 | to | 42 | ||
| Luncheon beef | 47 | to | 50 | ||
| Boneless pigs feet | 22 | to | 25 | ||
| Minced ham | 6 | to | 9 | ||
| Berlin ham | 22 | to | 27 | ||
| Cooked pressed ham | 15 | to | 17 | ||
—Fresh pork sausage tongue and other varieties of cooked sausage are usually placed in a cooler. Dryness in this cooler is a first and prime essential.[380] Likewise a spreading of the product so as to give it opportunity to dry. Moisture in this department creates a bad condition in the product. Fans are an assistance in that they produce a circulation which adds to dryness.
—The following products are used in sausage making. They are of little value except in the cured condition:
Pork snouts,
Pork hearts,
Pork cheeks,
Pork skins,
Pork heads,
Pork hocks,
Pork ears,
Pork tails,
Beef hearts,
Beef cheeks,
Ox lips,
Sheep hearts.
These products should be thoroughly chilled by spreading them out on racks and placing them in a chill room having a temperature of from 34° to 36° F. They should be turned while being chilled. After being thoroughly chilled for from twenty-four to thirty-six hours, they should be put into vats or tierces with an eighty-degree plain pickle, using eight ounces of saltpetre to the one-hundred pounds of meat.
A wooden frame and weight is placed on the product in order to keep it immersed in the pickle. To cure these meats in vats use the following quantities of pickle:
| 1,400 | pounds of meat will require | 54 | gallons of pickle. |
| 1,000 | pounds of meat will require | 42 | gallons of pickle. |
| 800 | pounds of meat will require | 36 | gallons of pickle. |
The meats should be kept in a cellar during the pickling process, with the temperature ranging from 38° to 40° F., and overhauled every five, ten and fifteen days in order that all the pickle may thoroughly penetrate the meats. The different kinds of meats will be found to be sufficiently cured after being in pickle the following number of days:
| Pork snouts | 25 | to | 30 | days |
| Pork hearts | 25 | to | 30 | days |
| Pork cheeks | 25 | to | 30 | days |
| Pork skins | 10 | to | 15 | days |
| Pork heads | 35 | days | ||
| Pork ears | 10 | days | ||
| Pork hocks | 25 | days | ||
| Pork tails | 10 | days | ||
| Beef hearts | 25 | to | 30 | days |
| Beef cheeks | 25 | to | 30 | days |
| Ox lips | 20 | days | ||
| Sheep hearts | 25 | to | 30 | days |
[381]
—For some classes of sausage dry-cured meats are used. This consists of a process of curing meat in tierces, the meat packed closely and curing product interspersed. For this product a formula made from the following serves. For one tierce of 400 pounds use the following mixture:
| 16 | pounds salt, | |
| 4 | pounds sugar, | |
| 1 | ¹⁄₂ | pounds saltpetre, |
| 2 | quarts old ham pickle, which must be sweet and in good condition. |
Pork and beef trimmings should be fresh, and if they have been packed in barrels for transport the blood should be allowed to drain off before being packed in the preservative. They should not be washed in pickle before being used, but should be handled dry. The two quarts of old ham pickle mentioned in the above formula should be sprinkled through as uniformly as possible when pounding the trimmings down into the tierce.
If packing fresh beef and pork hearts, head meat, beef and pork cheek meat, giblet and weasand meat, they should be thoroughly washed in a mild pickle so as to remove the blood and slime before packing in the tierce. Head, cheek, and giblet meat should not be put into ice water when cut off on the killing floor, but should be promptly removed to a cooler where the temperature is 33° to 36° F., and spread or hung up on racks to refrigerate.
Care must be taken not to allow these meats to accumulate in any bulk while warm. Hearts and large pieces should be split to reduce their size and make accessible to the curing ingredient. In the packing of these meats the pickle used with dry trimming is omitted.
—After the trimmings are properly prepared they are to be mixed with the curing ingredients. This is best accomplished by the use of a tumbler churn, weighing a given amount of the trimmings and placing with the allotted proportion of curing materials into the churn.
When mixed with the preservative, the trimmings should be put in a tierce, in layers, and pounded down as tightly as[382] possible with a maul, and the operation continued until the tierce is as full as possible, allowing for the head to be put on. Before heading up spread a cheese cloth or thin cotton cloth over the top to protect the trimmings from the head. The tierce when headed up is removed to cold storage, where the temperature must be kept as near 38° F. as possible from thirty to forty-five days, when the trimmings are ready for use. If it is desired to keep the product sixty days, after it has been in the temperature above mentioned for thirty to forty-five days, remove to a lower temperature, 32° to 34° F.; and for more than sixty days to a temperature of 20° F.
—All classes of beef casings, namely, rounds, bungs, middles and weasands, as well as hog bungs, hog casings and sheep casings are used in the Sausage Department. There is perhaps more chicanery used in Sausage Room supplies than in any other one department, consequently care in purchase of these supplies is worthy of attention. In sheep casings it is a matter of grading as to width, pieces and yardage per bundle; in hog casings, a matter of salt per pound purchased, and grading as to width and pieces; in rounds and middles one of holes, pieces and measurement per set.
Spices should so far as possible be bought in the natural state and mixed on the premises. Pure Food laws pretty well take care of the purity of the spice in most states.
—This is a very important factor in the manufacture of sausage. The province of “fillers” is to absorb water, preventing shrinkage, and while this is advisable to an extent, if overdone, it detracts from the quality of the product. The main base ingredients for fillers are rice flour, corn flour and potato flour. There are many sausage fillers on the market but the foregoing ingredients are most frequently used.
Potato flour or starch is not used to any extent today, manufacturers finding that there is a great deal of trouble attached to the manufacture of sausage containing these ingredients, on account of the liability to sour and spoil. Corn flour is the best filler that can be used, being less liable to ferment, while it absorbs the water quickly. While fillers are used to a great extent, the sausage manufacturer should[383] remember that the quality of sausage is deteriorated proportionately to the amount of water that is worked in. Hence fillers should be used with discretion, and manufacturers who aim to make a name for their goods, are frugal with fillers.
—The following methods are tried and used for the manufacture of various kinds of sausage. Sausage makers vary procedure according to stocks on hand. However, for uniformity, it is best to conform to a standard so far as possible.
—This is produced in various grades, from a fancy breakfast quality to a substance whose chief claim to the name is the form. A good pork sausage can be made as follows:
| 100 | lb. pork trimmings, preferably shoulder trimmings, about one-third fat. |
| 3 | pounds salt. |
| 8 | ounces pepper. |
| 3 | ounces sage. |
| ¹⁄₄ | ounce ginger. |
| ¹⁄₂ | ounce mace. |
This should be chopped by passing through a ⁵⁄₃₂ “Enterprise” plate. Mix in an arm type mixer, rather than the blade type. Mix as little as possible but sufficiently to get spice evenly distributed; stuff in medium sheep casing, 5 inch links. The matter of spicing is one of taste and can be varied. Note the absence of water and filler in the formula.
Some makers prefer to “rock” their fancy breakfast sausage. This produces good results but is unnecessary. It is possible to use many meats in the making of this sausage and still have it passably good, but generally speaking, there is less chance for manipulation of this sort in this kind of sausage than in many of the others. The following formulas make a cheap and palatable pork sausage:
FORMULA A.
| 75 | pounds pork trimmings, |
| 25 | pounds tripe, |
| 8 | pounds water, |
| 3 | pounds salt, |
| 4 | ounces sage, |
| 10 | ounces white pepper, |
| 3 | ounces saltpetre, |
| 10 | pounds corn flour. |
FORMULA B.
| 90 | pounds regular pork trimmings, |
| 10 | pounds tripe, |
| 6 | pounds corn flour, |
| 10 | pounds water, |
| 2 | pounds, 8 ounces salt, |
| 4 | ounces sage, |
| 10 | ounces white pepper, |
| 3 | ounces sugar, |
| 1 | pound, 8 ounces color water. |
[384]
The preceding formulas are for sausage meat, often sold loose or without stuffing, also for sausage stuffed in hog casings. Stuff in medium or narrow hog casings. “Tripe” is the source of refuge to produce cheap pork sausage.
—This is one of the most common and generally used type of sausage manufactured. It is in demand in nearly every locality. In the manufacture of Bologna, ingredients are used which are not in themselves palatable, but are nutritious. The seasoning makes it palatable.
The formulas which are given below, if they are accurately followed and fresh and wholesome material carefully prepared is used, will make a sausage which is very acceptable to the consumer. This is the product that is usually made from the tougher meats such as cheeks and hearts. For a good bologna use:
| 25 | pounds beef trimmings, | |
| 50 | pounds pork cheeks, | |
| 7 | pounds corn flour, | |
| 1 | ¹⁄₈ | pounds pepper, |
| 4 | ounces coriander, | |
| 70 | pounds pork trimmings, | |
| 30 | pounds beef cheeks, | |
| 5 | pounds salt, | |
| 2 | ounces allspice, | |
| 4 | ounces saltpetre, | |
| 25 | pounds water. |
A cheaper product can be made as follows:
| 45 | pounds hearts (pork), |
| 20 | pounds sheep cheek meat, |
| 65 | pounds beef cheeks, |
| 7 | pounds corn flour, |
| 4 | ounces coriander (ground), |
| 4 | ounces saltpetre (ground), |
| 20 | pounds pork cellar fat trimmings, |
| 25 | pounds weasand meat, |
| 5 | pounds salt, |
| 18 | ounces pepper (ground), |
| 2 | ounces allspice (ground), |
| 25 | pounds water. |
To manufacture, the product should be passed through an “Enterprise” type of grinder, using ⁷⁄₆₄th plate. Transfer to silent cutter and chop for full five minutes, adding spice and water as the mixture is cut and turned. Transfer to shelving room and allow to lay for twenty-four hours. Stuff in casings as required, put in smoke house at a temperature of 120° F. for one and one-half hours, raise temperature to 135° F. and carry for another one and one-half hours. Cook in water at 155° F. for thirty minutes; rinse with hot water after removal, then chill with cold water and hang in shipping room.
The length of cooking and smoking varies with the weight and thickness of the package. See schedule. This recipe is for wide middle casings.
[385]
—This popular sausage is made from a variety of formulas. Perhaps there is no one piece of sausage as susceptible of being made so excellent or so tasteless, it being entirely a matter of what it is made from. The better grades are made from freshly killed bull beef, hashed warm. The process consists in boning bull beef and opening the meats along the seams, so to speak, skinning each bundle of muscle to remove the wrapping and cutting out all ligaments. Fresh pork, preferably, shoulder meat is treated in the same manner. The meats are then passed through a ⁷⁄₆₄ “Enterprise” plate, and passed to a silent cutter. Here cracked ice is added in quantity and the meats cut until they are a light fluffy pulp. The spices are added during the last five minutes of cutting, and the whole mass transferred to a shelving room for twenty-four hours, when it is ready to stuff, smoke, cook, cool and sell. Wide sheep casings are used for stuffing. Make the links uniform. The proportions of meat used should be as follows:
| 60 | pounds bull beef, |
| 40 | pounds pork shoulder (fat), |
| 35 | pounds ice, |
| 10 | pounds corn flour, |
| 4 | pounds salt, |
| 12 | ounces pepper, |
| 3 | ounces saltpetre, |
| 3 | ounces mace, |
| 6 | ounces sugar. |
The following formulas are for less costly products and provide a means for disposing of some by-products:
FORMULA NO. 1.
| 57 | pounds regular pork trimmings, | |
| 65 | pounds beef cheek meat, | |
| 15 | pounds cooked tripe, | |
| 25 | pounds pork kidneys, | |
| 20 | pounds dry salt or pickled pork trimmings, | |
| 9 | pounds corn flour, | |
| 45 | pounds water, | |
| 1 | pound, 4 ounces white pepper, | |
| 3 | pounds salt, | |
| 2 | pounds color water, | |
| 4 | ounces saltpetre, | |
| 3 | ounces allspice, | |
| 3 | ounces mace, | |
| 3 | ounces coriander, | |
| 1 | ¹⁄₂ | ounces cloves. |
FORMULA NO. 2.
| 90 | pounds lean pork cheek meat, |
| 60 | pounds regular pork trimmings, |
| 9 | pounds corn flour, |
| 60 | pounds water, |
| 5 | pounds salt, |
| 2 | pounds, 7 ounces color water, |
| 12 | ounces sugar, |
| 3 | ounces saltpetre, |
| 1 | pound black pepper, |
| 2 | ounces mace. |
[386]
The use of a mixer is unnecessary with this sausage since the silent cutter will perform this work. It should take about ten minutes to do the cutting. Smoke at 110° F. for one and one-half hours, then at 135° F. for one hour. Cook at 155° F. for eight to ten minutes, rinse and cool.
In medium and low priced frankfurts, cattle lights are used in moderate proportion, say, 10 per cent. Tripe can also be used in increased quantity.
—The following formula will be found acceptable for this variety of sausage:
| 30 | pounds pork knuckle meat, | |
| 65 | pounds lean pork trimmings, | |
| 50 | pounds back fat trimmings or moderately fat trimmings, | |
| 22 | pounds pork neck fat, | |
| 8 | ¹⁄₂ | pounds corn flour, |
| 55 | pounds water, | |
| 5 | pounds salt, | |
| 1 | pound white pepper, | |
| 3 | ounces mace, | |
| 2 | ¹⁄₂ | ounces saltpetre, |
| 12 | ounces sugar, | |
| 2 | ounces grated onions, | |
| ¹⁄₂ | ounce garlic. |
Knuckle meat to be ground through a moderately fine plate. Balance of pork should be chopped in the “silent cutter.” Corn flour and seasoning should be added to the knuckle meat after it is put into the Buffalo chopper and the machine has made two or three revolutions. Chop for four minutes, stuff in eighteen-inch pieces, beef middle casings or beef bung casings. Smoke, cook as per schedule. Cool and send to hanging room.
—Following are two formulas for Knoblauch sausage:
| 30 | pounds pork knuckle meat, | |
| 65 | pounds very lean pork trimmings, | |
| 50 | pounds back fat trimmings or moderately fat trimmings, | |
| 22 | pounds pork neck fat, | |
| 8 | ¹⁄₂ | pounds corn flour, |
| 55 | pounds water, | |
| 5 | pounds salt, | |
| 1 | pound white pepper, | |
| 3 | ounces mace, | |
| 2 | ¹⁄₂ | ounces saltpetre, |
| 12 | ounces sugar, | |
| 2 | ounces grated onions, | |
| 3 | ounces garlic, | |
| 8 | ounces color water. |
Stuff in beef rounds and tie with twine every five inches. Knuckle meat may be ground through a moderately fine plate. Balance of pork should be chopped in a “Buffalo Silent Cutter.” Corn flour and seasoning should be added to the knuckle meat after it is put into the Buffalo chopper and the machine has made two or three revolutions.
[387]
SECOND METHOD.
| 50 | pounds pork cheeks, | |
| 10 | pounds tripe, | |
| 40 | pounds standard pork trimmings, | |
| 5 | pounds salt, | |
| 3 | ounces mace, | |
| 9 | ounces sugar, | |
| 3 | ounces garlic, | |
| 35 | pounds pork trimmings (lean), | |
| 15 | pounds D. T. or S. P. trimmings, | |
| 9 | pounds corn flour, | |
| ¹⁄₈ | ounce pepper, | |
| 4 | ounces coriander, | |
| 3 | ounces saltpetre, | |
| 30 | pounds water. |
Grind pork cheeks through ⁷⁄₆₄ plate “Enterprise” cutter. Transfer to silent cutter, add water and chop one minute, add balance of trimmings and chop five minutes, then pass to shelving room, stuff in beef round casings, tie with No. 12 twine in four-inch links. Smoke at 110° for one hour and increase temperature to 135° for one and one-half hours. Cook twenty minutes at 155° and chill after cooking, draw and pass to hanging room.
—Formula for making this sausage is as follows:
| 100 | pounds beef cheek meat, or shank meat, |
| 50 | pounds dry salt or pickled pork trimmings, |
| 50 | pounds pork trimmings, |
| 9 | pounds corn flour, |
| 30 | pounds water, |
| 1 | pound white pepper, |
| 5 | pounds salt, |
| 6 | ounces saltpetre, |
| 6 | ounces coriander, |
| 3 | ounces garlic. |
Grind the beef cheek meat through a ⁷⁄₆₄th plate, add corn flour and seasoning, work in as much water as possible and then add the pork trimmings. This is a very coarse chopped sausage and the pork trimmings should be chopped about as fine as small dice. Beef is the binder of this sausage, and must be handled according to instructions. The meat, after it is chopped, can be handled the same as Bologna and Frankfurt meat by putting in a cooler for a few hours before stuffing. After the sausage is stuffed, it can also be handled as Bologna and Frankfurts, if desired, before smoking.
This sausage should be smoked carefully and strictly in accordance with the smoking schedule, as it is not cooked, this being done practically in the smoke house, during the process of smoking. After it is smoked it has a very wrinkled appearance, which is essential for this article. In fact, it is not Polish sausage unless it has this appearance.
The dicing of the meat other than the beef can be done[388] with a rocker. Note that a “silent cutter” is not used in this manufacture. The sausage is stuffed in beef round casings.
—This sausage is made as follows:
| 205 | pounds shoulder fat, |
| 54 | pounds pig skins, |
| 47 | pounds beef blood, |
| 5 | pounds onions, |
| 7 | pounds salt, |
| 1 | pound white pepper, |
| 3 | pounds corn flour, |
| 8 | ounces marjoram, |
| 4 | ounces cloves. |
Use pickled shoulder fat and skins, cook for one hour at a temperature of 210° F. and run through fat cutting machine or cut into size of small dice. Pass the beef blood through a fine sieve in order to separate foreign matter. Cook pig skins for about two hours at a temperature of 210° F. and grind through a ⁷⁄₆₄th plate. Mix the shoulder fat, skins, blood and seasoning thoroughly together and stuff in cap end bungs. Smoking and cooking as indicated in schedules.
—For Tongue Sausage the following formula is given:
| 50 | pounds hog or sheep tongue, |
| 130 | pounds shoulder fat, |
| 34 | pounds hog skins, |
| 30 | pounds blood, |
| 8 | pounds salt, |
| 1 | pound, 4 ounces white pepper, |
| 2 | pounds onions, |
| 10 | ounces marjoram, |
| 4 | ounces cloves. |
Use pickled shoulder fat, skin and cook for one hour at a temperature of 210° F. and run through fat cutting machine or cut into size of small dice. Use beef blood, passed through a fine sieve in order to separate any foreign material. Cook hog skins for about two hours at a temperature of 210° F. and grind through a ⁷⁄₆₄th inch plate. Pickled sheep tongues are preferable to pickled hog tongues, as they are smaller and make a better appearing sausage when cut. The tongue should be cooked one and three-quarter hours at a temperature of 210° F.
Before mixing the above ingredients, rinse the fat off the tongues with hot water in order to remove as much grease as possible. Mix the ingredients thoroughly with the seasoning by hand. When stuffing put about four pieces of tongue to each bung. However, this varies according to the size of the bungs used. Cap end bungs should be used in all cases. Smoking and cooking to be done as indicated in schedule.
[389]
—The following formula for Minced Ham is given:
| 50 | pounds beef trimmings, | |
| 20 | pounds pork cheek meat, | |
| 80 | pounds regular pork trimmings, | |
| 5 | pounds corn flour, | |
| 20 | pounds water, | |
| 5 | pounds salt, | |
| 8 | ounces sugar, | |
| 3 | ¹⁄₂ | ounces white pepper, |
| 3 | ¹⁄₂ | ounces saltpetre. |
Grind meats through a ⁷⁄₆₄th plate; pass to “Silent Cutter,” add water and spices; chop three minutes and shelve for curing. Stuff in calf bladders if available, otherwise small beef bladders.
In tying the bladders, it is best to use a wooden skewer and twine and it is preferable to use small calf bladders in place of large ones, as the time required for smoking and cooling is so long that if large bladders are used the weight of them would break the bladders where they are skewered or tied and would result in shrinkage or loss.
—This ham is made from dry cured pork trimmings put down under the formula given. The best and leanest trimmings obtainable are cured for this purpose. Shoulder blade trimmings or lean shoulder trimmings are more desirable than any other kind.
After the trimmings have been cured sufficiently, which is when they show a bright cured color throughout and are without dark spots in the center of the meat, the trimmings are weighed up in 100-pound batches, and about ten per cent of lean beef trimmings, ground through a ⁷⁄₆₄th-inch plate, is mixed thoroughly. Immediately after the trimmings are mixed the mass should be stuffed into large beef bung ends, usually from fourteen to sixteen inches long. To obtain the best results a stuffer arranged with a large sized filler is necessary. However, a hand stuffer arranged with a large sized filler, about three inches at the small end, or opening, can be used. Care should be taken to stuff the bungs as tightly as possible. They should be skewered instead of tied at the ends and should be wrapped with heavy twine, each piece having from four to six wrappings of the twine, which should terminate with a hanger for the ham. The pieces are very heavy and will break during the processes of smoking and cooking unless they are properly wrapped or tied.
[390]
This ham is smoked five hours at a temperature of from 130° to 140° F. and the house should be moderately warm before the ham is hung in the smoke. A small fire should be started to dry off the casings, after which the meat should be smoked the same as Bologna. Cook at least three hours at a temperature of 160° F. After it has been cooked it is taken immediately to a cooler, where the temperature is from 38° to 40° F., and put under a press. If no press is obtainable place the ham in layers, putting a board between each layer with a weight on top. Place the hams in a pile or under the press so that they can be picked with a long, thin skewer about one-half the thickness of a ham tryer in order to permit the water which is in the ham to escape. After pressure for twelve hours, take them out and hang up so that boiling hot water can be thrown on them to wash off the grease; thoroughly washed in this manner remove to a dry cooler.
—New Jersey ham is made according to the following formula:
| 60 | pounds lean ham trimmings | |
| 80 | pounds lean back trimmings, | |
| 10 | pounds lean beef chucks or shank meat, | |
| 4 | pounds, salt, | |
| 3 | ¹⁄₂ | pounds cracker meal, |
| 4 | ounces formula saltpetre, | |
| 12 | ounces sugar, | |
| ³⁄₄ | ounce red pepper. |
Beef is ground through an Enterprise ⁷⁄₆₄th-inch plate and rocked about five minutes, when the pork trimmings are added with the seasoning. The seasoning should all be mixed thoroughly and added to the meat. The whole is then chopped about as coarse as summer sausage, or about twenty to twenty-five minutes. It is taken to a cooler after being rocked and spread about six or eight inches thick on a table, where it is allowed to remain about three days at a temperature of from 38° to 40° F.
It is then stuffed by hand stuffers into bags, which will weigh after being stuffed and dried about five pounds. These bags are made of heavy drilled cloth and should be stuffed as tightly as possible. They should be kept very clean during the process of stuffing, as any sausage meat which may stick[391] to the cloth will leave a bad appearance after the sausage has been smoked.
After the ham has been stuffed, it should be taken to the dry room, where the temperature can be kept at all times between 46° and 55° F., 50° being preferable. The room must be airy and dry and it will take at least ten days under favorable circumstances to get the ham in proper condition to smoke. It should be smoked about four hours in as cold a smoke as possible, 70° to 75° F. being as hot as it is safe to smoke it, 60° F. being nearer the proper temperature. After it has been smoked, it should be again hung in a cool temperature for three days, when it will be ready for shipment. This sausage is manufactured extensively in New Jersey and the east.
—Head cheese is made as follows:
| 44 | pounds cooked pig skins, |
| 55 | pounds cooked pig snouts, |
| 33 | pounds cooked pig ears, |
| 55 | pounds cooked beef hearts, |
| 51 | pounds cooked neck fat, |
| 20 | pounds water in which the meat has been cooked, |
| 1 | pound white pepper, |
| 10 | pounds onions, |
| 4 | ounces allspice, |
| 2 | ounces cloves, |
| 3 | ounces marjoram, |
| 3 | ounces carroway seeds. |
The cooked meats are chopped by hand with a knife until reduced to the proper size, except the skins, which are ground through a ⁷⁄₆₄th-inch plate after being cooked. The mass usually is mixed by hand and stuffed into cured hog paunches or beef bungs and cooked as per cooking schedule appended hereto. After the sausage is cooked, it is taken to a cooler and usually pressed by laying the paunches or bungs side by side with a board between each layer and a moderate weight on top of the last board. However, if properly made this is unnecessary as the gelatine from the skins and the water in which the meat has been cooked will bind the other ingredients together sufficiently without much, if any, pressing.
—This product is prepared as follows:
| 25 | pounds fresh pigs feet, |
| 30 | pounds fresh pigs skins, |
| 15 | pounds fresh pigs snouts, |
| 15 | pounds fresh pigs ears, |
| 20 | pounds fresh pork trimmings, |
| 15 | pounds fresh beef trimmings, |
| 10 | pounds white pepper, |
| 50 | pounds water in which meat has been cooked, |
| 4 | pounds, 1 ounce salt, |
| 4 | ounces cloves. |
Use one gallon (45-grain) vinegar to five-hundred pounds[392] of the above mass. Cook all of the meats in one vat, thoroughly, in pudding nets, and chop same as headcheese, mix seasoning, water and vinegar with the meat in a large tub or tight-bottom truck.
It is necessary to use tin moulds for this sausage and they are generally of one size, shaped as a ten-pound wooden bucket or other sized packages which may be intended to be used for shipping purposes. Fill these molds with the mixed mass and put on top of each a wooden block the size of the mold and about three inches thick. Then remove to a cooler and press tightly by placing on top a board with a weight. In order to obtain the best results, the molds or cans should be cooled quickly, therefore a temperature of about 36° F. is desirable. To remove the contents from the cans or molds, submerge in hot water for a few seconds, when the meat will loosen from the sides of the molds and can be turned out readily.
After the product has been removed from the molds allow it to stand for a short while in the cooler before placing in shipping packages.
This sausage can be made without using wooden tops on the cans or molds and without pressing it. If the pig skins, after they are cooked, are ground through a ⁷⁄₆₄th-inch plate and then mixed with the mass, more of a jelly will be produced and they will not require pressing. In preparing meats be particular to remove all bone, gristle or cartilage.
—The following formula is for Liver Sausage:
| 20 | pounds cooked lean pork trimmings, | |
| 20 | pounds cooked pork cheek meat, | |
| 20 | pounds cooked pork skins, | |
| 10 | pounds cooked hog livers, | |
| 50 | pounds cooked tripe, | |
| 6 | pounds cooked shoulder fat, | |
| 3 | pounds salt, | |
| 3 | pounds onions, | |
| 9 | ounces white pepper, | |
| 2 | ounces marjoram, | |
| 2 | ounces cloves, | |
| 1 | ¹⁄₂ | ounces allspice. |
Above is all ground through a ⁷⁄₆₄th-inch plate except the shoulder fat, which is run through a fat cutting machine or cut into size of small dice. It is necessary to mix this sausage in a sausage mixer. The seasoning should be put into the mixer when starting to mix, but the shoulder fat should not be put in until about half through. Stuff immediately into hog bungs, or beef middles, as desired. Cook immediately[393] as per cooking table and then place in cooler, at a temperature of 36° to 40° F. until thoroughly chilled, when it is ready for shipping.
—This is made from pork shoulder butts, cured in sweet pickle and stuffed in small No. 2 beef bungs. Smoke forty-eight hours at a temperature of 120° F. The bungs may be slightly colored, the same as Polish sausage casings, before stuffing, if desired. Not cooked.
—This is made from boneless ham butts or shoulder butts, cured the same as boneless ham butts. It is not stuffed but strung from the large end of the butt and smoked thirty-two hours at a temperature of 120° F. and not cooked.
—Select a well shaped head, cut off about three to four pounds behind the ears and remove the bones. Care should be taken in entering above the eyes, where the skin is thinnest and lies directly on the bone. Do not remove the snout bones, but saw off the hindmost jaw bone right behind the mouth. Remove the cheek meat on either side until with the skin it is about one-half inch thick. Cut off about three inches square from the lower cheek at the back to make the head more shapely. Sew from the snout up the back bone, where the head is to be filled and cut around cover from the skin to fit the back opening. Prepare the stuffing as follows:
Good firm young pork, moderately fat, is coarsely chopped with the required quantity of salt and allowed to stand twenty-four hours. Use about ten pounds chopped fine, spiced with five and one-quarter ounces of salt, one-half ounce of ground white pepper, seventy-seven grains of finely ground mace, mixed with one pound of boiled tongue meat cut into shape of dice, one-half the size of a walnut. Mix all thoroughly and fill head with the mass. Sew the cover on and smoke for two hours until it turns to a yellow brown color. After it is smoked, tie the head up in a cloth, wrapping a string around it very evenly from front to rear. Cook in boiling water from three to three and one-half hours, and then allow to cool. The head must be a chestnut brown when thoroughly smoked and cooked.
[394]
—For making scrapple use two pig heads, two pig tongues and two pig livers. These should be cooked in an iron-jacketed kettle that will hold about forty-five gallons. Cover thoroughly and then remove from kettle and cut up the same as for head cheese. After the heads, tongues and livers are taken from the water, skim the grease and add forty pounds of corn meal and five pounds of buckwheat to the water, putting in a little at a time, stirring as put in. Cook slowly for five hours. Seasoning should be added before buckwheat and corn meal are put in, consisting of:
| 2 | ounces white pepper, |
| 1 | ounce red pepper, |
| 8 | ounces sage, |
| 4 | pounds salt. |
After the meal and water has been cooked about four hours and forty-five minutes, add the heads, tongues and livers, stir thoroughly about fifteen minutes, shut off steam, and place in pan. When about cool, but while plastic, add to each pan top a coating of the grease skimmed from cooking.
—This is a sausage manufactured quite extensively by packers, who find the principal markets for it in the south. In fact, it is not used anywhere but in warm climates and it is usually put up in twenty-pound and fifty-pound tin packages.
Much experimenting has been done to ascertain the best size for packages to put up sausage in oil. The following formula is generally considered to be a good method for making this sausage:
| 20 | pounds fresh head pork meat, | |
| 50 | pounds fresh pork hearts, | |
| 30 | pounds fresh regular pork trimmings, | |
| 15 | pounds fat pork trimmings, | |
| 80 | pounds fresh beef cheek meat, | |
| 1 | pound, 8 ounces corn flour, | |
| 3 | pounds, 8 ounces salt, | |
| ¹⁄₂ | ounce cloves, | |
| ¹⁄₂ | ounce coriander, | |
| 3 | ounces saltpetre. |
Stuff in different sized beef rounds. The beef cheek meat, pork hearts, and pork cheek meat are ground through a ⁷⁄₆₄th inch plate, and afterward chopped with a “Silent Cutter” the seasoning being added at the same time.
Use no water in this sausage under any circumstances.[395] After the beef and beef hearts, also the pork cheek meat, have been chopped as fine as desired, add the pork trimmings and chop the same as any other Bologna.
It is desirable to stuff this sausage immediately after it is chopped, and if a steam stuffer is used care should be taken that no water from the evaporation of the steam is allowed to get into the sausage. The bench where the sausage is stuffed should be absolutely free from water or moisture. This is the principal factor in the successful manufacture of this product.
After the sausage is stuffed, it is smoked about three hours at a temperature of 150° to 160° F., or until it is dry clear through. This sausage is not cooked. Keep it away from all water and moisture.
After the sausage is smoked allow it to cool in a dry airy room, but do not put it in a cooler. When it is thoroughly cool, pack into twenty-pound and fifty-pound packages, as desired, as follows: In twenty-pound cans, place sixteen pounds Bologna and four pounds oil. In fifty-pound cans, place thirty-six pounds Bologna and fourteen pounds oil.
In order to pack the cans properly, it is necessary to stuff different sized beef rounds, as mentioned above, so that they will fit in nicely without breaking the casings, and without filling the cans too full.
After the cans have been filled with the required amount of Bologna, crimp on the summer top, which has a two-inch hole and a cap to fit. Fill the cans as full as possible with deodorized cotton seed oil, which must be cold. Allow the cans to stand for thirty minutes, then refill so that the oil runs over the top through the hole, put on the cap immediately and solder right through the oil which will accumulate around the cap and on the top of the can. This will not hinder the process of soldering and it prevents the possibility of any air getting into the cans.
After the caps have been secured, solder around the crimps of the summer top. This can be done before the oil is put in if desired. Extreme care must be used in soldering the cans so that no air whatever gets in, or oil leaks out, as the sausage will spoil if this occurs.
The cans should also be fitted with the regular covers so as to protect the summer top. Pack in crates, the twenty-pound[396] size, two to four to a crate; the fifty-pound size, one to two to a case.
The case should be large enough so as to admit of packing sawdust beneath the bottom, around the sides and on the tops. A crate large enough to permit one-half inch space around the cans is the size generally used and there should be a partition in the crates where more than one can is packed in a crate.
In freighting this class of merchandise in the south, in fact wherever it is shipped, it receives more or less rough handling and a great many freight handlers use box hooks, which they stick into the sides of the crates, and if there is not sufficient protection from the amount of sawdust put in, the cans are punctured, the oil leaks out and the sausage spoils. Sausage handled in the above manner has been known to keep two years in temperature ranging from 40° to 100° F.
—Use the same formula as for regular pork sausage except that the trimmings must be moderately lean, and the sausage absolutely free from water. Use also the same spices. Stuff immediately after the sausage is chopped, using the same care as to moisture as for Bologna in oil, and smoke over a very cold smoke until the sausage seems dry all the way through. Allow it to cool, handling and packing in every other respect the same as Bologna Oil.
—Where it can be used and not conflict with Food regulations bologna varnish can be used to advantage. It improves the appearance and decreases shrinkage. As considerable water is used, in addition to the natural moisture in meats there is, after it is manufactured, considerable shrinkage, and if allowed to hang for any length of time, the casings become wrinkled on account of the evaporation of this internal moisture. The varnishing of the sausage creates a covering on the outside which prevents this wrinkled appearance, improving its looks, and retarding the evaporation of moisture from the sausage. The formula is as follows:
| 6 | pounds white shellac, |
| 1 | pound boracic acid, |
| 2 | pounds aqua ammonia, |
| 14 | pounds of water. |
The mixture should be put into a vessel and heated to a point where the shellac is well dissolved. When this is accomplished,[397] add four gallons of water. This varnish, in order to be ready for use at any time, must be kept lukewarm. It should, therefore, be kept in a jacketed pan, surrounded by either hot water or steam, to hold it at the proper temperature. The sausage should be immersed and immediately hung up to dry.
This varnish can be used without any detrimental effect whatever on all kinds of smoked Bologna sausage or smoked cooked pressed ham. It preserves the sausage, keeps it from molding, and is especially effective where it is necessary to pack Bologna in boxes for shipment long distances.
Where the dipping pan is used, it is only necessary to dip the sausage in the above solution a few seconds before hanging on racks to dry. The sausage is usually ready for shipment in one hour after it is dipped, if the preparation is properly made, where a large amount of Bologna is being dipped it is, of course, necessary to have a larger dripping pan and a larger quantity of varnish. The proportions should be increased accordingly.
It is also important that, after the varnish has stood from one period of dipping to another, to skim the grease off the top of the varnish before again using it, and the Bologna should always be dipped immediately after it is taken from the cooking vats; in other words, while hot.
—Boiled ham and shoulders, also cooked meats, are usually included as a sausage product. There is nothing that determines the cost of the finished product as much as the shrinkage, hence the method that will produce the least loss in weight from original to finished product is the process desired.
There are two methods of cooking hams, one is to steam them in a retort or some receptacle where they are cooked by the heat generated by steam; another is to cook them in water. The latter process, from careful observation, seems to be the one that gives the best results as regards the shrinkage, although steaming perhaps makes the ham more palatable. The hams before being cooked should be bound and wrapped with twine to hold them in shape. A form made of galvanized iron, clamping plates which are put into a press, with the ham[398] tightly clamped on the inside should be used. The ham is cooked and chilled in this mold.
The cure of the ham has much to do with the shrinkage and it is therefore preferable to use fully cured hams instead of old cured hams, as the shrinkage is greater on over-cured meats. It is also advisable to sort the hams as to size, having each vat or tank of hams uniform. If not uniform in size there is an excessive shrinkage on small hams which are overcooked. In all cases the hams should be soaked, removing the surplus salt. The length and time of soaking depends altogether on the age of the meats. The hams should be thoroughly washed and if they are to be branded this should be done before they are boned or cooked.
—When hams are boned (if desirable) and wrapped, they should be put into a vat of water, temperature about 212° and the temperature regulated until it reaches 155° to 160° F. The hams are held at this temperature until they are cooked, which requires somewhat longer time than when they are cooked, by steam at a higher temperature. A twelve-pound ham will require from four and one-half to five hours. After the hams are cooked they should be allowed to cool in the water in which they were cooked; not taken out, or drained, or set in the cooler, for in the water in which they are cooked are juices which are absorbed by the hams as they cool, and the shrinkage is much less than if taken out immediately. The hams should then be taken to the smoke house, laid on racks and given a very light smoke, then to the cooler.
—Hams taken out of pickle and drained for twelve hours to shipping weight, will show the following shrinkages under favorable circumstances:
| Per cent. | ||||
|---|---|---|---|---|
| Hams not boned, smoked after cooking | 9 | to | 12 | |
| Hams with bone out, including the shank bone, skin on, not fatted | 12 | ¹⁄₂ | to | 18 |
| Hams with bone out, skin lifted, fat removed | 18 | to | 23 | |
| Hams with bone out, the skin and fat removed | 33 | to | 40 | |
| Hams skinned, fatted, bones left in | 28 | to | 35 | |
| Skinned shoulders, bone out | 30 | to | 35 | |
[399]
Summer Sausage — Preservatives — Cooling Room — Stuffing — Hanging Room — Smoke House — Dry Room Treatment — Dry Room Caution — Shipping Ages — Storage — Preparation of Casings — Trimming Meats — Formulas for Sausage.
—Under the head of “Summer Sausage” we take up an entirely different article, a sausage that is dried and smoked (not cooked), during which time the ingredients used for seasoning effect a cure. This sausage will keep for months if properly handled. It is necessary, however, that every detail be very carefully watched, as a slight omission or error in its manufacture causes immense losses at times.
As this is strictly an air dried sausage, weather conditions have a great deal to do with its successful manufacture, and it is necessary to have special facilities in the way of coolers, smoke houses and dry rooms, the proper arrangement of which is somewhat expensive. Air conditioning and fan circulation can be used. It is impracticable for any manufacturer to attempt to make this article in large quantities unless he has proper facilities, and it is the manufacturers who do make it in large quantities that are financially successful, and are able to keep their cost of production to a minimum.
—Previous to the enactment of the Pure Food Laws the liberal use of preservatives made the handling of summer sausage, while always requiring care, a matter of not so great consequence as at present. Now, the only preservative used is the agent saltpetre, and such preservative help as is obtained from the spices which are used. These conditions require the use of absolutely sweet materials.
[400]
—Clean airy cooling rooms are necessary. They should be provided with spreading shelves of sufficient area to allow the cut spiced meats to be spread from twelve to forty-eight hours so as to enable the spices, saltpetre and salt to permeate the product before stuffing and to make the meat firm. If the sausage is stuffed immediately after it is rocked, it is liable to wrinkle in the smoke house, which gives it an unsavory appearance. Temperature of room should be 37° F.
—The stuffing should be performed in a semi-cool room, using mechanical or hand operated stuffers at a moderate pressure. Some manufacturers use steam or hydraulic equipment, but these are usually arranged so that no moisture, condensation or drip comes in contact with the meats. The temperature of the room should be about 45° F.
—A hanging room in which the temperature can be properly controlled should be available in which the sausage can be hung until the casings are sufficiently dried for smoking. While the sausage should be dry, it should not be allowed to become so dry that the casings are glossy or hard. This is a very important matter as the sausage will not take the correct color if the smoke does not penetrate the casings, or if they are allowed to become too dry. This applies particularly to sausage stuffed in beef middles, also to sausage stuffed in hog bungs, though not to so great an extent.
In preparing the sausage for the smoking process, by endeavoring to prevent the sausage from becoming too dry there is danger of their becoming slimy, which is more detrimental than excessive dryness. Slimy sausage will not take the smoke and will sour quickly if not properly handled. Sausage in both beef casings and hog casings should be dried before smoking, so that the outside will feel about dry to the touch.
In order to obtain this result it is necessary to have plenty of hanging room so that the proper temperature and ventilation is available for the entire lot of sausage which is being prepared for smoke. If the sausage is too closely hung it should be moved about from the center to the sides of the[401] room occasionally so that all the sausage receives the same ventilation.
The manufacturer should have sufficient space to allow the sausage to hang after it is stuffed and before it is smoked, for from two to three days, and sometimes longer. In the winter season, which is the proper time for manufacturing high grade summer sausage, it is a good practice to allow it to hang as long as possible before smoking, but it must be watched to prevent sliming or becoming too dry.
—The smoke houses should be built of brick, sheet iron houses which have been experimented with, especially for summer sausage, have proved to be complete failures. The brick not only protect the house from the varying outside temperatures, but retain the heat, which is desirable and necessary in the successful smoking of this kind of sausage.
Smoke houses are preferably equipped with rails and trolleys. The houses are usually built like ham houses, viz: 12 × 12 feet, or some size convenient to the trolleys to be used.
The distance from the fire should be in any case, whether the track system or the ordinary smoke house with the beam system is used, twelve feet, and in some cases, such as in smoking summer sausage in bladders, or Braunschweiger in hog casings, the distance from the fire should be twenty feet or more. This, however, will be explained in the formulas for making the different kinds of sausage.
The main point to be considered in the construction of a smoke house for summer sausage is to have it so arranged that the heat can be regulated to different temperatures, also the amount of smoking, as each kind of sausage requires a different temperature. The ventilation of the smoke house should be perfect and absolutely controllable, as the weather conditions have a great deal to do with the successful smoking of sausage and the houses should be arranged so that they can be kept at a uniform temperature and humidity during any kind of weather.
As in the case of domestic sausage, no smoke house should be used for summer sausage unless the temperature can be maintained uniform and the walls in proper condition.
[402]
Since, summer sausage is not cooked before it goes to smoke, a cold or damp smoke house will “ring” the sausage even quicker than a cold smoke house will “ring” Bologna, therefore extreme caution should be used in this particular.
Hardwood and hardwood sawdust are used exclusively in smoking summer sausage, and both wood and sawdust should be absolutely dry when the fire is started. In some cases, however, after the sausage is very nearly smoked, it is advisable to use a little damp sawdust before completing the operation.
—After the smoking process is completed the sausage is taken to the drying rooms where the temperature can be kept at all times between 46° and 53° F., the proper temperature being 48° F., if it can be maintained. The dry room must be fitted with steam pipes running underneath the sausage and around the sides of the room and underneath the windows in order to supply the necessary heat. The room must be supplied with ample windows for light and ventilation and should be very high so as to permit the required overhead ventilation. At all times the windows must be kept open a little to allow fresh air to enter no matter how cold the outside temperature. If the weather is damp the windows nearest the top or the top ventilator of the room should be opened a little. Sausage is not usually hung adjacent to the windows.
Steam should always be turned on in damp weather to dry the air, providing the weather is not too warm and the temperature in the room can be kept as low as 53° F. The room should be arranged in sections, so that there may be an empty section between each lot of new sausage. As the sausage becomes drier it can be hung more closely. The sausage, should not dry too quickly as too much air will dry it near the casing, which will cause the sausage to stick to it and become dry. In that case the inside will not dry uniformly and the sausage will wrinkle and in some instances become sour.
The different kinds of sausage require different places in the dry room. Some require an abundance of air and others, like “Holsteiner” and “farmer” sausage, if properly smoked, can be hung where it would not be policy to hang summer[403] sausage in hog bungs. As both of these sausages are coarse chopped, they can be handled with much less fear of being spoiled than the finer chopped sausage. However, with every description of dry sausage, constant attention must be given or poor results will follow.
Summer sausage in hog bungs can be subjected to more draft or air than summer sausage in beef casings. Consequently beef casings are generally hung near the center of the room where they receive plenty of air, but no drafts. This is a place where the human element comes greatly into play.
—Do not hang green and dry sausage in the same room. It is advisable to keep dry rooms for smoked sausage as free from mold as possible. While a slight mold does not hurt summer sausage (in fact some summer sausage requires this before it is ready for shipment), it will be found that smoked sausage drys better and quicker in a room that can be kept free of mold. Sausage that molds too much before it is dry necessarily has to be washed. This process does not hurt the sausage, and in some cases washing does it good, especially if by neglect or otherwise it has become greasy in the smoke house. Sausage will not dry as rapidly if greasy and the process of washing it quickens the drying. In washing sausage warm water, not hot, should be used. A little sal soda in the water is desirable.
—Summer sausage in both hog bungs and beef casings if properly handled can be shipped, in three stages of dryness, as follows: New, twenty to twenty-five days old; medium dry, forty to forty-five days old; dry, sixty to seventy-five days old. In cheaper grades of summer sausage, many kinds of which are manufactured, can be shipped in much less time than indicated above. In fact, there is sausage made which can be shipped almost immediately from the smoke house. This sausage is allowed to stand for some time after chopping and before stuffing, previous to being put in the smoke house. It is then smoked very hard, or with more heat than the better grades of this sausage. Some manufacturers use more heat than smoke, but it does not produce a first-class article.
—Summer sausage when thoroughly dried should[404] be stored in a cooler at a temperature of 35° F. It can be so handled if boxed, but it is preferable that it hang from racks, closely, since it will require an inspection upon shipping.
—In preparing casings for summer sausage of all kinds it is necessary, in order to insure good results, that casings be prepared, certainly hog bungs, at least thirty days or even several months before they are used. There are always many fat bungs in hog casings and in preparing them and putting them down in salt brine for thirty days or longer, the fat on the casings becomes dry and there is less danger of the sausage becoming sour. Summer sausage will become sour as quickly from using fat hog bungs as from any other cause, therefore these must be thoroughly fatted before they leave the preparing rooms. They are generally in good condition in this respect when received, and therefore do not require as much time in the curing or preparing as do hog bungs. Fat beef middles or beef rounds spoil the appearance of the goods.
—The selection and the trimming of meats for summer sausage is a matter of great consequence. Sinews, muscle cover and tough binding elements should be removed so as to avoid the sausage being tough in the eating. All knives and cutting tools should be sharp.
—Under the formulas given below are descriptions of the methods of manufacture in detail rather than generalizing. Where the term “rocking” is used it describes cutting with a rocker cutter. The description for making Cervelat should be carefully noted, as the methods are utilized with slight changes in making other kinds.
—A very satisfactory formula for this sausage is as follows:
FORMULA A.
| 40 | pounds beef chucks, very lean and entirely free from all sinews, |
| 90 | pounds work trimmings, trimmed in same manner, |
| 20 | pounds shoulder fat, cut into strips about 2 inches square and cut into shavings as fine as it is possible to get them, |
| 5 | pounds, 12 ounces salt, |
| 2 | ounces whole white pepper, |
| 6 | ounces saltpetre. |
[405]
The beef is first ground through a ⁷⁄₁₆-inch plate, after which it is placed on the rocker together with the fat and seasoning and rocked for about five minutes. Then the pork trimmings are added, the whole being rocked for from twenty-five to thirty minutes.
The pepper is spread through the meat during the rocking process, and about five minutes before rocking finished. The sausage is taken to a cooler where the temperature is not lower than 38° F., nor higher than 40° F. It is spread upon shelving about ten or twelve inches thick, where it is allowed to remain three days, after which it is stuffed by hand machines into hog bungs or beef middles as required.
The sausage is taken to the hanging room to hang for two or three days according to the weather, at a temperature of from 48° to 50° F. If the weather is damp care must be taken to prevent the sausage from sliming and it is sometimes necessary to keep the temperature up to 55° F. in order to keep the room free from dampness. If the sausage begins to slime there is danger of its becoming sour or hollow in the center. It is advisable, if it is impossible otherwise to keep the sausage from sliming, to put it into smoke as soon as the slime is detected, which stops it.
When the sausage is ready for smoke, under favorable circumstances, from two to three days after it is stuffed it should be hung in a smoke house where the temperature is as near 48° F. and gradually heated until the temperature reaches 70° F. It must be kept at this point throughout the entire process of smoking, or for about twenty-four hours for beef middles and forty-eight hours for hog bungs.
In starting a fire in the smoke house as little wood should be used as possible, say, one stick of ash cord wood, just enough fire to keep the sawdust smoking without blazing. Keep adding sawdust until there is sufficient fire to scatter it over the entire bottom of the smoke house, keeping the sawdust ignited only from the coals of the wood with which the fire was started and which generally lasts through the entire process of smoking. If the smoke houses are naturally cold it may be necessary to keep more fire than mentioned in order to keep the temperature up to 70° F.
[406]
The smoking of this sausage requires all possible care. If the temperature is allowed to rise too high for any length of time, it will sour. If the fire is too low and smoke too dense there will be a smoke ring, especially so if the sausage is not properly dried before smoking. It is advisable that the sausage should not be exposed to too sudden or severe a change in temperature upon removing from the smoke house. If it is some distance from the smoke house to the dry room, cover the sausage on the trucks with a tarpaulin, cover so that the cold air cannot strike it. It is a good idea not to hang the sausage up on the racks immediately, but to place it on the bottom rack, close together, so that it may cool gradually.
The following are additional formulas for the making of cervelat sausage:
FORMULA B.
| 45 | pounds beef chucks, |
| 82 | pounds lean pork trimmings, |
| 23 | pounds shoulder fat, |
| 5 | pounds, 12 ounces salt, |
| 2 | ounces whole white pepper, |
| 6 | ounces saltpetre. |
FORMULA C.
| 30 | pounds pork cheek meat, |
| 30 | pounds beef trimmings, |
| 90 | pounds pork trimmings, |
| 5 | pounds, 12 ounces salt, |
| 2 | ounces whole white pepper, |
| 6 | ounces saltpetre. |
FORMULA D.
| 40 | pounds pork cheek meat, |
| 30 | pounds beef trimmings, |
| 50 | pounds lean pork trimmings, |
| 20 | pounds shoulder fat, |
| 10 | pounds pickled pork trimmings, |
| 5 | pounds, 12 ounces salt, |
| 2 | ounces whole white pepper, |
| 6 | ounces saltpetre. |
Trim beef chucks very lean, free from sinews. Pork trimmings must be lean except in Formula C, where fat pork trimmings are used. Shoulder fat should be handled the same as in Formula A. Pickled pork trimmings are ground through an Enterprise ¹⁄₄-inch plate. Beef chucks and trimmings are ground through an Enterprise ⁷⁄₆₄-inch plate. Pork trimmings and cheeks are chopped on a rocker; otherwise handled same as Formula A.
If neck fat is used it is cut into small pieces but not shaved. If fat from Boston butts is used it is run through an Enterprise ¹⁄₄-inch plate. This fat, of course, has more or less[407] lean in it but might be called very fat trimmings. Pork hearts, beef cheek and shank meat are all ground through an Enterprise ⁷⁄₆₄-inch plate. Beef and fat are always put on the block with the seasoning first. Pork trimmings and cheeks are added five or ten minutes after rocking; otherwise handled same as Formulas A, B, C and D.
FORMULA E.
| 40 | pounds shank meat, | |
| 30 | pounds pork cheek meat, | |
| 10 | pounds beef cheek meat, | |
| 10 | pounds pork hearts, | |
| 20 | pounds pork trimmings, | |
| 40 | pounds neck fat or fat trimmed from Boston butts, | |
| 5 | pounds, 12 ounces salt, | |
| 2 | ounces whole white pepper, | |
| 6 | ¹⁄₂ | ounces saltpetre. |
—The following formulas are for Farmers Sausage:
FORMULA A.
| 50 | pounds shank meat, |
| 10 | pounds beef cheek meat, |
| 30 | pounds pork trimmings, |
| 30 | pounds pork cheek meat, |
| 10 | pounds pickled pork trimmings, |
| 20 | pounds shoulder fat, |
| 5 | pounds, 12 ounces salt, |
| 2 | ounces whole white pepper, |
| 6 | ounces saltpetre. |
Shank meat, beef cheek and pork cheek meat are ground through an Enterprise ¹⁄₄-inch plate; shank fat is cut into small pieces but not shaved. Ground material and shank fat should be put on the block first with the seasoning and chopped five or ten minutes, when the pork trimmings are added, the whole being chopped fifteen or twenty minutes. As this meat is coarse, it should, after chopping be mixed in a mixer four minutes and be thoroughly mixed by hand, after which it is taken to the cooler and handled the same as cervelat. It is stuffed in beef middles cut 11 inches in length, and allowed to hang in the dry room, same as cervelat for the same length of time, before smoking. The same precautions should be taken with this as with cervelat, relative to slime, etc.
It is smoked from six to eight hours at a temperature of from 65° to 70° F. It must be handled very carefully in smoke as too much heat will wrinkle it. A great deal of farmer sausage is allowed to dry naturally without smoking, especially[408] in the winter months, and where there is plenty of room and a proper place. However, in damp weather and in the summer months it is always advisable to smoke it. This sausage can be made throughout the summer months, provided there are proper dry rooms, which can be regulated and kept moderately cool. Some manufacturers use dry cooler space in the summer time, kept at a temperature of 46° to 48° F., but the best results are obtained by drying in a room where the sausage can have the benefit of the outside air. This sausage, if handled properly according to the directions, will be ready for shipment in twenty-five days; it should then be in a medium dry state.
FORMULA B.
| 80 | pounds medium fat pork trimmings, |
| 20 | pounds pork cheek meat, |
| 50 | pounds beef trimmings or shank meat, |
| 5 | pounds, 12 ounces salt, |
| 2 | ounces whole white pepper, |
| 6 | ounces saltpetre. |
Beef and pork cheek meat ground through an Enterprise ⁷⁄₆₄-inch plate. Put ground material with seasoning on block first and chop five or ten minutes, then add pork trimmings and chop fifteen or twenty minutes. Stuff and handle same as Formula A.
FORMULA C.
| 40 | pounds beef trimmings or shank meat, |
| 10 | pounds pickled beef trimmings, |
| 100 | pounds pork trimmings, |
| 5 | pounds, 12 ounces salt, |
| 2 | ounces whole white pepper, |
| 6 | ounces saltpetre. |
The beef trimmings or shank meat should be ground through an Enterprise ⁷⁄₆₄-inch plate. Put ground material with seasoning on block first and chop five or ten minutes; then add pork trimmings and chop fifteen or twenty minutes. Stuff in beef middles; otherwise handle same as Formula A.
—This sausage is farmer sausage and is handled the same except that it is stuffed in beef rounds. The same care is necessary as with the farmer from the time it leaves the block until ready for shipment, which should be in about twenty-five days.
[409]
—The following formula is for Swedish Medwurst or Gottberg sausage:
FORMULA.
| 30 | pounds pickled beef trimmings, | |
| 30 | pounds fresh beef trimmings, | |
| 90 | pounds medium fat pork trimmings, | |
| 1 | pound rice flour or corn flour, | |
| 5 | ¹⁄₂ | pounds salt, |
| 2 | ounces coriander, | |
| 3 | ¹⁄₂ | ounces white pepper, |
| 6 | ounces saltpetre. |
Beef trimmings are ground through an Enterprise ⁷⁄₆₄th-inch plate. Ground beef and seasoning are put on block first and chopped five or ten minutes when pork trimmings are added, the whole being chopped twenty to twenty-five minutes. This sausage is stuffed in beef middles 14 inches in length, and handled in other respects same as Cervelat in beef middles.
The old fashioned way of handling Swedish medwurst was to pickle the sausage, after it was stuffed, in a vat of 50 degree strength pickle, for ten hours, when it was taken out of the vats, hung up and allowed to dry for twenty-four hours, then smoked the same as cervelat in beef middles. If this process is used, four and one-half pounds of salt to 150 pounds of meat is all that is necessary. However, good results can be obtained without pickling the sausage, and it is not generally done by manufacturers of this article.
—This sausage is made according to the following formula:
FORMULA.
| 50 | pounds selected back fat trimmings, | |
| 45 | pounds selected ham trimmings, | |
| 25 | pounds selected shoulder trimmings, | |
| 20 | pounds beef chucks trimmed extra lean and free from sinews, | |
| 10 | pounds shoulder fat, | |
| 5 | pounds salt, | |
| 2 | ¹⁄₂ | ounces white pepper (ground), |
| 1 | ounce whole white pepper, | |
| 6 | ounces saltpetre. |
Beef chucks are ground through a ⁷⁄₆₄th-inch plate. Shoulder fat is cut into strips about two inches square, and cut into shavings, as fine as it is possible to cut them. Ground beef, shoulder fat and seasoning are put on the block and rocked ten minutes when ham and shoulder trimmings are[410] added, the back fat trimmings being the last to go on the block. The whole is rocked twenty to thirty-five minutes. This is not a fine chopped sausage, however, and is not as coarse as farmer sausage but a great deal coarser than regular cervelat. It should be stuffed into short, lean, thick hog bungs about fourteen inches in length, and handled in every respect, from the block to the smoke house, same as cervelat in hog bungs. As this is a very fat sausage greater care needs to be taken in smoking than with any other summer sausage made, and it should be hung near the top of the smoke house as far away from the fire as possible. For this reason it is important that the sausage should be properly dried after stuffing before smoking. Smoke at a temperature as near 65° F. as possible for thirty-six to forty-eight hours.
—This sausage is made as follows:
FORMULA.
| 30 | pounds extra lean beef chucks trimmed absolutely free from sinews, | |
| 70 | pounds fresh lean especially trimmed pork shoulder trimmings free from sinews, | |
| 30 | pounds selected back fat pork trimmings, | |
| 20 | pounds shoulder fat, | |
| 5 | pounds salt, | |
| 2 | ¹⁄₂ | ounces white pepper (ground), |
| 1 | ounce whole pepper, | |
| 3 | ounces saltpetre. |
In order to use the following additional seasoning it is advisable to chop at least six blocks of sausage, 150 pounds each, and mix in a large truck as this seasoning is to be added immediately after the meat has been chopped. For 900 pounds, use:
| ¹⁄₄ | -pound package pure white gelatine, | |
| 2 | quarts strong imported French red wine, | |
| 1 | whole nutmeg, | |
| 1 | ¹⁄₄ | ounces whole cloves, |
| ¹⁄₂ | ounce stick cinnamon. |
Put the gelatine, nutmeg, cloves and cinnamon in a thin bag and cook with the wine for ten or fifteen minutes, just below boiling point. Strain the wine through a cloth to remove all particles of spice. When moderately cool mix in the meat thoroughly by hand; at the same time mix in the shoulder fat, which is cut into shape of small dice chopped on the rocker; the beef ground through an Enterprise ⁷⁄₆₄th-inch[411] plate; after which the mixture is placed on the rocker with the dry seasoning and rocked for seven to ten minutes, when the pork trimmings are added and the whole chopped eighteen to twenty-two minutes, providing the speed of the rocker is from fifty-two to fifty-four strokes per minute.
This is a coarse sausage but not as coarse as Farmer. Take to the cooler to remain from twelve to twenty-four hours. It is then stuffed by hand into No. 1 selected hog bungs entirely free from fat. Hang in dry room where the temperature is about 50° F. where it is entirely separate from other sausage and where there is plenty of air but no currents. After it has hung for thirty-six to forty-eight hours, if firm and the casing moderately dry, wrap the casings with No. 4 flax twine commencing at the small end, making a hitch with the twine every two inches the whole length of the sausage to the top or the bung end; then hitch back every inch on the off side and back and forth again until two more hitches are made so that the strings will be about one-half inch apart when the last hitch is complete.
Care must be taken to wrap the sausage tightly so that the strings will not fall off in the process of drying. After the sausage has been wound with string it should be taken to the dry room and dried very slowly without becoming moldy too soon. If hung in a room with other sausage, this article should be hung between so that it will not get too much air or dry too quickly. It should be moved frequently, from the bottom to the top, and from the middle to the front and back of the section. This is one of the most difficult of summer sausages to make and but few manufacturers are successful in making them. Therefore the above instructions should be followed closely to obtain satisfactory results. Do not smoke.
—Practically the same formula is used for Italian salami sausage as for D’Arles sausage, except that usually not as high grade trimmings either beef or pork, are required. However, it is advisable for a high grade Italian salami that the same grade of trimmings be used and the same care is taken in preparing them. Identically the same seasoning is used and also the same procedure is followed in every respect in regard to the chopping and handling of the[412] meat. Smaller or less expensive hog bungs are used. They are medium primes and the sausage is usually shorter in length. This is a matter of preference as this sausage is made in lengths of from twelve to twenty-two inches. Handling after stuffing, to the wrapping process, is the same as that for D’Arles sausage. Wrapping, however, is much simpler and usually the same grade of twine is used, but instead of wrapping the twine both ways, it is simply wound around tightly after three or four strings have been run from the top to the bottom of the sausage. This sausage is not smoked and is tied the same as D’Arles, the same care being taken in every respect as regards temperatures, etc.
—The formula for this sausage is as follows:
FORMULA.
| 50 | pounds fresh lean specially trimmed pork shoulder, trimming free from sinews, | |
| 60 | pounds fresh Boston butt trimmings, | |
| 20 | pounds extra lean beef chucks, trimmed absolutely free from sinews, | |
| 20 | pounds shoulder fat, | |
| 5 | pounds salt, | |
| 2 | ¹⁄₂ | ounces white pepper, |
| 1 | ¹⁄₂ | ounces saltpetre, |
| 1 | ounce whole pepper. |
Chop at least six blocks (900 pounds) of this sausage and mix at one time by hand in a large truck constructed for the purpose, in order to add the following additional seasoning. For the six blocks use:
| 3 | ¹⁄₂ | quarts strong imported French red wine, |
| ¹⁄₄ | -pound package pure white gelatine, | |
| 4 | nutmegs, | |
| ¹⁄₂ | ounce whole cloves, | |
| 1 | ounce stick cinnamon. |
Prepare same as similar formula for D’Arles sausage and mix with the meat after it has been rocked by hand thoroughly. The beef is ground through an Enterprise ⁷⁄₆₄th-inch plate. Shoulder fat is cut into small thin pieces but not in the shape of dice. Rock the beef and the shoulder fat together with the dry seasoning for seven to ten minutes, then add the pork trimmings, the whole being chopped twenty to twenty-five minutes. This sausage is not as coarse as D’Arles or Italian salami.
[413]
After the meat and wet seasoning have been mixed thoroughly put in cooler twelve to twenty-four hours. Then stuff by hand into hog middle guts, as large as can be obtained. The way to stuff them successfully is to arrange a board to hold the casings after they are stuffed so that it will be just high enough from the filler to permit the casings to be filled and not handled other than to hold them with sufficient pressure to stuff as tightly as possible without breakage.
If the middles break, which they do in many cases, patch them with a piece of hog middle when they are being wound with string. They should be lifted with care from the stuffing board, placed upon a truck and wrapped immediately with No. 4 flax twine, the same as D’Arles sausage, the string running equidistant around the sausage from either end and being wound around it so as to form squares.
As the casings are so very tender, it requires great care in wrapping and the sausage is usually not of uniform appearance. Greater care must be used in tying this sausage than D’Arles, salami or any other sausage known. The casings are so thin that the meat will become dry and hard on the outside or near the casings while the inside will remain moist, therefore too much exposure is not desirable. They should be watched closely after stringing, because, not being allowed to dry before they are strung, the handling which they get will naturally make them slime very easily. It takes at least sixty days to dry this sausage properly with the best conditions. Not smoked.
—This sausage may be made according to the following formula:
FORMULA.
| 40 | pounds beef chucks or beef shank meat, | |
| 110 | pounds regular pork trimmings, | |
| 5 | pounds salt, | |
| 5 | ¹⁄₂ | ounces white pepper, |
| 1 | ³⁄₄ | ounces garlic, |
| 6 | ounces saltpetre. |
Beef is ground through an Enterprise ⁷⁄₆₄th-inch plate, rocked with the seasoning five to ten minutes, when the pork trimmings are added and the whole chopped fifteen to twenty minutes. This is a coarse sausage, about the same as “Farmers” sausage. It is well to mix the meat thoroughly by[414] hand after it has been rocked, or to mix it carefully with a mixer. A “Stallman” mixer is better than a “Zimmerman” for farmer sausage and coarse chopped summer sausage. However, the teeth in a “Zimmerman” mixer can be reversed so that it will not tear the meat, as it otherwise does.
After the meat has been chopped it is removed to a cooler for the same period as farmer sausage before stuffing. It is stuffed in either beef middles or hog bungs. After stuffing, the sausage is handled the same as Italian salami, except that it is wrapped with hitches same as D’Arles sausage, there being only about one-half the number.
This sausage can be very lightly smoked, but it is preferable to dry it the same as D’Arles and Italian sausage. If stuffed in beef middles it should be handled the same as farmer except that it is wrapped with string about the same number of hitches as salami in hog bungs. The majority of manufacturers smoke Italian salami in beef casings a very little, usually about twelve hours with as little smoke as possible. This is done to prevent sliming, as it is difficult to air-dry beef-middle sausage without the very best conveniences, or dry rooms where it can be hung apart from other sausage.
—The formula for this sausage is as follows:
FORMULA.
| 90 | pounds lean pork trimmings, | |
| 35 | pounds beef chucks trimmed free from sinews, | |
| 25 | pounds shoulder fat, | |
| 5 | pounds salt, | |
| 1 | ¹⁄₂ | ounces white pepper, |
| 1 | ounce garlic, | |
| 5 | ¹⁄₂ | ounces saltpetre. |
The beef chucks are ground through an Enterprise ⁷⁄₆₄th-inch plate. The shoulder fat is shaved into thin pieces and both the beef and the fat, with the seasoning, are rocked seven to ten minutes, when the pork trimmings are added, and the whole is rocked from eighteen to twenty-two minutes. This is a moderately coarse sausage, about the same as Milanese salami.
After the meat is rocked it is handled in the cooler the same as other summer sausage and stuffed into extra large beef middle ends, which are, when stuffed, twenty-two to[415] twenty-six inches long and weigh from twelve to twenty pounds each.
Great care must be taken in stuffing this sausage to stuff it tightly and two or three lengths of string should be run from the large to the small end and vice versa, so as to prevent it from breaking, also to keep it straight, and it should be hung, of course, the small end down.
This sausage is allowed to hang, before being put in the smoke house, three or four days in a dry atmosphere, and then smoked over a cold smoke at a temperature the same as for cervelat in beef middles, for from fifty-five to sixty hours. Handle after smoking the same as cervelat in beef casings. It usually takes, under favorable circumstances, sixty to seventy days before the sausage is ready for shipment.
This sausage is used extensively in Germany and Austria and there is some of it used in Pennsylvania. There is not a very general demand for it in the United States.
—Formula for this sausage is as follows:
FORMULA.
| 30 | pounds extra lean beef chucks, trimmed free from sinews, | |
| 90 | pounds fresh pork blade or shoulder meat, trimmed free from sinews, | |
| 30 | pounds shoulder fat, | |
| 5 | pounds salt, | |
| 1 | ounce garlic, | |
| 3 | ¹⁄₂ | ounces white pepper, |
| 6 | ounces saltpetre. |
Beef is ground through an Enterprise ⁷⁄₆₄th-inch plate and rocked with the fat and seasoning, the fat having been cut into small pieces and shaved. Rock from seven to ten minutes, when the pork trimmings are added and the whole is chopped eighteen to twenty-two minutes.
This sausage is rocked about as coarse as Milanese salami. After it is rocked it is handled in the cooler the same as other summer sausage and stuffed in large calf bladders which have been soaked a short time before stuffing so that they will be pliable. Care must be taken in stuffing this sausage to fill the bladders as full as possible. Use a skewer, also a string hanger.
Allow it to hang two or three days before smoking, in a[416] moderately cool temperature (50° to 55° F.), where there is no draft, and smoke over a cold smoke for forty-eight hours, the same as Braunschweiger, and Gothair, the sausage being hung near the top of the smoke house. Do not smoke at the same time with any other sausage.
Unless care is taken in smoking, the bladders will come out wrinkled, which spoils the appearance and consequently the sale of the sausage. Hang in the dry room with beef middle cervelat and handle in every respect the same. This sausage is usually ready for shipment in forty to fifty days.
—This sausage is made by the following formula:
FORMULA.
| 135 | pounds absolutely fresh lean trimmings, | |
| 15 | pounds fresh lean beef chucks, | |
| 10 | pounds shoulder fat, | |
| 5 | pounds salt, | |
| 1 | ¹⁄₂ | ounces saltpetre, |
| 2 | ¹⁄₂ | ounces white pepper. |
Additional wet seasoning is used for this sausage, therefore it is advisable to chop it six blocks at a time and mix by hand in a large truck the seasoning must be added immediately after the meat has been chopped. For six blocks use:
| 3 | ¹⁄₂ | quarts strong imported French red wine, |
| ¹⁄₄ | -pound package pure white gelatine, | |
| 8 | nutmegs, | |
| 1 | ounce whole cloves, | |
| 3 | ounces stick cinnamon, | |
| 4 | ¹⁄₂ | ounces bay leaves, |
| 2 | ¹⁄₂ | ounces split coriander. |
Prepare this seasoning same as D’Arles sausage, then mix the wet seasoning with the meat in a truck. Scatter through it twelve ounces of whole white pepper and two ounces of coriander. The beef is ground through an Enterprise ⁷⁄₆₄th-inch plate and chopped on the block with the dry seasoning for seven to ten minutes, when the pork trimmings are added and the whole chopped thirty to thirty-five minutes. This is a very fine sausage. After the meat has been chopped mix the shoulder fat, which is cut into the shape of small dice (same as for D’Arles sausage), with the meat and mix in the wet seasoning at the same time.
Remove to a cooler and allow it to stand from twelve to twenty-four hours, then stuff into medium-sized beef bladders[417] which must be soaked in lukewarm water a few moments before they are stuffed, in order to make them pliable, and care must be taken to stuff them as tightly as possible. Skewer, as well as tie them, and also wrap immediately with heavy coarse flax twine, making about two wraps the long way to the bladder and one wrap around the center, the twine terminating in a hanger. This sausage must not be hung by tied end or by the same string that the bladder is tied with, for in such case they will fall in the smoke house, or when drying.
Hang for twelve hours after stuffing in a hot smoke house with more heat than smoke at a temperature of about 90° F.; then cook in clear water for four hours at a temperature of 150° F.; wash off thoroughly with boiling water when taken from the cooking vat and hang them up in a moderately cool place or dry room where the temperature is about 48° to 50° F. They will be ready to ship in four or five days.
This sausage can be smoked sufficiently heavy, so that cooking is unnecessary if proper facilities are available in smoke house. The house should be arranged with steam coils so that a temperature as high as 150° F. can be obtained during the process of smoking. This really is the most satisfactory way of handling this sausage.
—For this sausage the following formula is used:
FORMULA.
| 120 | pounds extra lean selected pork trimmings, pork blade meat being preferred, trimmed free from sinews, | |
| 20 | pounds extra lean beef chucks, trimmed free from sinews, | |
| 10 | pounds shoulder fat, | |
| 5 | pounds salt, | |
| 2 | ¹⁄₂ | ounces white pepper, |
| 1 | ounce whole pepper, | |
| 1 | ¹⁄₂ | ounces saltpetre. |
It is necessary to use an additional wet seasoning for this sausage; at least six blocks should be chopped so as to mix properly and the seasoning must be added immediately after chopping. For six blocks Lyon sausage use the same formula for wet seasoning as for Milanese salami, and prepare in the same way. Grind the beef through a ⁷⁄₆₄th-inch plate and chop first on the block with the dry seasoning for seven to ten minutes when pork trimmings are added and the whole[418] chopped thirty to thirty-five minutes. This is a very fine chopped sausage. After the beef and pork have been rocked the wet seasoning and shoulder fat, which has been previously cut into the shape of small dice, are mixed with it thoroughly by hand.
The meat is then taken to a cooler for the same period as D’Arles or Milanese salami, when it is stuffed by a hand stuffer into No. 1 hog bungs free from fat, and hung in a dry room where the temperature is about 50° F., and where it can be kept entirely separate from other sausage, with plenty of air and no draft. After it has hung for thirty-six to forty-eight hours and the casings are moderately dry, wrap the sausage with No. 4 flax twine, both lengthwise and around so as to form a mesh about ¹⁄₂-inch square. It is handled the same as D’Arles or Milanese salami.
—This sausage is made according to the following formula:
FORMULA.
| 20 | pounds extra lean beef chucks free from sinews, | |
| 110 | pounds extra lean pork trimmings free from sinews, | |
| 20 | pounds pork shoulder fat, | |
| 5 | pounds salt, | |
| 3 | ¹⁄₂ | ounces white pepper, |
| 6 | ounces saltpetre. |
The beef is ground through an Enterprise ⁷⁄₆₄th-inch plate and together with the shoulder fat, which has been shaved as thin as possible and cut into the shape of small dice, is mixed in mixer with the seasoning for from seven to ten minutes, when the pork trimmings are added and the whole chopped for thirty to thirty-five minutes, after which it is taken to a cooler and handled the same as other summer sausage. It is stuffed into short No. 1 lean hog bungs, or bungs that are free from fat. This sausage is handled in every respect the same as cervelat sausage, except smoking. It should be smoked lightly with the same temperature and same relative position in the smoke house as Braunschweiger sausage and about the same length of time. It is handled after smoking, in the dry room, same as Braunschweiger.
—This sausage is made from lean bull chucks, the meat being ground through an Enterprise one-quarter inch plate, then reground through an[419] Enterprise ⁷⁄₆₄th-inch plate and rocked on a rocker for fifteen minutes. The seasoning is mixed on the rocker and is as follows for 100 pounds of meat:
SEASONING FORMULA.
| ¹⁄₃ | pound fine salt, | |
| 1 | ¹⁄₂ | ounces saltpetre, |
| 4 | ounces saltpetre, | |
| 5 | ounces mace, | |
| 1 | ounce ground cloves, | |
| 2 | ounces allspice, | |
| 4 | ounces black pepper, | |
| 6 | ounces coriander, | |
| 1 | ounce sugar. |
After it is chopped it is put into a “Zimmerman” mixer and mixed for about five minutes. It is then taken to a cooler and spread on tables made for the purpose, about eight or ten inches thick, and allowed to remain for about three days, when it is stuffed into beef bungs, sack pieces being preferable. After it is allowed to stand in a temperature of 48° F. until the casings become moderately dry, it is hung in a smoke house and smoked for ten days or two weeks, at a temperature of between 50° and 60° F. Great care should be taken in smoking this article, as it requires but a light smoke.
After it is taken from the smoke house, it is hung in a dry room, where a temperature of 48° to 50° F. can be maintained, and where the sausage can be kept perfectly dry. This sausage takes from two to three months to dry thoroughly, and sometimes longer.
[420]
Ingredients — Colors — Equipment — Rooms — Arrangement — Testing Milk — Acidity — Milk in Butterine — Reasons for Culture — Cream Ripeness — Water vs. Brine — Milk Not Pasteurized — Preparatory Culture — Starters — Cultivating the Milk — Low Grade Butterine — Graining — Working the Butterine — Butterine Packing — High-Grade Butterine — Cleanliness — Use of Color — Formulas — Costs of Butterine.
—Butterine is a product possessing value as food and places within the reach of the masses an article which is wholesome, palatable and moderate in price. National and state legislation has done much to curtail its sale since it was found to be a competitor of the dairyman and farmer. The restrictions in force limit the volume of business, but the consumption is increasing.
Most of the oleo oil made is shipped to Europe, where it is used in the manufacture of butterine. With the comparatively dense population of European countries they are unable to supply themselves with dairy butter.
While prejudice exists in many places against butterine, it is wholesome, as it is made in a cleanly manner, for if it is not made with absolute cleanliness, and if the ingredients are in the least tainted from any cause, the whole mass is injured. This is true to a greater extent than it is in the manufacture of pure butter, and more marked in butterine. Considerable progress has been made in the manufacture of this article within the past few years, and a more desirable product has been made since neutral lard has been used as an ingredient. It is, however, necessary to use milk or cream or butter to give the goods the flavor, and many manufacturers[421] use a percentage of the highest quality creamery butter.
—The ingredients of butterine are butter, milk, cream, oleo oil, neutral lard, cottonseed oil, peanut oil, and palm oil. The latter two being comparatively new compounds. These, together with salt make the butterine of commerce. The manufacture of oleo oil, neutral lard, and a description of cotton seed oil is described in previous chapters, although the cottonseed oil used is usually bought ready prepared and known to the trade as “Butter” oil, peanut oil and palm oil are standard articles of commerce of varying qualities, and are usually bought on sample.
—There are three standard qualities of color in butterine. White goods, tested goods, and colored goods, in which an artificial color is used, with due acknowledgement and the payment of ten cents per pound tax. The production of butterine is closely supervised by the Federal Government of the United States, with scrupulous care and exactness, particularly as to any attempt to produce a color resembling that of butter. At least ten per cent of the quantity of any given ingredient must be used as a constituent or component part. There are, for instance, many vegetable oils, that would be considered edible but of high color, the introduction of a relatively small amount of which would help to produce the yellow color of butter. Objection is not made to their uses, but ten per cent of the quantity must be used in the formulas, and this quantity is usually prohibited for the reason that the pungency or some peculiarity of the foreign oil makes it undesirable in butterine. The manufacturer must closely watch his purchases of product to see they are not artificially colored since the introduction of any coloring substance in cottonseed or peanut oil, for example, would react upon the manufacturer of the butterine.
It is best not to attempt any innovations in making butterine without consulting the Federal authorities so as to be sure you are within the law.
—The equipment required in the manufacture of butterine is a comparatively simple outfit, consisting of the following items enumerated in the order of their use in the making of the product.
[422]
Storage tanks for cottonseed oil received in carload lots.
Storage tanks within the building for containing oils for immediate
use.
Oleo oil melting kettles for reducing oleo oil to a fluid state.
“Starter” cans in which the milk culture is kept and developed
ready for use in the cream ripener.
“Ripeners” for milk and cream for pasteurizing and propagating
culture in milk preparatory for churning.
“Emulsion” churns in which the various ingredients are mixed.
Flume type crystalizers.
Tempering trucks.
Butter Workers.
Packing tables where prints and tubs are packed.
Print trucks for setting prints after making.
—The factory is necessarily divided into several rooms, notably:
(a) One in which the milk receiving, testing, weighing, pasteurizing
and ripening is performed.
(b) One in which—temperature 70° F.—the oil and melting
facilities are arranged.
(c) The tempering room in which the butterine is tempered
after crystalizing. The temperature 58° to 60° F.
(d) The packing room where prints are made. Temperatures
40° to 45° F.
(e) The storage cooler where prints are set up before boxing
and after boxed. Temperatures 34° F.
—In the usual arrangement butterine factories are designed so that the work begins on an upper floor and terminates on a shipping floor. The extent of the factory and the space allotted to each operation depending upon the volume of business. Usually decks are introduced upon which part of the work is performed. Local pumps, readily cleansed, are used for transfer of materials via pipes, and these are arranged with flow toward outlet so as to admit of perfect drainage.
—Consider the methods of receiving the milk, and also making proper tests to determine its value and the amount of fat it contains. It is very essential this be done carefully and intelligently, as the result of the test determines the value of the product purchased. Milk and cream are frequently paid for on the butter fat percentage.
[423]
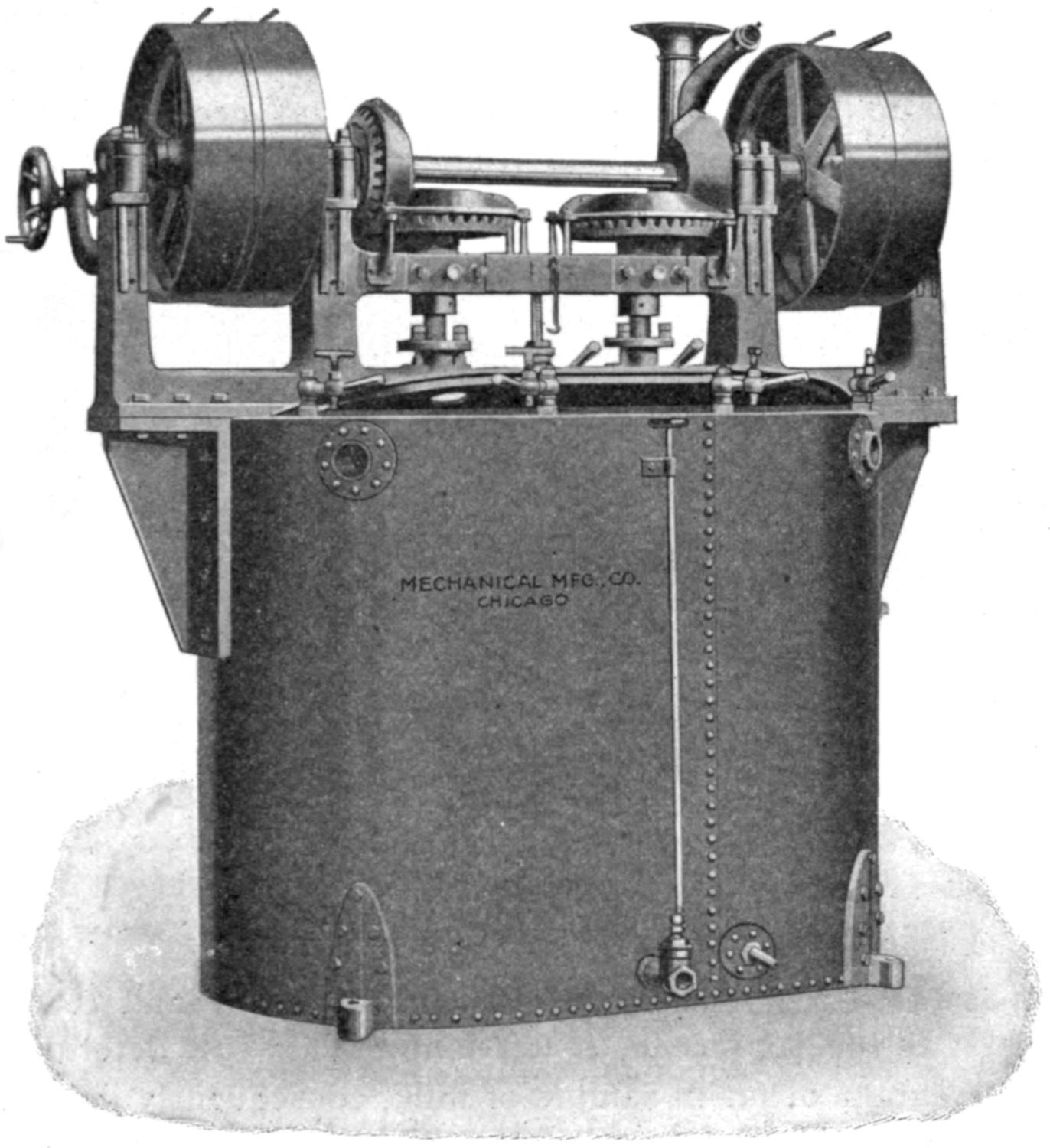
FIG. 162.—EMULSION CHURN.
The test generally accepted is obtained by using Babcock’s “Acme” steam turbine test machine. This machine is made to accommodate twenty-four bottles. The machine should be set up well, secured and balanced perfectly for each test. This is accomplished by placing bottles exactly opposite each other. Should a test be desired on only one sample of milk, fill a bottle with water and place in machine opposite sample. The machine in motion makes 3,000 revolutions per minute. It will, therefore, be seen that equilibrium is necessary. Test bottles are arranged so they will contain the amount of milk or cream and acid needed. A 17.6 cc. pipette is used for measuring the milk or cream and a 17.6 cc. graduated tube for the acid. First pour 17.6 cc. milk in bottle, then pour in 17.6 cc. commercial grade sulphuric acid. Do not drop the acid on top of the milk, but hold the bottles sidewise so that the acid will slip into the milk at side. Otherwise a burnt taste will result and make it impossible to correctly[424] read the test. Shake the bottle well until milk has entirely disappeared, then place in machine.
After bottles are filled in this manner the machine balanced, steam is admitted gradually, increasing until machine is running at full speed. Allow to run five minutes, then stop, fill each bottle with hot water up to the lowest mark on graduate neck of bottle; start machine again and allow it to run for three minutes, when again it will be necessary to add hot water up to within one-half inch of top of neck of bottle; run machine two minutes longer, and read test. Use a pair of compasses in reading the fat in neck of bottle and read it quickly, as the fat recedes if left long. This test determines the percentage of fat in sample of milk, consequently its comparative value.
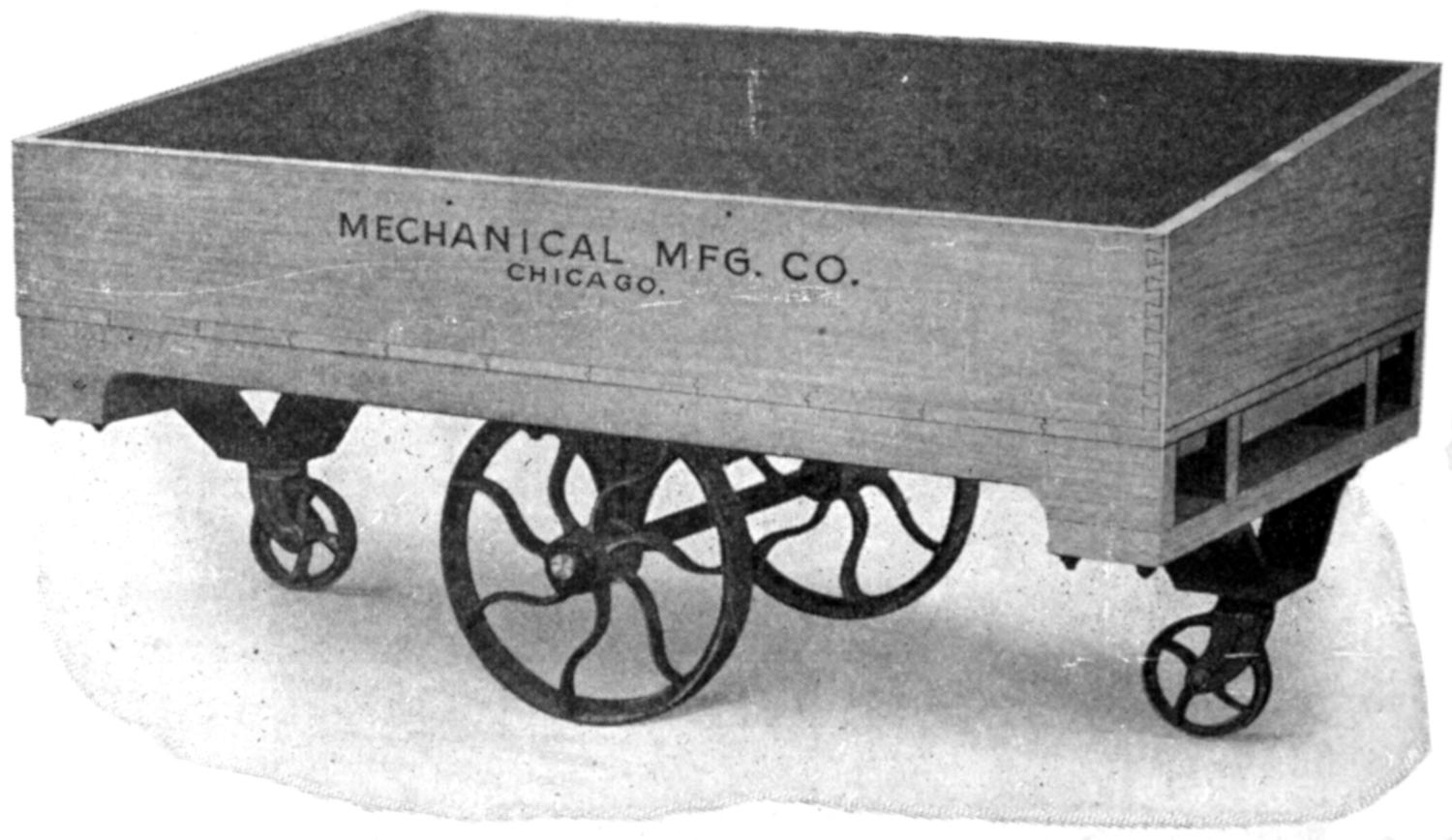
FIG. 163.—BUTTERINE TRUCK.
—The “sourness” or acidity of the milk can be determined by taste or smell, but not accurately. A test is necessary to determine the exact condition of the milk when purchased.
When milk contains six-tenths of one per cent acid, the most desirable point has been reached, as then it imparts the best flavor to the goods. If more than six-tenths of one per cent acid is used the flavor is not as good. This is also the[425] case if a lower percentage of acidity is used. Hence the milk or cream should be brought to this exact degree of sourness before using.
To determine this accurately, it is necessary to do it by a test, as milk may be three-tenths of one per cent acid before it is perceptible to the taste or smell. Milk that would pass as sweet by taste or smell will show two-tenths of one per cent acid.
The test to determine this is simple. Any chemist is able to furnish all alkali solution and the necessary neutralizer of proper strength. The usual way, however, is to use what is known as Farrington’s tablets, prepared by Prof. Farrington of the Wisconsin Dairy School. These tablets are dissolved in water, a convenient strength being five tablets to fifty cubic centimeters of water. The solution is mixed with the milk to be tested and shaken; the acid in the milk acting upon the alkali of the solution immediately turns the milk to a pink color and the amount of the solution required to produce the pink color determines the acidity of the milk.
—Cleanliness is the all-important factor, since milk is easily contaminated by foreign flavors and germ life. Milk readily absorbs the odors given off by articles placed in the same room. Only pure and absolutely sweet milk and cream should be used, but as absolutely pure milk, though sweet, is difficult to secure, it becomes necessary to adopt some method whereby the condition of such milk can be righted.
Careless milkers care little whether hair, dirt, dust, etc., drop into the pails while milking, thinking that in straining the milk, all particles and impurities are removed. It does remove most particles, but the germs which were clinging to these particles are not strained out. They remain in the milk and under favorable temperatures thrive and multiply unless arrested.
When the milk has been tested and accepted it should be strained through several thicknesses of clean cloth into the ripening machine, bringing the temperature in the different vats to the same point, so that as the milk is used it will all be in the same condition. In cold weather the temperature[426] should be held at 70° F., while during the warmer seasons from 60° to 65° is desirable. In cloudy, murky summer weather a lower temperature will be required. Under such conditions the temperature should be held at from 55° to 60° F. until the storm is passed, when it should again be held at the normal temperature named.
—To make an acidity test, a 20 cc. pipette is used for measuring the milk or cream. Each cubic centimeter of solution is equal to two one-hundredths of one per cent acid, hence if 10 cc. of solution is necessary to turn the milk or cream a pink color, the milk would contain just two-tenths of one per cent acid and would be sweet. Any more than that would show the milk too sour for use. In receiving sweet milk, it must be assumed to contain impure bacteria, which only await the proper temperature to develop and sour the milk, producing bad flavors. It must be neutralized by pasteurizing and then cultivated with pure bacteria.
Another advantage obtained in the use of the “starter” is, that it permits the ripening of milk and cream at low temperatures. Bacteriologists state, and it is proved by experience, that a temperature of about 65° F. is most favorable to the development of the best fermentation in ripening milk and cream. Prior to the use of cultures it was customary to sour the milk at a much higher temperature, which was correspondingly favorable to all the objectionable bacteria in the milk. Without the use of the “starter” the conditions were beyond the control of the operator.
—To produce these conditions the milk should be pasteurized, which can be performed by the use of a standard pasteurizer of the type shown in Fig. 164. There are a variety of pasteurizers in use.
This apparatus is equipped with an internal revolving coil of pipe or discs, built sufficiently strong to withstand the pressure of steam, water or brine circulated through the coils or discs, which is usually done in the order named.
To pasteurize, the milk is heated to a temperature of 180° F. for twenty minutes. This practically destroys the bacteria present. The milk is then rapidly cooled by passing cold water or chilled brine, or both, in turn, through the coil[427] to reduce the temperature of the body quickly to that desired, usually 55° to 70° F., according to conditions as described. The starter or culture is introduced and the milk agitated to insure a thorough intermingling.
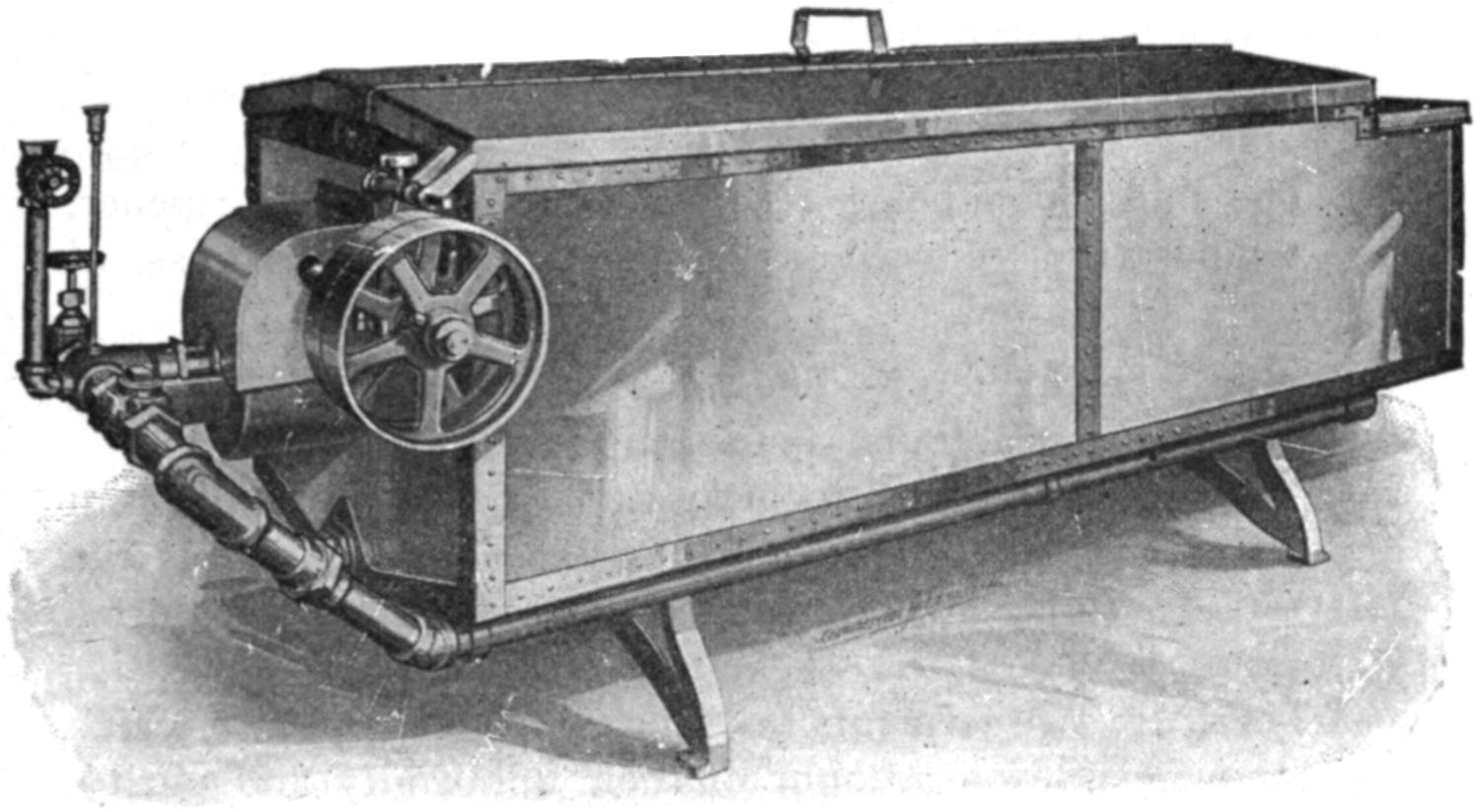
FIG. 164.—WIZARD PASTEURIZER AND RIPENER, STYLE B WITH VITRIFIED PORCELAIN ENAMELED JACKET AND “SIDE LIFT” PIANO HINGE METAL COVER.
—Where an abundant supply of cold water is available cream ripeners are arranged so that the first cooling is done by cold water passing through the chilling coil, since much cooling can be done in this manner. The work is completed by cold brine. It is best not to attempt this unless the volume of business is sufficient to justify intelligent supervision on the ripeners, because if it is done, some means such as compressed air must be attached to the coil in the ripener for the purpose of flowing out the water before admitting brine as the mixing would reduce the brine to a point where it would freeze on the brine coils or in the double pipe ammonia brine coolers with disastrous results.
In providing brine cooling capacity ample volume should be arranged for “reserve or inertia” since the demand is insistent and large in a short period of time.
—Some manufacturers do not pasteurize the milk and conduct operations as described in the[428] following paragraphs. However, the acidity test is equally applicable in either system.
—Only sweet milk should be used. Milk that is sour before reaching the factory causes troubles impossible to remedy, and no matter how good the “starter” the milk will have developed bacteria that cannot be destroyed; and, as the milk or cream becomes older the development of the proper bacteria is impossible to control. This is as true after it has been worked into the butterine as before. Hence it will be seen, that a great deal depends upon the milk and cream being sweet in developing proper conditions with the “starter.”
The milk upon being received is passed to the ripener, the temperature reduced as desired, and the process of “starter” is followed.
—The “starters” referred to are cultures—the bacteria found in clean, fresh milk, cultivated in vast numbers and when incorporated in milk containing an impure variety, miniature warfare is at once begun. If the “starter” is right, the warfare ends with the pure germs victorious.
There are two ferments or “starters” on the market which are commendable on account of their uniformity and purity. They are produced in laboratories, every care being taken to see that no foreign germs come in contact with them.
—Into a commercial starter can put four gallons of sweet, skimmed milk, which tests two-tenths of one per cent acid, no more. Strain through a double thickness of perfectly clean cloth, heat the milk to 180° F., holding at this temperature for one-half hour. This “Pasteurizes” the milk by killing all life in it. It also destroys all flavor.
The milk should be cooled quickly to 90° F. As soon as this temperature has been reached pour in a four-ounce bottle of “starter” or culture, holding the bottle close to the milk so as to avoid contamination. The bottle should not be opened until ready for use. After adding the ferment cool down slowly to 70° F., stirring all the while so as to thoroughly mix the milk. The bacteria grow very rapidly at this temperature. In twelve hours, if kept evenly at this temperature in a tightly[429] closed vessel, a sufficient quantity of the proper germs will have been developed to produce an acidity of five-tenths of one per cent. The milk will also have thickened somewhat. If the conditions are found at the termination of twelve hours, cool the milk quickly to 40° F. and hold at this temperature until ready to make a large “starter.”
If the milk has not grown sufficient germs to produce the above named acidity, that is, five-tenths of one per cent, reheat to 90° F. and hold at this temperature until it does. Do not stir it at this stage, as the “starter” should be kept with as little agitation as possible after the germs have been propagated.
—When ready to make the factory “starter,” place twenty gallons of sweet, skimmed milk in a sterilizer, after having cleaned the vessel, and heat as before to 180° F.; hold at this temperature for one-half hour, then chill to 70° F. and add the four gallons of preparatory “starter” already described, stirring well while adding.
Let this stand twelve hours as before in a temperature of 70° F., when it should appear as the preparatory starter did, slightly thickened and showing an acidity of five-tenths of one per cent. When acidity test shows this to have been reached, chill to 40° F. (at this temperature the bacteria are dormant and will not develop), and hold until ready to ripen the day’s run of milk and cream for churning.
When the milk has been brought in the ripeners to the proper temperature, distribute the larger “starter” evenly through it. Three per cent is sufficient during the summer months, while even as high as ten per cent is necessary in cold weather.
—Put the requisite amount of factory “starter” in the ripeners, thoroughly agitate and allow to remain quiet. At the expiration of twelve hours, the milk should be ripened sufficiently for churning and by test it should show, as above stated, six-tenths of one per cent acid. When this acidity has been developed cool to 58° F. and place in churn. At this temperature the butter-fat will form in small, firm globules and separate nicely from the casein. If the temperature is lower than this it takes much longer to[430] separate the fat from the casein and it is impossible to separate all of it, hence some fat is lost. At a higher temperature, the fat, when separate, will be fluffy and soft and will not produce a firm body.
As texture is one of the essential points to be sought after in producing artificial butter, the churning of the milk, in order to produce the proper texture in the butter-fat, is a very important function and one which should be carefully performed. Before putting the milk into the churn it should be stirred thoroughly, as during the twelve hours occupied in ripening, the butter-fat, being the lightest, has come to the top and unless again thoroughly mixed, one churn will contain most of the fat and the others will contain comparatively little, and as each churning of milk going into the mixer constitutes a separate run, the quality of the butterine manufactured will be uneven.
—Butterine is made in various grades, differing in constituents and proportions, also color, according to selections. Some manufacturers reduce the milk and cream content and add pure butter. Formulas for various methods follow:
In the matter of color large oleo producers select fats in the raw for making high colored oil, keeping it separate in manufacture; also select oil while graining for color, and press it all separately. Another source of a high colored oil is the boiling of large knuckles from shank or leg bones in cutter cattle, cooking them in open tanks and skimming the oil. The bones are cracked and boiled several times and the oil skimmed. The flavor is not sufficient to be detrimental. This is purely an animal oil that can be used in the oleo oil to make tinted mixtures.
—This is composed of cotton seed oil, No. 2 oleo oil and No. 2 neutral lard. Straight milk is used for flavor. The oils go into an emulsion churn at the following temperatures: Cotton seed oil at 75° F.; neutral lard, added next, at 95° F., and oleo oil next at 90° F.
The cotton seed oil should be agitated for about fifteen to twenty minutes before the other oils are added, leaving the lid of the emulsion churn open. This has the effect of removing[431] some of the flavor from the oil and while it may be slight, it is an advantage. The neutral lard should be added next, care being taken to see that it is free from flakes and grainy mixtures. In other words, it should be brought to the proper temperature, viz., 95° F. and held there long enough before going to the agitator to be sure that the grain of the lard has entirely disappeared, for if this is allowed to go in it can never be removed in the finished product.
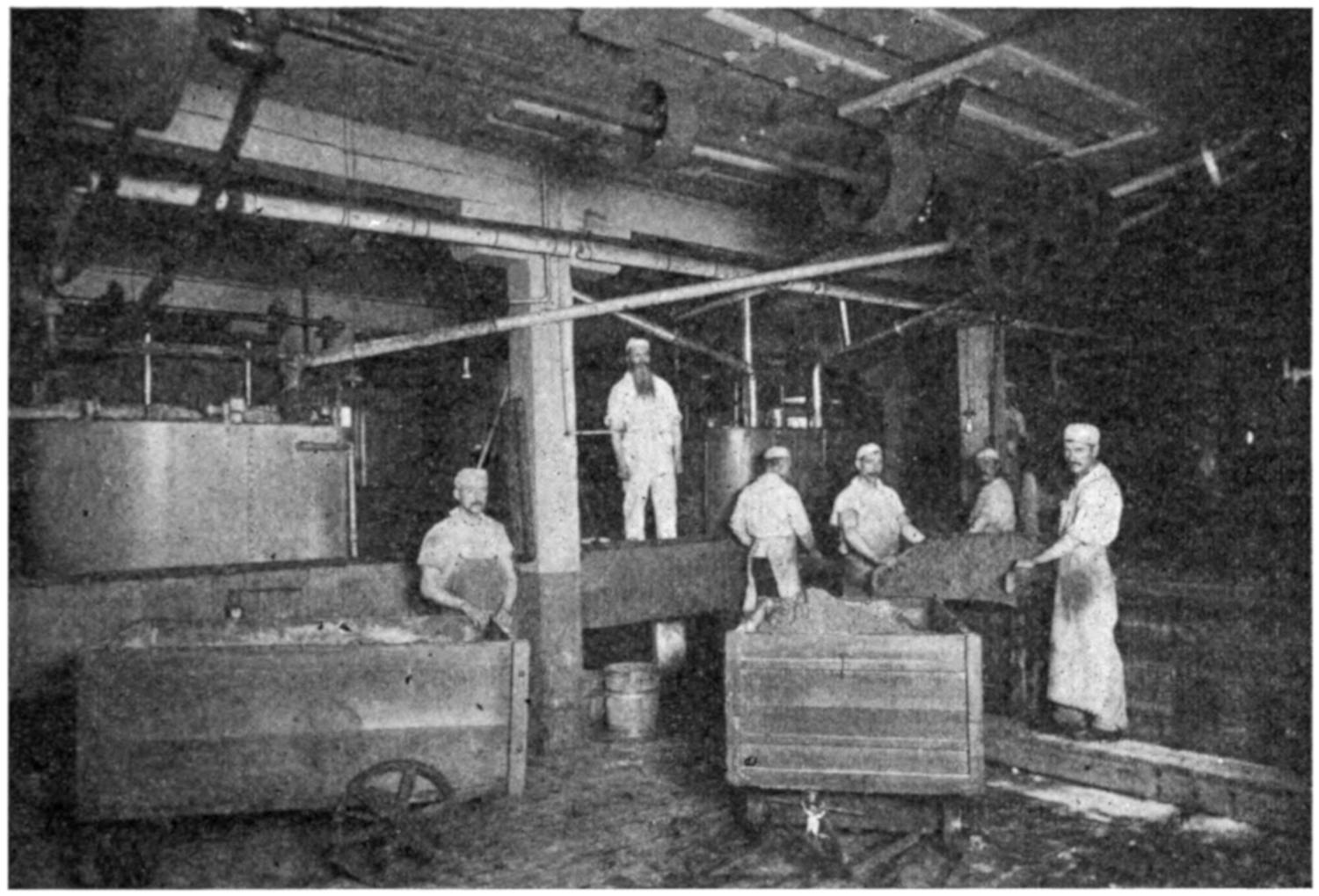
FIG. 165.—CHURN ROOM FOR BUTTERINE.
The oleo oil is next added and after these three ingredients have been agitated for twenty minutes and thoroughly mixed, the milk should be added last and the whole mass left in the agitator for five minutes with the lid closed tightly.
At this stage the salt and color are added, if color is used. The amount of salt required should be decided by the necessities of the particular trade to be supplied, but 5 per cent will be found a medium salting. Experience is that it is better to add salt at this time because it is more evenly distributed in the emulsion than in the granular butterine.
After the color and salt are thoroughly mixed, let the[432] whole body run into the graining vat filled with water at a temperature of 40° F.
The oils and milk will show a temperature of about 90° F. as a whole. If not, heat to that point before drawing into the graining vat. This should be drawn through a 5-inch galvanized pipe flattened out at the end to form a spreading exit for the butterine. The butterine passes into the water vat directly behind a paddle wheel arranged so that one-half of it is above water. The wheel revolves rapidly causing the butterine to be quickly submerged, thereby graining it as fast as it hits the cold water. The quicker butterine is grained, the more flavor it retains, as the globules formed increase the flavor. Should the water be too cold, the butterine will be hard and dry, and is likely to crumble and mottle, besides causing a reduction in gain. On the other hand, if the water is too warm the butterine will be soft and mushy and cannot be worked properly, although the gain will be larger. Warm water is used on very cheap grades when butterine is to be packed in solids and a large gain is desired. As fast as the butterine to be grained shows on the top of the water, it should be lifted onto a cloth in the hands of two men to a clean box truck.
—Many factories have discarded the graining vat and provided a sluice trough, being a trough into which the contents are passed from the emulsion churn. Water is introduced, thoroughly intermingled with the oils and performing an instantaneous chilling. The sluice trough is arranged with slats in the bottom at intervals so as to produce the effect of ripples. It flows directly to the seeding trucks, where as with the graining vat, it was dipped and poured onto the graining trucks.
—The butterine should then be covered with a sprinkling of fine salt and the trucks placed in the tempering room, where a temperature of 60° F. should be maintained, to remain twelve hours. In this time, it will develop all the flavor it is possible to obtain and be ready for the workers.
The temperature of the tempering room is something that must be watched carefully and should never be allowed to go[433] above 60° F. as the ingredients in this condition contain a large amount of water, and at a warmer temperature action of the water and grease are liable to cause the goods to sour.
Milk and cream undergo many changes after being incorporated in the finished butterine and the more cream there is in the product the lower the temperature in the tempering room should be. It is not at this stage that flavor is made. Only the flavor the product already contains is developed and many batches of sour or “off” butterine are traced to too warm tempering rooms, whereby the butter fat and oil because of their mixture with water decompose and become rancid.
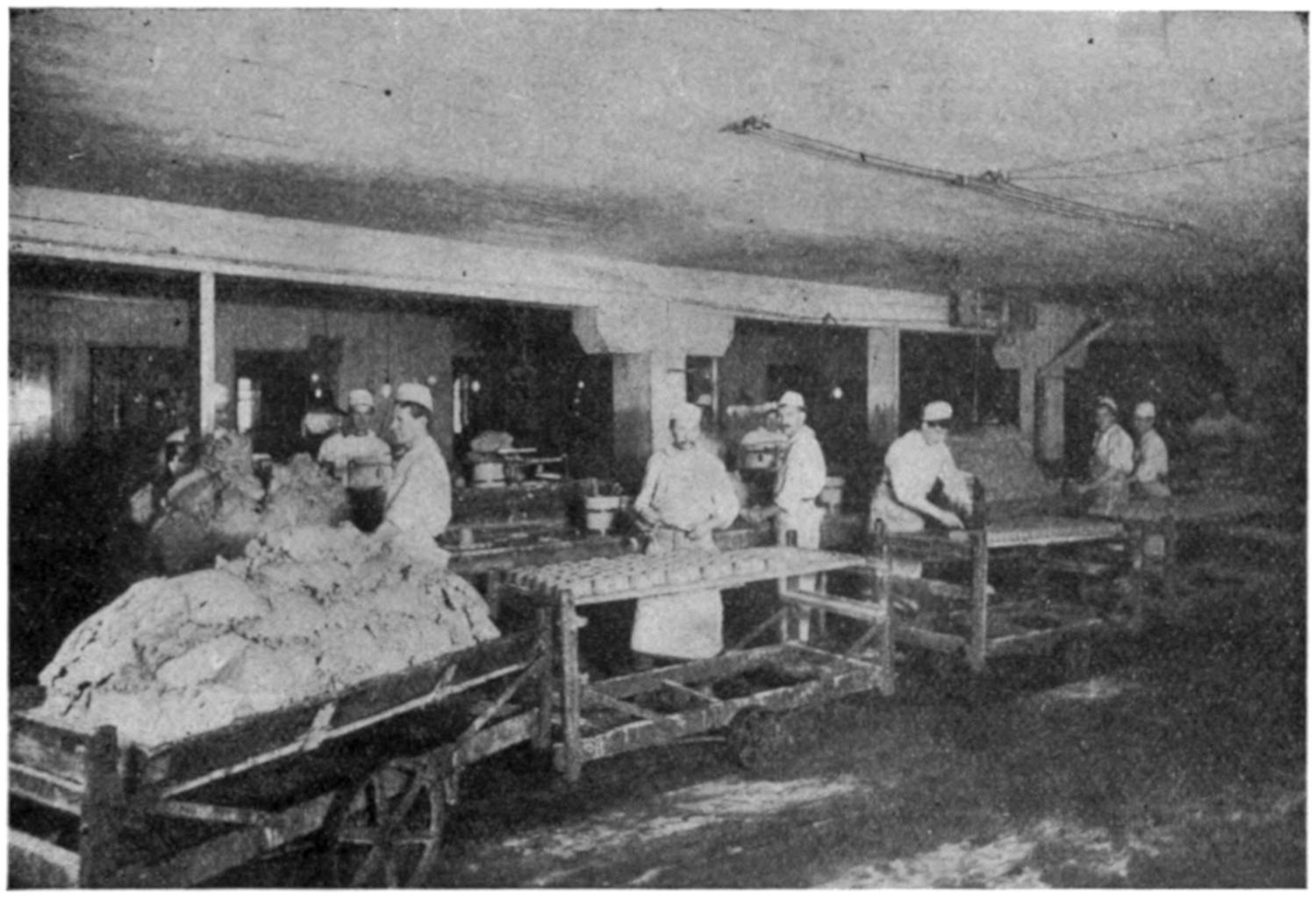
FIG. 166.—MAKING BUTTERINE PRINTS.
—Butterine differs from creamery butter, in that the butter-fat and casein are both used in the butterine, whereas in creamery butter the fat alone is utilized. This is done in butterine to gain all the flavor possible by passing the buttermilk through the oils. It is later washed out in the water vats, but in passing through the oils, it imparts some flavor. Butterine also requires much less working, thereby avoiding a “salvey” or pasty condition, also preventing a loss[434] of moisture and increasing the yield of the article. Salt being the primary cause of the “mottle” or discoloration, that danger is also avoided when goods are not over-worked.
After remaining in the tempering room twelve hours the butterine is taken out to the workers. It should be worked as little as possible to obtain a smooth, compact body, as over-working produces a “salvey” condition. A very successful butter worker is illustrated in Fig. 167.
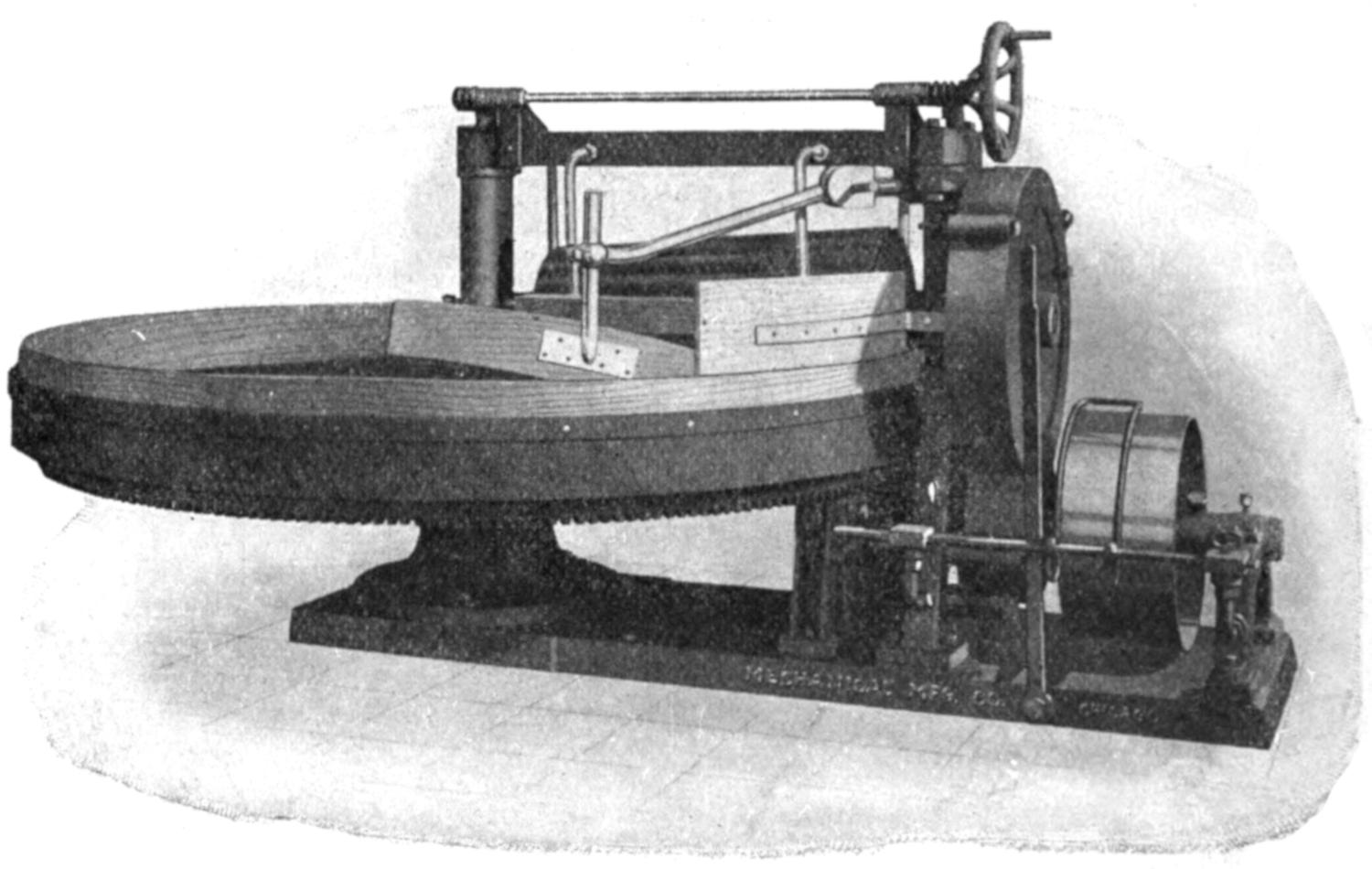
FIG. 167.—BUTTERINE KNEADING TABLE.
—From the worker the butterine is transferred to the print making or packing room. In packing the product is worked up into prints or rolls, or packed solid into tubs, as the case may be, and should be run into a cooler kept at a temperature of from 32° to 35° F., and there held twelve hours, at least, before being shipped. This gives the butterine time to properly set. The prints are arranged on trays to “set” before boxing.
—The formula for high grade butterine differs from low grade in that it does not contain cotton seed oil and that cream is used instead of straight milk. The oils are also treated in a different manner and at different temperatures. Larger quantities of cream are used to improve[435] the quality and grades. The treatment of oils is the same in all high grades.
The neutral oil should be placed in the agitator first. Before being put in, however, it should be brought to a temperature of 110° F. or enough to remove the flakes and grain. Then cooled quickly with clear ice, or by means of refrigeration, to 95° F. and run into the emulsion churn, in motion, with the lids open. Oleo oil should be heated just enough to remove the grain and make it smooth, about 115° F., then chilled quickly to 85° F. and run into the agitator. Let it be agitated five minutes and then add the cream.
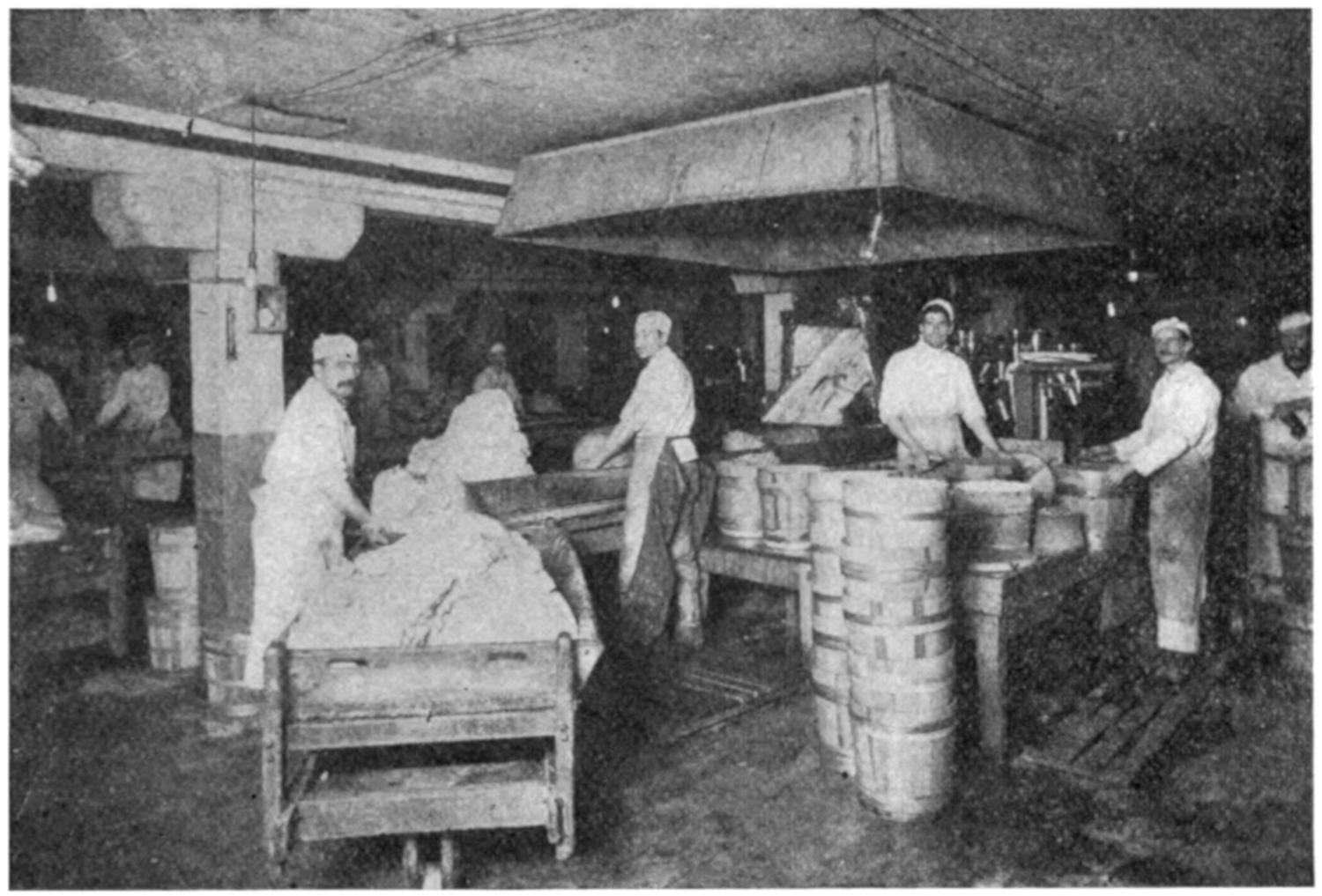
FIG. 168.—BUTTERINE SOLID PACKING ROOM.
The whole body is then agitated enough to insure mixture, ten minutes being sufficient, after which it is dropped into the graining vat, the temperature of the water being 36° F. It should be removed from the water into trucks at once and put into the tempering room at a temperature not over 60° F., tempered twelve hours and worked the same as low grades.
—Cleanliness of all utensils[436] is very important and live steam should be run through all pipes after each time they are used so that there is no possibility of any fats or grease adhering to the inside and becoming rancid, as it is carelessness of this kind that often causes a large amount of trouble in a butterine factory. The use of clean, clear water is imperative. If the ordinary supply is not so, it should be made thus by the use of local filtration.
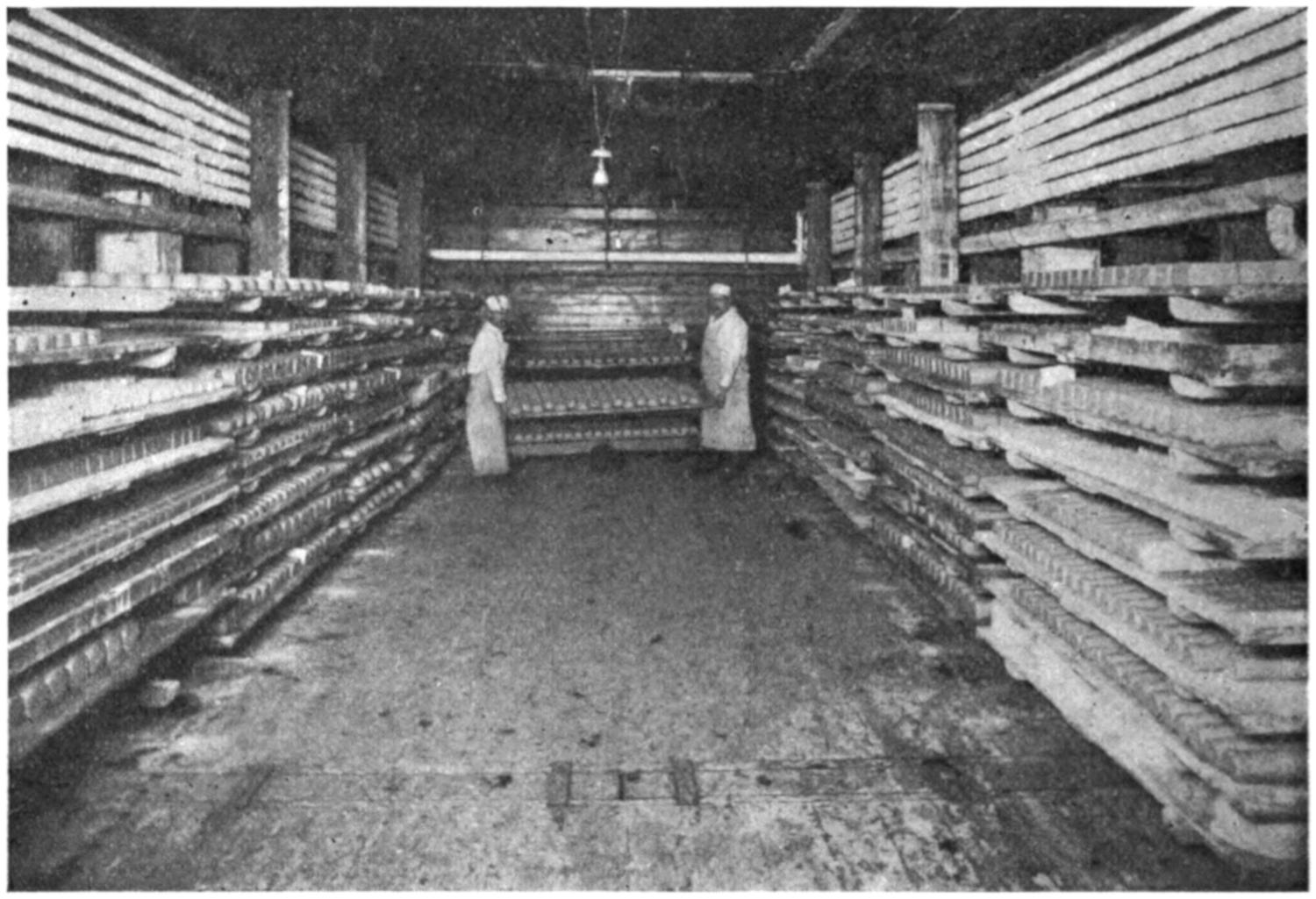
FIG. 169.—PRINT COOLER FOR BUTTERINE.
—The reader will understand that this is the particular point upon which federal restrictions have been placed, and the goods today cannot be colored except upon payment of a tax amounting to ten cents per pound. On uncolored goods the tax is one-quarter cent per pound. While the goods are equally as wholesome uncolored as colored, they are not as attractive and sales are proportionately curtailed.
After the different ingredients have been thoroughly agitated in the mixer, the proper or desired coloring matter is added an article manufactured especially for this purpose. From four to forty ounces to a batch of 100 pounds, according to the color and shade required, should be used.
[437]
—The following formulas show the amount of different ingredients used and cost of finished product at time tests were made. The first is a formula for high grade, then a formula for medium grade and lastly a formula for low grade butterine. The excess of yield over ingredients used shows amount of water absorbed:
FORMULA FOR AND COST OF HIGH GRADE BUTTERINE.
| Materials and quantities | Cost per lb. |
Total cost |
|
|---|---|---|---|
| 525 pounds No. 1 oleo oil | $0 | .0875 | $45.19 |
| 475 pounds No. 1 neutral lard | .08125 | 38.57 | |
| 50 gallons 30 per cent. cream | .42 | 30.24 | |
| 300 pounds creamery butter | .28 | 84.00 | |
| Labor and package | .01 | 15.00 | |
| Salt and color | ... | 1.00 | |
| Total | ... | $214.00 | |
| This will yield 1,500 lbs.; cost per lb., $0.1426. | |||
FORMULA FOR AND COST OF MEDIUM GRADE BUTTERINE.
| Materials and quantities | Cost per lb. |
Total cost |
|
|---|---|---|---|
| 525 pounds No. 1 oleo oil | $0 | .0875 | $45.19 |
| 475 pounds No. 1 neutral lard | .08125 | 38.57 | |
| 40 gallons 30 per cent. cream | .42 | 40.32 | |
| Labor and package | .01 | 12.00 | |
| Salt and color | ... | 1.00 | |
| Total | ... | $137.08 | |
| This will yield 1,200 lbs.; cost per lb., $0.1142. | |||
FORMULA FOR AND COST OF LOW GRADE BUTTERINE.
| Materials and quantities | Cost | Total cost |
||
|---|---|---|---|---|
| 350 pounds No. 2 oleo oil | $0 | .08 | per lb. | $28.00 |
| 250 pounds cotton seed oil | .04 | per lb. | 10.00 | |
| 450 pounds neutral lard | .08125 | per lb. | 36.54 | |
| 60 gallons 3¹⁄₂ per cent. milk | .12 | per gal. | 7.20 | |
| Labor and package | ... | 12.00 | ||
| Salt and color | ... | 1.00 | ||
| Total | ... | $94.74 | ||
| This will yield 1,200 lbs.; cost to produce and pack for shipment, $0.0789 per lb. |
||||
[438]
—The following table shows shrinkage and costs of different grades of butterine, these being compiled from actual tests. It shows the different quantities of water absorbed by the butterine at different temperatures and it is readily understood that the amount of water absorbed regulates the yield, although the more water that is absorbed the poorer the texture, so that, generally speaking, high yields are obtained by loss of texture and general character of the product. It will be seen at a glance that the higher the temperature of the water in the graining vat the greater the yield, and the lower the temperature of the water the less the yield, although the texture of the product is improved.
The high grade shrinks considerably less than the low grade. This is explained in two ways. First there is very little loss of cream in the high grade, because one-third of the entire quantity of cream used in butter fat, or solid matter. While in the low grade only one-sixth of the milk used is solid matter, and as the emulsion goes into the graining vat the milk is lost in the water. Furthermore, cotton seed oil being absent from the high grade quality, the mass retains more water, as cotton seed oil has little affinity for water at any temperature.
A less amount of salt was used in this particular test on the high grade on account of the presence of salt in creamery butter used in the formula. A careful perusal of the following table will prove interesting:
TEST SHOWING SHRINKAGE AND COST OF BUTTERINE.
| Butterine | Temp. water Fahr. |
Oleo oil lbs. wt. |
Neu- tral oil lbs. wt. |
Cot- ton seed oil lbs. wt. |
Milk lbs. wt. |
Cream lbs. wt. |
Cream- ery butter lbs. wt. |
Salt lbs. wt. |
Color oz. wt. |
Total lbs. wt. |
Yield lbs. wt. |
Shrink- age lbs. wt. |
Shrink- age per cent. |
Cost per 100 lbs. |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Low grade | 38° | 350 | 450 | 250 | 450 | ... | ... | 60 | 20 | 1560 | 1210 | 350 | .2243 | $7.82 |
| Low grade | 45° | 350 | 450 | 250 | 450 | ... | ... | 60 | 20 | 1560 | 1290 | 270 | .1730 | 7.36 |
| Medium high grade | 40° | 525 | 475 | ... | ... | 300 | ... | 60 | 20 | 1360 | 1294 | 66 | .0485 | 10.59 |
| High grade | 40° | 525 | 475 | ... | ... | 225 | 300 | 50 | 20 | 1575 | 1497 | 78 | .0495 | 14.29 |
[439]
Note the excessive shrinkage where weight of milk is taken into consideration with other ingredients used, the milk being lost in the chilling water and the flavor being retained. Where natural butter is used the shrinkage is much less. The computations can be made on prevailing prices.
[440]
Specifications for Boxes — Cooperage Specifications — Government Specifications for Packages — Refrigerator Boxes.
—Of the many supplies needed about a packing house, one of the most important is boxes into which the finished products are packed ready for shipment. Where they are used in such large numbers, it is very essential to have a box suitable for the products which will be packed into it without waste of room, sufficiently strong to withstand handling in transit and at the same time of minimum weight on account of freight charges.
The kind of lumber used for packing boxes varies in different localities. Cottonwood is the best and wherever available, should be used. The packing house industry has created a very important outlet for this otherwise almost worthless wood. It has no natural flavor and is very desirable for lard, butterine boxes, etc. It is used for making the small-sized packages into which lard is drawn direct instead of using pails or tubs. Boxes for these purposes are usually dovetailed and have a sliding cover. Where cottonwood is not available white pine is used, although in this case it is necessary to use thicker lumber, which as a consequence makes the boxes heavier. The following list gives the kind of boxes, inside measurements, thickness of lumber in the sides, top, bottom, ends and cleats, where necessary. The figures are applicable to cottonwood only:
[441]
| Contents | Remarks | Inside measurement in inches |
Thickness of lumber in inches |
Cleats | Width of cleats |
Box or crate | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Length | Width | Depth | Sides | Top and bottom |
Ends | |||||||||
| PORK PACKING BOXES. | ||||||||||||||
| 500 | lbs. English bellies | Two hardwood hoops | 34 | 22 | ¹⁄₂ | 22 | ¹⁄₂ | 1 | 1 | 1 | Outside | 1 × 3 | T. & G. Box | |
| 500 | lbs. English bellies | Two hardwood hoops | 33 | ¹⁄₂ | 22 | 23 | ¹⁄₂ | 1 | 1 | 1 | Outside | 1 × 3 | T. & G. Box | |
| 500 | lbs. English bellies | Two hardwood hoops | 35 | 22 | ¹⁄₂ | 21 | ¹⁄₂ | 1 | 1 | 1 | Outside | 1 × 3 | T. & G. Box | |
| 500 | lbs. hog hams | Two hardwood hoops | 28 | 25 | 22 | 1 | 1 | 1 | Outside | 1 × 3 | T. & G. Box | |||
| 500 | lbs. New York shoulders | Two hardwood hoops | 30 | 26 | 22 | ¹⁄₂ | 1 | 1 | 1 | Outside | 1 × 3 | T. & G. Box | ||
| 500 | lbs. dry salt fat backs | Two hardwood hoops | 28 | 22 | 28 | ¹⁄₂ | 1 | 1 | 1 | Outside | 1 × 3 | T. & G. Box | ||
| 500 | lbs. dry salt fat backs | Two hardwood hoops | 31 | 26 | 24 | 1 | 1 | 1 | Outside | 1 × 3 | T. & G. Box | |||
| 500 | lbs. dry salt fat backs | Two hardwood hoops | 28 | 24 | 27 | 1 | 1 | 1 | Outside | 1 × 3 | T. & G. Box | |||
| 500 | lbs. English bellies | Two hardwood hoops | 31 | 20 | ¹⁄₂ | 25 | ¹⁄₂ | 1 | 1 | 1 | Outside | 1 × 3 | T. & G. Box | |
| 500 | lbs. sweet pickle hams | Two hardwood hoops | 31 | 22 | 24 | ¹⁄₂ | 1 | 1 | 1 | Outside | 1 × 3 | T. & G. Box | ||
| 500 | lbs. sweet pickle hams | Two hardwood hoops | 26 | 24 | 24 | ¹⁄₂ | 1 | 1 | 1 | Outside | 1 × 3 | T. & G. Box | ||
| 500 | lbs. New York shoulders | Two hardwood hoops | 31 | 24 | 21 | 1 | 1 | 1 | Outside | 1 × 3 | T. & G. Box | |||
| 500 | lbs. dry salt fat backs | Two hardwood hoops | 34 | 24 | 22 | 1 | 1 | 1 | Outside | 1 × 3 | T. & G. Box | |||
| 500 | lbs. Manchester hams | Two hardwood hoops | 31 | 24 | 23 | 1 | 1 | 1 | Outside | 1 × 3 | T. & G. Box | |||
| 500 | lbs. dry salt and smkd mts | Two hardwood hoops | 30 | 21 | 20 | ⁵⁄₈ | ⁵⁄₈ | ⁷⁄₈ | Inside | ⁵⁄₈ × 2 | T. & G. Box | |||
| 150 | lbs. dry salt meats | Two hardwood hoops | 24 | 22 | 10 | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | Outside | ⁵⁄₈ × 2 | Box | |||
| 500 | lbs. hog fat backs | Two hardwood hoops | 32 | 22 | 27 | 1 | 1 | 1 | Outside | 1 × 3 | T. & G. Box | |||
| 100 | lbs. short clears | Two hardwood hoops | 30 | 20 | 8 | ³⁄₈ | ³⁄₈ | 1 | Outside | ⁵⁄₈ × 2 | Box | |||
| CANNING DEPARTMENT BOXES. | ||||||||||||||
| 24 | 2¹⁄₂-lb. cans ox tongues | One piece sides | 24 | ¹⁄₈ | 12 | ¹⁄₄ | 9 | ¹⁄₄ | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | None | ... | Box |
| 24 | 3-lb. cans ox tongues | One piece sides | 24 | ³⁄₈ | 12 | ¹⁄₄ | 10 | ¹⁄₄ | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | Outside | ⁵⁄₈ × 2 | Box |
| 6 | 6-lb. cans ox tongues | One piece sides | 18 | ¹⁄₄ | 12 | ¹⁄₄ | 6 | ¹⁄₂ | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | None | ... | Box |
| 12 | 6-lb. cans ox tongues | One piece sides | 18 | ¹⁄₄ | 12 | ¹⁄₄ | 13 | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | Outside | ⁵⁄₈ × 2 | Box | |
| 24 | ¹⁄₂-lb. cans ox tongues[442] | One piece sides | 17 | ¹⁄₈ | 8 | ⁵⁄₈ | 4 | ³⁄₄ | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | None | ... | Box |
| 6 | 6-lb. cans lunch tongues | One piece sides | 18 | ¹⁄₄ | 12 | 7 | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | None | ... | Box | ||
| 36 | 2-lb. cans roast beef | One piece sides | 17 | ³⁄₄ | 12 | ⁷⁄₈ | 13 | ¹⁄₄ | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | Outside | ⁵⁄₈ × 2 | Box |
| 48 | 1-lb. cans roast beef | One piece sides | 17 | ¹⁄₄ | 12 | ⁷⁄₈ | 9 | ³⁄₄ | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | None | ... | Box |
| 24 | 2-lb. cans English brawn | One piece sides | 16 | 8 | ⁷⁄₈ | 9 | ⁷⁄₈ | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | None | ... | Box | |
| 6 | 5-lb. cans chipped beef | Dove tailed | 10 | ¹⁄₂ | 7 | 3 | ¹⁄₂ | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | None | ... | Box | |
| 24 | ¹⁄₂-lb. cans Vienna sausage | Dove tailed | 11 | ³⁄₈ | 8 | ³⁄₄ | 6 | ¹⁄₄ | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | None | ... | Box |
| 24 | 1-lb. cans Vienna sausage | Dove tailed | 11 | ⁷⁄₈ | 9 | 9 | ¹⁄₈ | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | None | ... | Box | |
| 24 | ¹⁄₂-lb. cans veal loaf | Dove tailed | 16 | ¹⁄₂ | 9 | 3 | ³⁄₄ | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | None | ... | Box | |
| 24 | 1-lb. cans veal loaf | Dove tailed | 14 | ⁷⁄₈ | 10 | ³⁄₁₆ | 6 | ¹⁄₄ | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | None | ... | None |
| 24 | 1-lb. cans chipped beef | Dove tailed | 17 | ¹⁄₄ | 12 | ⁷⁄₈ | 5 | ¹⁄₂ | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | None | ... | Box |
| 24 | 2-lb. cans roast beef | Dove tailed | 16 | ¹⁄₂ | 11 | 12 | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | Outside | ⁵⁄₈ × 2 | Box | ||
| 24 | 2-lb. cans chipped beef | Government box, 2¹⁄₂-in. strap | 15 | ⁷⁄₈ | 9 | 11 | ¹⁄₂ | 1 | 1 | 1 | None | ... | Box | |
| 12 | 2-lb. cans roast beef | Government box | 16 | ¹⁄₂ | 11 | 5 | ⁷⁄₈ | 1 | 1 | 1 | None | ... | Box | |
| 6 | 14-lb. cans chipped beef | One piece sides | 24 | ¹⁄₂ | 13 | ¹⁄₈ | 14 | ⁵⁄₈ | ³⁄₈ | ⁷⁄₈ | None | ... | Box | |
| 24 | 2-lb. cans chipped beef | One piece sides | 16 | 8 | ⁷⁄₈ | 9 | ⁷⁄₈ | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | None | ... | Box | |
| 12 | 2-lb. cans chipped beef | One piece sides | 16 | 8 | ³⁄₄ | 5 | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | None | ... | Box | ||
| 24 | 1-lb. cans chipped beef | One piece sides | 13 | ¹⁄₄ | 13 | ¹⁄₂ | 4 | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | None | ... | Box | |
| 24 | 2-lb. cans tall roast beef | One piece sides | 17 | ³⁄₄ | 12 | ⁷⁄₈ | 9 | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | None | ... | Box | |
| 24 | 2-lb. cans flat roast beef | One piece sides | 22 | 11 | 8 | ³⁄₄ | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | None | ... | Box | ||
| 12 | 2-lb. cans flat roast beef | One piece sides | 16 | ¹⁄₂ | 11 | 5 | ⁷⁄₈ | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | None | ... | Box | |
| 48 | 1-lb. cans lunch tongue | One piece sides | 17 | ¹⁄₄ | 13 | 9 | ⁵⁄₈ | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | None | ... | Box | |
| 24 | 1-lb. cans lunch tongue | One piece sides | 17 | ¹⁄₄ | 12 | ⁷⁄₈ | 4 | ³⁄₄ | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | None | ... | Box |
| 48 | ¹⁄₄-lb. cans boneless ham | One piece sides | 15 | ³⁄₈ | 10 | ¹⁄₄ | 3 | ³⁄₄ | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | None | ... | Box |
| 24 | ¹⁄₂-lb. cans boneless ham | One piece sides | 12 | ¹⁄₄ | 9 | 4 | ³⁄₄ | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | None | ... | Box | |
| 24 | ¹⁄₄-lb. cans boneless ham | One piece sides | 10 | ¹⁄₄ | 7 | ³⁄₄ | 4 | ³⁄₄ | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | None | ... | Box |
| 12 | ¹⁄₄-lb. cans boneless ham[443] | One piece sides | 7 | ³⁄₄ | 5 | ¹⁄₈ | 3 | ³⁄₄ | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | None | ... | Box |
| 12 | 2-lb. cans chipped beef | One piece sides | 15 | ⁷⁄₈ | 9 | 5 | ⁷⁄₈ | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | None | ... | Box | |
| 48 | 1-lb. cans chipped beef | One piece sides | 17 | ³⁄₄ | 10 | ³⁄₈ | 8 | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | None | ... | Box | |
| 12 | 2-lb. cans roast beef | One piece sides | 17 | ³⁄₄ | 12 | ⁷⁄₈ | 4 | ¹⁄₂ | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | None | ... | Box |
| 24 | 1¹⁄₂-lb. cans ox tongues | One piece sides | 22 | 11 | 7 | ¹⁄₂ | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | None | ... | Box | ||
| 24 | 1³⁄₄-lb. cans roast beef | One piece sides | 22 | 11 | 8 | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | None | ... | Box | |||
| 12 | 6-lb. cans chipped beef | One piece sides | 18 | ¹⁄₄ | 12 | ¹⁄₄ | 12 | ³⁄₄ | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | Outside | ⁵⁄₈ × 2 | Box |
| SAUSAGE PACKING BOXES. | ||||||||||||||
| 25 | lbs. sausage | One ¹⁄₂-in. open space in sides | 18 | 12 | 6 | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | None | ... | Box | |||
| 30 | lbs. sausage | One ¹⁄₂-in. open space in sides | 18 | 12 | 7 | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | None | ... | Box | |||
| 50 | lbs. sausage | One ¹⁄₂-in. open space in sides | 19 | 15 | 8 | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | Inside | ⁵⁄₈ × 2 | Box | |||
| 60 | lbs. sausage | One ¹⁄₂-in. open space in sides | 19 | 15 | 10 | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | Inside | ⁵⁄₈ × 2 | Box | |||
| 75 | lbs. sausage | One ¹⁄₂-in. open space in sides | 23 | 17 | 9 | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | Inside | ⁵⁄₈ × 2 | Box | |||
| 4 | 10-lb. boxes Frankfurts | Two 2-in. pcs. sides, 3 2-in. top & btm. | 18 | ¹⁄₂ | 12 | ¹⁄₄ | 8 | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | None | ... | Crate | |
| 5 | lbs. boneless pigs feet | Dove tailed | 7 | ⁵⁄₈ | 5 | ¹⁄₄ | 3 | ⁵⁄₈ | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | None | ... | Box |
| 10 | lbs. boneless pigs feet | Dove tailed | 13 | 5 | ⁵⁄₈ | 4 | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | None | ... | Box | ||
| 25 | lbs. boneless pigs feet | Dove tailed | 26 | 11 | 4 | ¹⁄₂ | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | None | ... | Box | ||
| 15 | 1-lb. tin meat | Two 2-in. pcs. sds., 3 2-in. top & btm. | 13 | 13 | 6 | ³⁄₈ | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | None | ... | Crate | ||
| 15 | 2-lb. tin meat | Two 2-in. pcs. sds., 3 2-in. top & btm. | 26 | 13 | 6 | ³⁄₈ | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | None | ... | Box | ||
| 25 | 1-lb. tin meat | Two 2-in. pcs. sds., 3 2-in. top & btm. | 13 | 13 | 9 | ¹⁄₈ | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | None | ... | Box | ||
| 25 | 2-lb. tin meat | Two 2-in. pcs. sds., 3 2-in. top & btm. | 26 | 13 | 9 | ¹⁄₈ | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | None | ... | Box | ||
| 100 | lbs. summer sausage | ... | 28 | 17 | 10 | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | Inside | ⁵⁄₈ × 2 | Box | |||
| 100 | lbs. summer sausage[444] | ... | 23 | 17 | 12 | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | Inside | ⁵⁄₈ × 2 | Box | |||
| 12 | 1-lb. cans Bologna | Dove tailed | 16 | ³⁄₄ | 10 | ¹⁄₄ | 3 | ³⁄₄ | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | None | ... | Box |
| 6 | 1-lb. cans Bologna | Dove tailed | 16 | ³⁄₄ | 10 | ¹⁄₄ | 1 | ⁷⁄₈ | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | None | ... | Box |
| 6 | 10-lb. cans Frankfurts | One 1-in. open space in sides, two 2-in. open spaces in top & bottom | 27 | 12 | ¹⁄₂ | 8 | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | None | ... | Crate | ||
| 50 | lbs. boiled ham | One piece sides | 25 | 18 | 6 | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | None | ... | Box | |||
| 30 | lbs. sausage | One ¹⁄₂-in. open space in sides | 19 | 15 | 6 | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | None | ... | Box | |||
| 25 | lbs. Bologna | One ¹⁄₂-in. open space in sides | 15 | ¹⁄₂ | 9 | ¹⁄₂ | 6 | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | None | ... | Box | |
| 1 | 50-lb. can Bologna in oil | ... | 12 | ¹⁄₂ | 12 | ¹⁄₂ | 12 | ¹⁄₂ | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | None | ... | Box |
| 2 | 20-lb. can Bologna in oil | ... | 20 | 10 | 9 | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | None | ... | Box | |||
| 1 | 20-lb. can Bologna in oil | ... | 10 | 10 | 9 | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | None | ... | Box | |||
| LARD REFINERY BOXES. | ||||||||||||||
| 20 | 3-lb. pails | Three 2-in. strips, side, top & bottom | 25 | ⁷⁄₈ | 10 | ⁵⁄₈ | 10 | ⁷⁄₈ | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | Outside | ⁷⁄₈ × 1³⁄₄ | Crate |
| 12 | 5-lb. pails | Three 2-in. strips, side, top & bottom | 18 | ¹⁄₄ | 12 | ¹⁄₄ | 13 | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | Outside | ⁷⁄₈ × 1³⁄₄ | Crate | |
| 6 | 10-lb. pails | Three 2-in. strips, side, top & bottom | 22 | ⁵⁄₈ | 15 | ¹⁄₄ | 8 | ¹⁄₂ | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | Outside | ⁷⁄₈ × 1³⁄₄ | Crate |
| 4 | 20-lb. pails | Three 2-in. strips, side, top & bottom | 19 | ⁷⁄₈ | 19 | ⁷⁄₈ | 9 | ¹⁄₂ | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | Outside | ⁷⁄₈ × 1³⁄₄ | Crate |
| 1 | 50-lb. pail | Three 2-in. strips, side, top & bottom | 12 | ¹⁄₂ | 12 | ¹⁄₂ | 13 | ³⁄₄ | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | Outside | ⁷⁄₈ × 1³⁄₄ | Crate |
| 2 | 50-lb. pails | Three 2-in. strips, side, top & bottom | 26 | 12 | ¹⁄₂ | 13 | ³⁄₄ | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | Outside | ⁷⁄₈ × 1³⁄₄ | Crate | |
| 28 | lbs. net lard | Dove tailed | 13 | ⁵⁄₁₆ | 9 | ¹⁄₈ | 7 | ⁵⁄₈ | ⁵⁄₁₆ | ⁵⁄₁₆ | ¹⁄₂ | None | ... | Box |
| 56 | lbs. net lard | Dove tailed | 18 | ¹⁄₈ | 13 | ⁷⁄₁₆ | 7 | ³⁄₄ | ¹⁄₂ | ¹⁄₂ | ¹⁄₂ | None | ... | Box |
| 6 | 10-lb. pails | Two ³⁄₄-in. iron straps | 22 | ⁵⁄₈ | 15 | ¹⁄₄ | 8 | ¹⁄₄ | ⁵⁄₈ | ⁵⁄₈ | ⁷⁄₈ | Inside | Cor’r | Box |
| 12 | 5-lb. pails | Two ³⁄₄-in. iron straps | 18 | ¹⁄₄ | 12 | ¹⁄₄ | 13 | ⁵⁄₈ | ⁵⁄₈ | ⁷⁄₈ | Inside | Cor’r | Box | |
| 20 | 5-lb. pails | Two ³⁄₄-in. iron straps | 30 | 12 | ¹⁄₄ | 13 | ³⁄₄ | ³⁄₄ | ⁷⁄₈ | Inside | Cor’r | Box | ||
| 10 | 10-lb. pails[445] | Two ³⁄₄-in. iron straps | 38 | 15 | ¹⁄₂ | 8 | ¹⁄₂ | ³⁄₄ | ³⁄₄ | ⁷⁄₈ | Inside | Cor’r | Box | |
| 20 | 5-lb. pails (Cuban trade) | Two ³⁄₄-in. iron straps | 31 | ¹⁄₂ | 13 | 12 | ¹⁄₂ | ⁵⁄₈ | ⁵⁄₈ | ⁷⁄₈ | Inside | Cor’r | Box | |
| 10 | 10-lb. pails (Cuban trade) | Two ³⁄₄-in. iron straps | 41 | 16 | ¹⁄₂ | 7 | ⁵⁄₈ | ⁵⁄₈ | ⁷⁄₈ | Inside | Cor’r | Box | ||
| 4 | 25-lb. pails | Two ³⁄₄-in. iron straps | 20 | ¹⁄₄ | 20 | ¹⁄₄ | 11 | ¹⁄₈ | ⁵⁄₈ | ⁵⁄₈ | ⁷⁄₈ | Inside | Cor’r | Box |
| SMOKED MEAT BOXES. | ||||||||||||||
| 25 | lbs. bacon | ... | 22 | 12 | 7 | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | None | ... | Box | |||
| 50 | lbs. bacon | ... | 23 | 17 | 7 | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | None | ... | Box | |||
| 50 | lbs. shoulder | ... | 18 | 15 | 11 | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | Inside | ⁵⁄₈ × 2 | Box | |||
| 75 | lbs. bacon | ... | 23 | 17 | 11 | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | Inside | ⁵⁄₈ × 2 | Box | |||
| 15 | lbs. bacon | ... | 20 | 8 | 5 | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | None | ... | Box | |||
| 100 | lbs. canvased meats | One 1-inch open space in sides, tops and bottoms | 23 | 17 | 13 | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | Inside | ⁵⁄₈ × 2 | Crate | |||
| 15 | lbs. shoulder and bacon | ... | 19 | 10 | 5 | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | None | ... | Box | |||
| 150 | lbs. bacon | Two hardwood hoops | 24 | 22 | 14 | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | Inside | ⁷⁄₈ × 2 | Box | |||
| 200 | lbs. bacon | Two hardwood hoops | 30 | 21 | 14 | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | Inside | ⁷⁄₈ × 2 | Box | |||
| 250 | lbs. bacon | Two hardwood hoops | 30 | 21 | 17 | ⁵⁄₈ | ⁵⁄₈ | ⁷⁄₈ | Inside | ⁷⁄₈ × 2 | Box | |||
| 100 | lbs. bacon | Two hardwood hoops | 22 | ¹⁄₂ | 17 | 13 | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | Inside | ⁷⁄₈ × 2 | Box | ||
| BEEF CUTTING, OFFAL AND FREEZER BOXES. | ||||||||||||||
| Loin butts | ... | 28 | 12 | 6 | ¹⁄₂ | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | None | ... | Box | |||
| Loin strips | ... | 29 | 19 | 4 | ¹⁄₂ | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | None | ... | Box | |||
| Beef tenderloins[446] | ... | 29 | ¹⁄₂ | 13 | 4 | ¹⁄₂ | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | None | ... | Box | ||
| Beef rolls | ... | 29 | 19 | 4 | ¹⁄₂ | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | None | ... | Box | |||
| Beef kidneys | ... | 16 | 9 | 5 | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | None | ... | Box | ||||
| Beef livers and beef knobs | ... | 24 | ¹⁄₂ | 16 | 12 | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | Inside | ⁷⁄₈ × 2 | Box | |||
| Ox tails | ... | 24 | ¹⁄₂ | 15 | 8 | ⁵⁄₈ | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | None | ... | Box | ||
| 20 | pcs. plucks and hog livers | ... | 29 | ¹⁄₂ | 13 | 5 | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | None | ... | Box | ||
| Small ox tongues | ... | 28 | 14 | 8 | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | None | ... | Box | ||||
| 5 | lbs. hog brains | ... | 12 | ³⁄₄ | 11 | ¹⁄₂ | 1 | ¹⁄₂ | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | None | ... | Box |
| 15 | pieces sheep plucks | ... | 24 | 13 | 5 | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | None | ... | Box | |||
| 10 | lbs. beef brains | ... | 12 | ³⁄₄ | 11 | ¹⁄₂ | 2 | ¹⁄₂ | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | None | ... | Box |
| 5 | lbs. beef brains | ... | 12 | ³⁄₄ | 9 | 2 | ¹⁄₄ | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | None | ... | Box | |
| 100 | pieces lamb tongues | ... | 28 | 12 | 3 | ¹⁄₂ | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | None | ... | Box | ||
| 200 | lbs. ice case | 3-in. ice space on sides and bottom | 32 | 24 | 16 | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | Inside | ⁷⁄₈ × 2 | T. & G. Box | |||
| 100 | lbs. ice case | 3-in. ice space on sides and bottom | 28 | 18 | 14 | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | Inside | ⁷⁄₈ × 2 | T. & G. Box | |||
| 150 | lbs. ice case | 3-in. ice space on sides and bottom | 28 | 21 | 14 | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | Inside | ⁷⁄₈ × 2 | T. & G. Box | |||
| 12 | pieces sheep plucks | ... | 22 | 13 | 5 | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | None | ... | Box | |||
| 80 | lbs. brains ice case | 3-in. ice space on sides and bottom | 25 | ¹⁄₂ | 24 | ¹⁄₂ | 17 | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | Inside | ⁷⁄₈ × 2 | T. & G. Box | |
| Large ox tongues | ... | 28 | 14 | 9 | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | None | ... | Box | ||||
| 50 | pieces lambs tongues | ... | 14 | 12 | 3 | ¹⁄₂ | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | None | ... | Box | ||
| 5 | lbs. hog brains iced | ... | 19 | 11 | ¹⁄₂ | 1 | ¹⁄₂ | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | None | ... | Box | |
| FRESH PORK PACKING BOXES. | ||||||||||||||
| 50 | lbs. short pork loins[447] | One 1-in. open space in sides, two in top and bottom | 26 | 12 | ¹⁄₂ | 7 | ¹⁄₂ | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | Inside | ⁵⁄₈ × 2 | Crate | |
| 50 | lbs. regular pork loins | One 1-in. open space in sides, two in top and bottom | 29 | 12 | ¹⁄₂ | 7 | ¹⁄₂ | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | Inside | ⁵⁄₈ × 2 | Crate | |
| 50 | lbs. long cut pork loins | One 1-in. open space in sides, two in top and bottom | 34 | 12 | ¹⁄₂ | 7 | ¹⁄₂ | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | Inside | ⁵⁄₈ × 2 | Crate | |
| 100 | lbs. pork loins | Two 1-in. open spaces in sides, two in top and bottom | 29 | 14 | 12 | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | Inside | ⁵⁄₈ × 2 | Crate | |||
| 50 | lbs. export ham butts | One 1-in. open space with runner on sides, two same, with runner on btm | 29 | 12 | ¹⁄₂ | 6 | ¹⁄₂ | ⁵⁄₈ | ⁵⁄₈ | ⁷⁄₈ | Inside | ⁷⁄₈ × 2 | Crate | |
| 50 | lbs. export pork loins | One 1-in. open space with runner on sides, two same, with runner on btm | 29 | 12 | ¹⁄₂ | 7 | ⁵⁄₈ | ⁵⁄₈ | ⁷⁄₈ | Inside | ⁷⁄₈ × 2 | Crate | ||
| 100 | lbs. pork shoulder | Three 1-in. open spaces in bottom and top and two 1-in. on sides | 25 | 18 | 11 | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | Inside | ⁵⁄₈ × 2 | Crate | |||
| 100 | lbs. pork loin ice case | 3-in. space for ice inside bottom of box with rack | 29 | 12 | ¹⁄₂ | 10 | ¹⁄₂ | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | Inside | ⁵⁄₈ × 2 | Box | |
| 50 | lbs. shoulder ice case | 3-in. space for ice inside bottom of box with rack | 18 | 15 | 12 | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | Inside | ⁵⁄₈ × 2 | Box | |||
| 100 | lbs. shoulder ice case | 3-in. space for ice inside bottom of box with rack | 25 | 18 | 14 | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | Inside | ⁵⁄₈ × 2 | Box | |||
| 100 | lbs. pork ice case | 3-in. space for ice inside bottom of box with rack | 29 | 14 | 14 | ³⁄₈ | ³⁄₈ | ⁷⁄₈ | Inside | ⁵⁄₈ × 2 | Box | |||
| 25 | lbs. butt ice case | 3-in. space for ice inside bottom of box with rack | 22 | 12 | 9 | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | Inside | ⁵⁄₈ × 2 | Box | |||
| 25 | lbs. pork loins | 1-in. open space in sides | 28 | 8 | 6 | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | None | ... | Crate | |||
| 50 | lbs. pork loins | ... | 29 | 12 | ¹⁄₂ | 7 | ¹⁄₂ | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | Inside | ⁵⁄₈ × 2 | Box | |
| 100 | lbs. pork loins | ... | 29 | 14 | 12 | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | Inside | ⁵⁄₈ × 2 | Box | |||
| 100 | lbs. pork shoulder | ... | 25 | 18 | 11 | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | Inside | ⁵⁄₈ × 2 | Box | |||
| 50 | lbs. pork shoulder[448] | Tight | 18 | 15 | 9 | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | Inside | ⁵⁄₈ × 2 | Box | |||
| 50 | lbs. pork shoulder | One 1-in. open space in sides and two 1-in. in top and bottom | 18 | 15 | 9 | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | Inside | ⁵⁄₈ × 2 | Box | |||
| DRY SALT AND SWEET PICKLE PORK PACKING BOXES. | ||||||||||||||
| 500 | lbs. export hams | Two hardwood hoops | 28 | 23 | 24 | 1 | 1 | 1 | Outside | 1 × 3 | T. & G. Box | |||
| 500 | lbs. export bellies | Two hardwood hoops | 32 | 20 | ¹⁄₂ | 23 | ¹⁄₂ | 1 | 1 | 1 | Outside | 1 × 3 | T. & G. Box | |
| 500 | lbs. export bellies | Two hardwood hoops | 33 | 22 | ¹⁄₂ | 24 | 1 | 1 | 1 | Outside | 1 × 3 | T. & G. Box | ||
| 500 | lbs. dry salt fat backs | Two hardwood hoops | 31 | 27 | 23 | 1 | 1 | 1 | Outside | 1 × 3 | T. & G. Box | |||
| 500 | lbs. dry salt fat backs | Two hardwood hoops | 34 | 24 | 24 | 1 | 1 | 1 | Outside | 1 × 3 | T. & G. Box | |||
| 500 | lbs. export Cumberlands | Two hardwood hoops | 32 | 21 | 28 | 1 | 1 | 1 | Outside | 1 × 3 | T. & G. Box | |||
| 500 | lbs. export Cumberlands | Two hardwood hoops | 30 | 18 | 34 | 1 | 1 | 1 | Outside | 1 × 3 | T. & G. Box | |||
| 500 | lbs. export Cumberlands | Two hardwood hoops | 28 | 18 | 37 | 1 | 1 | 1 | Outside | 1 × 3 | T. & G. Box | |||
| 500 | lbs. export Cumberlands | Two hardwood hoops | 26 | 18 | 39 | 1 | 1 | 1 | Outside | 1 × 3 | T. & G. Box | |||
| 250 | lbs. fat backs | Two hardwood hoops | 32 | 21 | 14 | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | Outside | ⁵⁄₈ × 2 | T. & G. Box | |||
| 200 | lbs. fat backs | Two hardwood hoops | 27 | 24 | 12 | ⁵⁄₈ | ⁵⁄₈ | ⁷⁄₈ | Outside | ⁷⁄₈ × 2 | T. & G. Box | |||
| 100 | lbs. fat backs | Two hardwood hoops | 26 | 14 | 14 | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | Outside | ⁵⁄₈ × 2 | T. & G. Box | |||
| 50 | lbs. fat backs | Two hardwood hoops | 26 | 14 | 7 | ³⁄₈ | ³⁄₈ | ⁵⁄₈ | None | ... | T. & G. Box | |||
| 500 | lbs. Cumberlands | Two hardwood hoops | 34 | 17 | 41 | 1 | 1 | 1 | Outside | 1 × 3 | T. & G. Box | |||
| 500 | lbs. long ribs | Two hardwood hoops | 26 | 25 | 23 | ¹⁄₂ | 1 | 1 | 1 | Outside | 1 × 3 | T. & G. Box | ||
| 500 | lbs. English bellies | Two hardwood hoops | 34 | 20 | 22 | 1 | 1 | 1 | Outside | 1 × 3 | T. & G. Box | |||
| 500 | lbs. English bellies | Two hardwood hoops | 33 | 22 | ¹⁄₂ | 23 | 1 | 1 | 1 | Outside | 1 × 3 | T. & G. Box | ||
| 500 | lbs. fat backs | Two hardwood hoops | 28 | 26 | 23 | 1 | 1 | 1 | Outside | 1 × 3 | T. & G. Box | |||
| 500 | lbs. fat backs | Two hardwood hoops | 35 | 22 | ¹⁄₂ | 20 | 1 | 1 | 1 | Outside | 1 × 3 | T. & G. Box | ||
| 500 | lbs. English bellies | Two hardwood hoops | 32 | ¹⁄₂ | 22 | 24 | ¹⁄₂ | 1 | 1 | 1 | Outside | 1 × 3 | T. & G. Box | |
[449]
—The following specifications will serve for all kinds of cooperage used throughout a packing house and makes a very satisfactory package for the different requirements:
SIX-HOOP NO. 1 TIERCES.
Staves 33³⁄₄ inches long
Heads 20¹⁄₄ inches wide
Bilge 79¹⁄₂ inches circumference
Chime ⁷⁄₈ inch
Six iron hoops.
Head hoops 1³⁄₄ inches wide, No. 18 iron
Quarter hoops 1¹⁄₂ inches wide, No. 19 iron
Bilge hoops 1³⁄₄ inches wide, No. 18 iron
Heads ⁷⁄₈ inch thick
Staves ³⁄₄ inch thick
WOOD-BOUND BEEF TIERCES.
Staves 33³⁄₄ inches long
Heads 20¹⁄₄ inches wide
Bilge 79¹⁄₂ inches circumference
Chime 1¹⁄₈ inches
Hoops: First wooden hoop on bilge; then one iron hoop; then five wooden hoops; then one iron hoop; then one chime hoop on each end.
Staves ³⁄₄ inch
Heads ⁷⁄₈ inch
LARD TIERCES.
Staves 33¹⁄₂ inches long
Heads 20¹⁄₄ inches wide
Bilge 79¹⁄₂ inches circumference
Chime 1¹⁄₈ inches
Two-thirds of the tierce to be covered with wooden hoops for prime steam lard.
Staves ³⁄₄ inch
Heads ⁷⁄₈ inch
EIGHT-HOOP TIERCES.
Same specifications as six-hoop tierces, with two more hoops on, that is, one additional hoop on each end, 1¹⁄₂ inches wide. No. 19 iron used for prime steam and export refined lard, two weights for latter; on tierce weighing seventy-seven pounds, figure 17 per cent tare; on tierce weighing seventy-two pounds, figure 16 per cent tare.
IRON-BOUND OAK PORK BARRELS.
Staves 30 inches long by ⁵⁄₈ inch thick
Heads 17¹⁄₂ inches wide by ⁷⁄₈ inch thick
Bilge 69 inches circumference
Chime 1 inch
Six iron hoops, No. 18 iron.
Head hoops 1¹⁄₂ inches
Quarter hoops 1¹⁄₄ inches
Bilge hoops 1¹⁄₂ inches
[450]
WOOD-BOUND OAK PORK BARRELS.
Just the same as iron-hoop pork barrels, but covered with wooden hoops—no iron hoops—in two and four series.
ASH PORK BARRELS.
Same specifications as iron-bound pork barrels put up bound with both wood and iron, wood being most expensive.
BASSWOOD LARD EXPORT HALF BARRELS.
Staves 22 inches by ⁷⁄₁₆ inch
Head 14³⁄₄ inches wide by ¹⁄₂ inch thick
Bilge 56 inches circumference
Three wooden hoops on bilge, then one-quarter hoop, then one iron collar hoop (No. 20 iron, 1 inch wide), then one wood chime hoop at each end.
WOOD-BOUND BASSWOOD TIERCES FOR EXPORT CASINGS.
Staves 36 inches long by ³⁄₄ inches thick
Head 22¹⁄₄ inches wide by ⁷⁄₈ inch thick
Bilge 86 inches in circumference
Chime 1¹⁄₈ inches
One head; one bilge hoop of No. 18 iron, 1³⁄₄ inches wide; one quarter hoop, 1¹⁄₂ inches wide, No. 18 iron, at each end; one chime hoop 1³⁄₄ inches wide No. 18 iron; balance, wooden hoops.
NO. 19 SLACK BARRELS.
Staves 30 inches long
Head 18 inches wide
Bilge 75 inches in diameter
Three patent wooden hoops on each end.
SLACK TIERCES FOR STEARINE.
Staves 35 inches long
Heads 23³⁄₄ inches wide
Bilge 89¹⁄₂ inches
Chime ³⁄₄ inch
Two patent wood hoops on each end, and two on each bilge.
WOOD-BOUND HOG BUNG TIERCES.
Staves 31 inches by ³⁄₄ inch
Heads 20¹⁄₄ inches by ⁷⁄₈ inch
Bilge 79¹⁄₂ inches in circumference
Chime 1¹⁄₄ inches
Two iron collar hoops (No. 18 iron, 1¹⁄₂ inches wide); twelve wooden chime hoops.
EIGHTY-POUND PIGS FEET PACKAGE MADE OF WHITE PINE AND BIRCH.
Staves 19³⁄₄ inches long
Heads 1¹⁄₄ inches wide
Bilge 49 inches
Chime ³⁄₄ inch
Three wooden hoops on each bilge and three on each head.
FORTY-POUND QUARTER BARREL PACKAGE MADE OF WHITE PINE OR BIRCH, FOR PIGS FEET, TRIPE AND OTHER OFFAL.
Staves 17 inches long
Heads 10⁵⁄₈ inches wide
Bilge 38¹⁄₂ inches
Chime ⁷⁄₈ inch
Two head hoops and two bilge hoops of wood each end.
[451]
—The following are the government specifications for packages containing pork or beef:
The packages must be made entirely new and of the best seasoned heart-of-white oak staves and headings: The staves shall not be less than ⁵⁄₈-inch thick and the headings not less than ³⁄₄-inch thick. They shall be three-quarter hooped over, including galvanized iron hoops with the best hickory hoops, and each one-half barrel shall have on it four galvanized iron hoops; one of 1¹⁄₄ inches in width to each bilge and one of 1¹⁄₈ inches in width on each chime, and each shall be ¹⁄₁₆-inch thick.
Each half barrel shall have a capacity of sixteen gallons and must be branded, if it contains beef, by burning on its head “Navy Beef,” name of the contractor, name of packer’s brand, and on the bung stave, the letter “P.”
—In the shipping of fresh meats which are to be sent by express, or where small quantities are sent in insufficient amounts to warrant the use of a car, thousands of refrigerator boxes are used. In such cases a good refrigerator box is made necessary in the handling of the product to the trade—a box that will stand the abuse, wear and tear in shipping and at the same time one that is not excessively heavy, adding unnecessarily to the express charges. The dimensions given below are for wooden boxes which are generally made of 1-inch clear pine lumber, the corners being securely fastened with angle iron, or with heavy galvanized iron, and the covers put on with specially strong hinges as the boxes meet with a great deal of hard usage and when filled must necessarily be strong in order to withstand the jar and strain.
A galvanized iron box containing the meat is placed inside of the wooden box, leaving about two inches of space around it and four inches of space on top. The meat to be shipped is packed tightly into the galvanized iron box, which is then placed in the wooden box and the space around the sides and top filled with crushed ice. In this condition meat will keep fresh in hot weather for from thirty-six to forty-eight hours under ordinary conditions.
[452]
The following dimensions are those generally in use for the different sized wooden boxes enumerated:
| Capacity | Inside measure, inches |
|||||||
|---|---|---|---|---|---|---|---|---|
| 50 | pounds | 26 | × | 16 | ¹⁄₂ | × | 9 | |
| 100 | pounds | 24 | × | 18 | × | 14 | ||
| 100 | pounds | 26 | × | 18 | × | 13 | ||
| 200 | pounds | 34 | × | 18 | × | 18 | ¹⁄₂ | |
| 200 | pounds | 34 | × | 20 | × | 16 | ||
| 300 | pounds | 38 | × | 24 | × | 19 | ||
| 500 | pounds | 42 | × | 28 | × | 18 | ¹⁄₂ | |
[453]
Departmental Accounting — Expense Accounts — Departments — Purchases — Inventories — Store Accounts — Labor Charged to Departments and Sub-Divisions — General Principles.
—The large packing houses are usually operated on a departmental basis, so that monthly or yearly, a balance can be drawn off showing the profit and loss of each department. There is a great advantage in handling a large business in this manner, for it is probable that while in the aggregate the house is making money, there might be departments that are losing money continuously without being detected unless each one is put on an individual basis.
Each department is made a separate business carrying its proportion of the divisible expenses, buying the raw product and supplies going into the manufacture and receiving credit for all sales effected in the same manner as if owned by an individual and the business conducted at some remote point. The raw material transferred from one department to another is charged. At the end of each period, or weekly, those in charge, put a price on all the different products transferred from one department to another, generally using the market price which could be obtained if sold outside.
This method of analysis frequently shows that the department has lost money. It may develop that some other manufacturer has developed a field wherein he can pay a price for the raw product in excess of its value as used in the department and that it should be sold for cash rather than to use it for manufacturing purposes.
[454]
—There are a number of expense accounts that are borne upon an allocation, that is, apportioned among several departments, perhaps by percentage of sales, units in use, tonnage or other means devised by the ingenuity of the accountant, all with a view to an equitable division. These embrace, for example, Steam-Expense, which, as its name implies, is the cost of producing steam subdivided into four general uses,—cooking, power, lighting and refrigerating. Each made up of all items going into its cost. This provides a total of four items.
Administrative or Executive Expenses embrace the cost of office, telegraph, telephone, stationery, printing, advertising, insurance, interest and all other items of general expense. There are also some general plant expenses that are itemized for other purposes that may be included in this ledger account, or divided upon some basis and charged to the departmental ledger account.
—The parent products are cattle, sheep and hogs. These are subdivided into accounts about as follows:
| Cattle. | Hogs. | Sheep. |
|---|---|---|
| Beef | Fresh Pork | Mutton |
| Hides | Sweet Pickle | Skins |
| Oleo | Dry Salt | |
| Casings | Lard Refining | |
| Tallow | Sausage | |
| Fertilizer | Smoke House | |
| Bones | ||
| Tongue | ||
| Tripe and Pigs Feet | ||
| Beef Cutting | ||
| Beef Cellars | ||
| Veal |
Where one subdivision, such as Tongue, embraces several kinds of products, like sheep, beef and pork, it is operated as one department and not further sub-divided. Usually the outside departments are separated so that the departmental results are ascertainable. The divisions are carried on indefinitely depending upon the size of the business.
—All purchases of every nature that can be charged directly so are distributed from purchase vouchers. The departmental manager and foreman have a direct interest in these and usually look out for all supplies and like expense items.
[455]
—An actual physical inventory is taken at the terminating date of each month or period, making a record of the items of every nature on hand that is a liquid asset and not usually including interests which are charged off as an item of expense.
—To avoid duplication of purchases of material used, it is usual to have a general store in which these are carried and dispersed to operating departments on order. This store account usually includes the distribution of mechanical labor, such as pipe fitters, carpenters, machinists and labor of similar classes, being charged out to the department requiring their services.
—Plant labor is a large item of the expense of manufacture and one that is controllable within measure by the management. There are certain standards of divisions recognized by practice and for such departments if the business be large it is well to have a weekly analysis and a cost per unit developed. For a lesser business, monthly will serve. This expense item keeps the departmental men on the alert and serve as a basis of distribution of labor for departmental ledger purposes.
A system of labor classification is as follows:
(1) Cattle Yards.—All labor in the care of cattle from arrival at plant, and delivering into knocking pens.
Includes expense items of caring for cattle, cleaning pens, troughs, feeding and driving.
(2) Cattle Killing.—All labor on handling cattle from pens and delivering dressed beef to coolers.
Includes all labor expense beginning with knocking cattle and all items of labor involved in the dressing of cattle and all the disposal of parts, as follows:
Hides dropped on floor ready for inspection.
Beef completely dressed, washed, weighed and delivered in the cooler department.
Casings, the gut sets delivered on floor ready for collection or passed to chute.
Tallow fats pulled from animal ready for disposal by rough tallow gang.
[456]
Heads and feet delivered on floor ready for picking up by rough tallow gang.
Blood passing to reservoir ready for pumping or flowing to fertilizer department.
The killing of cattle cost shall include all labor for washing premises, grinding choppers, filing saws, or mechanic in charge of machinery and equipment other than breakdowns or repairs.
(3) Rough Tallow Department.—Heads, taken from Killing Department, delivery constituting separation from the animal. Perform all labor of separating heads into various parts and delivery to the receiving department of fats, horns, meats, bones, tongues, all meat parts, washed and in proper merchantable or manufacturing condition.
Feet, the picking up of feet and deliver to bone department.
Casing, the delivery of the gut sets to the casing department upon the bench where the casings are cleaned and removed.
Fats, the collection of all fats from killing floor, casing department or where produced and the delivery to the oleo oil or tallow departments.
Paunches, etc., the opening, cleaning and disposal of paunches, reeds, tripe in all their parts.
Plucks, the collection of the heart, liver, lungs and the separation into fats, refuse or meats and the disposal of the parts.
(4) Coolers.—Include expense of chilling beef in chill rooms, spreading for chilling, receiving, chilling and caring for small meats and the labor of packing and shipping to manufacturing departments.
Includes sorting, tagging and loading in cases or on wagons or delivery to cutting department.
(5) Casing Department.—The expense of removing casing from the entrails and the complete manufacture of rounds, middles, bungs, weasands and bladders whether salted or blown or dried. Complete manufacture includes all work up to and placing in packages and shipping.
[457]
(6) Hides.—The labor involved in taking hides from floor where dropped, inspecting, fleshing, splitting ears, washing, dipping, draining, salting and curing. The taking up, packing, loading and delivery to car, conveyance for shipment.
(7) Bone Department.—Includes all labor in manufacturing bone products such as horns, hoofs, manufacturing, bone grinding, bone and neatsfoot oils. The collecting and drying of pizzles and sinews, manufacture includes the packing and shipping of all products.
Per ton handled. Sum of weight received and weight shipped.
(8) Oleo Department.—The expense for manipulating raw fat to make oil, stearin, tierce, pack and ship. Fat is considered as delivered to oleo department when placed in chilling or washing vats. Includes cooperage work occurring in oleo department. The skimming of all catch basins connected with and a part of the oleo department.
(9) Tallow.—Labor for inspecting, products, filling tanks, cooking, pressing and all other work involved in making tallow or grease. Tallow to be tierced for shipment includes all labor for skimming catch basins and collecting the fats.
(10) Fertilizer Department.—The collection of tank water and the care including evaporation and returning of skimmed grease to rendering department. The drying, storing, grinding, packing and shipping of tankage. The collection, cooking, pressing, drying, screening, bagging and shipping of blood.
(11) Hog Killing.—All expense involved in dressing pigs from their receipt in yards to delivery in chill rooms. Including any attention in pens, cleaning pens.
The dressing of pigs completely, including the disposal and disposition of all offal and the delivery of separated offal to rendering tanks or to chill rooms. Include all labor, cleaning department, utensils and equipment. At times this department is separated into a dressing department which performs all labor incidental to dressing the hog, all labor on the heads and entrails being separated into another item.
(12) Hog Cutting.—To begin with the receipt of pigs at cooler. To cut pigs into various parts and dispose of said parts. Sausage department, lard refinery, rendering department[458] or to curing cellars. Includes packing of any and all cut meats for disposal for sale.
(13) Pork Trimming Room.—This department takes the fats as delivered to them by the hog cutting gang, performs the trimming and assorting of same, delivering the lean trimmings to the sausage or curing departments, and the bones or fat to the lard tanks.
(14) Curing Cellars.—The expense for curing, salting, boxing and packing meats, being all labor of every nature involved on the receipt from cutting department to its disposal, as a finished product.
Includes unloading supplies and boxes. Includes all overhauling and any labor involved in curing processes. This department is usually divided into sweet pickle and dry salt sections upon the basis of the meat handled by each—but operated entirely separate.
(15) Sausage Department.—Expense for manufacturing sausage in all its work from receipt of green meat to its saleable condition boxed, and shipped. Includes smoking, boiled ham, work. This department is at times divided into a manufacturing and shipping department, in which case the manufactured goods are delivered to the packing room.
(16) Lard Refining.—The expense for handling processing, manufacturing, packing and shipping lard, including all labor used on receipt and care for supplies.
(17) Smoke House.—The soaking, washing, scrubbing, smoking, inspecting, packing and shipping of all meats, care of houses and all supplies.
(18) Tripe and Pig Feet.—The receiving of raw tripe from the rough tallow gang, washed ready for use. The cleaning, curing, packing, shipping, pig feet as cut from ham or shoulder and their complete manufacture ready for shipment.
(19) Beef Curing.—This department takes products as delivered to it, curing and loading same or delivering to next department. The cleaning of ox lips is charged to this department. Also against tongue department for curing, packing and loading tongues.
(20) Sheep Killing.—To be the complete expense for dressing sheep from their receipt in the pens to delivery to chill[459] rooms; including all occupations, necessary thereto except the disposal of sheep offal and sheep by meats.
(21) Sheep Tallow.—All labor on sheep other than that described in the preceding paragraph, including disposal to manufacturing departments of all parts and of all meats to the chill rooms. Involving all work on sheep offal other than sheep casing.
—The following items describe the intent of the instructions.
(22) Delivery.—Constituted by trucking the product into the department and unloading the trucks or in case mechanical means such as conveyors are provided for delivering from one department to another, delivery is constituted by placing in the conveyor leading to the department.
(23) Cleaning.—Each department is to keep clean the premises, utensils and equipment used by it in the operating or manufacture.
(24) Supplies.—Each department is to receive, unload, care for, and be responsible for all packages, such as wrappings, tins, boxes, bags, kits, barrels, tierces, or casks, used for filling with product produced in that department.
(25) Shipping or Loading.—The item of shipping or loading expense shall be borne by the respective producing departments, upon a pro rata basis.
(26) Returned Utensils.—Any department using a vehicle for the delivering of the product to another department shall take the vehicle, truck or car back to the originating department.
(27) Cleaning and Icing Cars.—This department includes all labor of cleaning and icing cars and hooking up same for beef loading. The cleaning of refrigerator boxes being done by this department, a transfer is made against the departments using same on the basis obtained from the relative number of boxes used in each department.
(28) Steam Expense.—The total labor, cost for taking coal from quantity store alongside boiler room, to and firing boilers and disposal of ash. Includes all boiler cleaning, conveyor attention and labor connected with pumps on water connected[460] with the making of steam. Expense of transportation from ship not included. Expense per ton fuel burned.
(29) Power Expense.—All labor for engineers, engine watch, oilers, janitors, pumpmen, ammonia or brine piping tenders, electricians or other labor attendant to or used in the production of electrical power, refrigeration, water production on pumping of water or brine.
(30) Repair Department.—Machinery. In this item are to be included all expense for wages for machinists, blacksmiths, pipe fitters, tin smiths and workers in metal, performing work for repairs for operating departments.
(31) Carpentry.—In this item, shall be included wages for all carpenters or wood workers and their helpers used in performing work for repairs for operating departments.
(33) Laborers.—Under this class shall be included the wages of all employes other than those named in the two preceding sections for operating departments.
(34) Store Department.—In this item is to be included all labor employed in the stores department for disbursing and distributing and the accounts of the repair, carpentry, labor and kindred departments. Items not directly chargeable to operating departments.
[461]
PUBLISHERS OF
Trade Journals and Technical Books
5707 West Lake Street Chicago
Ice and Refrigeration
A MONTHLY REVIEW OF THE ICE, ICE MAKING, REFRIGERATING, COLD STORAGE AND KINDRED INDUSTRIES.
The oldest publication of its kind in the world and the only journal which furnishes a complete and reliable record of the scientific, experimental and practical progress made in the manufacture of ice and the harvesting and handling of ice, as well as a thorough exposition of the various methods adopted in all parts of the world, to produce low temperatures for preserving perishable goods in store and for use in the arts and sciences.
SUBSCRIPTION PRICE.
In U. S. Island Possessions, Mexico and Cuba $3.00 per year
In all other countries, 4.00 per year
PAYABLE IN ADVANCE
Packing House and Cold Storage Construction
By H. Peter Henschein
A general reference work on the design construction and equipment of modern meat packing and cold storage plants including refrigeration, insulation and other data.
Reveals in detail the latest approved methods with particular reference to the requirements of the U. S. Bureau of Animal Industry regarding sanitary construction
| PRICE | { | Bound in Full Cloth | $5.00 |
| Bound in Full Morocco | 6.00 |
The Modern Packing House
By F. W. Wilder and D. I. Davis
| PRICE | { | Bound in Full Cloth | $10.00 |
| Bound in Full Morocco | 12.00 |
[472]
Ice and Refrigeration Blue Book and Buyers Guide
The BLUE BOOK gives an alphabetical list by states and towns of the now numerous concerns in the United States and Canada—upwards of twenty thousand—using ice making or refrigerating machinery. It gives, besides the name and street address, and in most cases name of manager, also the business, the number of machines installed, the capacity of each in tons, kind and make of the machines, employed in each case, tons of ice made per day, and capacity in cubic feet of cold storage space.
| PRICE | { | Bound in Cloth, | $5.00 |
| Bound in Flexible Morocco, | 6.00 |
The Absorption Refrigerating Machine
By Gardner T. Voorhees, S. B.
A complete practical, elementary treatise of the absorption system of refrigeration and its broad general principles of operation, showing also its development.
The subject is presented with practical references to well known natural laws as parallels, so that one need not possess engineering knowledge to follow the text.
| PRICE | { | Bound in Cloth | $2.50 |
| Bound in Full Morocco | 3.00 |
Compend of Mechanical Refrigeration
By Dr. J. E. Siebel
This book presents in a convenient form the rules, tables, formulae and directions which are needed by contractors and engineers of refrigerating machinery, ice manufacturers, cold storage men, meat freezing establishments, packers and all others interested in the practical application of refrigeration. It is, in fact, designed to give ready and plain answers to most of such questions as are daily occuring in any one of the different branches of practical refrigeration.
| PRICE | { | Bound in Cloth | $3.00 |
| Bound in Flexible Morocco | 3.50 |
Refrigeration Memoranda
By John Levey
A COLLECTION OF USEFUL INFORMATION RELATING TO ICE MAKING AND REFRIGERATING, GATHERED FROM ENGINE ROOM PRACTICE.
In this little book the author has endeavored to assemble a number of useful memoranda and tables such as are suitable for instant use by any one, whether an accomplished refrigerating engineer, or an assistant, or a beginner, and all in plain every-day engine room language and in plain figures.
| PRICE: | Bound in Flexible Morocco | $1.00 |
Practical Cold Storage
By Madison Cooper
This is the first work ever published in which the theory and practice of cold storage in all its varied applications to commercial and industrial life has been thoroughly and exhaustively treated. The book is intended to cover the field of applied refrigeration with the exception of the technical and theoretical side of the mechanical production of ice and refrigeration, which has already been very fully covered by several very comprehensive works.
| PRICE | { | Bound in Cloth | $3.50 |
| Bound in Full Morocco | 4.50 |
The list of books given above represent the best works in their respective fields.
Our Book Department is prepared to supply promptly any books of a technical or general nature, as well as any of the trade journals or class publications and will gladly assist in the selection of books on any subject. Our complete list of books cover the Ice making, Refrigerating, Packing, Meats, Provisions, Ice Cream, Creamery, Dairy and kindred industries. All prices quoted above include postage.
The language used in this e-text is that used in the source document. Inconsistencies and unusual spelling and style have been retained. Differences in wording between lists of subjects, the table of contents and the text have not been rectified. Errors or unclear data in calculations and (table) data have not been corrected except when the source of the error was clear; such corrections are mentioned under Changes made below.
Not all drawings in the available scans were of sufficient quality to view all details; texts and dimensions in particular may be illegible.
Internal references have been hyperlinked only when this was considered useful, and when there was a clear and unambiguous target.
Pages 118-125 and 267-272: the unusual use of quote marks has not been standardised.
Page 224, table: the column “per cent” contains the decimal fraction, not the percentage.
Page 241: reference letters A and B are not visible in the illustration.
Page 289, “Shank cut off above the knee joint ...: the closing quote mark is missing.
Page 419, Seasoning Formula: Saltpetre is mentioned twice (in different quantities) in the source document.
Page 461 ff.: Deviations from the alphabetical order of entries have not been corrected.
Changes made
Illustrations and tables have been moved out of text paragraphs. Footnotes have been moved to directly underneath the paragraph to which they refer.
Some obvious minor typographical and punctuation errors have been corrected silently. In tables, the ditto-symbol has been replaced with the dittoed text and some data have been re-aligned for consistency and legibility.
Temperatures (°F and ° F) and densities (°B and ° B) have been standardised to ° F and ° B, dimensions and multiplications to m × n, salt petre and variants to saltpetre.
Page 35: The purchaser must never loose sight ... changed to The purchaser must never lose sight ....
Page 45: ... a preventive or retardent in the propogation ... changed to ... a preventive or retardant in the propagation ....
Page 80: superceding changed to superseding.
Page 155: TEST ON OLIO SCRAP changed to TEST ON OLEO SCRAP.
Page 163: Cutting Sinews and Saving Bones. changed to Cutting Sinews and Sawing Bones. (changed in Index as well).
Page 168, table Test yield of 1,209 cattle: column header per head Average changed to Average per head.
Page 191: ... to prevent the tankwater from souring ... changed to ... to prevent the tank water from souring ....
Page 199, table RECAPITULATION: 15 per cent depreciation on $10,00 investment changed to 15 per cent depreciation on $10,000 investment.
Page 224, table REGULAR INSIDES FOR SHIPMENT: column headers inserted cf. the other two tables on this page.
Page 362: neatsfood oil changed to neatsfoot oil.
Page 437, table MEDIUM GRADE BUTTERINE, second row: 30,57 changed to 38,57.